
Abstract
This paper presents the design and evaluation of a Multi-function torque standard machine (MFTSM) capable of calibrating hydraulic torque wrenches, torque multipliers either concentric or nonconcentric up to 100 kN m, and torque transducers with regular or irregular bases up to 2.5 kN m, in clockwise and anticlockwise directions. The machine’s performance was evaluated through a series of calibrations and comparisons that revealed good consistency, as the En value tests are less than unity.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Tightening torque tools are widely used to fasten parts from a fraction of N·m to mega-scale N·m. Torque applications are myriad in assembly, maintenance, home appliance production, and many others. For small-capacity torque applications, torque screwdrivers are used, and for medium-capacity applications, different torque wrenches are used, while for high capacity beyond human power, there are torque multipliers and hydraulic torque wrenches. All these torque tools need to be calibrated for proper use. Many NMI’s built their primary torque standard machine/s to provide traceability for high-accuracy reference torque transducers. The design concept of these primary machines is using a double-side lever arm supported by a fulcrum and applying the weights to one end of the lever arm to generate predefined torque steps with relative expanded uncertainty from fractions of 10–4–10–5 [1,2,3,4,5,6]. The calibrated high-accuracy torque transducers can be used as a reference transducer in the secondary standard torque standard machines which use torque generation mechanisms like motor and gearboxes to apply torque to both references and under calibration torque transducers with relative expanded uncertainty from fractions of 10–3–10–4 [7,8,9,10]. These classical design primary and secondary torque standard machines can cover up to 20 kN m and the transducers under test shall have a uniaxial design and regular ends. For high-capacity torque measurements, the lever-mass system is replaced by a lever-force transducers system to measure the applied torque, as well as a torque generation mechanism [11]. The force transducers used are traceable to a deadweight force standard machine, and the length of the lever arm is measured using the laser technique. These high-capacity torque standard machines can provide traceability of uniaxial-flange type torque transducers up to 1.1 MN m with a relative expanded uncertainty of 1 × 10–3. The NMI of Germany has a mega torque machine up to 20 MN m to provide traceability to nacelle test benches [12,13,14,15]. Recently, new electromagnetic force standard machines on the basis and principles of the Kibble balance were built to calibrate low-capacity torque transducers, which may be the future of traceability in torque and force measurements [16,17,18,19,20,21]. Reference torque wrenches are widely used to calibrate torque testers with irregular shapes and/or biaxial designs. This technique applies pure torque with cross force on the calibrated device which introduces higher uncertainty. Calibration of a hydraulic torque wrench and a torque multiplier is considered a challenge as it needs a high-capacity torque value, and these devices have different shapes.
In 2012, the National Metrology Institute of China (NIM), in cooperation with the Shanghai Marine Equipment Research Institute (SMERI), set up a secondary machine to calibrate the hydraulic torque wrench, torque multiplier, and finally torque transducers up to 30 kN m using a high-precision 30 kN m torque transducer as a reference in the high measurement range and another high-precision torque 1 kN m torque transducer as a reference in the low measurement range. The machine body consists of a fixed structure with the 30 kN m torque transducer at its center. There are a movable guided structure and a set of mechanical adapters to be used to assemble the devices under calibration to the machine base [22, 23]. This machine can provide traceability from 100 N up to 1 kN·m and from 1 kN m up to 30 kN m with relative expanded uncertainties of 5 × 10–4 and 5 × 10–3, respectively. The 30 kN m torque transducer needs to be calibrated on a reference torque machine regularly, which is available in a limited way in some countries such as France and Germany. The machine is not able to calibrate biaxial and/or irregular shape torque testers because the machine is concentric and does not allow transverse movement. It is important to note that these torque testers are widely used in industry.
The machine is not capable of calibrating low-capacity torque transducers up to 100 N·m capacity, because the first traceable point on the small transducer used is 100 N m. The machine does not use an interchangeable set of reference torque transducers to cover a wide range of calibrations. In addition, the machine is not capable of calibrating non-concentric torque multipliers.
This paper presents the idea, design concept, and performance evaluation of the 100 kN m multi-function torque standard machine.
2 Design Concept
The MFTSM was designed to calibrate most torque measurement tools including torque transducers with regular or irregular bases, hydraulic torque wrenches, and concentric torque multipliers (with single-axis) or non-concentric (with double axes). The regular base transducers are having both ends either cylindrical or square, while the irregular base transducers have any other base design except the regular ones.
The MFTSM could be divided into two calibration systems, a high-torque calibration system, and a low-torque calibration system. The low-torque calibration system is intended to calibrate different types of torque transducers up to 2500 N m, while the high-torque calibration system is intended to calibrate various types of torque multipliers and hydraulic torque wrenches which have capacities up to 100 kN m.
The low-torque calibration system consists of a low torque generation mechanism, a reference torque measurement system, and a supporting structure (see Fig. 1). Up to 2500 N m, the torque values easily could be generated using the aid of a pulley (no. 2) and a gearbox has a high reduction ratio (no.1). The generated torque directly is transmitted to the reference torque transducer (no. 3) and the unit under test (no. 4) to apply the calibration procedure. The torque application line is equipped with suitable adapters (6 and 7) as well as a flexible coupling to eliminate any loss and parasitic loads during the torque application. The green curved arrow indicates the direction of the torque application either clockwise or anticlockwise. During using the low-torque calibration system, the blue box (no. 5) which is the stationary machine frame act as a rigid point to support the generated torque. The torque transducer could have a regular base such as the illustrated one (no. 4) or an irregular base such as the one shown under (no.8). The low-torque generation mechanism can move in X and Z directions (denoted by A and B in Fig. 1) using the aid of a motor and group of power screws (see Figs. 2). There are three axes in this machine, the axis of the low-torque generation mechanism (the red centerline in Fig. 1), the axis of the high torque measurement system (the orange centerline in Fig. 1), and a floating axis. The floating axis is the axis of the unit under test (the blue centerline in Fig. 1). During torque application, two of these axes must be coincident to guarantee the transmission of pure torque without any bending o parasitic loads (see Figs. 3 and 4).

Schematic drawing of the NIS multi-function torque standard machine. 1) Low-torque generation mechanism (2) Pulley, (3) Reference torque transducer, (4) (Unit under test, (5) high torque measurement system, (6 & 7) Torque transmission adapter, (8) torque measurement device with irregular base. A The horizontal movement direction B The vertical movement direction

Schematic assembly of machine movable frame

The fixation of non-concentric torque multiplier on NIS MFTSM

The fixation of torque device with irregular base on NIS MFTSM
The high-torque calibration system consists of a high torque measurement system and a stiff base to support the target torque values. The base is designed in the form of a box opened from the front and rear (see Fig. 5); within which, a high torque measurement mechanism is installed. T-slot grooves were carved into the box's top and right-side surfaces to aid in the fixation of various design torque tools. The torque applied to the center of a double-sided arm can be accurately predicted by two force transducers attached to both arm ends (see Fig. 6). The force transducers were assembled at the end of the lever arm with the aid of eyebolt bearings to eliminate any lateral forces that transducers might face. The transducers are intended to detect any tension or compression forces only. The axis of rotation of the arm is a metal cylinder of different cross sections, and most of its outer surface is geared inside the torque arm so that when one rotates, the other does. The torque applied by a torque tool will be transmitted to the high torque measurement mechanism through a square-shaped cavity on top of the lever arm (see Fig. 6).

Schematic assembly of machine fixed frame

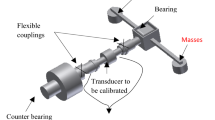
Schematic assembly of the high-torque measuring mechanism–machine’s lever arm with two force transducers
To achieve the full traceability for the MFTSM, the reference force transducers getting their traceability from the NIS primary force standard. A deadweight force standard machine is used to calibrate both force transducers. The length of the double-side lever arm is calibrated using a traceable standard. A laser tracker device was used to determine the length of each side. Figure 7 shows a real photograph of the MFTSM.

Photograph of the 100 kN m multi-function torque standard machine
Laser trackers are instruments that accurately measure large objects by determining the positions of optical targets held against those objects. They measure two angles, plus a distance. The tracker sends a laser beam to a retroreflective target (commonly a spherically mounted retro reflector) that is held against the object being measured (see Fig. 8). The light reflected traces its own path back to the tracker. As the light re-enters the tracker, a distance meter in the tracker calculates the distance from the tracker to the retroreflector. The collected coordinate data are transferred to metrology software to establish the X, Y and Z coordinates for the point measured.

Photograph of a laser tracker head
Because the two lever arm sides are not identical in length, 3 different ball bearings are used to support the machine axis and to withstand the induced parasitic loads, the installation of this bearing was carried out with all care to minimize any expected friction during the loading process, the positions of these bearings are shown in Fig. 6.
3 Evaluation Procedure
The expanded uncertainty presented in this investigation is consistent with the ISO/IEC GUIDE 98–3:2008 "Uncertainty of measurement—Part 3: Guide to the expression of uncertainty in measurement (GUM:1995)", and the uncertainty sources are mentioned in Eq. (1 and 2). The evaluation of MFTSM was carried out using the En values as mentioned in Eq. (3) to compare the multi-function machines results to the recognized torque standard machines according to the following steps:
where
k is the coverage factor corresponding to a 95% confidence level (k = 2).
w1 is the relative standard uncertainty associated with applied calibration torque (two force transducers);
w2 is the relative standard uncertainty associated with lever arm length;
w3 is the relative standard uncertainty associated with bearings friction;
w4 is the relative standard uncertainty associated with resolution of indicator;
w5 is the relative standard uncertainty associated with the creep of an instrument;
w6 is the relative standard uncertainty associated with the drift in the zero output;
w7 is the relative standard uncertainty associated with temperature;
w8 is the relative standard uncertainty associated with interpolation.
Equation 1 with the above demonstration is applied when using high torque calibration system. While using low torque calibration system (up to 2500 N m), Eq. 1 is reduced to Eq. 2;
where
K is the coverage factor corresponding to a 95% confidence level (k = 2).
w1 is the relative standard uncertainty associated with applied calibration torque (torque transducer);
w4 is the relative standard uncertainty associated with resolution of indicator;
w5 is the relative standard uncertainty associated with the creep of an instrument;
w6 is the relative standard uncertainty associated with the drift in the zero output;
w7 is the relative standard uncertainty associated with temperature;
w8 is the relative standard uncertainty associated with interpolation.
where
\({x}_{m}\) and \({W}_{{x}_{m}}\) are the result of MFTSM and its corresponding expanded uncertainty, respectively, while \({X}_{\mathrm{ref}}\) and \({W}_{{X}_{\mathrm{Ref}}}\) are the result of internationally recognized torque standard machine and its expanded uncertainty.
\({E}_{n}\) is interpreted as follows:
3.1 Evaluation of Low-Torque Calibration System
The low-torque calibration system is intended to calibrate torque devices and torque transducers with regular or irregular bases, clockwise or anticlockwise up to 2500 N m. In order to evaluate this system to accomplish this target, a comparison with an internationally recognized torque standard machine was conducted. Three torque transfer standards were used as artifacts to cover the required range up to 2500 N m.
3.2 Evaluation of High-Torque Calibration System
The high-torque calibration system is intended to calibrate hydraulic torque wrenches, and torque multipliers. To evaluate its performance for the intended function, the following evaluation procedure was followed:
First: The capability of the system to calibrate hydraulic torque wrenches was examined through a full calibration for a new hydraulic torque wrench, then comparing the obtained metrological parameters with known parameters obtained from the catalog of the device.
Second: The capability of the system to calibrate a torque multiplier was tested by conducting a full calibration for a torque multiplier and comparing the obtained results with another calibration conducted previously by an accredited calibration provider.
4 Evaluation Results
4.1 Evaluation Results of Low-Torque Calibration System
The performance of this system was examined in comparing to 3000 N m NIS torque standard machine, the capability of the later one is internationally recognized. Three torque transfer standards with capacities of 1, 2, and 2.5 kN m were used as artifacts to conduct the comparison.
The calibration results obtained using the low-torque calibration system were compared to the calibration results obtained using the 3000 N m NIS torque standard machine.
For the 1 kN m comparison, a 1 kN m TN type reference torque transducer from HBM was used as an artifact between the two machines, and another 1 kN·m reference torque transducer was used as the machine reference (Table 1 shows the results). For the 2 kN m comparison, a 2 kN m DmTN type reference torque transducer from GTM was used as an artifact and the MFTSM reference value was provided by the force transducers-lever arm mechanism (Table 2 shows the results). A 2.5 kN m working standard torque transducer, 50,703.LOG type from Norbar was used as an artifact and the MFTSM reference value was provided by the force transducers-lever arm mechanism (Table 3 shows the results). The MFTSM machine uses a double channel measuring amplifier DMP40-S2 from HBM with developed software to display the torque values in torque units taking into consideration the measured lengths of each side of the lever arm.
Table 1 and Fig. 9 show that the MFTSM can be used as a reference to calibrate high accuracy torque transducer with a relative expanded uncertainty of about 0.12% in both clockwise and anticlockwise directions as the En value results are below unity. The 100 kN·m MFTSM is considered a secondary standard torque standard machine, as it uses a set of high accuracy torque transducers to provide the reference torque values.

Comparison results between the designed machine and the 3 kN m torque standard machine from 100 N·m up to 1000 N m
The results shown in Table 2 and Fig. 10 prove that the MFTSM can calibrate high accuracy torque transducer up to 2000 N·m with a relative expanded uncertainty of 0.9% in the clockwise direction as the En value results are below unity. In the field of torque transducer calibration, this uncertainty value is considered quite high. The high uncertainty value is mainly because of the friction losses in machine bearings, especially in this very low range, as the machine force transducers-lever arm mechanism itself was built to calibrate high-capacity torque tools.

Comparison results between the designed machine and the 3 kN m torque standard machine from 200 N·m up to 2000 N m
Table 3 and Fig. 11 show that the MFTSM can be used to calibrate low accuracy torque transducer with a relative expanded uncertainty of 1.29% in the clockwise direction as the En value results are below unity. This uncertainty value is high in the field of torque transducer calibration. The high uncertainty value is mainly because of using an artifact with a 0.52% relative expanded uncertainty value, and also because the friction losses in machine bearings are quite high, especially in this very low range as mentioned before.

Comparison results between the designed machine and the 3 kN m torque standard machine from 250 N·m up to 2500 N m
4.2 Evaluation Results of High-Torque Calibration System
4.2.1 Calibration Results of Hydraulic Torque Wrench
Hydraulic torque wrenches are widely used to apply high-capacity torque. The output drive of a hydraulic torque wrench under calibration is fixed to the female square drive of the force transducers-lever arm mechanism. A set of supports is used to prevent the wrench from rotating. A hydraulic wrench with a capacity of up to 35,455 N m, model: S25000PX, manufactured by Enerpac is calibrated, and the results are shown in Table 4.
Table 4 shows that the MFTSM can be used to calibrate a 35,455 N m hydraulic torque wrench with a relative expanded uncertainty of 1.62% at the first step to reach 0.99% at about 35,485 N m, in the clockwise direction. This uncertainty value is acceptable in the field of hydraulic torque wrench calibration as most hydraulic wrenches have an accuracy of between 3 and 6%. The uncertainty value is mainly because of using a hydraulic multiplier artifact with a ± 3% accuracy, and because the friction losses in machine bearings are quite high, especially in the low range, which reflects the decay in the uncertainty values with increasing torques to reach about 1% at 35,485 N m.
4.2.2 Calibration of a Torque Multiplier
The torque multipliers are widely used to amplify the torque generated by human power to reach intermediate levels from 3000 to 30,000 N m. Above this level a hydraulic or electrical powers could be employed with the torque multipliers to reach higher torque levels. The output drive of the torque multiplier under calibration is fixed to the female square drive of the force transducers-lever arm mechanism, while a 1300 N m reference torque transducer was fixed to its input drive. An adapter and a hydraulic clamp were used to connect the reference torque transducer to the machine’s upper axis. The multiplier’s reaction bins are firmly fixed to the machine fixed frame to counter the reaction torque. The calibration procedure mentioned in [24] was followed as shown in Fig. 12. A 16 kN m torque multiplier, model: SWE 8200, manufactured by Sweeney is used as an artifact. The results compared to the manufacturer’s calibration certificate are shown in Table 5. The actual output torque values obtained using the MFTSM were compared to the output torque values obtained by the multiplier’s manufacturer, hence the En values were calculated.

Calibration scheme of torque multiplier [24]
Table 5 and Fig. 13 show that the machine’s high torque measuring system can be used to calibrate a 16 kN·m torque multiplier with a relative expanded uncertainty of 2.03% at the first step point to reach 1.13% at about 14 kN·m, in the clockwise direction. The En value results are below unity, and this reflect the capability of the MFTSM to conduct calibration for such devices. The level of uncertainties obtained during the calibration is acceptable in the field of torque multiplier calibration as most multipliers have an accuracy of between 4 and 6%. The uncertainty values are mainly because of using a multiplier artifact with a ± 4% accuracy.

Comparison results of torque multiplier calibration up to 16 kN m
Indeed, most of the measurements conducted during this study indicate that the friction loss in the bearings carrying out the high-torque measurement mechanism has an impact on the measurement. Also, a slight misalignment between the upper and lower machine axes might have a share of uncertainty in the measurement. Furthermore, the behavior of the high-torque mechanism in the lower torque range compared to the low-torque mechanism needs more investigation. Those points will be given a separate study to evaluate relevant contributions to the uncertainty.
5 Conclusion
The current work presents the design concept and the evaluation of the NIS 100 kN m multi-function torque standard machine. The design target is to provide a torque machine capable of calibrating torque transducers, concentric or non-concentric, and with regular base or irregular base. Furthermore, the design target of using 2 load cells working in the tension mode and connected to a two-side torque arm moving around the pivot axis, to calibrate concentric and non-concentric torque multipliers, as well as hydraulic torque wrenches up to 100 kN m. A set of available artifacts is used to evaluate the performance of the machine. For torque transducer calibration, a relative expanded uncertainty of 0.12% when using torque transducers as a reference, and 0.9% when using the force transducers-lever arm mechanism as a reference. The calibration results of the hydraulic torque wrench and the torque multiplier reveal that a relative expanded uncertainty of about 1% could be achieved. More evaluation up to the maximum capacity is considered as future work.
References
C. Schlegel, D. Röske, D. Mauersberger and P. Hohmann, Metrological characterization of a 20 N·m torque calibration standard machine at (PTB), Germany. J. Phys. Conf. Ser., 1065 (2018) 42026. https://doi.org/10.1088/1742-6596/1065/4/042026.
D. Röske, Metrological characterization of a 1 N m torque standard machine at (PTB), Germany. Metrologia, 51(1) (2014) 87–96. https://doi.org/10.1088/0026-1394/51/1/87.
D. Adolf, K. Mauersberger, D. Peschel, Specifications and uncertainty of measurement of the PTB’s 1 kNm torque standard machine. In Proceedings of the 14th IMEKO TC3 conference, (1995) pp. 174–176.
A. Pusa, Torque calibration in Finland, (1996).
K. Ohgushi, T. Ota, K. Ueda, and E. Furuta, Design and development of 20 kN m deadweight torque standard machine. In 18th IMEKO TC3 conference force, mass torque, (2002) pp. 52–57.
T. Sanponpute, P. Chantaraksa, N. Saenkhum, and N. Arksonnarong, Suspended-fulcrum torque standard machine. In 19th IMEKO world congress, (2009) pp. 343–346.
A. Pusa, D. Röske, and M. Sachs, Comparison measurement of MIKES_RAUTE 20 kN·m torque reference device with PTB. In Proceedings of the 19th IMEKO conference, (2005) pp. 1–6.
K. M. Khaled, G. Aggag, A. E. Abuelezz, and M. G. Elsherbiny, Mechanical design of NIS new reference torque standard machine. In IMEKO TC3, TC5 and TC22 conferences, (2010) pp. 109–114.
K. M. Khaled, G. Aggag, A. E. Abuelezz, and M. G. Elsherbiny, Performance evaluation of nis new reference torque standard machine. In IMEKO TC3, TC5 and TC22 conferences, (2010) pp. 269–272.
D. Peschel, Proposal for the design of torque standard machines using the principle of a component system. In Proceedings of the 15th IMEKO TC3 conference, (1996) pp. 251–254.
D. Peschel, D. Mauersberger, D. Schwind, and U. Kolwinski, The New 1.1 MNm torque standard machine of The PTB Braunschweig/Germany. In Proceedings of 19th international IMEKO conference, (2005) pp. 1–7.
H. J. Fraiss, L. Stenner, and D. Röske, Development of a new 400 kN·m torque standard machine. In XXI IMEKO world congress “measurement in research and industry, (2015) pp. 196–200.
H. Kahmann, C. Schlegel, R. Kumme, K. Geva, P. Wortmann, and S. Augustat, Principle and design of a 5 MN·m torque standard machine. In IMEKO TC3, TC5 and TC22 international conference, (2017) pp. 114–117.
G. Foyer and H. Kahmann, Design of a force lever system to allow traceable calibration of MN·m torque in nacelle test benches. In Sensors and measuring systems; 19th ITG/GMA-symposium, (2018), vol. 2018, pp. 127–130.
F. Härtig, J. Hornig, H. Kahmann, K. Kniel, H. Müller, and C. Schlegel, Metrological competence center for wind energy. (2018) https://doi.org/10.1088/1742-6596/1065/4/042053.
C.A. Sanchez, B.M. Wood, R.G. Green, J.O. Liard and D. Inglis, A determination of Planck’s constant using the NRC watt balance. Metrologia, 51(2) (2014) S5–S14. https://doi.org/10.1088/0026-1394/51/2/s5.
D. Kim et al., Design of the KRISS watt balance. Metrologia, 51(2) (2014) S96–S100. https://doi.org/10.1088/0026-1394/51/2/s96.
A. Nishino, K. Ueda and K. Fujii, Design of a new torque standard machine based on a torque generation method using electromagnetic force. Meas. Sci. Technol., 28(2) (2016) 25005. https://doi.org/10.1088/1361-6501/28/2/025005.
M. Kim, Design of a new dual-mode torque standard machine that operates on the principle of the kibble balance. In 2020 Conference on precision electromagnetic measurements (CPEM), (2020) pp. 1–2. https://doi.org/10.1109/CPEM49742.2020.9191819.
M. Kim, Design of a new dual-mode torque standard machine using the principle of the kibble balance. IEEE Trans. Instrum. Meas., 70 (2021) 1–7. https://doi.org/10.1109/TIM.2021.3060574.
A. Nishino and K. Fujii, Calibration of a torque measuring device using an electromagnetic force torque standard machine. Measurement, 147 (2019) 106821. https://doi.org/10.1016/j.measurement.2019.07.049.
F. Meng, J.P. Jiao, Z.M. Zhang and D.L. Zhang, Various torque tools calibration at NIM. Meas. Sensors, 18 (2021) 100177. https://doi.org/10.1016/j.measen.2021.100177.
F. Meng, Y. Zhang, Z. Zhang, and T. Li, A new multifunction torque standard machine at NIM. In 20th IMEKO World Congress: Metrology for green growth, (2012) vol. 1, pp. 160–163.
K.M. Khaled and M. Abdulhakim, Proposal for torque multiplier calibration standard. Meas. J. Int. Meas. Confed. (2020). https://doi.org/10.1016/j.measurement.2019.107239.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Khaled, K.M., Abdulhakim, M. Design and Evaluation of a 100 kN m Multi-function Torque Standard Machine. MAPAN 39, 243–252 (2024). https://doi.org/10.1007/s12647-023-00675-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12647-023-00675-5