
Abstract
Biochar is difficult to make pellets on its own. The pelleting of biochar mixed with livestock manure compost could have the following advantages: (1) use compost as a binder, (2) reduce the moisture content of compost for pelleting by simply mixing without drying, and (3) promote the application of biochar for carbon sequestration by simultaneous application with agricultural machinery for chemical fertilizers while preventing dust pollution and additional work for the farmer. Fertilizer pellets need to be produced in an economical manner. Therefore, we empirically examined the productivity of pelleting using a roller die pellet mill, which is characterized by high throughput and is commonly used in the mass production of multifertilizer and wood pellets. Although a feedstock with 25% biochar mixed with cattle manure compost produced fewer pellets than a feedstock consisting of only compost, the energy input per unit of production remained the same. The results suggest that the addition of biochar may not increase GHG emissions during the production of this new material. Durability and wettability showed similar or higher values in the mixed pellets, indicating that the new material can be used as a fertilizer in the same way as cattle manure pellets.
Statement of Novelty
The application of biochar to agricultural land recognizes as a method of reducing CO2 emissions. However, little consideration has been given to how biochar can be effectively fertilized with agricultural machinery due to its nature of being difficult to make pellets on its own. Biochar was pelleted with a roller die pellet mill used for full-scale fertilizer production using livestock manure, which can be supplied in large quantities and low-cost, as a binder. This allowed us to present results including yield, productivity, and energy input with material quality that could not be revealed by pelleting at the laboratory. In the future, our data will contribute to calculate input energy and GHG emissions from life cycle assessment for pelleting biochar.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The application of biomass-pyrolyzed biochar to agricultural land has attracted attention in recent years as a method of reducing CO2 emissions into the atmosphere by fixing biomass-derived carbon in soils [1]. It has been suggested that biochar also affects the microbial community in soils and reduces the amount of N2O generated in agricultural land, which has a much larger greenhouse effect coefficient than CO2 [2]. Biochar is expected to contribute to carbon neutrality, soil fertility and increased yields [3, 4]. Especially in Japan and Southeast Asia, where rice production is the main cereal crop and a large amount of rice husks are generated during the short harvest period of the year, there is a need for a treatment technologies involving rice husk charcoal. Rice husk charcoal can improve carbon storage in the soil and return silicon to paddy fields because it has a high content of silica-based ash [5, 6].
Biochar tends to generate dust due to its low specific gravity, which may cause dust pollution during fertilizer application and plowing [7]. This problem could be solved by molding biochar into large particles, especially by pelleting, which is often used in the molding of biomass. From the biochar, hemicellulose and lignin, which affect pellet strength and production rate, are lost through thermal decomposition [8, 9]. Therefore, it is difficult to heat and compress biochar into pellets, and biochar pellets generally require binders [10] such as CMC [11, 12], PVA [13], or lignin [13, 14].
The pelleting of livestock manure is expected to reduce the bulk density of manure and thus provide a solution to problems associated with the storage and distribution of manure [15]. The pelleting of waste is also expected to have a carbon sequestration effect [16]. Composting is an organic material processing method used to reuse organic wastes as fertilizer or soil amendments. Composting is carried out primarily by maintaining appropriate aerobic conditions, and the heat generated by organic decomposition can kill pathogens and weed seeds and dry the material [17,18,19]. Composting transforms livestock manure into something beneficial and safe to apply to the soil. By further reducing the moisture content of the compost by drying, livestock manure compost can be easily pelleted by a roller die pellet mill without the addition of binders [20]. From the aspect of agricultural machinery, compost pellet can be easily spread using a broadcaster for chemical fertilizer application without the need for a manure spreader, a specialized machine for spreading compost, and dust generation can be reduced.
The factors related to the raw material that affect the quality of compost pellets in a roller die pellet mill are the type of compost, moisture content, and particle size [15]. In addition, if a binder is added, the type and amount of the binder is also a variable [21, 22]. Moisture content is considered one of the most important factors affecting product quality in pelleting [23], and it has been reported that the best moisture content for compost pellets formed by a roller die pellet mill is approximately 25–30% [20, 24, 25]. In the pelleting of organic materials, a single pelleting machine with a heated piston or extruder system is used to identify the optimal pressure and temperature conditions [26, 27]. On the other hand, pressure and temperature cannot be adjusted with a roller type pellet mill, which is commonly used for the pelleting of wood and organic fertilizers at high processing volumes, and the adjustments and quality of the materials mentioned above affect the pelleting potential of the product. From an agricultural point of view, if the compost pellets are to be used as fertilizer, it is important to clarify the production and quality characteristics of pellets produced using a roller die pellet mill to simplify the process and make it more economical to implement [20].
The advantages of mixing and pelleting biochar and livestock manure are three: (1) From the biochar side, livestock manure compost can be used as a binder; (2) From the livestock manure side, the moisture content can be reduced to the level where it can be pelleted simply by mixing biochar without a drying process that requires the input of heat energy; and (3) Farmers can apply compost with fertilizer value and biochar, which contributes to soil carbon sequestration, to their fields at the same time effectively, using only agricultural machinery for chemical fertilizers. The objective of this study is to evaluate the effects of biochar addition to cattle manure compost at different mixing ratios on the production volume and product quality of pellets produced by a roller die pellet mill. These mixtures can be pelleted without the addition of binders. As mentioned above, biochar is difficult to produce pellets without the introduction of a binder, so the feasibility of pelleting biochar by adding it to cattle manure compost was confirmed. Previously, researchers have conducted studies to reduce GHG gas emissions during composting by introducing biochar as a secondary composting material and mixing it into livestock manure [28,29,30]. The research on the use of biochar as a fuel is aimed at reducing the amount of chemical binders [31] or reducing the carbonization temperature to pelleting with torrefied raw material [32]. To our knowledge, there have been no studies on the effect of compost, which can be used as an organic fertilizer, on the production and quality characteristics of pellets produced using compost to bind biochar. This study is focused on the pelleting characteristics of a new material that has the carbon sequestration and soil improvement effects of biochar and the fertilization effect of compost.
Materials and Methods
Materials
Dairy cattle manure compost was fed into a cutter mill (NC-30, Sansho Industry, Osaka, Japan) as a pretreatment step and passed through a 3 mm diameter perforated metal mesh to obtain the raw material for pelleting. Rice husk charcoal was used as the biochar. Table 1 shows the elemental composition of the two raw materials as measured by an elemental analyzer (MT-6, Yanaco, Tokyo, Japan). The particle size distribution was obtained by sieve shaking, and the bulk density was adjusted at a moisture content of 27.5%. The particle size distribution of the cattle manure compost was measured after milling. These two raw materials dried at 60 °C were mixed to obtain biochar mixing percentages of 0, 25, 50, 75, 90, and 100% based on dry matter mass. Based on reports of the appropriate moisture content of 6 mm pellets made from dairy cattle manure compost, the moisture content of the mixture was adjusted by spraying pure water to achieve a moisture content of 27.5% [20]. The mixture was left undisturbed for at least 24 h to allow the raw material to equilibrate with the moisture levels before it was used as the raw material for the pellet mill.
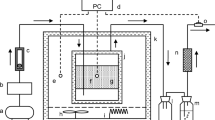
The ash content of the biochar was determined using an electric furnace FO810 (Yamato Scientific, Tokyo, Japan) by incinerating 1 g of oven-dried sample at 550 °C for 2 h. The volatile matter (VM) was determined using ASTM standard procedure (E872) by heating the samples at 950 °C for 7 min in an ICKV electric furnace (Ishizuka Electronic, Tokyo, Japan). The fixed carbon (FC) content was calculated by difference (FC [%] = 100 − VM [%] – ash [%]). Specific surface area (SSA) and average pore size (APS) were determined by the multipoint Brunauer–Emmett–Teller (BET) method applied to the N2 adsorption isotherms measured at − 196 °C. The N2 adsorption isotherms were obtained by Belsorp Mini II automated gas sorption system (MicrotracBEL, Osaka, Japan). Prior to taking the measurements, the samples were degassed under vacuum at 150 °C for 2 h using Belprep Vac II (MicrotracBEL Co.Ltd., Osaka, Japan) to eliminate residual moisture (Table 2).
Pelleting
The mixture was fed into a flat die-type pellet mill with a power rating of 5.5 kW. (HG-ZLSP150B, HAIGE, Gunma, Japan). The mixtures were fed manually so that no material was lost from the surface of the die and no material piled up beyond the radius of the cylindrical roller that pushes the material into the die. The die had a hole diameter of 6 mm and a thickness of 24 mm. A clamp meter (CM4372, HIOKI, Nagano, Japan) was attached to one of the wires directly connected to the 3-phase motor to measure the average current during production. After pellet production stabilized, measurements were taken for 2–3 min, and the tests were repeated three times. The recovery was calculated as the ratio of the amount of material remaining on the 5 mm sieve (pellet production) to the amount of pellets fed into the pellet mill. The power factor of the 3-phase motor was determined as 0.85(-) to obtain the energy intensity, which is expressed as the energy input of the pellet mill for pellet production.
Pellet Quality Measurement
The hardness (compressive strength) of the pellets was measured by testing pellets dried at 60 °C for 2 days in a compression testing machine (MT-1150, A&D, Tokyo, Japan) with two identical flat stainless plates. The sides of the cylindrical pellets were brought together, and the yield point of cracking or breaking was measured. The mechanical durability of the pellets (pulverization rate) was measured using an acrylic rotating box of the same shape and size as those in existing reports (tumbling can methods) [33]; pellets obtained after drying at 60 °C for 2 days were crushed by the impact from rotation at 50 Hz for 10 min, and the final percentage remaining on a 3 mm sieve was defined as the mechanical durability. The water resistance of the pellets was evaluated as the percentage increase in weight after pellet immersion in a container of water at room temperature for 30 s [34]. Scanning electron microscopy was used to observe the surface of the pellets (TM3000, Hitachi High-Tech, Tokyo, Japan).
Statistical Analysis
Multiple comparison tests were performed with Tukey‒Kramer’s HSD test for each factor involved in the production capacity and quality terms of the samples with different proportions of biochar added to cattle manure. JMP Pro 17.0.0 (SAS Institute Japan, Tokyo, Japan) was used for statistical analysis.
Results and Discussion
Production Properties of Biochar–Compost Mixed Pellets
Pelleting was carried out with a feedstock consisting of biochar mixed with cattle manure compost at different ratios. The effects of the biochar mixing ratio on the pellet mill throughput per unit time and pellet production are summarized in Fig. 1. The results for a biochar mixing ratio of 0–90% are shown hereafter since a recovery of less than 5% could not be achieved with a biochar mixing ratio of 100%. Throughput and production were greatest when only cow manure compost was used as the feedstock (throughput, 70.6 kg h-1; production, 61.4 kg h-1). Both throughput and production decreased as the biochar mixing ratio increased. Pellet production from 25%, 50%, 75%, and 90% biochar-mixed feedstock was 25.6%, 55.1%, 81.1%, and 82.9% that of the cattle manure compost-only feedstock, respectively.

Effects of the biochar mixing ratio on the pellet mill throughput per unit time (I) and pellet production (II). Different letters in each graph indicate significant differences (P < 0.05)
The moisture content of the raw material and the die hole diameter (pellet diameter) have a significant effect on the productivity of compost pellets. Alege et al. reported that a pellet diameter of 6 mm had a higher optimum moisture content for production than 8 mm pellets and had a higher yield [20]. In the same report, the optimum moisture content for pelleting dairy cattle manure was approximately 25–30%, with a maximum yield of 85.9%. Cattle manure compost pellets and 25% biochar mixed pellets in this study produced comparable recovery. The reason for the reduction in the production of pellets with the 25% biochar mixture, even though the recovery was comparable to that of compost, was the lower throughput. The extrusion-type die pellet mill consists of a rotating roller that pushes material into holes in a die. The volume of material pushed in per rotation of the roller was the same, and because biochar had a lower bulk density than compost (Table 1), the throughput was lower.
The impact of the biochar mixing rate on the product yield and pellet mill energy input (energy intensity) relative to pellet production is shown in Fig. 2. The feedstock with the 25% biochar mixture had a recovery (86.4%) and energy intensity (347 kJ kg-1) similar to that of the compost-only feedstock (85.7%, 345.3 kJ kg-1). Both recovery and energy intensity tended to decrease when the biochar ratio was increased to 50%.

Effects of the biochar mixing ratio on recovery (I) and energy input (energy intensity) of the pellet mill (II). Different letters in each graph indicate significant differences (P < 0.05)
Notably, the energy intensity was the same for cattle manure pellets and 25% biochar mixed pellets. Few studies have focused on the power used by a pellet mill: 249.7 kJ kg-1 (111.6 hp per 1.2 t) [21] and 878.4 kJ kg-1 (244 kWh t-1) [35] for wood, 439.2 kJ kg-1 (without binder, 118–126 kWh t-1) and 257.4 kJ kg-1 (with 4% starch binder added, 68–75 kWh t-1) for corn [21] were reported as the required power inputs. Up to 50% biochar addition, the energy intensity was within the range of power usage reported for pellets. These results indicated that the power measurements for this study were at an appropriate level. The throughput and the load on the pellet mill were lower during the production of pellets mixed with 25% biochar compared to that of compost-only pellets. The power requirement increased significantly for the production of pellets mixed with 50% biochar. This is thought to have occurred because the power to run the motor became a more dominant term in the energy intensity than the load reduction, as the throughput was further reduced due to the lower bulk density of the feedstock due to the addition of biochar. It was found that there are mixing ratios that do not affect the energy intensity of production when biochar, which has no adhesive effect and is difficult to pelleting, is added to compost. This leads to the possibility that the addition of biochar may not increase GHG emissions during the production of this new material compared to compost-only pellets.
Quality of Biochar-Mixed Pellets
Figure 3 shows the effect of the ratio of biochar to cattle manure compost on pellet quality. The compressive strength determined by the compression tester tended to decrease as the percentage of biochar added increased. The compressive strength was significantly reduced by 44% (23.8 N mm-1) and 55% (19.2 N mm-1) for feedstocks with 25% and 50% biochar, respectively, compared to a feedstock with cow manure only (42.8 N mm-1). On the other hand, the durability index, which represents the physical properties of the pellets as well as their compressive strength, was measured. The durability index (95.4%) of the 25% biochar-blended pellets was equal to or higher than that of the cow manure-only feedstock (94.1%). Above 50% biochar, the durability index tended to decrease as the mixing ratio increased. The wettability index (3.4%) of the pellets at 25% biochar content also showed a similar trend, with a value equal to or higher than that of cattle manure only (5.8%). At a mixing ratio of 50% or higher, the wettability index increased as the mixing ratio increased, and the pellets tended to absorb moisture more easily.

Effects of the biochar mixing ratio on compressive strength (I), wettability (II), and durability (III). Different letters in each graph indicate significant differences (P < 0.05)
We evaluated the physical strength of the pellets in terms of three general indices: compressive strength, durability, and water resistance [36]. Compressive strength is the load that must be applied to a pellet compressed between two parallel plates for it to crack or break. This index indicates the resistance of the lower pellets to fracture when stacked for storage. When municipal solid waste was used as the feedstock in a roller die pellet mill (6 mm diameter holes), the compressive strength of the pellets was 4.3–6.4 N mm-1 even with the addition of binders such as rice flour [24]. The compressive strength of swine manure compost was approximately 20–46.7 N mm-1 (300–700 N, 6 mm x 15 mm), and when mixed with 10% biochar, the compressive strength decreased significantly to approximately 13.3–26.7 N mm-1 (200–400 N, 6 mm x 15 mm) [37]. The compressive strength of pellets made from birch sawdust under single pellet production with a heatable piston extrusion method and a pelleting pressure of 300 MPa was 3.5 N mm-1 without heating and 18 N mm-1 under 80 °C heated conditions [38]. In the same report, it was reported that the compressive strength of reed canary grass pellets at 400 MPa was approximately 27.5 N mm-1 without heating and approximately 50 N mm-1 at 80 °C. The compressive strength of spruce pellets at 400 MPa was approximately 13 N mm-1 without heating and approximately 35 N mm-1 at 80 °C. The die temperature is important for pellet quality. The compressive strength of the cattle manure compost obtained in this test study was approximately the same as that of spruce pellets under 80 °C heating conditions, indicating that a continuous roller die pellet mill was also able to produce manure pellets under appropriate conditions, as the die was heated by friction. In current pellet mills, die temperature is affected by the grindability and compressibility of the feedstock and is difficult to control from the outside. In the future, there is a need to clarify the effect of temperature on quality through the development of pellet mill that can adjust die temperature, and to improve quality in feedstocks with a higher biochar mixture ratio. However, even at a higher biochar mixing ratio of 25%, the reduction in compressive strength was limited to a 44% reduction. On the other hand, a significant squeezing phenomenon may be observed in high-density biomass products when compressed, suggesting that the obtained values may not exhibit the true compressive strength of the products [36, 39].
In fact, the 25% biochar mixture with a 44% reduction in compressive strength compared to the cattle manure-only feedstock showed equal or better performance (95.4%) in durability. This was comparable to that reported for dairy cattle manure compost (96.1%) at the optimum moisture content [20] and higher than that reported for swine manure compost (93.0%) [37]. Even with a biochar mixture of 50%, the durability was 92.6%, which was comparable to that of swine manure compost. This value estimates the amount of fines generated by shock and vibration due to mechanical handling [36], and the tumbling method we used yields reproducible durability results in pellets [33]. When used as a fertilizer, pellets with this lower value cause pollution during transport, storage, and spreading due to dust generation, as well as reduced spreading accuracy and breakdowns with rotary spreaders such as broadcasters.
Studies reported a slight increase in the durability of pellets when 10% biochar was introduced; researchers concluded that this was due to the larger contact surface area of the biochar consisting of fine particles during pelleting, which facilitated the formation of bonds/solid bridges and the lignin in the biochar acted as a binding agent [37]. However, if biochar serves as a binder, it is expected to have a positive effect on pellet quality when the mixing ratio is increased, but the results of this study showed a negative effect. In general, biochar loses lignin during the pyrolysis process, so the adhesive and bonding strength of biochar becomes weaker [8, 9]. As shown in the SEM images in the same report [37] and in Fig. 4, large particles derived from biochar are observed when biochar is mixed with manure. Therefore, it is assumed that the biochar is entrapped and pelleted between the particles of the cattle manure compost, which easily adhere. At the 75% biochar mixing ratio, as shown in Fig. 4, gaps are formed between the coarse particles of biochar and the adhering compost, supporting our hypothesis that the biochar does not act as a binder.

Electron microscopy images of the surface of pellets made from cattle manure only (A, B) or 75% biochar mixed with cattle manure (C, D). Scale bars at the bottom right of each image indicate 1 mm (A, C) or 50 μm (B, D)
We assume that the gaps between the biochar and compost shown in Fig. 4 led to increased water absorption. Because of the hydrophobic nature of biochar, it was expected that the wettability index would decrease with increasing mixing rate, but the opposite trend was observed. The wettability index ranged from 8.9 to 29.2% for pruned branches, sludge from wastewater treatment, compost from household food waste, and wood pellets [34]. The biochar mixing ratios of 0–50% applied in this study are sufficient to provide water repellency, suggesting that storability will not be a problem for this material. We concluded that sufficient water repellency is achieved at biochar mixing rates of 0–50% in this study and that storability is not a problem. In this study, water repellency was lower in samples with higher durability and compression strength, which indicate suitability for spraying and storage. Maximizing water repellency is optimal if soil carbon sequestration is the primary objective. It is because the less degradable the material is, the better the outcome. However, high water repellency is not always a good thing for the fertilization effect of compost. Compost pellets decrease in volume while maintaining their shape in a similar manner due to microbial decomposition in the soil, supplying nutrients to the soil [40]. The biochar in the pellet did not bind to the compost, but they were entrapped into the compost. This suggests that pelleted biochar will eventually exist in the soil as pulverized biochar that crushed in the pellet mill by the decomposition of the surrounding compost. With respect to the changes in biochar properties by pellet mill process, the biochar (100%) was passed through the pellet mill to measure the changes of properties before and after, but no changes in VM, FC, Ash, or APS were observed, only a 2.2-fold increase in SSA (7.58 m2 g-1). It is assumed that this increase in SSA is attributed to the milling and pelleting process does not change the physical properties of biochar in the soil. The effects of biochar addition and associated changes in physical properties such as water repellency and durability on nutrient supply and carbon fixation in the soil need to be clarified and optimized in future cultivation and in-soil degradation tests.
In pelleting compost, the moisture content of the compost should be reduced to 25–30%. A mixture of 50% biochar and compost with 55% moisture content and a mixture of 25% biochar and compost with 40% moisture content reduce the overall feedstock moisture content to approximately 30%, which is a pelletable level. This decreased need for moisture content reduction is expected to reduce energy and CO2 emissions by eliminating processes such as greenhouse drying and heat drying, which require vast areas of land. The results showed that a 25% biochar mixing rate can result in pellets with similar energy intensity and equal or better durability, an important factor in fertilizer application, compared to a cattle manure compost-only feedstock. However, in many cases, depending on the conditions, a moisture content of 55% or higher is attained at the end of composting [41], and methods need to be developed to obtain energy intensity and quality equivalent to 25%, even at a 50% biochar mixing rate. The new material in this study has a reduced compost-derived fertilizer component due to the biochar mixture. On the other hand, the fertilizer can be easily applied by chemical fertilizer spreaders such as broadcasters. When considering applying the same amount of compost on a dry mass basis to farmland, it is important to simultaneously examine the impact on labor efficiency and GHG emission reductions as an agricultural system, comparing the use of a machine that spreads powdered compost with high moisture content, such as a manure spreader.
Lipid addition increases durability in pellets but reduces die friction, which leads to a reduction in the electrical input required for pelleting, and the addition of bark with higher lignin content has a positive effect on durability [36, 42]. It is necessary in the future to develop low-cost technologies to efficiently form biochar pellets without the use of binders by using existing organic fertilizers such as oil cake, bark compost and compost with a large proportion of organic matter. Effects of pellet moisture content and shape on spreading variability in rotary fertilizer spreaders (broadcasters) have been reported [43], but relationships between durability values and the variability in organic fertilizer pulverization rates and application efficacy have not been reported. Research is needed on durability values for the precise application of organic fertilizers.
Conclusions
In this study, the pelleting characteristics and quality of a new material made from a mixture of dairy cattle manure compost and biochar were revealed using a roller flat die pellet mill, which is used for commercial fertilizer and wood pellet production. An interesting finding was that production at the 25% biochar mixing rate was lower than that of cattle manure compost alone due to the lower bulk density of the raw material resulting from the introduction of biochar, but the energy intensity, which indicates energy input per unit of production, remained the same. In terms of quality, the pellets showed equal or better durability, which is important for fertilizer application, and equal or better wettability, indicating that they can be used in the same way as cattle manure compost pellets. If the moisture content after composting is approximately 40%, the value can be reduced to 30% by mixing only 25% biochar, allowing the mixture to be pelleted, which can reduce the energy needed for drying and GHG emissions. On the other hand, durability and wettability tended to be negative, and the energy intensity increased significantly at mixing ratios of 50% and higher because the biochar was molded in such a way that it was entrained between the particles of the cattle manure compost. In the future, we will clarify the durability values needed for precise organic fertilizer application and establish pelleting technology that includes low-cost organic fertilizer material addition, which can contribute to improved pellet productivity and quality.
Data Availability
Data will be made available on request.
References
Ennis, C.J., Evans, A.G., Islam, M., Ralebitso-Senior, T., Senior, E.: Biochar: Carbon Sequestration, Land Remediation, and impacts on Soil Microbiology. Crit. Rev. Environ. Sci. Technol. (2012). https://doi.org/10.1080/10643389.2011.574115
Harter, J., Krause, H., Schuettler, S., Ruser, R., Fromme, M., Scholten, T., Kappler, A., Behrens, S.: Linking N2O emissions from biochar-amended soil to the structure and function of the N-cycling microbial community. ISME J. (2014). https://doi.org/10.1038/ismej.2013.160
Chan, K.Y., Zwieten, L.V., Meszaros, I., Downie, A., Joseph, S.: Agronomic values of greenwaste biochar as a soil amendment; agronomic values of greenwaste biochar as a soil amendment. Aust J. Soil. Res. (2007)
Mohan, D., Abhishek, K., Sarswat, A., Patel, M., Singh, P., Pittman, C.U.: Biochar production and applications in soil fertility and carbon sequestration – a sustainable solution to crop-residue burning in India. RSC Adv. (2018). https://doi.org/10.1039/C7RA10353K
KOYAMA, S., KATAGIRI, T., MINAMIKAWA, K., KATO, M.: Effects of Rice Husk Charcoal Application on Rice Yield, Methane Emission, and Soil Carbon Sequestration in Andosol Paddy Soil. Japan Agricultural Res. Quarterly: JARQ. (2016). https://doi.org/10.6090/jarq.50.319
Alvarez, J., Lopez, G., Amutio, M., Bilbao, J., Olazar, M.: Physical activation of Rice Husk Pyrolysis Char for the production of high surface area activated carbons. Ind. Eng. Chem. Res. (2015). https://doi.org/10.1021/acs.iecr.5b01589
Gelardi, D.L., Li, C., Parikh, S.J.: An emerging environmental concern: Biochar-induced dust emissions and their potentially toxic properties. Sci. Total Environ. (2019). https://doi.org/10.1016/j.scitotenv.2019.05.007
Kraszkiewicz, A., Kachel-Jakubowska, M., Lorencowicz, E., Przywara, A.: Influence of Cellulose Content in Plant Biomass on selected qualitative traits of pellets. Agric. Agric. Sci. Proc. (2015). https://doi.org/10.1016/j.aaspro.2015.12.005
Gong, C., Thomsen, S.T., Meng, X., Pu, Y., Puig-Arnavat, M., Bryant, N., Bhagia, S., Felby, C., Ragauskas, A.J., Thygesen, L.G.: Effects of different pelleting technologies and parameters on pretreatment and enzymatic saccharification of lignocellulosic biomass. Renew. Energy. (2021). https://doi.org/10.1016/j.renene.2021.08.039
Anukam, A., Berghel, J., Henrikson, G., Frodeson, S., Ståhl, M.: A review of the mechanism of bonding in densified biomass pellets. Renew. Sustain. Energy Rev. (2021). https://doi.org/10.1016/j.rser.2021.111249
Yun, J., Park, J., Acharya, B.S., Park, J., Cho, J., Kang, S.: Production of Pelleted Biochar and its application as an amendment in Paddy Condition for reducing methane fluxes. Agriculture. (2022). https://doi.org/10.3390/agriculture12040470
Liang, M., Lu, W., Lei, P., Wang, L., Wang, B., Li, B., Shen, Y., Zhang, K.: Physical and Combustion properties of Binder-assisted hydrochar pellets from Hydrothermal Carbonization of Tobacco Stem. Waste Biomass Valoriz. (2020). https://doi.org/10.1007/s12649-019-00848-x
Dai, X., Theppitak, S., Yoshikawa, K.: Pelletization of Carbonized Wood using Organic binders with Biomass Gasification Residue as an additive. Energy Fuels. (2019). https://doi.org/10.1021/acs.energyfuels.8b03372
Kim, P., Hensley, D., Labbé, N.: Nutrient release from switchgrass-derived biochar pellets embedded with fertilizers. Geoderma. (2014). https://doi.org/10.1016/j.geoderma.2014.05.017
Sarlaki, E., Kermani, A.M., Kianmehr, M.H., Asefpour Vakilian, K., Hosseinzadeh-Bandbafha, H., Ma, N.L., Aghbashlo, M., Tabatabaei, M., Lam, S.S.: Improving sustainability and mitigating environmental impacts of agro-biowaste compost fertilizer by pelletizing-drying. Environ. Pollut. (2021). https://doi.org/10.1016/j.envpol.2021.117412
Ross, C., Mundschenk, E., Wilken, V., Sensel-Gunke, K., Ellmer, F.: Biowaste digestates: Influence of pelletization on nutrient release and early Plant Development of Oats. Waste Biomass Valoriz. (2018). https://doi.org/10.1007/s12649-016-9794-8
Wichuk, K.M., McCartney, D.: A review of the effectiveness of current time–temperature regulations on pathogen inactivation during composting. J. Environ. Eng. Sci. (2007). https://doi.org/10.1139/S07-011
Liu, T., Wang, M., Awasthi, M.K., Chen, H., Awasthi, S.K., Duan, Y., Zhang, Z.: Measurement of cow manure compost toxicity and maturity based on weed seed germination. J. Clean. Prod. (2020). https://doi.org/10.1016/j.jclepro.2019.118894
Shimizu, N., Karyadi, J.N.W., Harano, M., Iwabuchi, K., Kimura, T.: Cattle manure composting in a packed-bed reactor with forced aeration strategy. Eng. Agric. Environ. Food. (2018). https://doi.org/10.1016/j.eaef.2018.01.002
Alege, F.P., Tao, H., Miito, G.J., DeVetter, L.W., Ndegwa, P.M.: Influence of moisture content on recovery and durability of dairy manure compost pellets. Bioresource Technol. Rep. (2022). https://doi.org/10.1016/j.biteb.2022.101076
Tumuluru, J.S., Conner, C.C., Hoover, A.N.: Method to produce durable pellets at Lower Energy Consumption Using High Moisture Corn Stover and a Corn Starch Binder in a flat die Pellet Mill. J. Vis. Exp. (2016). https://doi.org/10.3791/54092
Wang, Y., Sun, Y., Wu, K.: Methods to determine the interactions between the Biomass and the Pellet Channel during Biomass Pelletizing process. Waste Biomass Valoriz. (2020). https://doi.org/10.1007/s12649-019-00755-1
Matkowski, P., Lisowski, A., Świętochowski, A.: Pelletising pure wheat straw and blends of straw with calcium carbonate or cassava starch at different moisture, temperature, and die height values: Modelling and optimisation. J. Clean. Prod. (2020). https://doi.org/10.1016/j.jclepro.2020.122955
Hettiarachchi, L., Jayathilake, N., Fernando, S., Gunawardena, S.: Effects of compost particle size, moisture content and binding agents on co-compost pellet properties. Int. J. Agricultural Biol. Eng. (2019). https://doi.org/10.25165/j.ijabe.20191204.4354
Ghadernejad, K., Shahgholi, G., Mardani, A., Chiyaneh, H.G.: Prediction effect of farmyard manure, multiple passes and moisture content on clay soil compaction using adaptive neuro-fuzzy inference system. J. Terrramech. (2018). https://doi.org/10.1016/j.jterra.2018.03.002
Stelte, W., Barsberg, S.T., Clemons, C., Morais, J.P.S., de Freitas Rosa, M., Sanadi, A.R.: Coir fibers as Valuable Raw Material for Biofuel Pellet production. Waste Biomass Valoriz. (2019). https://doi.org/10.1007/s12649-018-0362-2
Mostafa, M.E., Zhang, Y., Hu, S., Wang, Y., Su, S., Hu, X., Elsayed, S.A., Xiang, J.: Mechanical Characteristics and Energy Consumption of Solid and Hollow Biomass Pellet Production Using a statistical analysis of operating parameters. Waste Biomass Valoriz. (2021). https://doi.org/10.1007/s12649-021-01437-7
Kim, M., Jeong, C., Kim, M., Nam, J., Shim, C., Shin, J.: Evaluation of the impact of activated Biochar-Manure Compost Pellet Fertilizer on Volatile Organic compound emissions and heavy metal saturation. Int. J. Environ. Res. Public. Health. (2022). https://doi.org/10.3390/ijerph191912405
Chowdhury, M.A., de Neergaard, A., Jensen, L.S.: Potential of aeration flow rate and bio-char addition to reduce greenhouse gas and ammonia emissions during manure composting. Chemosphere. (2014). https://doi.org/10.1016/j.chemosphere.2013.10.030
Chen, H., Awasthi, S.K., Liu, T., Duan, Y., Ren, X., Zhang, Z., Pandey, A., Awasthi, M.K.: Effects of microbial culture and chicken manure biochar on compost maturity and greenhouse gas emissions during chicken manure composting. J. Hazard. Mater. (2020). https://doi.org/10.1016/j.jhazmat.2019.121908
Hu, Q., Shao, J., Yang, H., Yao, D., Wang, X., Chen, H.: Effects of binders on the properties of bio-char pellets. Appl. Energy. (2015). https://doi.org/10.1016/j.apenergy.2015.05.019
Reza, M.T., Lynam, J.G., Vasquez, V.R., Coronella, C.J.: Pelletization of biochar from hydrothermally carbonized wood. Environ. Prog Sustainable Energy. (2012). https://doi.org/10.1002/ep.11615
Temmerman, M., Rabier, F., Jensen, P.D., Hartmann, H., Böhm, T.: Comparative study of durability test methods for pellets and briquettes. Biomass Bioenergy. (2006). https://doi.org/10.1016/j.biombioe.2006.06.008
Zajonc, O., Frydrych, J., Jezerska, L.: Pelletization of Compost for Energy utilization. IERI Procedia. (2014). https://doi.org/10.1016/j.ieri.2014.09.002
Alege, F.P., Gu, X., Tao, H., Miito, G.J., Ndegwa, P.M.: Dairy manure compost pelleting process: A techno-economic analysis. J. Clean. Prod. (2021). https://doi.org/10.1016/j.jclepro.2021.127481
Kaliyan, N., Morey, V.: Factors affecting strength and durability of densified biomass products. Biomass Bioenergy. (2009). https://doi.org/10.1016/j.biombioe.2008.08.005
Pampuro, N., Bagagiolo, G., Priarone, P.C., Cavallo, E.: Effects of pelletizing pressure and the addition of woody bulking agents on the physical and mechanical properties of pellets made from composted pig solid fraction. Powder Technol. (2017). https://doi.org/10.1016/j.powtec.2017.01.092
Huang, Y., Finell, M., Larsson, S., Wang, X., Zhang, J., Wei, R., Liu, L.: Biofuel pellets made at low moisture content – influence of water in the binding mechanism of densified biomass. Biomass Bioenergy. (2017). https://doi.org/10.1016/j.biombioe.2017.01.002
Li, Y., Liu, H.: High-pressure densification of wood residues to form an upgraded fuel. Biomass Bioenergy. (2000). https://doi.org/10.1016/S0961-9534(00)00026-X
Kubotera, H., Yamane, T., Wakiyama, Y., Arakawa, Y.: Long-term temporal changes in micromorphology of cattle manure compost pellets mixed with soils. J. Jpn Soc. Phys. (2016). https://doi.org/10.34467/jssoilphysics.134.0_5
Michel, F.C., Pecchia, J.A., Rigot, J., Keener, H.M.: Mass and nutrient losses during the composting of dairy manure amended with Sawdust or Straw. Compost Sci. Util. (2004). https://doi.org/10.1080/1065657X.2004.10702201
Gehring, C.K., Lilly, K.G.S., Shires, L.K., Beaman, K.R., Loop, S.A., Moritz, J.S.: Increasing mixer-added fat reduces the electrical energy required for pelleting and improves exogenous enzyme efficacy for broilers. J. Appl. Poult. Res. (2011). https://doi.org/10.3382/japr.2009-00082
Romano, E., Brambilla, M., Bisaglia, C., Pampuro, N., Pedretti, E.F., Cavallo, E.: Pelletization of composted swine manure solid fraction with different organic co-formulates: Effect of pellet physical properties on rotating spreader distribution patterns. Int. J. Recycling Org. Waste Agric. (2014). https://doi.org/10.1007/s40093-014-0070-2
Acknowledgements
We express our sincere gratitude to Ms. Namiko Miyamoto for their technical support.
Funding
The authors declare that no funds, grants, or other support were received during the preparation of this manuscript.
Open Access funding provided by The University of Tokyo.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by [K.F.], [K.U.], [T.H.], [T.I.] and [T. M.]. The first draft of the manuscript was written by [K.F.] and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing Interests
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Furuhashi, K., Ueda, K., Hatagami, T. et al. Livestock Manure Compost Mixed with Biochar: Efficient Pelleting and Pellet Production Characteristics. Waste Biomass Valor 15, 4927–4936 (2024). https://doi.org/10.1007/s12649-024-02520-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-024-02520-5