
Abstract
We investigated the synergies and trade-offs between lean management practices and digital transformation promoted via Industry 4.0 (I4.0) technologies in current manufacturing shop floors. We used a fuzzy-set qualitative comparative analysis to examine possible interactions in a sample of 568 European manufacturing plants from the European Manufacturing Survey. Our results show that various causal pathways exist between lean practices and I4.0 technologies that contribute to improving industrial performance, highlighting the influence of vertical and horizontal data integration (VHDI) even ahead of other more extended applications, such as robotics. Furthermore, our results reveal that the combination of I4.0 technologies analyzed (VHDI, advanced robotics, and additive manufacturing) can lead to sufficient conditions for improving plant performance. From a management point of view, our findings underline the need to avoid myopic attitudes toward I4.0 opportunities. Lean programs should be designed with technological issues in mind, as digital features can establish powerful mechanisms that develop and reinforce the contributions of operational routines to manufacturing strengths in the face of new market requirements. In addition, managers must take into account the implications of the new situation: continuous learning and workforce training will be essential for workers to adapt to the requirements that digital transformation of shop floors has brought about.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Over the past 30 years, increasing competitive pressure in business has led to an increased focus on the role of organizational efficiency in business performance. This attention has contributed to the popularity of different management theories in the industrial field, including lean manufacturing (LM), “a systematic approach to eliminating non-value-added through-process optimization based on continuous improvement” (Womack and Jones 2003). However, recent market developments—such as more frequent changes in customer preferences, minimizing the time to market, and especially increasing levels of digitization—are forcing chief information officers and CEOs to rethink their current management processes (Bittencourt et al. 2019). They are left to figure out what new strategies, organizational structures, and management skills they need to compete in today’s dynamic competitive landscape.
The practices of LM, in fact designed for high-volume and low-variety (HVLV) shop floors, encounter certain difficulties in effectively adapting to current low-volume, high-variety (LVHV) environments (Portioli-Staudacher and Tantardini 2012; Sartal and Vázquez 2017). LM is currently confronting its increasingly limited ability to successfully satisfy new consumer preferences regarding shorter response times, greater customization, and environmental concerns (Vázquez et al. 2016; Ghobadian et al. 2020). To address these issues successfully, many practitioners and academics have stressed the need to adopt new management approaches in the digital era, delving into the valuable contributions of digital transformation and Industry 4.0 (I4.0) technologies in particular (Buer et al. 2018; Pagliosa et al. 2019; Sartal et al. 2020).
For example, Kaspar and Schneider (2015) and Tortorella et al. (2020) state that LM processes may be optimized using I4.0 technologies in the fields of data integration, advanced robotics (AR), and additive manufacturing (AM). Although based on different foundations, both the LM and I4.0 paradigms share the same ultimate goal—that is, improved productivity and quality (Ciliberto et al. 2021). This suggests a clear reflection: that I4.0 can help companies that already use LM to improve their processes’ efficiency and further increase plant performance (Rossini et al. 2021).
In this regard, more and more authors now identify LM as a key enabler in the digital transformation processes of industrial companies (e.g., Sartal et al. 2017, Sartal and Vázquez 2017; Mayr et al. 2018; Dombrowski and Richter 2018; Bittencourt et al. 2019). The literature strongly emphasizes the importance of classic lean concepts such as standardization of work, transparency, and organization (Leyh et al. 2017; Tortorella and Fettermann 2018) as a basis for implementing successful I4.0 solutions.
Before undertaking any digital transformation process, managers should start by conducting a strictly organizational analysis aimed at eliminating muda (non-value-added activities) from their value stream. With this approach, companies can not only avoid “muda automation,” but also maximize the success of subsequent investments in technology solutions. As Nicoletti (2013) expounds, an inefficient process, even if it is automated, is still inefficient and will lead to the automation of non-value-added activities. It thus seems clear that LM principles can set the right shop floor conditions to develop technology-intensive environments, and that subsequent technology-enabled capabilities will be leveraged to achieve superior operational performance (Sartal et al. 2017; Bittencourt et al. 2019; Buer et al. 2021). Otherwise, excessively early adoption of these new technologies (whether I.40 technologies or otherwise) may represent investments with low returns and high opportunity cost at best (Sartal et al. 2017).
Undoubtedly, all these potential efficiency improvements in manufacturing plants have aroused interest in academia, and an increasing number of authors point out the need to assess the impact of digital transformation in lean environments (Mayer et al. 2018; Ding et al. 2021). Still, empirical evidence on the relationships, synergies, and tradeoffs between LM management practices and I4.0 technologies remains scarce (Buer et al. 2018).
To date, few studies have investigated the link between both paradigms, and most of these studies have addressed this relationship at a high level, focusing mainly on the compatibility of LM and I4.0 without considering their final impact on plant performance (Ghi and Rossetti 2016; Jayaram 2016). In addition, the existing studies are usually conceptual models and case studies (Sanders et al. 2016; Sartal et al. 2018a) or literature reviews (e.g., Buer et al. 2018; Sordan et al. 2021a). Therefore, results obtained so far have low generalizability and offer few valuable lessons for managers. Although this approach may be useful for studying I4.0’s aggregate effects, it is not useful for understanding what specific practices and technologies—and interactions among them—are most appropriate for reinforcing LM practices. Firms need guidelines on how to extract all of the potentiality of I4.0 (Meudt et al. 2017), but it remains unclear which technologies can be combined with today’s lean practices, which complement one another, and which are counterproductive (Wagner et al. 2017).
Considering all of the above, our objective was to investigate the interactions, possible synergies, and tradeoffs between digital transformation and management practices on the shop floors of manufacturing companies, as well as the joint impact of such interactions on plant performance. Because the operations literature accepts LM as one of the most influential paradigms in manufacturing (Forrester 2010), we used its principles as the basis of our study. Here, digital transformation is represented as I4.0 technologies. We have proposed a comprehensive and parsimonious model using a fuzzy-set qualitative comparative analysis (fsQCA) to explore the relationships between two main lean pillars, just-in-time (JIT) and Jidoka (Ohno 1988), as well as three I4.0 technologies: vertical and horizontal data integration (VHDI), advanced robotics (AR), and additive manufacturing (AM) in the manufacturing field. The literature identifies these three flow-enhancing I4.0 technologies as having some of the key features for enhancing the flow and flexibility of lean initiatives to successfully meet today’s consumer requirements (Karre et al. 2017; Tortorella et al. 2020).
Our study’s other main contribution is empirical: we tested our hypotheses on a wide-ranging international sample—the European Manufacturing Survey (EMS), which focuses on industry (568 manufacturing plants) and covers six European countries (France, Croatia, the Netherlands, Slovenia, Portugal, and Spain). This scope is certainly a relevant feature, as the vast majority of studies in this area are based on tailored surveys or case studies. Although most studies focus on firms, the EMS survey enabled us to examine our research questions at the shop-floor level. This focus on manufacturing plants is a second empirical strength from an operations research point of view.
The paper is arranged as follows. Section 2 introduces the literature review, and Sect. 3 describes the sample of firms covered in the survey as well as our variables. Section 4 covers methodology, whereas Sect. 5 provides econometric analysis and presents our results. Finally, we discuss our main findings and their implications.
2 Background: lean manufacturing and industry 4.0 technologies meeting consumer demands in the digital age
2.1 The link between lean manufacturing (LM) and flow-enhancing Industry 4.0 (I4.0) technologies
In this study, we used LM principles as an example of management practices to investigate the possible effects of digital transformation on the current lean shop floors of manufacturing companies, and vice versa, as well as its impact on industrial performance.
Although the concept originated from the Toyota Production System (TPS) (Liker 2004), the publication of The Machine that Changed the World (Womack et al. 1990) was what led to the gradual spread of LM to various industrial environments, such much so that it is now considered to be the dominant paradigm in operations management (Forrester et al. 2010; Womack and Jones 2003).
Lean practices, associated with improved business performance in terms of productivity and quality, seem to show certain weaknesses, however, concerning structural trends from market evolution: greater personalization and shorter response times, as well as the increasing intensity and speed of technological change (e.g., Feldmeth and Müller 2019; Sartal et al. 2020). This circumstance has led to a significant number of studies that suggest complementing the lean philosophy with new contributions from other models to successfully handle the requirements of current costumer such as high levels of customization, time to market minimization, and shorter product lifecycles, (Sartal et al. 2017).
Accordingly, some authors have proposed integrating lean principles into new hybrid models, such as leagile (Ding et al. 2021) or lean, agile, resilient, and green (LARG; Carvalho and Cruz-Machado 2011), to mitigate these potential limitations. Others argue that LM needs to evolve toward new systems, such as world-class manufacturing (Chiarini and Vagnoni 2015) or agile manufacturing (Ghobakhloo and Azar, 2018), to better adapt to current market requirements. A third growing stream of literature defends the idea that I4.0 technologies offer valuable solutions for supporting lean principles to solve the challenges of the current market (Buer et al. 2018; Sordan et al. 2021a; Sartal et al. 2018a, 2020). Along these lines, authors such as Sanders et al. (2016) and Tortorella et al. (2020), among others, theorize that a combination of I4.0 and LM would enhance productivity and reduce waste, thereby reducing costs. Similarly, Ma et al. (2017) and Rossini et al., (2021) believe that I4.0 can help lean practices and initiatives to improve flow and process flexibility, thereby mitigating one of their most important weaknesses and accelerating the process of reaching the customer. Finally, Khanchanapong et al. (2014) and Roy et al. (2015) note that integrating I4.0 not only enables firms to promote the maturity of their lean programs but also offers a synergistic performance effect that can motivate the joint optimization of both.
Although all the abovementioned studies have increased the understanding of the possible synergies between LM and I4.0, many of them focus exclusively on the effect of a specific technology and practice in isolation (e.g., Wagner et al. 2017; Karre et al. 2017). Alternatively, on the contrary, they evaluate the interaction between both paradigms in an overly aggregated way. Although this may be useful for studying generic effects, it is not applicable to real-life manufacturing problems. Integrative analyses that examine various technologies and practices concurrently as they occur in manufacturing environments are needed to understand the synergies and trade-offs that can actually occur. Only then will it be possible to go beyond generalist recommendations and develop specific lean I4.0 management and public policy initiatives with real applications.
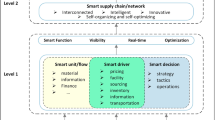
Undoubtedly, the eclectic character of both paradigms as well as the multiplicity of descriptions and terms used to describe both LM (Pettersen 2009) and I4.0 (Moeuf et al. 2020) have greatly contributed to the dissemination of the generalist and aggregate approaches. To avoid this and propose a parsimonious and plausible model, we defined the lean practices and I4.0 technologies from the outset. For LM, we used the standard classification, which consists of two main pillars, JIT and Jidoka, anchored directly in the fundamentals of the TPS (Ohno 1988; Liker 2004). Regarding I4.0, we started from the classification by M et al. (2015), and we considered three flow-enhancing technologies within I4.0: AR, HVDI technologies, and AM. Figure 1 depicts the relationships analyzed in our study.

Conceptual framework illustrating the relations between lean pillars and I4.0 technologies
Any of the nine technologies that Rüßmann et al. (2015) describe can enhance LM performance to a greater or lesser extent. However, we believed that it was more appropriate to focus on those that, according to different authors, have greater potential for improving flow and flexibility in current LVHV environments (Tortorella et al. 2020; Karre et al. 2017). This would allow us to carry out a more detailed and in-depth analysis rather than approaching nine technologies in a superficial manner. We further verified through a literature review of the past decade (2011–2020) that the three proposed bundles of technologies are the most commonly used drivers to enhance JIT and Jidoka performance (Table 1). Some of the key features of these technologies used to enhance flow and flexibility are described below, and they are analyzed in depth for each pillar in the following section.
Regardless of the size of the company or the sector in which it operates, HVDI systems have become essential for handling the massive volume of records that must be processed daily and are therefore essential for carrying out lean programs successfully (Ghobakhloo and Hong 2014). The HVDI of production systems drives instantaneous data exchange that not only affects the JIT pillar by reducing reaction times but also improves Jidoka initiatives thanks to real-time data analysis that enables the design of a less wasteful value stream (Tortorella et al. 2020).
Although LM and information technologies (IT) have traditionally been seen as antagonistic (Ohno 1988), the digital transformation that society is undergoing has favored the progressive incorporation of this type of technology into manufacturing environments (Esmaeilian et al. 2016). In fact, an increasing number of authors suggest that IT-enabling capabilities can be regarded as necessary and logical extensions of lean initiatives. Authors such as Buer et al. (2018) and Tortorella et al. (2020), among others, emphasize the need to incorporate HVDI technologies into lean shop floors for better interconnectivity and real-time data analysis that leads manufacturers to improve flow and responsiveness. Similarly, Zelbst et al. (2014) highlight that real-time information is a prerequisite for successfully implementing JIT, as safety stocks have been removed. VHDI resources also allow for automatic data flow that eases the assimilation of tactical, strategic, and operational information (e.g., sale specifications and inventory, forecasting and planning demand, and production schedules) more rapidly and precisely (Sartal et al. 2017; Tortorella and Fettermann 2018). These positive effects on flow and flexibility are also observed with the second I4.0 technology selected: AR. Authors such as Tortorella et al. (2020), in accordance with the earlier proposals of Gil-Vilda et al. (2017) and Karre et al. (2017), affirm that the adoption of AR and collaborative robots (cobots) could favor a more agile and flexible production flow. Thus, it may contribute to current customization requirements as well as the ability to adapt to the customer's demands in terms of time.
Although the human workforce has traditionally achieved this operational flexibility (Müller et al. 2016), manual production systems cannot always cope with the new requirements that globalization and increasingly personalized demand have imposed (Malik and Bilberg 2018). Faced with this situation, research on AR has been a recurring theme in the literature during the past several years (Pan et al. 2012; Pedersen et al. 2016). Although conventional automation solutions using robots introduced rigidity and reduced systems’ flexibility to adapt to changes (Gil-Vilda et al. 2017), new generations of cobots no longer manifest the rigidity problems of traditional robots in terms of production, as they are intended for direct interaction with a human worker (Galin et al. 2020). In addition, the integration of cobots in typical lean U-cells can increase their flexibility while facilitating the balance of the workstation’s cycle time (Gil-Vilda et al. 2017; Ciano et al. 2021; Sordan et al. 2021b). Based on this, cobots are ideal for current manufacturing environments with greater product variability and smaller batch sizes (Bloss, 2016).
Finally, the “design freedom” that AM offers makes it possible to manufacture customized products economically and in low volumes. This contributes greatly to achieving a more agile and adaptable production flow (Rietzel et al. 2017; Tortorella et al. 2020). Today, in environments where on-demand manufacturing systems ensure rapid responses to consumer demands, AM can not only provide efficiency and flexibility but also facilitate the assembly of these modules with others that other manufacturers supply (Ghobadian et al. 2020).
However, the fact that AM often requires fewer or no tool changes and machine setup can favor the implementation of lean strategies in companies that work in batches. This is a territory that has traditionally experienced significant obstacles in the application of LM (Buer et al. 2018). In addition, AM allows for the fine-tuning of JIT practices by allowing companies to make products to order by uploading only the design specified in the printer software (López-Manuel et al. 2020). Product stocks will no longer be needed as companies move toward storing raw materials, shortening supply chains, reducing time to market, and reducing the need for transportation. All of these circumstances favor the generation of pull flow. Accordingly, AM can be deemed a key flow-enabling technology, one that is able to adapt quickly and in cost-effective ways to current customers’ personalized requirements.
In this context, using lean principles as an example of management practices, we postulated our hypothesis to investigate the possible effects of digital transformation, promoted here by I4.0 technologies:
-
I4.0 technologies (VHDI, AR, and AM) support and further develop the positive impact of lean manufacturing practices on plant performance.
In the following subsection, we conduct an in-depth analysis of the three I4.0 technology packages chosen with each of the lean pillars, JIT and Jidoka, supporting the research hypothesis.
2.2 Deepening the impact of Industry 4.0 (I4.0) technologies on the just-in-time (JIT) and Jidoka lean pillars
2.2.1 Lean pillars and digitalization: vertical and horizontal data integration (VHDI)
First of all, evidence from various industrial case studies shows that an increasing number of companies are developing hybrid solutions that allow them to leverage VHDI technologies to improve the performance of the JIT and Jidoka pillars (e.g., Tortorella and Fettermann 2018; Tortorella et al. 2020; Ghobakhloo and Fathi 2020).
On the one hand, the benefits obtained (e.g., real-time traceability and automatic information visibility) with the connection of data at the same level through VHDI technologies, such as Wi-Fi and RFID, help to successfully meet the growing demands of JIT systems (Rafique et al. 2016). On the other hand, the connection between various levels with manufacturing execution systems (MESs) and enterprise resource (ERP) systems contributes to achieving an optimized flow of operations, leading manufacturers to achieve superior performance levels (Sanders et al. 2016). Likewise, other digitalization strategies of common lean tools, such as Kanban cards and Heijunka boards, have proven to be effective in current manufacturing environments. For example, the substitution of conventional physical cards with virtual Kanban cards (eKanban) enable more effective stock management, thereby efficiently supporting JIT procedures at the plant level (Lage Junior and Filho 2010). In the same vein, beyond the shop floor, the use of electronic data interchange (EDI) systems facilitates the visibility of and improves JIT deliveries along the supply chain (Jardini et al. 2016).
With regard to the impact on Jidoka, VHDI solutions, such as MES (Cottyn et al. 2011) or ERP systems (Riezebos et al. 2009), can make important contributions to customized and waste-free manufacturing. Ma et al. (2017) demonstrate how a digitally based smart Jidoka system can be a cost-effective approach to improve production system flexibility. In addition, they highlight other gains, such as strengthened reliability or reduced costs. Similarly, the evolution of classic poka yokes toward advanced monitoring and learning systems, or real-time value stream mapping (eVSM) systems (Chen and Chen 2014), are clear examples of how using VHDI systems can improve Jidoka initiatives thanks to the identification and analysis of defects in real time, as well as increase visibility in the plant. In addition, the integration of artificial intelligence (AI) into production VHDI systems provides extra machine intelligence that can not only distinguish nonconformities automatically but also analyze the causes and trigger countermeasures in real time (Carou et al. 2022).
2.2.2 Lean pillars and additive manufacturing (AM)
Although the relation between AM and LM has received scant attention, a few studies have explicitly linked AM with LM, emphasizing the benefits of this technology in support of both JIT and Jidoka initiatives (Sartal et al. 2018a). Figure 2 summarizes the main AM features that facilitate the achievement of both pillars targets.

AM facilitates achieving JIT and Jidoka targets (adapted from Chen and Lin 2017)
Regarding JIT, several authors argue that AM can help with attaining some key objectives related to the “one piece flow,” providing various examples of the impact on LM shop floors. In fact, authors such as Chen and Lin (2017) state that the most direct benefit of AM appears in small batches of a product. With AM, products can be built in a print-on-demand manner, which eliminates the need to construct inventories. This thus conforms to the notions of “no inventory” and “pull systems” in lean environments. Similarly, Sartal et al. (2018a) address how weight reductions in three-dimensional (3D) manufactured robot devices not only streamline the manufacturing line but also enable increased process efficiency and flexibility, thereby reducing the time to market.
With respect to Jidoka, AM challenges the traditional concept of a value chain, and it may have an important influence on storage, customization, and quality. AM enables a greater level of postponement than what was previously possible, thus minimizing inventories and transforming final products into intermediate products or raw material inventories to generate customized products on demand (Ganesan 2014). In the future, a consumer will be able to choose a nearby 3D printer to manufacture a tailor-made product, therefore reducing lead times, distance, and delivery costs while also increasing the logistical system’s efficiency (Chen and Lin 2019). According to Campbell et al. (2011), among others, ubiquitous manufacturing based on AM not only decreases the lengths of supply chains but also eliminates errors and waste, thus converting industrial chains into leaner environments.
AM therefore offers new alternatives for mass customization, distributed manufacturing, and both intermediate and final stock reductions while providing the opportunity to create more agile supply chains. This positively influences the JIT and Jidoka pillars (Weller et al. 2015).
2.2.3 Lean pillars and advanced robotics (AR)
Contrary to popular belief, LM does not reject automation. As Harris and Harris (2008) mention, any effective production system uses both automated and manual processes. It is not a question of whether lean is manual or not; the important decision to make is to determine the suitable type of automation. In fact, as early as the 1960s, Ohno (1988) claims that processes should be automatized and fall under employee supervision. He refers to this principle as “autonomation.”
Still, humans have traditionally performed lean assembly tasks on the basis of flexibility criteria. However, due to robots’ increasing speed, accuracy, and adaptability, their roles in lean transformations have increased remarkably. In fact, the terms “AR” and “cobots” have quickly gained popularity in recent years. These concepts involve developing low-complexity solutions that suit lean production environments, where a new generation of cobots are combined into human–robot collaborative workcells that are more productive and flexible, and that reduce routine tasks for the human workforce (Chen et al. 2013; Lee et al. 2020).
Regarding the Jidoka pillar, AR can offer an accuracy and speed that human labor cannot achieve, significantly eliminating errors during manufacturing and diminishing operating costs (Singh 2012). As Singh (2012) points out, robots do not need resting time, and relative to human labor, they are less expensive to operate, especially when overtime is required. In addition, robots and workstations (with low levels of complexity) help with detecting and eliminating non-value-added activities, which aligns with the Jidoka pillar (Kolberg and Zühlke 2015). In addition, the increasing use of automated guided vehicles (AGV), which are closely linked to the concept of JIT, enables the optimization of transport as well as the avoidance of human mistakes (Mayer et al. 2018).
Based on all of the above, we posit that AR positively influences JIT and Jidoka pillars, and consequently, it positively impacts plant performance. Furthermore, although AR’s capabilities have only increased with time (e.g., higher payload capacity, greater accuracy, improved speeds, and better safety elements), costs have continued to fall, thus leading to the emergence of AR solutions as key issues in LM projects.
3 Data and measures
3.1 Data
To assess the stated hypotheses, we gathered data from the 2015 European Manufacturing Survey (EMS), which involved 568 firms from six European countries: The Netherlands (177), Croatia (106), Spain (100), Slovenia (90), France (62), and Portugal (33). The EMS, led by the Fraunhofer Institute for Systems and Innovation Research, focuses on organizational innovation and technology dissemination and provides a stratified random subsample of manufacturing firms (NACE codes 10–32) with more than 20 workers (Fig. 3).

Classification of the manufacturing firms in the sample by sector (NACE codes 10–32)
Analyzing the manufacturing sectors the EMS addresses (Fig. 3), we found that most of them can be mostly associated with high-volume, low-variety (HVLV) environments (bold columns) both for discrete (e.g. automobiles, food products) and continuous (paper, wood, steel) production. The same is reflected in Table 2(Constructs and main descriptive statistics) with the high averages achieved by variables such as standard work, pull systems and digitalization, among others.
Although various plant configurations can be associated with HVLV environments (Hill 1993), certain characteristics are common and broadly describe the characteristic shop floor in our sample. First, the plant layout is usually designed in terms of product flow, intended for large production volumes around a limited number of standardized products (see average standardization value in Table 2). In addition, there is usually little work-in-process inventory (see also Table 2), as the product passes from one operation to another, continuously or in batches, until the final product is obtained (Quadt and Kuhn 2007).
The representative shop floor in our sample, as Table 2 shows, has a medium–high or high technology level, frequently with dedicated machines, where the operator in each position, usually low-skilled, shows a high level of specialization (Cevikcan et al. 2009). According to Drira et al. (2007), production in HVLV environments is characterized by repetitive, short-cycle tasks, in which the worker is assigned highly standardized and specific work tasks and is normally also responsible for supervisory and control tasks (see Table 2). In fact, although these environments have traditionally been characterized by low labor flexibility (Knauss 1998), the autonomy and empowerment promoted by initiatives such as LM appear to encourage the use of I4.0 technologies, as the analyzed environments show (Hines et al. 2004).
This sample delivers, therefore, an exceptional opportunity to validate our research hypotheses, as it can also provide in-depth insights into our two areas of interest: LM and I4.0 technologies (see, for example, Sartal et al. 2017; Bikfalvi et al. 2014). To avoid problems that arise from specific terminologies or linguistic differences, the EMS consortium applies numerous procedures (e.g., country pre-tests and back-translation procedures).
Concerning the submission process, all respondents were top-level executives (e.g., CEOs, industrial directors, or manufacturing managers, depending on each company’s size), and they had global perspectives on (or access to information about) relevant business and industrial requirements. According to some authors, this type of survey, which featured a single informant for each firm, presents potential common method bias or key informant bias (Flynn et al. 2018; Homburg et al. 2012). However, top-level informants tend to be a more reliable source of information than lower-level ones because they provide input from people who truly know what is going on at their companies (Phillips 1981; Montabon et al. 2018). In addition, we made random phone calls to nonresponsive plants, and no specific pattern was evident in nonresponses. To avoid possible bias in the gathered responses, we conducted a Harman’s single-factor test. According to the results, the covariance explained by a single factor accounted for 27.5%, exceeding the commonly accepted cutoff point (25%) in the area (Yan et al. 2011). Therefore, we were certain that the data featured no bias that was attributable to a unique factor in the collected responses.
3.2 Measures
To test our hypotheses, we used numerous multi-item scales. The research group opted for measures gathered from the EMS database, based on the current literature, to ensure the validity of the facts and content. The items composing each dimension were measured on a four-point Likert scale (0: no use; 1: low potential use; 2: medium potential use; 3: high potential use). Following authors such as Lim et al. (2021) and Barnett et al. (2022), Table 2 shows the variables, constructs, and main descriptive statistics (mean, standard deviation, and range).
3.2.1 Plant performance
Productivity, calculated as the plant operating income (in millions of euros) divided by plant employees, was used as a proxy for plant performance. This metric is a widely used measure of manufacturing operational performance in the operations management (OM) literature (e.g., Melville et al. 2007; Heim and Peng 2010), and it is consistent with preceding studies on high-performance work systems (e.g., Datta et al. 2005; Saldanha et al. 2013), such as lean or I4.0 shop floors.
3.2.2 Lean manufacturing: JIT and Jidoka pillars
LM is a multilayered notion involving several principles and practices (Pettersen 2009). Accordingly, many authors endorse creating sets of practices that enable an integrated analysis of the multidimensional character of the concept (e.g., Yang et al. 2011; Sartal et al. 2017). Although numerous classifications of bundles have been introduced in the previous literature, we use the standard classification, which consists of two main pillars—JIT and Jidoka—with a twofold purpose. First, this classification is widely employed in the literature (e.g., Yang et al. 2011). Second, because LM is anchored directly in the fundamentals of the TPS, embracing these sets of practices enabled us to associate them directly with the TPS House pillars (Ohno 1988; Liker 2004; see Table 2).
JIT, the first pillar, entails a collection of intertwined management tools, the objective of which is to design tight processes for manufacturing only those products that are needed (in line with consumer needs) at the required time and in the necessary amount (Yang et al. 2011). Accordingly, our JIT construct was comprised of three techniques required to cover the core of this principle: (1) Regulations on the arrangement and setting of the work equipment, as well as the storage of intermediary products (e.g., Kanban); (2) Work standardization and work instruction definitions; and (3) Methods for reducing the setup time and production flows (e.g., SMED). These three aspects pave the way to focus on the customer and produce the required products (by creating specific lines or cells) at the required time and in the necessary amount.
Jidoka (built-in quality), the second construct, comprised four variables: (1) Measures for improving internal logistics, (2) Methods of assuring quality in production, (3) Methods of operation management for the mathematical analyses of production, and (4) Methods of the continuous improvement of production processes. This construct enabled us to improve the amount of quality that each firm deploys and to simultaneously assess the second trait of this principle (i.e., ensuring zero defects).
3.2.3 Industry 4.0 dimensions
3.2.3.1 Digitalization: vertical and horizontal data integration (VHDI)
Digitalization is frequently described in the literature as a concept of complex constructs, and it encompasses numerous specific resources within organizations. Nonetheless, bearing in mind our unit of analysis and the research question, we focused precisely on shop-floor VHDI—in particular, technologies that are characteristically within cyber-physical systems (CPSs; Tortorella and Fettermann 2018). In the context of I4.0, a CPS structure can be separated into two levels: the strategic level—also called supply chain management (SCM)—and the manufacturing operations level (Tonelli et al. 2021; Sartal et al. 2017). Thus, the three following subdimensions are included in our construct: (1) Software for production planning and scheduling, (2) Systems for the automation and management of internal logistics, and (3) Inter-organizational data integration with suppliers/customers (see Table 2). In this way, the prime internal information management systems throughout the entire production process are integrated into the construct. Furthermore, this measure is consistent with analogous constructions in previous research (e.g., Sartal et al. 2017).
3.2.3.2 Advanced robotics (AR)
Automation and robotics have traditionally been used on shop floors, but in recent years, new and more advanced solutions have been introduced to replace human jobs or to cooperate with human employees to improve productivity and reduce errors (Bahrin et al. 2016). An example of this is the emergence of a new generation of cobots, such as KUKA iiwa and Fanuc CR-35iA (Schou et al. 2018). Various types of advanced robotic applications and automatic systems—which can directly help manufacturing processes, manage heavy assembly or packaging processes, and perform tasks that require flexibility and high precision to avoid (and repair) quality problems—have been developed in recent years (Yin et al. 2018). According to the three main activities that advanced robots perform (manufacturing, packaging, and control), our construct included the following three subdimensions: (1) Industrial robots for manufacturing processes, (2) Industrial robots for handling processes, and (3) Safety technologies in human–machine interaction (e.g., cooperative robotics).
3.2.3.3 Additive manufacturing (AM)
AM technologies have increased substantially since their initial appearance in the 1980s (Tofail et al. 2018). The American Society for Testing and Materials (ASTM) and International Organization for Standardization (ISO) standards (ISO/ASTM, 2017) define and classify the most important technologies: sheet lamination, material extrusion, powder bed fusion, material jetting, and vat photopolymerization (Tofail et al. 2018). However, according to the purpose of this research, we focused on the applications of AM, not on the different technologies available.
Some of the main applications of AM are the following. First, AM was developed as a more efficient means of producing prototypes to reduce the time to market and increase innovation (e.g., Attaran 2017). Second, AM is used for the direct production (rapid manufacturing) of end-use parts or whole products (Eyers and Potter 2017). To that end, the development of technologies for printing metal alloys, such as titanium, is especially important. A noteworthy example of the use of AM in production is General Electric’s well-known fuel nozzles for the leap engine (General Electric 2017). Finally, another widespread application is the production of single units and small batches, as well as the repair of single pieces. For example, AM is used in aeronautics to repair expensive parts that use deposits of metal alloys, such as titanium (Carou et al. 2017). According to these three main purposes, our construct included the following three subdimensions: (1) Processing techniques for alloy construction materials (e.g., aluminum, magnesium, titanium alloys, etc.), (2) AM technologies for prototyping (e.g., 3D printing, SLS, SLT, SLM, EBM methods), and (3) AM technologies for mass production (including single-unit production, small batches, spares, etc.).
3.2.4 Plant profile
We included two typical plant profile dichotomous variables (Table 5). First, we included the size of the production plant (measured as total workforce) because prior research has shown that productivity performance may benefit from economies of scale and scope (e.g., Sartal et al. 2018b). The variable takes the value of 1 if it is a large firm, and it takes a 0 for SMEs). Second, we included technological intensity to account for the differences in the speeds and levels of difficulty of know-how developments (e.g., Sartal et al. 2017). In this case, 0 indicates that the company belongs to the low or medium–low-technology sector, and 1 means that it belongs to the medium–high- or high-technology sector. These factors may affect opportunities to introduce process improvements (e.g., lean practices) and new technologies (I4.0 technologies), thereby affecting plant performance.
4 Results
4.1 Constructs validation
The dimensions and variables that operationally make up the constructs are described in Table 3. We performed five principal component factor analyses with Varimax rotation using an SPSS software package. Table 3 presents the loadings of the items that best explain each of the factors. The reliability of each multi-item construct was assessed with composite reliability. In all cases, their values were over the recommended cut-off value of 0.7 (Malhotra, 2004). Likewise, each dimension’s average variance extracted (AVE) exceeded 0.50, which indicated that our measures satisfied the essential heuristics for supporting convergent validity (Barclay et al. 1995).
The discriminant validity of the dimensions was also assessed by comparing the square root of AVE with the correlations among the dimensions (Fornell and Larcker 1981). Table 4 confirms the suitability of the dimensions.
4.2 Fuzzy-set qualitative comparative analysis (fsQCA)
We used fsQCA to assess a comprehensive framework that supports the integration of I4.0 solutions into lean shop floors. We used the five constructs listed in Table 2 as the antecedent conditions, and we used plant performance as the outcome.
This scheme proved to be useful for determining which combination of antecedent conditions (necessary and sufficient conditions) was most likely to produce an outcome. The product was a number of combinations that enabled the creation of the outcome under analysis (Longest and Vaisey 2008).
We used this variant (fs) of QCA for two reasons. On the one hand, our focus in this research study was less on determining which factors were necessary and more on ascertaining which combinations of factors were able to sufficiently explain plant productivity improvement. On the other hand, because the variables were not binary, the fuzzy-set variant was mandatory.
In general, fsQCA does not merely incorporate the opportunity to study variable levels of case membership considering a particular set; it also assumes a complex causality while focusing on asymmetric relations that point to sufficient configurations for producing a concrete result. In this way, a configuration is a mixture of factors—conditions, in QCA terminology—that are sufficient for obtaining a specific outcome (Meyer et al. 1993; Berbegal-Mirabent and Llopis-Albert 2016).
Configurations are composed of conditions or factors that can be absent, positive, or negative. In addition, QCA is particularly suitable for situations with small data samples, but it allows for the generalization of conclusions as well as implications for larger populations. This procedure consisted of three stages.
First, we used a calibration process, following Berbegal-Mirabent et al. (2020), to transform the outcome and antecedents into fuzzy sets depending on their membership degrees regarding each of the conditions (Ragin 2008). A full-membership fuzzy-set value was indicated by a score of “1,” whereas “0” indicated a full nonmembership fuzzy-set value. Breakpoints allowed for all continuous values to be calibrated within membership values. Typically, “0.95” indicated a full membership, whereas “0.05” denoted a full nonmembership. The crossover point (0.5) designated cases that had extreme ambiguity with regard to their membership in the set. Table 5 shows how outcome and antecedents were transformed into fuzzy sets.
Next, before the construction of the truth table, QCA methodology claims a test of whether the antecedent conditions are necessary to produce the desired outcome (Meyer et al. 1993). Values over the threshold of 0.9 indicate necessity (Schneider et al. 2010). According to Table 6, since the highest consistency value was 0.868 among all conditions, none of the variables proved to be a necessary condition to produce the outcome.
Next, the construction of the truth table, where all of the logically feasible combinations of condition sets were constituted, was performed. Each empirical case corresponded to a configuration based on the particular antecedent conditions that a certain case met. The decrease in the number of rows in the truth tables was achieved by using Boolean algebra. Although numerous algorithms can logically minimize a truth table, the Quine–McCluskey algorithm is the most common choice, as it provides a logical reduction of the statements (Fiss 2007). To reduce the number of rows, we considered two criteria: coverage and consistency (Ragin 2008). Coverage indicated the empirical relevance of a solution (the higher, the better), and consistency quantified the degree to which cases that shared similar conditions yielded the same outcome (Alegre et al. 2016). Consistency and coverage values greater than 0.75 and 0.45, respectively, demonstrated goodness of fit (Ragin 2008; Woodside 2013). According to these authors in fsQCA, it can be concluded that a model is informative when the consistency is above 0.74 and the coverage is between 0.25 and 0.65 (see Table 7).
In the truth table, a black circle (●) represents the presence of a condition, whereas a cross circle ( ⊗) represents its absence, and blank cells represent ambiguous (unclear) conditions. To systematize the comparison of the solutions, we distinguished between core and peripheral conditions (Fiss 2011). A condition is considered to be core when it has a strong causal relationship with the outcome of interest, whereas a condition is peripheral when it plays a contributing role. Moreover, a circle indicates a core condition, whereas a small circle means a peripheral condition.
According to the results, four configurations of antecedent conditions occurred (Table 7), and all of them had acceptable consistency indices. The existence of different configurations suggests that no unifying causal path can explain the outcome. In fact, these four configurations are sufficient but not necessary.
Configuration 1 includes three core antecedent conditions: the presence of JIT, the size, and the absence of a sector. The AM condition is also present but only as a peripheral condition. In contrast to configuration 1, configuration 2 considers the absence of JIT to be a core condition but includes the presence of AR as a core condition for the path to high performance. It also includes the absence of Jidoka as well as the presence of AM and size but with a contributing role. This configuration has higher raw coverage and consistency scores, and it covers any technology intensity sector.
Configurations 3a and 3b are empirically similar. Both share the absence of JIT as well as the presence of VHDI as a core condition, with size being a peripheral condition. Slight differences exist between them. In configuration 3a, the presence of Jidoka is a contributing condition, whereas in configuration 3b, size is a contributing presence. Finally, configuration 4 includes the central presence of Jidoka and VHDI; the central absence of AR; and the contributing presence of AM, size, and sector. This configuration has a lower raw coverage score.
Overall, the results reveal that the presence of I4.0 technologies (at least one flow-enhancing technology) is a core condition in all configurations. Actually, the two causal paths with the greater raw coverage (configurations 2 and 3) corroborate the importance of AR and VHDI conditions. AM is not a core condition, but it is present in all configurations. With regard to lean practices, no consensus has been reached on the presence of JIT and Jidoka among the configurations. However, an important difference exists between the JIT and Jidoka conditions. Whereas JIT is present (configuration 1) or absent (configurations 2 and 3) as a core condition, Jidoka is present as a core condition in only one of the four configurations (configuration 4). The fact that, the other core condition in configuration 4 is VHDI not only corroborates the findings of Ma et al. (2017), who pointed out that a digitally-based smart Jidoka system could improve production systems’ flexibility, but also anticipates the possible cause of the low prominence of Jidoka as a core condition: the progressive digitalization of manufacturing shop floors and the consequent evolution this pillar has undergone. The current possibilities of real-time monitoring and analysis provided by certain I4.0 technologies (e.g., cyber-physical systems, VHDI systems, and IoT) make it possible to detect and diagnose incidents early, anticipate quality deviations, and, in some cases, prevent them (Romero et al. 2019). Thus, in these new technology-intensive workshops, some of the functionalities traditionally associated with classical Jidoka tools may have been replaced by what some authors refer to as “Jidoka 4.0” systems (Romero et al. 2019; Powell et al. 2021; Kabzhassarova et al. 2021). According to these authors, the progressive implementation of digitization technologies has led to an evolution of mechanical Jidoka tools, such as Poka-yoke and Andon, toward complex software and hardware 4.0 systems capable of predicting and correcting possible nonconformities and prescribing improvement actions.
All these results entail several implications. First, our findings demonstrate the importance of I4.0 technologies in the improvement of plant performance (as opposed to lean practices, for example), as they are present in most of the configurations resulting from the analysis. This finding, which is consistent with previous research (Buer et al. 2018; Sartal et al. 2018a), supports the idea that the additive effect of I4.0 technologies (in the form of AR, AM, or VHDI) is important in any configuration Thus, I4.0 technologies that are analyzed are always a factor that positively contributes to explaining the outcome’s improvement.
Concerning the effect of LM practices, the results are quite imprecise. Although JIT and Jidoka appear to be present or absent in all four configurations, both pillars never perform simultaneously. JIT is a core present condition in configuration 1, but it is a core absent condition in configurations 2 and 3. Jidoka is a core condition only in configuration 4, and it seems to be compensated for on occasions involving the greater implementation of AR systems (comparison between configurations 2 and 4). In fact, based on the results shown in Table 7, in environments with higher levels of I4.0 technologies—configurations 2 and 3—these practices could even be counterproductive.
The underlying reason for this result may be the fact that technologies have now become a real driver on which to build today's organizational processes. Recent market developments, including more frequent changes in customer preferences, reduced time to market, and increasing levels of personalization, have encouraged companies to consider new solutions (such as AM and AR) focused on these costumer requirements. The organizational-technical routines resulting from these symbioses seem to be fulfilling their objectives (Sartal and Vázquez 2017). As Taiichi Ohno would probably put it, “making a virtue of necessity” is at the root of a successful lean IT implementation in terms of generating the expected capabilities. New lead time demands or continuously changing customer preferences all require the increasing customization of products that have ever shorter life cycles. In this context, because the I4.0 technologies analyzed help to meet the flow demands of today's consumers, they also serve as a stimulus for developing the type of organizational-technical routines that adapt best to current industrial systems.
In fact, several companies have tried to apply lean principles directly in workshops where they are not fully and directly applicable (Azadegan et al. 2013), or will they end up being insufficient (Deflorin and Scherrer-Rathje 2012). It is only after relying on technologies as described that they become truly valid for the operational requirements of companies (Kolberg and Zühlke 2015; Sartal and Vázquez 2017).
On the other hand, it should be noted that many authors emphasize the low rates of lean projects (some as low as 10%) that end up achieving the stipulated goals within the established deadlines and costs (Baker 2002; Netland and K. Ferdows 2014). Undoubtedly, even though the initial implementation of a lean transformation may be successful at first, many companies cannot maintain the initial momentum, and the benefits often dissipate over time due to the difficulty of sustaining new routines in the long term (Netland 2016; Sartal et al. 2020). In this sense, several authors point out the need to carry out the selection and adaptation of lean routines, as well as the need to rely on new technologies as a lever for maintaining the dynamics of improvement over time (Sartal and Vázquez, 2017; Tortorella et al. 2020).
Concerning the plant profile (size and sector), the results reveal no major surprises. First, the effect of size appears to be a relevant issue. All of the configurations include the presence of large firms, even as a core condition in configuration 1. This finding corroborates the popular idea (e.g., Sommer 2015) that I4.0 mainly benefits large firms, as this type of project requires significant investment, which is less cost effective for smaller companies, making SMEs more likely to become victims of the new condition. Second, the sector’s influence (technological intensity) does not seem to be a key factor in the vast majority of configurations, indicating that projects that combine lean principles and flow improvement technologies can improve any workshop’s performance regardless of the workshop’s technological level. It is possible that the effect of technological intensity is already contemplated within the various antecedent conditions (AR, AM, and VHDI). However, from a managerial viewpoint, it should be noted that the suitability of both lean principles (Portioli-Staudacher and Tantardini 2012) and I4.0 initiatives (Strandhagen et al. 2017) for non-repetitive environments have been questioned on multiple occasions.
5 Conclusions
5.1 Theoretical contributions
The increasing digitization of companies is creating new economic opportunities and bringing about profound organizational and technological changes that require new operational and strategic approaches to compete successfully in today's dynamic and competitive environment. Given this situation, both practitioners and academics have highlighted the need to investigate how digital transformation affect companies, the potential synergies and tradeoffs, as well as what new strategies, organizational structures, and management skills will be necessary to compete in this new digital era.
In this regard, although the popularity of I4.0 has increased rapidly in recent years, there is still little academic work addressing the potential effects of digital transformation on management practices, along with its ultimate impact on industrial performance in manufacturing plants. Because the operations literature accepts lean manufacturing as one of the most influential paradigms in manufacturing, we have used its management principles as the basis of our study, addressing both how lean principles can help with implementing I4. 0 technologies and how the implementation of these new high-tech opportunities affect lean practices (Pagliosa et al. 2019; Sordan et al. 2021a; Sartal et al. 2020).
The vast majority of previous research has addressed only the compatibility of both issues (i.e., management practices versus digital transformation) in an aggregated way, and unexpectedly, little empirical evidence addresses the joint effect—here, the effect of lean practices and I4.0 initiatives on plant performance. Although this high-level approach may be useful for studying generic effects, it is not applicable to real-life manufacturing problems. Integrative analyses examining different technologies and practices concurrently in manufacturing environments are needed to understand the synergies and trade-offs that can actually occur. To better understand the reason why some companies’ strategies are more successful than others are in improving performance, we explored how lean pillar performance varies in combination with three I4.0 flow-enhacing technologies (AR, AM, and VHDI). According to the literature, these technologies have great potential to boost LM to better meet the challenges of today’s LVHV manufacturing environments (Tortorella et al. 2020; Feldmeth and Müller 2019).
Moving away from analyses that enable only one or two specific causes to be analyzed at the same time, we opted for an fsQCA methodology because it allows for the identification of multiple antecedents and their combinations within the same model. This approach is crucial for two reasons. First, these I4.0 technologies are widely used in manufacturing environments and intertwine daily with lean principles. Furthermore, they are tightly bound to fluctuations in consumer trends, to which lean principles may be unable to react as efficiently (Sartal et al. 2017). Second, as Bono and McNamara (2011) signal, in those more mature areas of research where causality relations (e.g., LM and performance) can be presumed, choosing the right moderators (here, I4.0 technologies) is essential for exploring the transformation mechanisms involved. However, if they had been treated separately and in isolation, none of these considerations would have been adequately addressed.
Although our initial goal was to determine how the flow-enhancing technologies of I4.0 (VHDI, AR, and AM) can reinforce LM’s capacity to improve performance, as suggested in the literature, our results indicate that different causal paths can explain the plant results’ improvement. Contrary to our initial expectations, the findings reveal that the presence of these technologies is, by itself, a sufficient condition for improving the firm’s performance. In fact, in contrast to conventional knowledge about lean principles, our findings suggest that certain lean practices may even be counterproductive for current I4.0 technology-intensive shop floors operating under new customer requirements. These results seem to endorse the conclusions of previous works underlining the need to update LM to provide effective support for I4.0. In this sense, authors such as Saxby et al. (2020) suggest that lean should include new technologies to support continuous improvement in the I4.0 environment. For their part, Sanders et al. (2017) conclude that to facilitate the integration of lean and I4.0 technologies in future smart factories, it will be necessary to rethink, for example, such important concepts of lean manufacturing as takt time, among other issues.
5.2 Managerial implications
From a management point of view, our findings highlight the need to avoid short-sighted attitudes toward the opportunities offered via digital transformation, particularly the technologies associated with I4.0. This article should be understood as a first step toward the convergence of both issues (i.e., organizational practices and I4.0 technologies) by establishing a comprehensive framework and providing a possible roadmap of successful managerial strategies. These strategies should enable CIOs and CEOs to identify what new strategies and management skills are needed to compete in today's competitive markets.
The usual recommendations are so generic that they often end up being useless for both practitioners and policy makers. An individual roadmap is needed that takes into account not only each company’s objectives but also the specific tools that would be used for each management practice and the plant's level of leanness. In contrast to existing studies, which usually address this question at a high level, we investigate which management practices and strategies, through LM, and exactly which technologies, under the umbrella of digital transformation, are causing this effect. Our results demonstrate the importance of flow-enhancing technologies in improving plant performance, highlighting the influence of VHDI even ahead of other more widespread applications, such as robotics. These results confirm to some extent the conclusions of previous works. Pagliosa et al. (2019), for instance, stress the importance of investing in digitization technologies, as they have the highest number of synergies with lean practices. However, they do not recommend prioritizing advanced robotics given its low level of synergies with LM. In the same vein, Sordan et al. (2021b) highlight the importance of some elements of digitization (flexibility, real-time information, etc.) to help to achieve LM objectives (quality, cost, delivery, inventory, and productivity). For their part, Buer et al. (2021) find that integration between digitization-enabling technologies and LM is essential for achieving superior operational performance. These authors point out that the real source of competitive advantage for production plants occurs when both LM and digitization are used together, and this competitive advantage virtually disappears when they are used separately.
Concerning lean practices, although their effect was not as we expected, managers should not forget Bill Gates’s comment that if automation is applied to an efficient operation, it will magnify the efficiency. However, if it is applied to an inefficient operation, it will increase the inefficiency (Krishnan 2013). This concept emphasizes the unavoidable fact that an inefficient process, even when automatic, is still inefficient and is essentially the automation of some sort of waste (Nicoletti 2013). What is clear is that the old-style defensive attitude about new technologies and lean conventional wisdom must be overturned entirely. Lean programs should be designed with consideration for technological issues, as digital features may set up powerful mechanisms that develop and reinforce the contributions of lean routines to manufacturing strengths (in particular, improving production flow and flexibility) in line with new market requirements.
Finally, our findings may influence workers’ current and future skills. Augmented automation levels should modify the shop-floor landscape and lead to a reduction in standardized, low-skill work, as well as an increase in skilled activities. Managers must consider the implication of the new situation, which is already reality. Continuous learning by and the training of the workforce will be pivotal for allowing workers to adapt to the qualification requirements that I4.0 has brought about, as will having involved and motivated workers (Bonekamp and Sure 2015).
5.3 Limitations and future research
Although it covers an existing gap in the literature, our study presents several caveats that can inspire and guide future research. First, although the large-scale survey provided representative evidence that allows the results to be generalized, the cross-sectional nature of the data limited the scope of the conclusions we were able to reach from a dynamic perspective. For example, should LM and I4.0 be implemented simultaneously or sequentially? If the latter, which one should be implemented first? Furthermore, how will simultaneous or successive implementation affect performance?
Second, our data come from a 2015 survey. Although we would not expect a high implementation of I4.0 technologies at that time, we nevertheless found a considerable response rate for most of the flow-enhancing technologies analyzed (see Table 2). On the other hand, it should be noted that regardless of the level of implementation, the results obtained are fully valid for analyzing the proposed relationship with lean principles. In any case, we understand that nowadays, with the more widespread use of I4.0 technologies, and, above all, with greater demands for flexibility and responsiveness for lean practices, our findings will be even more intense and therefore even more relevant.
Thirdly, it should be noted that in the table describing the constructs (Table 2), two typical Jidoka tools, Andon and Poka-yoke, are not explicitly described in the examples of this construct. Although from the context it can be understood that both are included in the scope of “production quality assurance methods”, we consider it important to alert the reader to this issue.
Finally, we analyzed the influence of lean routines in manufacturing companies at the plant level. A rational extension of this work is to reproduce the tests in other sectors and particularly within non-repetitive environments, primarily because researchers have questioned the suitability of both lean principles (Portioli-Staudacher and Tantardini 2012) and I4.0 initiatives (Strandhagen et al. 2017) for these types of processes. In addition, although our study used reliable established conditions from the literature, other core factors and dependent variables, such as green technologies and practices, should be considered in future studies. Similarly, conducting analyses beyond the manufacturing sector represents another interesting opportunity for future studies. All of these opportunities may offer additional insights into the growing field of the relations between organizational practices, I4.0, and operational excellence. Clearly, this field abounds with plenty of research opportunities.
References
Alegre I, Mas-Machuca M, Berbegal-Mirabent J (2016) Antecedents of employee job satisfaction: do they matter? J Bus Res 69(4):1390–1395
Attaran M (2017) The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus Horiz 60:677–688
Azadegan A, Patel P, Zangoueinezhad A, Linderman K (2013) The effect of environmental complexity and environmental dynamism on lean practices. J Oper Manag 31(4):193–212
Bahrin M, Othman M, Azli N, Talib M (2016) Industry 4.0: A review on industrial automation and robotic. J Teknol 78(6–13):137–143
Baker P (2002) Why is lean so far off? Works Manage 55(1):1–4
Barclay D, Higgins C, Thomson R (1995) The Partial Least Squares Approach (PLS) to causal modeling, personal computer adoption and use as an illustration. Technol Studies 2(2):285–309
Barnett LM, Mazzoli E, Bowe SJ, Lander N, Salmon J (2022) Reliability and validity of the PL-C Quest, a scale designed to assess children’s self-reported physical literacy. Psychol Sport Exercise 60:102164
Berbegal-Mirabent J, Llopis-Albert C (2016) Applications of fuzzy logic for determining the driving forces in collaborative research contracts. J Bus Res 69(4):1446–1451
Berbegal-Mirabent J, Gil-Doménech D, Eva M (2020) Examining strategies behind universities’ technology transfer portfolio: how different patterns of resource consumption can lead to similar technology transfer profiles. Compet Rev: An Int Bus J. https://doi.org/10.1108/CR-01-2020-0013
Bikfalvi A, Jäger A, Lay G (2014) The incidence and diffusion of teamwork in manufacturing–evidences from a Pan-European survey. J Organiz Change Manag. 27:206–231
Bittencourt V, Alves A, Leão C (2019) Lean Thinking contributions for Industry 4.0: a systematic literature review. IFAC-Papers Line 52(13):904–909
Bloss R (2016) Collaborative robots are rapidly providing major improvements in productivity, safety, programing ease, portability and cost while addressing many new applications. Ind Robot: Int J 43(5):463–8
Bonekamp L, Sure M (2015) Consequences of Industry 4.0 on human labour and work organisation. J Bus Media Psychol 6(1):33–40
Bono J, McNamara G (2011) Publishing in AMJ—part 2: Research design. Acad Manag J 54(4):657–660
Buer S, Strandhagen J, Chan F (2018) The link between Industry 4.0 and lean manufacturing: mapping current research and establishing a research agenda. Int J Prod Res 56(8):2924–2940
Buer SV, Semini M, Strandhagen JO, Sgarbossa F (2021) The complementary effect of lean manufacturing and digitalisation on operational performance. Int J Prod Res 59(7):1976–1992
Campbell T, Williams C, Ivanova O, Garret B (2011) Could 3D printing change the world. Technologies, potential, and implications of additive manufacturing. Atlantic Council, Washington, DC
Carou D, Rubio E, Agustina B, Marín M (2017) Experimental study for the effective and sustainable repair and maintenance of bars made of Ti-6Al-4V alloy. Application to the aeronautic industry. J Clean Prod 164:465–475
Carou D, Sartal A, Davim JP (Eds.). (2022). Machine Learning and Artificial Intelligence with Industrial Applications. From Big Data to Small Data. Springer. Series: Management and Industrial Engineering
Carvalho H, Cruz-Machado V (2011) Integrating lean, agile, resilience and green paradigms in supply chain management (LARG_SCM). In: Li P (ed) supply chain management. Intech Open, Ebook, pp 27–48
Cevikcan E, Durmusoglu MB, Unal ME (2009) A team-oriented design methodology for mixed model assembly systems. Comput Ind Eng 56(2):576–599
Chen J, Chen K (2014) Application of ORFPM system for lean implementation: an industrial case study. Int J Adv Manuf Technol 72(5–8):839–852
Chen T, Lin Y (2017) Feasibility evaluation and optimization of a smart manufacturing system based on 3d printing: a review. Int J Intell Syst 32(4):394–413
Chen T, Lin Y (2019) A three-dimensional-printing-based agile and ubiquitous additive manufacturing system. Robot Comput-Integ Manufact 55:88–95
Chen F, Sekiyama K, Cannella F, Fukuda T (2013) Optimal subtask allocation for human and robot collaboration within hybrid assembly system. IEEE Trans Autom Sci Eng 11(4):1065–1075
Chiarini A, Vagnoni E (2015) World-class manufacturing by Fiat. Comparison with Toyota production system from a strategic management, management accounting, operations management and performance measurement dimension. Int J Product Res 53(2):590–606
Ciano MP, Dallasega P, Orzes G, Rossi T (2021) One-to-one relationships between Industry 4.0 technologies and Lean Production techniques: a multiple case study. Int J Product Res 59(5):1386–1410
Ciliberto C, Szopik-Depczyńska K, Tarczyńska-Łuniewska M, Ruggieri A, Ioppolo G (2021) Enabling the Circular Economy transition: a sustainable lean manufacturing recipe for Industry 4.0. Bus Strat Env 30(7):3255–3272
Cottyn J, Van Landeghem H, Stockman K, Derammelaere S (2011) A method to align a manufacturing execution system with Lean objectives. Int J Prod Res 49(14):4397–4413
Datta D, Guthrie J, Wright P (2005) Human resource management and labor productivity: does industry matter? Acad Manag J 48(1):135–145
Deflorin P, Scherrer-Rathje M (2012) Challenges in the transformation to lean production from different manufacturing-process choices: a path-dependent perspective. Int J Prod Res 50(14):3956–3973
Ding B, Ferras Hernandez X, Agell Jane N (2021). Combining lean and agile manufacturing competitive advantages through Industry 4.0 technologies: an integrative approach. Production Planning & Control, pp 1–17
Dombrowski U, Richter T (2018). The lean production system 4.0 Framework–enhancing lean methods by industrie 4.0. In: IFIP International conference on advances in production management systems (pp. 410–416). Cham, Springer, Germany
Drira A, Pierreval H, Hajri-Gabouj S (2007) Facility layout problems: a survey. Annu Rev Control 31(2):255–267
Esmaeilian B, Behdad S, Wang B (2016) The evolution and future of manufacturing: A review. J Manuf Syst 39:79–100
Eyers D, Potter A (2017) Industrial additive manufacturing: a manufacturing systems perspective. CoF 92–93:208–218
Feldmeth M, Müller E (2019) Influences between design characteristics of lean manufacturing systems and implications for the design process. Procedia Manufacturing 39:556–564
Fiss P (2007) A set-theoretic approach to organizational configurations. Acad Manag Rev 32(4):1180–1198
Fiss P (2011) Building better causal theories: A fuzzy set approach to typologies in organization research. Acad Manag J 54(2):393–420
Flynn B, Pagell M, Fugate B (2018). Survey research design in supply chain management: the need for evolution in our expectations
Fornell C, Larcker DF (1981) Evaluating structural equation models with unobservable variables and measurement error. J Mark Res 18(1):39–50
Forrester P, Kazumi U, Soriano-Meier H, Garza-Reyes J, Cruz F (2010) Lean production, market share and value creation in the agricultural machinery sector in Brazil. J Manuf Technol Manag 21(7):853–871
Galin, R., Meshcheryakov, R., Kamesheva, S., & Samoshina, A. (2020). Cobots and the benefits of their implementation in intelligent manufacturing. In: IOP conference series: materials science and engineering (Vol. 862, No. 3, p. 032075). IOP Publishing
Ganesan R (2014) The Evolving Supply Chain. In: Ganesan R (ed) The Profitable Supply Chain: A Practitioner’s Guide. Apress, New York (USA), pp 247–254
General Electric, R. (2017). An Epiphany Of Disruption: GE Additive Chief Explains How 3D Printing Will Upend Manufacturing. Retrieved November 6, 2019, from https://www.ge.com/reports/epiphany-disruption-ge-additive-chief-explains-3d-printing-will-upend-manufacturing
Ghi A, Rossetti F (2016) 4D Printing: An emerging technology in manufacturing?. In: Lecture Notes in Information Systems and Organisation 18: 171–178
Ghobadian A, Talavera I, Bhattacharya A, Kumar V, Garza-Reyes JA, O’regan N (2020) Examining legitimatisation of additive manufacturing in the interplay between innovation, lean manufacturing and sustainability. Int J Prod Econ 219:457–468
Ghobakhloo M, Azar A (2018) Business excellence via advanced manufacturing technology and lean-agile manufacturing. J Manuf Technol Manag 29(1):2–24
Ghobakhloo M, Fathi M (2020) Corporate survival in Industry 4.0 era: the enabling role of lean-digitized manufacturing. J Manuf Technol Manag 31(1):1–30. https://doi.org/10.1108/JMTM-11-2018-0417
Ghobakhloo M, Hong T (2014) IT investments and business performance improvement: the mediating role of lean manufacturing implementation. Int J Prod Res 52(18):5367–5384
Gil-Vilda F, Sune A, Yagüe-Fabra JA, Crespo C, Serrano H (2017) Integration of a collaborative robot in a U-shaped production line: a real case study. Procedia Manufacturing 13:109–115
Harris C, Harris R (2008) Can automation be a lean tool? automation that enhances flow is lean; automation that reduces uptime and extends changeover is not lean. Manuf Eng 141(2):27–34
Heim G, Peng D (2010) The impact of information technology use on plant structure, practices, and performance: an exploratory study. J Oper Manag 28(2):144–162
Henriksen SM (2017) Collaborative Robots–a process technology strategy to enable Leagile Manufacturing (Master's thesis). Norwegian University of Science and Technology
Hill T (1993) Manufacturing strategy: the strategic management of the manufacturing function, 2nd edn. The Macmillan Press Ltd, London
Hines P, Holweg M, Rich N (2004) Learning to evolve: a review of contemporary lean Thinking. Int J Oper Prod Manag 24(10):994–1011
Homburg C, Klarmann M, Totzek D (2012) Using Multi-Informant Designs to Address Key Informant and Common Method Bias. In: Diamantopoulos A, Fritz W, Hildebrandt L (eds) Quantitative Marketing and Marketing Management. Gabler Verlag, Wiesbaden
Hu SJ (2013) Evolving paradigms of manufacturing: From mass production to mass customizationand personalization. Procedia Cirp 7:3–8
ISO/ASTM, 52900:2017. (2017). Additive Manufacturing—General Principles—Terminology. Helsinki, ISO, Finland
Jardini B, El Kyal M, Amri M (2016). The management of the supply chain by the JIT system (Just In Time) and the EDI technology (Electronic Data Interchange). In: 2016 3rd International conference on logistics operations management (GOL) (pp. 1–6). IEEE
Jayaram A (2016). Lean Six Sigma approach for global supply chain management using industry 4.0 and IIoT. In: Paper Presented at the 2nd international conference on contemporary computing and informatics, IC3I 2016, Noida, pp 89–94
Kabzhassarova M, Kulzhanova A, Dikhanbayeva D, Guney M, Turkyilmaz A (2021) Effect of Lean4. 0 on sustainability performance: a review. Procedia CIRP 103:73–78
Karre H, Hammer M, Kleindienst M, Ramsauer C (2017) Transition towards an Industry 4.0 State of the LeanLab at Graz university of technology. Procedia Manufacturing 9:206–213
Kaspar S, Schneider M (2015) Lean und Industrie 40 in der Intralogistik: Effizienzsteigerung durch Kombination der beiden Ansätze. Product Manag 20(5):17–20
Khanchanapong T, Prajogo D, Sohal A, Cooper B, Yeung A, Cheng T (2014) The Unique and complementary effects of manufacturing technologies and lean practices on manufacturing operational performance. Int J Prod Econ 153:191–203
Knauss J (1998) Modular mass production: High performance on the low road. Polit Soc 26(2):273–296
Kolberg D, Zühlke D (2015) Lean automation enabled by industry 4.0 technologies. IFAC-Papers Line 48(3):1870–1875
Kolberg D, Knobloch J, Zühlke D (2017) Towards a lean automation interface for workstations. Int J Prod Res 55(10):2845–2856
Krishnan K (2013) Data Warehousing in the Age of Big Data. Morgan Kaufmann, Burlington (USA)
Lage Junior M, Filho G (2010) Variations of the kanban system: literature review and classification. Int J Product Econ 125:13–21
Lee H, Liau YY, Kim S, Ryu K (2020) Model-based human robot collaboration system for small batch assembly with a virtual fence. Int J Precision Eng Manufact-Green Technol 7(3):609–623
Leyh C, Martin S, Schäffer T. (2017). Industry 4.0 and Lean Production—A matching relationship? An analysis of selected Industry 4.0 models. In: 2017 Federated conference on computer science and information systems (FedCSIS), pp 989–993
Liker J (2004) The Toyota way. McGraw-Hill, Madison (USA).
Lim MC, Parsons S, Goglio A, Fox E (2021) Anxiety, stress, and binge eating tendencies in adolescence: a prospective approach. J Eat Disord 9(1):1–16
Longest K, Vaisey S (2008) Fuzzy: A program for performing qualitative comparative analyses (QCA) in Stata. Stata Journal 8:79–104
López-Manuel L, León-Mateos F, Sartal A (2020) Closing Loops, Easing Strains: Industry 40’s Pontential for Overcoming Challenges of Circularity in Manufacturing Environments. In: Kumar A, Garza-Reyes JA, Khan SA (eds) Circular Economy for the Management of Operations. CRC Press, UK, pp 23–48
Ma J, Wang Q, Zhao Z (2017) SLAE-CPS: Smart Lean automation engine enabled by cyber-physical systems technologies. Sensors 17(7):22
Malhotra NK (2004) Marketing Research and Applied Orientation, 4th edn. Prentice Hall, Upper Saddle River, NJ
Malik AA, Bilberg A (2018) Digital twins of human robot collaboration in a production setting. Procedia Manufacturing 17:278–285
Mayer A, Weigelt M, Kuhl A, Grimm S, Erll A, Potzel M, Franke J (2018). A conceptual conjunction of lean management and Industry. In: Procedia CTRP, 51st CIRP conference on manufacturing systems (Vol. 72, pp. 622–628).
Melville N, Gurbaxani V, Kraemer K (2007) The productivity impact of information technology across competitive regimes: the role of industry concentration and dynamism. Decis Support Syst 43(1):229–242
Meudt T, Metternich J, Abele E (2017) Value stream mapping 4.0: holistic examination of value stream and information logistics in production. CIRP Annals Manufact Technol 66(1):413–416
Meyer A, Tsui A, Hinings C (1993) Configurational approaches to organizational analysis. Acad Manag J 36(6):1175–1195
Moeuf A, Lamouri S, Pellerin R, Tamayo-Giraldo S, Tobon-Valencia E, Eburdy R (2020) Identification of critical success factors, risks and opportunities of Industry 4.0 in SMEs. Int J Product Res 58(5):1384–1400
Montabon F, Daugherty PJ, Chen H (2018) Setting standards for single respondent survey design. J Supply Chain Manag 54(1):35–41
Müller R, Vette M, Scholer M (2016) Robot workmate: a trustworthy coworker for the continuous automotive assembly line and its implementation. Procedia CIRP 44:263–268
Netland T (2016) Critical success factors for implementing lean production: the effect of contingencies. Int J Prod Res 54(8):2433–2448
Netland T, Ferdows K (2014) What to expect from corporate lean programs. MIT Sloan Manage Rev 55(4):83–89
Nicoletti B. (2013) Lean and Automate manufacturing and logistics. In: T. M. Prabhu V., (Eds.), Advances in Production Management Systems. APMS 2013 (pp. 278–285). Berlin, Springer, Germany
Ohno T (1988) Toyota production system: beyond large-scale production. Productivity Press, Oregon (USA)
Pagliosa M, Tortorella G, Ferreira JCE (2019) Industry 4.0 and lean manufacturing: a systematic literature review and future research directions. J Manufact Technol Manag. 32(3):543–69
Pan Z, Polden J, Larkin N, Van Duin S, Norrish J (2012) Recent progress on programming methods for industrial robots. Robot Comput-Integrated Manufact 28(2):87–94
Pedersen MR, Nalpantidis L, Andersen RS, Schou C, Bøgh S, Krüger V, Madsen O (2016) Robot skills for manufacturing: from concept to industrial deployment. Robot Comput-Integrated Manufact 37:282–291
Pettersen J (2009) Defining Lean production: some conceptual and practical issues. The TQM Journal 21(2):127–142
Phillips L (1981) Assessing measurement error in key informant reports: a methodological note on organisation analysis in marketing. J Mark Res 18(4):395–415
Portioli-Staudacher A, Tantardini M (2012) Investigating the main problems in implementing Lean in supply chains of service companies. Int J Serv Oper Manag 11(1):87–106
Powell D, Eleftheriadis R, Myklebust O (2021) Digitally enhanced quality management for zero defect manufacturing. Procedia CIRP 104:1351–1354
Quadt D, Kuhn H (2007) A taxonomy of flexible flow line scheduling procedures. Eur J Oper Res 178(3):686–698
Rafique M, Ab Rahman M, Saibani N, Arsad N, Saadat W (2016) RFID impacts on barriers affecting lean manufacturing. Ind Manag Data Syst 116(8):1585–1616
Ragin C (2008) Redesigning social inquiry: Fuzzy sets and beyond. University of Chicago Press, Chicago (USA)
Rietzel D, Friedrich M, Osswald T (2017) Additive Manufacturing. In: Osswald TA (ed) Understanding polymer processing: processes and governing equations. Munich, Hanser, pp 147–169
Riezebos J, Klingenberg W, Hicks C (2009) Lean production and information technology: connection or contradiction? Comput Ind 60(4):237–247
Romero D, Gaiardelli P, Powell D, Wuest T, Thürer M (2019) Rethinking jidoka systems under automation & learning perspectives in the digital lean manufacturing world. IFAC-PapersOnLine 52(13):899–903
Rossini M, Costa F, Tortorella GL, Valvo A, Portioli-Staudacher A (2021) Lean production and Industry 4.0 integration: how Lean Automation is emerging in manufacturing industry. Int J Product Res 28:1–21
Roy D, Mittag P, Baumeister M (2015) Industrie 4.0 – Einfluss der Digitalisierung auf die fünf Lean-Prinzipien Schlank vs. Intelligent. Product Manag 20(2):27–30
Rüßmann M, Lorenz M, Gerbert P, Waldner M, Justus J, Engel P, Harnisch M (2015). “Industry 4.0: The Future of Productivity and Growth in Manufacturing Industries.” Boston Consulting Group,
Saldanha T, Melville N, Ramirez P, Richardson V (2013) Information systems for collaborating versus transacting: Impact on manufacturing plant performance in the presence of demand volatility. J Oper Manag 31(6):313–329
Sanders A, Elangeswaran C, Wulfsberg J (2016) Industry 4.0 implies lean manufacturing: research activities in industry 4.0 function as enablers for lean manufacturing. J Ind Eng Manag 9(3):811–833
Sanders AK, Subramanian KR, Redlich T, Wulfsberg JP (2017). Industry 4.0 and lean management–synergy or contradiction?. In: IFIP international conference on advances in production management systems (pp. 341–349). Springer.
Sartal A, Vázquez X (2017) Implementing information technologies and operational excellence: planning, emergence and randomness in the survival of adaptive manufacturing systems. J Manuf Syst 45(1):1–16
Sartal A, Llach J, Vázquez X, de Castro R (2017) How much does Lean Manufacturing need environmental and information technologies. J Manuf Syst 45(1):260–272
Sartal A, Carou D, Dorado R, Mandavo L (2018a) Facing the challenges of the food industry: Might additive Manufacturing be the answer? Proc Inst Mech Eng, Part b: J Eng Manufact 233(8):1902–1906
Sartal A, Martínez-Senra A, Cruz-Machado V (2018b) Are all lean principles equally eco-friendly? A panel data study. J Clean Prod 177:362–370
Sartal A, Carou D, Davim JP (Eds.). (2020). Enabling technologies for the successful deployment of industry 4.0. CRC Press.
Saxby R, Cano-Kourouklis M, Viza E. (2020). An initial assessment of Lean Management methods for Industry 4.0. TQM J
Schneider M, Schulze-Bentrop C, Paunescu M (2010) Mapping the institutional capital of high-tech firms: A fuzzy-set analysis of capitalist variety and export performance. J Int Bus Stud 41(2):246–266
Schou C, Andersen R, Chrysostomou D, Bøgh S, Madsen O (2018) Skill-based instruction of collaborative robots in industrial settings. Robot Comput Integrated Manufact 53:72–80
Singh B (2012). Role of industrial robots in lean manufacturing system. Int J Sci Res Eng Technol (IJSRET) Vol. 1
Sommer L (2015) Industrial Revolution – Industry 4.0: Are German Manufacturing SMEs the First Victims of This Revolution? J Ind Eng Manag 8(5):1512–1532
Sordan JE, Oprime PC, Pimenta ML, da Silva SL, González M OA (2021a). Contact points between Lean Six Sigma and Industry 4.0: a systematic review and conceptual framework. Int J Quality & Reliabil Manag.
Sordan JE, Oprime PC, Pimenta ML, Lombardi F, Chiabert P (2021b). Symbiotic relationship between robotics and Lean Manufacturing: a case study involving line balancing. TQM J
Strandhagen J, Alfnes E, Strandhagen J, Vallandingham R (2017) The fit of industry 4.0 applications in manufacturing logistics: a multiple case study. Adv Manufact 5(4):344–358
Thoben KD, Wiesner S, Wuest T (2017) Industrie 4.0 and smart manufacturing-a review ofresearch issues and application examples. Int J Autom Technol 11(1):4–16
Tofail S, Koumoulos E, Bandyopadhyay A, Bose S, O’Donoghue L, Charitidis C (2018) Additive manufacturing: scientific and technological challenges, market uptake and opportunities. Mater Today 21(1):22–37
Tonelli F, Demartini M, Pacella M, Lala R (2021) Cyber-physical systems (CPS) in supply chain management: from foundations to practical implementation. Procedia CIRP 99:598–603
Tortorella G, Fettermann D (2018) Implementation of Industry 4.0 and lean production in Brazilian manufacturing companies. Int J Product Res 56(8):2975–2987
Tortorella GL, Pradhan N, Macias de Anda E, Trevino Martinez S, Sawhney R, Kumar M (2020) Designing lean value streams in the fourth industrial revolution era: proposition of technology-integrated guidelines. Int J Prod Res 58(16):5020–5033
Vázquez X, Sartal A, Lozano L (2016) Watch the working capital of tier-two suppliers: a financial perspective of supply chain collaboration in the automotive industry. Supply Chain Manag: Int J 21(3):321–333
Wagner T, Herrmann C, Thiede S (2017) Industry 4.0 impacts on lean production systems. Procedia CIRP 63:125–131
Wang S, Wan J, Li D, Zhang C (2016) Implementing smart factory of industrie 4.0: an outlook. Int J Distrib Sens Netw 12(1):3159805
Weller C, Kleer R, Piller F (2015) Economic implications of 3D printing: Market structure models in light of additive manufacturing revisited. Int J Prod Econ 164:43–56
Womack J, Jones D (2003) Lean Thinking. Simon and Schuster, London (UK)
Womack J, Jones D, Ross D (1990) The machine that changed the world. MacMillan/Rawson Associates, New York
Woodside AG (2013) Moving beyond multiple regression analysis to algorithms: calling for adoption of a paradigm shift from symmetric to asymmetric thinking in data analysis and crafting theory. J Bus Res 66(4):463–472
Yang M, Hong P, Modi S (2011) Impact of lean manufacturing and environmental management on Plant performance: An empirical study of manufacturing firms. Int J Prod Econ 129(2):251–261
Yin Y, Stecke KE, Li D (2018) The evolution of production systems from Industry 2.0 through Industry 4.0. Int J Product Res 56(1–2):848–861
Zelbst P, Green K, Sower V, Abshire R (2014) Impact of RFID and information sharing on JIT, TQM and operational performance. Manag Res Rev 37(11):970–989
Funding
Open Access funding provided thanks to the CRUE-CSIC agreement with Springer Nature. Our work has received financial support from the Spanish Government through grant PID2019- 106677GB-I00/AEI/10.13039/501100011033.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors certify that they have NO financial interest, or non-financial interest in the subject matter or materials discussed in this manuscript.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sartal, A., Llach, J. & León-Mateos, F. “Do technologies really affect that much? exploring the potential of several industry 4.0 technologies in today’s lean manufacturing shop floors”. Oper Res Int J 22, 6075–6106 (2022). https://doi.org/10.1007/s12351-022-00732-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12351-022-00732-y