
Abstract
This paper presents mechanical and physical properties of light porous aggregates obtained from local waste materials. Granules were produced from a mixture of aluminosilicate-based coal-mine slates and car windshield glass that was contaminated by the polyvinyl butyral foil. The initial waste material ratio modification significantly alters physical and mechanical properties of obtained ceramic granules to the extent of the critical amount of added windshield glass powder. The temperature of the heat treatment affects the granules’ properties and demonstrates the microstructure and phase crystallization control possibilities. The critical value of the windshield glass concentration was determined to be at a level of 30%, considering the relationship between mechanical and physical properties when large porosity is essential in further application. On the other hand, if the glass-to-slates weight ratio was equal and a sufficient thermal treatment was applied, a core–shell macrostructure formation and occlusion of pores occurred.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Statement of Novelty
This paper demonstrates a new way to recycle windshield glass by way of converting the new product into the form of ceramic granules. The properties of the resulting granules open new perspectives for their further application, i.e. in cement-based products or gardening.
Introduction
Glass recycling has been a common practice for many years because glass waste is useful in the glass packaging industry; this waste significantly reduces working temperatures, thus improving the economy of the process. The recycling of car windshield glass is more complicated due to the particular mechanical properties related to the layered structure of a car windshield. An improvement in mechanical properties of the car windshield material results from the specific laminate structure, i.e. the polyvinyl butyral (PVB) membrane, that separates the two glass layers. Consequently, detachment of both materials with totally different mechanical properties is troublesome and does not guarantee the total sorting between the materials. The innovative breaking-crushing machinery allows the separation of those materials during screening. Thus, the resulting effect is detached PVB films in the form of large-sized pieces contaminated by fine glass powder [1,2,3] into the sieved-out shards of glass contaminated by tiny PVB foil slivers. Consequently, PVB contamination excludes waste from new glass production, but the recycled glass can be used once again; for example, the recycled glass may be used as an addition to concrete-based materials or in the insulation of manufacturing glass fibers. PVB alone can be reused as well as, especially as an additive to different types of industrial glues or as an alternative fuel source during high-temperature ceramic processes.
The main aim of the presented research is to propose a new way for recycling windshield glass waste where significant improvement of mechanical and physical properties are obtainable based on the usage of additional waste material in the new product manufacturing. One possible solution [4,5,6,7,8] includes manufacturing alumina silicate-based lightweight aggregates (LWA) that can be used in both building and gardening industries. Another constituent balancing the chemical composition of the ceramic batch includes other waste material from the coal/ore industry, especially coal mine slates or any other alumina silicate-based waste material [8,9,10,11,12,13]. Fabricated aggregates could be applied to concrete block production; however, a number of requirements, specified in EN 1097, UNE-EN 13055 and many other standards must be fulfilled for this purpose [14, 15].
The manufacturing of LWA from the alumina silica slates and glass powder mixture requires the addition of the pore-forming agent for preventing significant sintering and densification during thermal treatment. The presence of some PVB in the mixture of waste materials may be beneficial since PVB may increase porosity of the resultant granules due to a CO/CO2 gas evolution during thermal decomposition of PVB as well as the ability of glass powder to form bubbles through the viscosity reduction [8, 13]. It is worth mentioning that a large calorific value of PVB (20,000 kJ/mol) would be valuable for the granule manufacturing economy. However, mechanical treatment of car windshield glass waste leaves only a small amount of PVB scraps among the glass particles; therefore, incorporation of an additional gas-forming agent is necessary in the growing porosity of the granules. Consequently, a choice of carbon-contaminated coal mine slates may help in both the formation and evolution of gases during thermal treatment. Finally, the oxidation of contaminated carbon and evolved heat (heating value of 5000 kJ/mol) may potentially improve the granule manufacturing economy.
The purpose of this study is to examine production possibilities of the environmentally friendly LWA from local coal mine slates and car windshield glass waste with differing ratios for both materials. The presented research is aimed toward the examination of the effects of glass addition on basic properties of ceramic aggregates.
Experiment
The mixture of raw materials including windshield glass with PVB contamination and coal-contaminated slates were weighed according to Table 1. The slates were derived from the Krupiński mine (Suszec, Upper Silesia, Poland) in the form of stone pieces measuring a few centimeters in diameter. The preliminary grinded windshield glass pieces (< 2 cm in size) and PVB wastes were delivered by KAPADORA Company (Poland). The thermal behaviors of mine slates and windshield glass were examined using the DTA/TG method (SETARAM 31/111068 Instrumentation—Calorimetry & Thermal Analysis), and the DSC (401 F1 Pegasus, Netsch) method, respectively. Weight loss measurements were performed for delivered materials as well, following the heat treatment for 2 h at 850 °C/1 h.
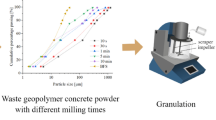
Both initial materials were milled separately to 0.12 mm grain size using a cross beater mill (Retsch, SK 300). Next, the batch containing the given composition was milled in a planetary mill (Fritsch Pulverisette 6) at 300 rotations per minute for a 1-h period with a ball-to-powder ratio of 4:1. Particle size distribution was examined using the Malvern Mastersizer 3000 laser particle size analyzer. Subsequently, the batches were placed in an intensive mixer (Eirich TR04) and the granulation process was performed with the addition of 15 wt% water. Later, the mixture of powder and water was transferred to the granulation plate in order to obtain round granules. Finally, after drying, the granules were sintered at the chamber furnace for 60 min at the maximum temperature presented in Table 1. The sintered granules were separated into three categories of fractions using sieves: < 4 mm, 4–8 mm, and > 8 mm. Mechanical and physical properties were examined for 4–8 mm fractions.
Apparent density (ρa) and open porosity (Po) were examined using the Archimedes method. Compression tests of granules were performed according to the UNE-EN 13055-1 standard. Compression strength was calculated by the following Eq. (1) [8, 11]:
For an appropriate comparison of compressive strength of the batches with a varying amount of glass, the specific strength was calculated as a ratio of compressive strength to apparent density.
Both the morphology and chemical composition of milled powders were observed using a Scanning Electron Microscope (SEM) (Hitachi S-3400N). EDS analysis was performed on the powdered samples of initial materials (glass and slates) in the four different micro-areas of the given specimen. The data are expressed in the form of a cation concentration, ignoring oxygen and carbon presence. The X-ray diffraction data of investigated materials (raw slates and sintered granules) were collected using the X-Ray Diffractometer (Panalytical Empyrean), operating at the powder mode with Cu Kα radiation (1.54 Å). The rate of 1°/min with a step of 0.02° was applied. The morphology of the surface and fractures of granules was observed using the stereoscope microscope NIKON SMZ-745T.
Results and Discussion
Thermal behavior of the windshield glass and mine slate mixture was examined in two ways: measurement of weight loss following isothermal thermal treatment at 850 °C in a 1-h-period, and the utilization of a dynamic DTA/DSC method. The weight losses of milled initial materials following isothermal treatment are given in Table 2. The observed mass losses of the windshield glass resulted from burning out the leftover PVB. The actual contamination of milled and screened glass powder by PVB residue is rather low because glass was milled to the very small particle size of 0.12 mm. In such a situation, most of the elastic PVB scraps were incapable of being cut down to this small size, so the oversized fraction of powder was enriched by the contamination. The standard deviation of measured mass losses following the thermal treatment of glass powder is slightly higher than the one determined for slates, which indicates some instability in the PVB foil presence.
Figure 1a shows the DTA analysis of mine slates. The strong exothermic effect is visible between the range measuring 300–600 °C and is accompanied by mass loss. In the case of mine slates, mass losses originate from carbon contamination and dehydroxylation of alumina silicate-based slates. Exothermic oxidation of carbon covered the endothermic effect of both the mineral decomposition and water vapor evolution. A small exothermic effect just below 1000 °C could be related to the crystallization of a new compound. Figure 1b presents the results of DSC analysis regarding windshield glass powder. The first exothermic peak is related to PVB residuals burning out at 305 °C. The softening point of glass (Tg temperature) is visible at 554 °C, while the melting process started at 680 °C.

a DTA analysis of mine slate, b DSC analysis of windshield glass
The DTA analysis results are consistent with obtained XRD results. Figure 2a shows XRD patterns of the as-delivered raw mine slate. The diffraction peaks are well-fitted to the α-quartz pattern (ICDD#04-007-0522) as well as to the various hydrated 1:1 (kaolinite, ICDD#00-058-2028) and 2:1 phyllosilicates phases: pyrophyllite (ICDD#00-002-0037) and ferripyrophyllite (ICDD#00-002-0022). Crystallographic data of the fitted phases are given in Table 3. The XRD measurement of the heat-treated mine slates at 1050 °C shows a significant change in the phase composition since only hydroxide-free metakaolinite (AlSiO4), (ICDD#04-007-7378), and iron oxide (Fe2O3, ICDD#04-008-7623) are visible apart from non-transformed residual α-quartz. The diffraction patterns in Fig. 2b confirm dehydroxylation of phyllosilicates (kaolinite and pyrophyllite) as well as ferripyrophyllite, which is in relative agreement with the DTA/TG results.

XRD patterns of a mine slate (as delivered raw material), b mine slate treated at 1050 °C
Table 4 shows the chemical composition of both materials measured by the EDS technique. The results of cation concentration in mine slates show a low standard deviation, while the highest deviation was observed only for Fe content. It is noteworthy to mention that the examined coal mine slates contain a significant amount of potassium oxide, thus their sintering ability may be considerable. The stability of the chemical composition of glass specimens was lower than in the case of mine slates. The significant differences were found for iron and aluminum content due to the fact that tested pieces of glass were taken from various manufacturers. It should be pointed out that the observed deviations of the chemical composition are at an acceptable level if the manufacturing of LWA is considered. However, an unstable iron content could result in a variety of colored aggregates.
Table 5 indicates the calculated chemical compositions of the manufactured batches. Chemical compositions were calculated based on the average value of each element in the initial materials as well as a concentration of each component in the mixture.
Figure 3 illustrates the particle-size distribution of powders following the milling process in a planetary mill. D90 value is below 15 micrometers, which suggests that particles measuring a few times smaller were obtained via the planetary milling process combined with sieving over the 120 µm sieve openings. Powders are characterized by a three-modal distribution. The group of the smallest particles (< 0.8 µm in diameter) could be ascribed to the aluminosilicate slate classification, and the middle-range particles (0.8–8 µm in diameter) could be composed of both slates and milled glass; the group of the largest particles (> 10 µm in diameter) predominantly comprises the PVB-covered glass pieces. The steep curve at the range measuring 10–50 µm demonstrates the effect of sieving over the 120 µm screen.

Particle size distribution of K3 powder after planetary milling
Figures 4 and 5 show the images of manufactured granules after the thermal treatment. A higher sintering temperature indicated a deeper granule color. Additionally, with a larger addition of windshield glass to the composition, a vitrified granule surface looked more glass-like. Figure 5 shows fractured granules. The interior of granules is not homogeneous; in particular, those from lower sintering temperatures (950 °C) demonstrate inhomogeneities on the macroscale. The macrostructure transformed from the typical structure of clay-based products (K1) to a denser, vitrified structure (K4–K5) when thermal treatment was applied at a higher temperature. The macro-porosity at the pore range measuring 100–200 μm is visible for granules with the moderate addition of glass powder where only a few macro-pores are visible. Specimens with the highest glass concentration (K5) exhibit a core–shell structure. It is evident that shell thickness decreases as sintering temperature increases; based on this fact, it can be assumed that the external shell was vitrified, which led to the formation of some kind of protective layer that blocked the outward diffusion of gases. Also, the granules’ core appears to be less densified than the outer shell. The temperature differences between the outer shell and the core of the granule occurring during the sintering process should also be included.

Surface of manufactured granules, stereoscope microscope

Fracture of manufactured granules, stereoscope microscope
Table 5 shows that increasing the amount of windshield glass also raises the silicon and calcium content in the mixture, which may suggest the formation of the multi-component eutectic liquid during heat treatment followed by the crystallization of new phases in the granules. On the other hand, a lower amount of aluminum in the batches with the highest amount of glass powder could have a significant effect on the mechanical properties of the granules.
XRD analyses of K5 granules sintered at 950, 1000, and 1050 °C are presented below (Fig. 6). The fitted phases revealed the new phase composition. All materials were well-fitted to low-symmetry diopside, nepheline, and anorthite phases (Table 6). Residual α-quartz was found as well, but the intensity of this peak decreased as the thermal treatment temperature increased. All the obtained diffraction patterns are shifted to the left compared to the given ICDD cards, which indicate the crystal lattice contraction relative to the formation of the relevant solid solutions. The rise in intensity of some peaks, especially the ones ascribed to the sodium–potassium containing phase (e.g. a significant increase of intensity of the \(\bar{2}02\) peak [Na0,71K0,29AlSi3O8 anorthoclase phase, ICDD#00-010-0361]), following the thermal treatment at a higher temperature can also be recorded. Additionally, FWHM value of the peak decreased as treatment temperature increased (from 0.56 down to 0.24 2Ɵ°). These results suggest that increased temperature of the heat treatment promotes reactions between glass powder and slate residuals following their thermal decomposition (metakaolinite); on the other hand, dissolution of quartz in the liquid enhanced the crystallization of nepheline. The latter phase can accommodate a various ratio of potassium-to-sodium content according to changes in the chemical composition shown in Table 5. Calcium ions from glass simultaneously react with metakaolinite to form anorthite (Na2.8K6Ca2Al3.8Si4.2O16), but the presence of this phase does not directly affect the increasing temperature of the thermal treatment. Both components—glass and slates—contain an important amount of iron oxide, thus accommodating the oxide through the crystallization of multication diopside. It can be observed that, as the sintering temperature increased, the XRD background became more elevated, indicating the formation of a larger amount of liquid phase at both an elevated temperature and its vitrification while cooling.

XRD patterns of K5 granules sintered at different temperatures
Density, porosity, and compressive and specific strengths of tested granules are presented in Table 7. The two columns also demonstrate strength specific to each tested specimen.
The properties of granules following the heat treatment at 950 °C (Table 7) experienced a considerable alteration if the glass content in the initial batch exceeded 30 wt%, which involved a substantial drop of open porosity and some growth in compression strength. Moreover, a high standard deviation of mechanical strength in both K1 and K4 series shows a large scattering in the results, suggesting nonhomogeneous densification effects and the resultant microstructure. The identical relationship between an amount of glass addition, porosity, and mechanical strength was noticed in granules sintered at 1000 °C. Furthermore, considering specimens containing various glass waste content, it is clearly visible that apparent densities are altered slightly with glass addition. At the same time, porosity decreases considerably for no less than a 40 wt% addition of glass. Macroscopic observations of fractured granules lead us to deduce that the glassy shell formation (Fig. 5) blocked water diffusion into the granule core during a measurement by the Archimedes method. Aside from this, there is no clear relationship between an amount of waste glass and apparent densities. Such effects of glass fractions on open porosity was observed for granules sintered at 950 °C. It should also be recorded that a higher temperature led to a more effective sintering of granules since the average porosity measured for the low-glass content granules was at the range measuring 11–15 vol.%. It is also noteworthy to mention that the largest scattering of results was again observed for K1 and K4 compositions. Table 7 shows that the K5 sample was observed containing the highest value of a specific strength with low standard deviation. High standard deviation of compressive strength occurred in all samples except the one with the highest glass concentration (K5–1050 °C). The latter shows a stable specific strength regardless of sintering temperature. All specimens sintered at 1050 °C demonstrated high apparent density around 2.3 g/cm3, but K3 composition showed the lowest densification effect since both the lowest density and highest porosity were measured for this composition. At the same time, the specimens with the highest fraction of glass powder (K4 and K5) showed insignificant open porosity with moderate apparent density. This can be explained by the formation of a tight glassy coat/shell over the moderately sintered core of the granule (Fig. 5).
The resultant density/porosity and compression strength of the tested granules are related to the altering of the phase composition and microstructure development during the course of the thermal treatment. The addition of glass to the clay-like coal-mine slates shifted the chemical composition into the direction containing a slightly higher content of silica and alkali. As a result, the low-melting eutectics could form, and alkali-rich nepheline along with anorthite crystallized during the cooling process of the aggregates. The breakthrough in the temperature-induced development of the microstructure occurred after the addition of more than 30 wt% of waste glass powder since significant pore closure and sintering was observed in K4 and K5 compositions. The thermal treatment of aggregates at 950 °C was not sufficient for the effective crystallization of anorthite and/or nepheline, but an increase in this temperature led to a noteworthy α-quartz dissolution as well as the formation of alkali alumina silicates in the glass-rich compositions. The observed progress in an open porosity deterioration coupled with an advance in apparent density resulted in a notable increase for compressive strength. On the other hand, the apparent density of 2.29 g/cm3 was well below densities of nepheline (2.62 g/cm3), anorthite (2.75 g/cm3), or diopside (3.3 g/cm3); thus, the closed pores must be present in those granules. This set of properties locates the granules as an attractive material for cement-bonded items in the building industry; apart from low water and cement demanding, the aggregates with nepheline and anorthite are believed to be both reactive and form strong bonds with calcium silicates from cement.
Furthermore, the composition with 30 wt% of waste glass powder (K3) with low density and sufficient mechanical strength can be reasonably considered a viable candidate for application in a less demanding application, such as gardening.
Assessment of Perspectives for Mass Production of Elaborated LWA
The performed research in the present form is an insufficient recommendation for the mass production of ceramic granules with the windshield glass utilization thus an attempt to estimate its feasibility has been done. A Life Cycle Assessment (LCA) is a recognized approach to assess the environmental impacts associated with a product life cycle from the extraction of raw materials to the end-of-life treatment. In our case the first estimate of LCA could be performed in the form of a comparison between the existing porous aggregates manufactured from natural clay resources or from waste fly ash and our process of waste utilization for LWA production. The general description of the life cycle stages in manufacturing porous aggregates for gardening or similar purposes is given in Table 8. It is clearly seen that the main difference between those ways of manufacturing is in raw materials, details of technology stages and in transportation.
The main difference in the new technology in comparison to the clay-based one and to fly-ash-based refers to crushing, grinding and milling of waste materials and their contribution to endpoint of LCA.
Considering the contribution of raw materials extraction on the such endpoint of LCA like climate change, human health, ecosystem quality, resources depletion and water withdrawal it is necessary to underline some negative effect if clay extraction is considered and to add the positive effect of the reduction of land filling if waste windshield glass and coal mine slates are used in manufacturing the eco-aggregates. The same applies for fly-ash derived light aggregates. Both fly ash and windshield glass-based technologies show the similar contribution to the endpoint of LCA like ecosystem quality, resources depletion, water withdrawal. The visible difference is in their ability for recycling: fly ash is easily used by the construction industry while mine slate is disposed in the landfill and windshield glass needs a special disposal site. Thus, usage of waste PVB contaminated glass notably decreases the impact of the elaborated technology on the ecosystem quality. The other difference among considered technologies is in preparation of the clay-based plastic stuff for granulation. The new technology requires separate milling operation of broken and PVB contaminated glass. Since other technologies, expanded clay and fly-ash based do not need milling of non-plastic material, some impact on the LCA endpoint must be foreseen.
The existing LCA of ceramic tiles in Spain [16] and in Brazil [17] demonstrate the highest effect of the following stages of tiles production: extraction and transportation from extraction, firing and distribution on the endpoint and inventory indicators, namely: climate change, human health, ecosystem quality, resources depletion and water withdrawal are in the range of 10–58%. Taking into account an ease-of-use technology for non-demanding products in the form of porous light aggregates in comparison to ceramic tiles, the relevant indicators will be in the low range, maybe below 30%. However, the firing and transportation steps are the main contributors to the impacts on Ecosystem Quality, due to metal and NOx emissions during both, coal from the slates/expanding clay/fly ash combustion and tire abrasion in transportation. The effect of thermal treatment of LWA on Ecosystem Quality is similar in all the considered technologies because the plastic mass for granulation contains about 7–12 wt% of carbon.
A detailed cost analysis has not been performed at this stage of studies, but it must be pointed out that the main sources of costs in the considered technology is transportation of the resources, costs of energy for milling and sieving and the highest costs of high temperature thermal treatment. It is good to stress that costs of the thermal treatment in elaborated technology could be reduced to a very low level since an amount of 10 wt% of carbon in the coal slates is sufficient for a nearly fully autogenous mode of the process [18] what is not a case for expanding clay derived agglomerates.
The last difference in cost analysis among considered products is in transportation. The difference in transportation is related to the location of the specific expanding clay depot on the north of Poland, while a transportation distance in eco-aggregates manufacturing could be easily reduced by the location of the manufacturer in the close vicinity of the coal mine and among a dense distribution of the local separate waste collection. Consequently, the location of the factory in the coal mine area could minimise the effect of transportation of the slates but transportation of the windshield glass waste is unavoidable. Nevertheless, all manufacturer of light weight aggregates located their production in the close vicinity of main raw material, but they are on the north of Poland. Assuming that the longest distance between their factories and distributor could be as long as 700 km in Poland, their products would be less attractive to consumers on the south of Poland, Slovakia or Czech Republic. Since south of Poland is rich in coal mines the location of the new factory in the neighborhood the coal mine is promising for the economy of the new production.
Summary
The various ratio of the initial waste materials and given temperature of the heat treatment both control the crucial physical properties of ceramic aggregates; too small an addition (< 20 wt%) of glass waste to the mine slates produces an insignificant effect on their macrostructure and properties. If the glass content exceeds 40 wt%, the core shell macrostructure of granules is produced, and the vitrified surface coat hinders sintering of the core. The optimal balance between mechanical and physical properties for application in the light-concrete products has been obtained for granules with 50 wt% of glass addition sintered at the range measuring 1000–1050 °C. The high standard deviation in the determination of the mechanical properties of granules is partially caused by their irregular shape. The intermediate behavior between the glass-poor and glass-rich composition was observed for specimens with 30 wt% of glass addition. Tested materials showed low apparent density and high porosity; therefore, the application of the tested materials in gardening and agriculture seems reasonable.
References
Tupý, M., Měřínská, D., Kašpárková, V.: PVB sheet recycling and degradation. InTech (2012)
Yuan, P., D’Errico, J.J.: Polyvinyl butyral sheet having antiblocking characteristics (2012)
Swain, B., Ryang Park, J., Yoon Shin, D., Park, K.S., Hwan Hong, M., Lee, C.G.: Recycling of waste automotive laminated glass and valorization of polyvinyl butyral through mechanochemical separation. Environ. Res. 142, 615–662 (2015). https://doi.org/10.1016/j.envres.2015.08.017
Franus, M., Barnat-Hunek, D., Wdowin, M.: Utilization of sewage sludge in the manufacture of lightweight aggregate. Environ. Monit. Assess. 188, 1–13 (2016). https://doi.org/10.1007/s10661-015-5010-8
Volland, S., Brötz, J.: Lightweight aggregates produced from sand sludge and zeolitic rocks. Constr. Build. Mater. 85, 22–29 (2015). https://doi.org/10.1016/j.conbuildmat.2015.03.018
Lo, T.Y., Cui, H., Memon, S.A., Noguchi, T.: Manufacturing of sintered lightweight aggregate using high-carbon fly ash and its effect on the mechanical properties and microstructure of concrete. J. Clean. Prod. 753–762 (2016). https://doi.org/10.1016/j.jclepro.2015.07.001
De’Gennaro, R., Graziano, S.F., Cappelletti, P., Colella, A., Dondi, M., Langella, A., De’Gennaro, M.: Structural concretes with waste-based lightweight aggregates: From landfill to engineered materials. Environ. Sci. Technol. 43, 7123–7129 (2009). https://doi.org/10.1021/es9012257
Godzierz, M., Wilkołek, P., Torun, G., Pawlik, T., Sopicka-Lizer, M.: Influence of leather tanning waste addition and sintering parameters on physical and mechanical properties of ceramic granules. Inżynieria Mater. 37, 131–136 (2016). https://doi.org/10.15199/28.2016.3.7
González-Corrochano, B., Alonso-Azcárate, J., Rodas, M., Barrenechea, J.F., Luque, F.J.: Microstructure and mineralogy of lightweight aggregates manufactured from mining and industrial wastes. Constr. Build. Mater. 25, 3591–3602 (2011). https://doi.org/10.1016/j.conbuildmat.2011.03.053
González-Corrochano, B., Alonso-Azcárate, J., Rodas, M.: Production of lightweight aggregates from mining and industrial wastes. J. Environ. Manage. 90, 2801–2812 (2009). https://doi.org/10.1016/j.jenvman.2009.03.009
Franus, M., Bandura, L., Franus, W.: Modification of the lightweight aggregate with the use of spent zeolite sorbents after the sorption of diesel fuel. Proc. Nat. Univ. 781, 32–41 (2014)
Spratt, B.H.: The structural use of lightweight aggregate concrete. Cement and Concrete Association (1974)
Pawlik, T., Michalik, D., Sopicka-Lizer, M., Godzierz, M.: Manufacturing of light weight aggregates from the local waste materials for application in the building concrete. Mater. Sci. Forum. 904, 174–178 (2017). https://doi.org/10.4028/www.scientific.net/MSF.904.174
UNE-EN 13055:2016-07 standard: Lightweight aggregates—Part 1: lightweight aggregates for concrete, mortar and grout
EN 1097:2013-11 standard: Tests for mechanical and physical properties of aggregates—Part 6: determination of particle density and water absorption
Curran, M., de Baan, L., De Schryver, A.M., van Zelm, R., Hellweg, S., Koellner, T., Sonnemann, G., Huijbrejts, M.A.J.: Toward meaningful end points of biodiversity in life cycle assessment. Environ. Sci. Technol. 45, 70–79 (2011). https://doi.org/10.1021/es101444k
de Souza, D.M., Lafontaine, M., Charron-Doucet, F., Bengoa, X., Chappert, B., Duarte, F., Lima, L.: Comparative life cycle assessment of ceramic versus concrete roof tiles in the Brazilian context. J. Clean. Prod. 89, 165–173 (2015). https://doi.org/10.1016/j.jclepro.2014.11.029
Sokołowski, J.: The technology of production of ceramic aggregate from coal ashes in autothermal sintering process. Warsaw Univ. Technol. (2012) (in Polish)
Funding
Funding was provided by National Center of Research and Development (Grant No. GEKON2/O5/267917/14/2015).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Godzierz, M., Adamczyk, B., Pawlik, T. et al. Mechanical and Physical Properties of Light-Weight Ceramic Aggregates Prepared from Waste Materials. Waste Biomass Valor 11, 2309–2319 (2020). https://doi.org/10.1007/s12649-018-0464-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-018-0464-x