
Abstract
In this research work, a method for integrating a local reinforcement structure in a medium-pressure plate (MPP) for fuel cell electric vehicle (FCEV) applications was developed using steel–aluminium hybrid-casting technology. Using this technology, it is possible to create a bonded enclosure of a steel reinforcement patch with the cast aluminium pressure plate to increase its stiffness and achieve 15% package space savings. A load-compliant, manufacturable patch was chosen and optimised for maximum stiffness gains using non-linear static finite-element (FE) calculations. Special form and process requirements due to hybrid-casting technology were examined and secured with casting simulations. The reinforcement patch was manufactured and coated with a unique aluminium–silicon coating enabling a ductile material connection between the steel and aluminium, and casting trials were conducted to create prototypes. Additionally, the insulating plastic layer on top of the metallic pressure plate carrier was substituted from costly short-fibre-reinforced high-performance plastic to cheaper and stiffer glass-mat reinforced thermoplastic material. Finally, the new hybrid MPP was tested mechanically, and the FE-Model was verified. In summary, through the package gain, 2.1 kW more power output and 11% less weight could be achieved while remaining stiffness neutral.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction and State of the Art
Decarbonisation and the use of renewable energy are key factors for the development of a sustainable mobility future. In addition to battery electric vehicles (BEVs), fuel cell electric vehicles (FCEVs) represent an alternative solution with advantages in energy density, maximum range, and charging time (Klell et al., 2018). However, FCEVs are currently mostly large-sized, costly sedans and SUVs because of the huge installation space required for the integration of the fuel cell (FC) system (Siebenpfeiffer, 2021). The powertrain layouts of FCEVs demonstrate the tough task of situating a complete FC system into the vehicle body. Besides the FC stack, electric motor, and hydrogen tanks, various subsystems and components, which are often called balance of plant (BoP), must be placed in tight installation spaces.
In the first-generation Toyota Mirai (2014) and Mercedes-Benz B-class F-cell (2010), FC stacks were placed under the front seat. This packaging especially reduced the rear passengers’ footwell and limited the overall power output and the total fuel tank volume (FuelCellsWorks, 2020; Töpler & Lehmann, 2017). Current generations of FCEVs, such as the second-generation Toyota Mirai (2020), Hyundai Nexo (2018), Honda Clarity (2016), and BMW iX5 Hydrogen (2022), carry the FC electric drive system in their front compartment which is equivalent to the engine bay of combustion engine cars. The development of FCs with increased energy density has enabled locating the stack between the front longitudinal members, while still providing sufficient power output. This placement has improved the interior space and passenger comfort and enabled higher flexibility for integrating the hydrogen tanks (BMW Group, 2022; El-Kharouf & Kaya, 2022; Toyota Motor Corporation, 2020).
However, to be able to install FCs in medium-sized or even small cars, the energy density of the FCs must be further improved, and the required packaging space for the system must be further reduced. The FC system should be able to be placed into the narrow front end of smaller vehicles (Siebenpfeiffer, 2021; Pischinger & Seiffert, 2021; BMW AG, 2022). Therefore, the dimension in the stack’s longitudinal direction and the width between the front rails of the vehicle body are of main interest (Fig. 1). It defines the maximum installable power output or the minimum integrable vehicle size. High-efficient usage of this installation space also helps for compact and flexible placement of BoP components in the direct surroundings of the stack and creates new spaces for additional functions (Fang, 2023).

Package of the FC stack in a vehicle’s front end [similar to (BMW AG, 2022)]
1.1 Medium-Pressure Plate (MPP)
1.1.1 System Overview
The stack is the core element of a proton exchange membrane fuel cell (PEM-FC) and consists of multiple single cells, two current collector plates, and two end plates. A single cell is composed of a membrane electrode assembly (MEA) and bipolar plates on both sides of the assembly. A number of these single cell units are stacked in a series and enclosed with two current collector plates, where the sum of the single cell voltages is accumulated and transferred to the voltage converter (Dey et al., 2019). The stacked cells and current collectors are sandwiched between two end plates, which form a system for enclosing and compressing them together (Fig. 2). This is to ensure the sealing, electrical contact, and structural integrity of the FC stack (Pollet et al., 2016).

FC stack assembly components: position and surrounding of the MPP [similar to (BMW AG, 2022)]
The compression is accomplished by belts, screws, or tension rods during the assembly process. Typically, the end plates transmit the external tension force into a compression force on the stacked single cells and current collector plates. In the considered automotive system, the membranes and plates are assembled inside a stack house, which is a box-shaped outer casing for protecting the system against environmental impact. One of the end plates is fully located inside the stack house. With screws that are accessible from the outside (Fig. 2b), the position of this end plate and, thus, the compressive load on the stack can be adjusted. The outer end plate is of main interest in this work. It is mounted on the outside surface of the stack house, and a certain portion of the plate thickness is projecting from the stack house (Fig. 2b).
This feature is important for comprehending the difference between overall plate thickness and the required installation space, which is the fraction sticking out of the stack house. In addition to its mechanical task of transferring the compression forces, the outer end plate provides the inlet and outlet channels of the FC’s reactants and coolant; hence, it is referred to as a medium-pressure plate (MPP; Fig. 2a, b). It is also the interface between the outer current collector, the stack house, and the media module with auxiliary system components (Klell et al., 2018; BMW AG, 2022).
Many studies have shown that pressure distribution considerably affects cells’ electrochemical performance. In Zhou et al. (2007) and Chang et al. (2007), the clamping pressure levels on the properties of the gas diffusion layer (GDL), such as electrical resistance, porosity, and permeability, and their impact on overall power density were determined to be significant. Wang et al. (2008) used pressure-sensitive films and a hydraulically pressurised end plate to study pressure distribution and its influence on FC performance and found, as in Zhou et al. (2007) and Chang et al. (2007), that a homogenous pressure distribution is highly important to the performance and efficiency of an FC.
The pressure and its distribution can be adapted by the plate design and mounting. Dey et al. (2019) considered several end plate geometries corresponding to high- and low-pressure zones. They found that the number and the placement of the clamping bolts significantly affected the uniformity of the pressure distribution. An end plate composed of carbon- and glass-fibre-reinforced plastic with a pre-curvature to enhance the pressure distribution was shown in Yu et al. (2010). Asghari et al. (2010) designed, calculated, and manufactured an end plate of a small 5 kW PEM-FC using an aluminium (Al) backing plate with inserted Teflon parts in the inlet and outlet passages. They found that it makes sense to increase the plate thickness for stiffness gains up to a certain value (35 mm for their specific application). However, higher plate thicknesses created negligible stiffness increases and led to disadvantages in weight, volume, and cost. Lin et al. (2011) performed topology optimisations on end plates and found that increasing the local stiffness helps to keep the contact pressure as uniform as possible. However, none of the cited works applies either to the demands in size and total power output of a vehicle application or to manufacturability goals of a (small- or medium-sized) series production.
1.1.2 Functions and Requirements
As mentioned above, pressure distribution onto the MEAs is one of the most important functions of the MPP. Pressure is needed to reduce contact resistance between adjacent cells and to prevent leakage of reactants. Because the electrochemical performance and efficiency of the FC are primarily determined by the uniformity of the pressure distribution, the MPP should feature high flexural stiffness under all operational conditions (Wang et al., 2008; Zhou et al., 2007).
A typical range of operating temperatures of a PEM-FC is – 40 °C to + 100 °C, which causes considerable thermal stresses due to the different thermal expansion coefficients of the materials used in the stack assembly (Nakagaki, 2015). Variations in the mentioned pressure distribution as well as material separations or breakage due to thermal influence must be prevented. Since the MPP also carries inlet and outlet channels for hydrogen, air and coolant with glycol antifreeze, the chemical resistance of the used materials is also crucial. Possible fouling of the membrane by dissolved metal ions from the MPP leads to a reduction in output power and must be prevented at all times (Pollet et al., 2016). The same applies to corrosion due to the humidified inlet gases and the exhaust steam. Furthermore, stacks for automotive applications usually provide high voltages, which need to be transferred safely to the desired current terminal. Therefore, high electrical insulation of the plate is needed (Fu et al., 2007). In addition to these functional requirements, an MPP must be space saving and lightweight as well as in compliance with manufacturability and low production costs. Besides the choice of materials, the design of the plate is the most important factor in meeting these requirements.
While package saving is obvious, the MPP needs to accomplish many geometric aspects, such as the supply and removal of hydrogen, air, and coolant via inlet and outlet channels for each of the media, which are typically positioned around the outline of the MPP (Fig. 3). Due to heat generation caused by high currents, some applications require direct cooling of the outer current collector plate. For that, a flow field for coolant along the current collector’s surface is necessary (Nakagaki, 2015). The channels and flow fields must be dimensioned and shaped by the needs of the dedicated fluid dynamics to achieve low flow resistance and minimal pressure drop for high efficiency. To prevent uneven pressure distribution on the stack, an appropriate rib structure to support the current collector inside the flow field is needed. Gasket lines around the channels and flow field are also included in the design. On the outside of the stack, the MPP provides all the necessary mounting points for the media module with piping, pumps, valves, and sensors for operating the FC. In addition, a half-shell-shaped recirculation canal for returning unused hydrogen can be included on the media module side as well (Fig. 3b) (BMW AG, 2022).

Geometrical features of a schematic MPP: a inner stack side and b outer media module side
1.1.3 Materials and Construction Methods
The given functional and geometric tasks lead to specific demands in plate design and material choice. Two categories of materials are specifically focussed on to fulfil the MPP requirements. One is metal, and the other is fibre-reinforced plastic (FRP). While metals like Al, titanium, or stainless steel are commonly used for MPPs due to their high stiffness (Young’s modulus) and thermal stability, their chemical resistance and electrical insulation are not sufficient. Due to its good power-to-weight ratio and low costs, Al is generally the most advantageous metal. To achieve better chemical resistance and electrical insulation, polymer materials, such as thermoplastics (polyphenylene sulphide (PPS), polytetrafluoroethylene (PTFE), polystyrene (PS)) and thermo-setting plastics (phenolic resin), are being used to line the inner stack side of the MPP (Kim et al., 2008; Nakagaki, 2015). Usually, these materials are reinforced by short fibres, and injection moulding techniques are used, resulting in limited stiffness and low strength (Buerkle, 2003).
In Nakagaki (2015), a stack manifold for the first-generation Toyota Mirai, which integrates a plastic insulator and pipes into a single-piece hybrid MPP, was described. In this design, a casted Al plate was over-moulded with resin in the injection moulding process. Measures against specific problems like resin detachment and breakage due to different coefficients of thermal expansion were examined and choosing a resin with low water absorption helped to achieve high insulation resistance. The described design of this plate is closely related to the MPP design described in this work.
1.2 Hybrid-Casting Technology
Hybrid-casting is a well-known technology used to integrate steel and iron inserts into casted Al parts during the casting process. It is mainly used to reinforce Al engine components and blocks. Typical parts are ring inserts, cylinder liners, and bearing reinforcements (Sun et al., 2014; Tschöke et al., 2018; van Basshuysen & Schäfer, 2017). In these applications, the connection between steel and Al is only created by form and/or force locking. A form locking mechanism can be achieved using holes and undercuts through which the cast aluminium flows, thus securing the position of the insert. Force locking can be achieved when the Al melt cools down and the higher Al shrinkage creates a compression force on the lower shrinking steel insert part (Fang, 2017).
As in the case of the engine components, there have also been some proposals to use hybrid-casting in structural components of a vehicle body. A hybrid-cast subframe concept was developed by Magna Cosma (Watkins et al., 2014). The higher Al shrinkage during the melt cool-down in comparison to the overcasted steel tube was used to create the force and form locking. In a rear rail with an integrated steel spring/damper mount, hybrid-casting was investigated to create a fully structural body component (Schittenhelm et al., 2018). A stiffness gain of 11% was demonstrated in comparison with the monolithic Al design. However, a material bond between Al and steel could not be achieved, and immediate detaching occurred when steel sections were cut free.
Using hybrid-casting technology, a shock tower concept was proposed and analysed virtually (Stolz et al., 2022). Steel inserts and a matched rib layout were used to improve the local stiffness and crash performance of this part. A 14% weight saving compared with that of the steel solution and 5 mm more package space for spring and damper compared with that of the Al solution were achieved.
Except for the mentioned engine components, none of these concepts has yet found any real application in automotive series production. This is because only force and form locking joints can be produced, and the pure material connection of steel and cast Al, if any, is very brittle. Brittle connections cause limited fatigue lifetime and promote the risk of small gaps between the steel inserts and the cast Al which is critical for contact corrosion (Fang et al., 2018).
The brittleness of the connection is due to the presence of Al–Fe intermetallic phases (IMPs) when steel reacts with Al at high temperatures. To avoid the brittle transition layer between steel and Al, a novel aluminium‒silicon (AlSi) coating was developed by Fang (Fang, 2017; Fang et al., 2018), using physical vapour deposition (PVD). The coating has a thickness of 20–25 µm and consists of two sublayers. The first 2–3 µm layer on the steel substrate consists of fine grains and different binary and ternary Fe–Al IMPs. The second thicker layer consists mainly of Al and Si, which can fuse with the Al cast material during hybrid-casting (Martin et al., 2022), forming a medium-strength ductile bonding between the two materials.
In tensile tests on shear specimens, which were produced in high-pressure die casting, an average shear tensile strength of 15 MPa with very small scatter and ductile fracture behaviour was achieved (Fang, 2017). The ductility of the bonding was further confirmed by fatigue tests, where the substrate material failed prior to the connection (Sulik & Fang, 2021).
2 Target of the Work
To use FCs in medium-sized and small vehicles, the lateral and vertical dimensions of FC systems must be further reduced in addition to the improvement of energy density. Also, the costs should be minimised.
For this purpose, one of the components of the FC, the MPP, was considered based on a current large SUV FC. This MPP consists of an Al-casted supporting structure with an injection moulded insulation layer made of high-performance PPS material. Due to the basic mechanical principles of beam and plate bending (Fang, 2023), which may be applied on the thick MPP, the weight saving of Al to steel is limited, while the package (thickness) requirement is much larger than that of steel. Therefore, the first target of this work was to reinforce the Al casting with steel inserts to maintain the material compatibility between MPP and stack housing (made of Al).
In the reference vehicle, the insulation layer was made of very costly, high-performance short-fibre-reinforced PPS material concerning chemical resistance. To reduce the cost and further increase the package utilisation, a glass-mat reinforced thermoplastic (GMT) material should be used by a compression moulding process that may enable longer fibre length for higher stiffness and strength. The GMT material should have similar chemical resistance with the PPS material.
Besides the material selection, characterisation, MPP design, and its FE-optimisation, the production process of an Al-casted, steel reinforced, and plastic-over-moulded MPP should also be developed in this work.
3 Method
3.1 Materials
3.1.1 Al Alloy and Steel Substrate
For the major structural part of the novel hybrid-casted MPP, an AlSi7Mg0.3 alloy for sand casting was selected as it is the same material and casting technique used in the reference MPPs casted supporting structure. The same design and manufacturing principles can be applied to die casting.
The steel reinforcement insert was a dual-phase steel DP 780. This material has a higher tensile strength of minimum more than 800 MPa. Since the steel has a three times larger Young’s modulus to aluminium as well, along with the higher strength, it may thus enhance the load-carrying function of the MPP and reduce the required package space for the MPP. The mechanical properties of both materials are listed in Table 1.
Prior to the hybrid-casting process, the steel inserts were coated with an AlSi layer according to Fang (2017), using PVD as described in Sect. 1.2. With this coating, a stable and ductile material joining of the steel insert and cast Al can be achieved in the hybrid-casting process.
3.1.2 GMT and its Forming Process
For the plastic insulation layer of the new MPP, a GMT (X121 F42; Mitsubishi Chemical Advanced Materials Composites, Switzerland) was selected, which should be processed using compression moulding. It is a polypropylene (PP) laminate with layers of randomly oriented glass fibres and two endless woven glass-fabric reinforcements (Fig. 4). The randomly orientated chopped fibres in the outer and inner layers have fibre lengths up to 50 mm and are embedded into the PP matrix. The total fibre content of this material was 40 wt% (Quadrant Plastic Composites AG, 2013).

Layer structure of the insulation layer material PP-GMT X121 F42
The GMT material substituted the current PPS GF30 of the reference plate, since this material was injection moulded, and through screws of the compounder and the high injection pressure, the fibre lengths were considerably shorter than 1 mm, which implies a considerably reduced strength and slightly reduced stiffness compared with compression moulded materials.
The quasi-static material properties, determined by tensile tests in a climatic chamber with temperatures of 20 °C, 80 °C, and 95 °C and sufficient dwell time, are summarised in Table 2.
In addition, the material properties were measured at the highest possible operation temperature of the FC (95 °C) after they were chemically treated in an acid liquid solution for 720 h. The solution used recreated a worst-case working environment in a PEM-FC. It consisted of a mixture of distilled water, sulphuric acid (H2SO4), and sodium fluoride (NaF) salt. The NaF salt released sulphate ions (SO4−), sulphite ions (SO3−), and hydrogen sulphate ions (HSO4−). Hydrogen fluoride (HF) acid was also produced, which was able to attack the glass fibres of the reinforced plastics (Anand et al., 2024).
The GMT specimens were produced using compression moulding with delivered materials in a press tool, which can compression mould the heated GMT material (ca. 230 °C) to a plate similar to that of Xu and Fang (2023). The PPS specimens were injection moulded directly into the dog-bone sample shape for tensile testing.
In respect to the data shown in Table 2, Young’s modulus of the GMT X121 F42 material was reduced by 17.7% when temperature increased from 20 °C to 95 °C. This reduction was even less (only 8%) after chemical pre-treatment. For PPS GF30, it was 25.9% or 28.6%, respectively. Concerning the strength, the same tendency can be seen: while GMT’s strength was reduced by 35.5% (41%), the reduction of PPS was 43.4% (57.3%) and thus much higher. Since the PP-GMT material showed less weakening due to increasing temperatures and chemical treatment, it was chosen for the insulation layer of the new MPP.
3.2 FE Models
3.2.1 Structural Calculations
To calculate the stiffness and rigidity of the reference and the new MPP and especially to investigate the effects of inserted steel reinforcements through hybrid-casting, numerical simulations were carried out using the Altair OptiStruct solver (Altair Engineering Inc., USA). The FE model, built using Altair Hyperworks, consists of the Al structural component, the plastic insulation layer mantled over it and a current collector plate that induces the compression force of the stacked single cells onto the MPP. Figure 5 shows the load case and the meshed components of the FE model for the hybrid-casted variant when a steel reinforcement is integrated as a sheet inside of the Al component. For the reference MPP, the geometry is different from the hybrid-casted part without steel reinforcement. However, the principle is the same.

a Load case and b meshed geometry for structural FE calculation of the MPP
All components were meshed with tetrahedron elements with a 3-mm mesh. Due to its simple rectangular shape, the current collector was meshed with prism-shaped elements of the same size. Young’s moduli were as follows: for the cast Al, it was 70 GPa; for the steel insert, 210 GPa; for the plastic layer, 10 GPa; and for the titanium current collector, 105 GPa. All materials were assumed to be isotropic. For simplification, ideal node-to-node connections were applied between Al, steel and plastic. The titanium current collector had frictional contact with the plastic layer.
In the clamping holes around the outside of the MPP, RBE2 elements with the independent node fixed in all degrees of freedom were used to fix the plate. The total load transmission of ~ 60 kN via the current collector plate was split in the inner active cell area (~ 85%) and the outer gasket area of the media breakthroughs (~ 15%). These values were given by the OEM partner in this work. To calculate this non-linear static load case, OptiStruct as an implicit conjugate gradient solver was used with convergence criteria 1.0 × 10–6.
3.2.2 Casting Simulation
To determine overall castability and to investigate the impacts of the steel insert on mould filling and solidification, the software RWP WinCast expert (RWP GmbH, Germany) was utilised to conduct casting process simulations. The geometry components of the casting model were discretised with about 1.3 million prismatic elements with edge lengths from 0.5 to 5 mm, depending on the desired accuracy for the parts region. The material for the fillable components cast part, runner system, and risers was A356 (AlSi7Mg0.3). The liquidus temperature of this material was set to 613 °C, and solidus temperature was 557 °C. The main thermophysical properties heat conductivity, specific heat capacity, and the temperature-dependent density of the cast material used in the simulation are shown in Fig. 6a. Additional physical and mechanical material data, not illustrated here, such as latent heat, thermal expansion, and Young’s modulus, were retrieved from the RWP software’s database and also incorporated into the simulation. As there is no material card for the DP 780 steel material, and this work focuses on the development of an MPP, the recommendation of the software developer followed: the thermophysical data of X38CrMoV5-1 (AISI H11) steel were used instead of DP 780, as they are available in the database and are close to that of dual-phase steel. The form material was set to be dry sand with furan resin, and the feeder sleeves were modelled with the exothermic ceramic Kal81.

a Thermophysical properties and b heat transfer coefficients (HTCs) used in the casting simulation
The temperature-dependent heat transfer coefficients (HTCs) were set according to the material pairings and are specified in Fig. 6b. The HTCs significantly influence the solidification behaviour of the melt in contact with the steel sheet insert, as do the properties of the casting alloy during the liquid–solid-phase transition. The HTCs were determined in internal trials by the software developer RWP. We estimate that slight deviations in the HTCs have minimal impact on the bond with the AlSi-coated steel sheet, given the likely short contact time between the liquid melt and the solid steel sheet.
The casting temperature in the simulation varied from 740 °C to 760 °C due to the limitations of the low-pressure sand casting equipment used for the casting trials. The steel sheet insert was preheated to 355 °C, while the form and environment were set to a temperature of 25 °C. The sand form was modelled automatically with an extension of 45% to the outmost boundaries of the cast part. The filling rate was 3.4 kg/sec.
The incremental time steps were set up stepwise, whereby mould filling was calculated in 0.1 s steps, and solidification was calculated with an increasing time step grading from 1.0 to 60.0 s.
4 Concept and Design
4.1 Reference Plate Analysis and Target Setting
The reference MPP consisted of an Al plate and an injection moulded PPS GF30 insulation layer and had a total thickness of 49 mm with a split of 25 mm intruding into the stack house and 24 mm standing out of it, as can be seen in Fig. 8. Six breakthroughs with specific cross-sections ensured the supply and eduction of the reactants and coolant (Fig. 7). The plate had multiple ribs inside the coolant flow field to support the overlying current collector and weight-saving pockets on the side of the media module interface. A slightly embedded canal for the recirculation path was also incorporated comparable to that in Fig. 3b.

Max. displacement of the reference MPP calculated by FEM: a inner stack side and b outer media module side
As a first step, the maximum deformation of the reference MPP was analysed under the load described in Fig. 5a (Sect. 3.2.1). As can be seen in Fig. 7, the highest displacement occurred in the middle region of the plate, where the material was furthest from the fixed bolting positions. Additionally, the plate thickness was reduced in this region due to the incorporation of the coolant flow field behind the current collector. The calculated displacement of 0.137 mm in the plate’s y-direction was of great importance, as it sets the target value for the optimisation of the new steel reinforced MPP.
For the hybrid-casted new MPP, the required installation space was reduced by reinforcing the Al plate with a steel insert using hybrid-casting, since the beam bending stiffness was proportional to its Young’s modulus and bending inertia, as can be seen in Eq. 1
where \({\text{I}}_{1,2}\) are the bending inertia of material 1 or 2 (Fang, 2023). One can easily deduce that a thinner steel sheet may contribute nearly the same bending stiffness as a three times thicker Al plate. The maximum deformation should be kept as close as possible to the reference value of 0.137 mm. Weight savings due to the decreased overall volume of the new plate should remain as high as possible. All the main geometrical features, such as media breakthroughs, connection faces, and mounting points, had to be taken over in the novel MPP to retain compatibility and all functionalities.
4.2 Development of a Hybrid-Casted MPP
After the target settings, the new MPP was optimised using Optistruct. Based on the optimisation results, a CAD design was interpreted and made. To save a significant amount of installation space and achieve corresponding advantages in front-end packaging, the proportion of the plate that stuck out of the stack house was progressively reduced from 24 to 19 mm thickness (– 21%). Combined with the stack house intruding part of the plate, which was 22.5 mm thick (– 10%), the total plate thickness of the hybrid-casted MPP was 41.5 mm, which was 15% less than the reference plate. This could correspond to an increase of 2.1 kW of output power for the FC. Figure 8 illustrates the differences in plate thickness and where the space savings were located.

Comparison of the different plate thicknesses and their split (referencing on the flange to the stack house)
Further changes compared with the reference geometry were made in the rib structure inside the coolant flow field. While all connecting surfaces, mounting points, media breakthroughs, etc. were kept unchanged for compatibility to the reference stack house and BoP components, the rib design was changed. They were enlarged with larger radii to improve the flowability of the GMT insulation layer material in the compression moulding process. To maintain the coolant flow area and the flow resistance, the total rib number was reduced from 5 to 3 (compare Figs. 7 and 9). On the backside of the plate, the half-shell canal for the recirculation path was fully integrated into the MPP as a second GMT remoulded component. In comparison with the reference, where this half canal was integrated into the bolted-on media module and the MPP only features the corresponding pocket of shallow depth, the new design saved package space compared with the reference via functional integration.

FEM calculated max. displacement of the new MPP without the steel reinforcement and the most significant changes compared with the reference design (red text): a inner stack side and b outer media module side
However, it resulted in a decrease of plate stiffness, as can be seen in Fig. 9 in comparison with Fig. 7. The displacement of the new MPP with the GMT insulation layer (without steel reinforcement) increased to 0.166 mm, which represented a stiffness loss of 21% in total. The stresses also increased in comparison to the reference values but were still uncritical.
To compensate for the stiffness loss as much as possible, a material bonded steel reinforcement insert was introduced into the Al plate using a hybrid-casting technique, while not influencing the outer contour of the plate.
The major effort was to determine the positions and geometries of the steel sheet patches and to analyse their influence on the MPP’s stiffness. A stress distribution analysis (Fig. 10) was conducted to determine areas with increased stresses and stress concentrations. These regions were expected to be especially suitable for steel reinforcement.

FEM result of the hybrid-casted MPP. Stress distribution on the a stack side, b media module side, and c longitudinal cross-section of the MPP
In addition to the locally increased stress values around the bolting positions, Fig. 10a indicates that the highest stresses occurred in the immediate area surrounding the two longitudinal ribs inside the coolant flow field. On the backside (connecting surface to media module, Fig. 10b), the stresses were slightly increased in the area near the coolant outlet hole. As the MPP underwent a bending load, there was a neutral and tension-free fibre in the middle and two higher loaded outside layers (surface of coolant flow field and backside), as shown in Fig. 10c. The stresses also revealed very high values around the bolting location. This was uncritical of plastic deformation or failure due to the support of the stack house. To sum up, the stress distribution complied with the results of the deformation values, as the highest stresses occurred where the deformation was also the highest.
Based on these results, steel reinforcements with different lengths, widths, and thicknesses were placed in the detected positions, and their effect on plate stiffness was investigated. For this, the high stress elements were isolated in the FEM software and then overlapped with the CAD model of the unreinforced Al plate. The design of the steel insert took the different functional elements of the plate into consideration, e.g., the coolant outlet hole and the longitudinal ribs as well as several mounting threats. Since the steel insert had to be preheated, as described in Sect. 1.2, induction heating of the steel prior to casting was also considered when designing the final steel insert and the Al cast part.
The investigations showed that a patch covering the high stress area on top of the coolant flow field could possibly generate the desired stiffness gain. Enlarging the patch outside of this area did not bring additional benefits; instead, it resulted in more weight and more complex form-filling characteristics during casting. The best stiffening effects were observed with sheet thicknesses up to 1.5 mm when the insert was placed in furthest possible position from the neutral fibre. Due to tough geometrical restrictions and a negligible stiffening effect of only 1.2%, no reinforcement was placed on the backside of the plate.
4.3 Casting Analysis and Adaptions
To investigate the influence of the steel sheet insert on the castability of the Al base plate of the MPP, casting simulations were carried out. Using the FE models described in Sect. 3.2.2, the effects of the steel insert on mould filling and solidification were examined.
The selected pouring position with the stack side on the bottom and eight circumferential gates (Fig. 12) induced a rising mould filling of the base plate and its ribs. When a steel sheet matching the size of the high stress region, as shown in Fig. 10a, was considered, a major change in the casting process was the filling of the ribs, which is shown in more detail in Fig. 11.

Influence of the steel sheet on the mould filling in the rib area. Pouring direction is + y. Unhindered filling without a steel sheet insert (a). By establishing six rib inflow holes in the steel sheet in (c), the filling time was significantly reduced compared with that of (b)
As shown in Fig. 11b, the filling of the two longitudinal ribs was significantly hindered by the considered steel sheet, as it covered about 75% of the rib inflow area. The melt, flowing from the outer runners and gates towards the interior of the plate and filling the negative mould of the ribs, could not directly get into the ribs. It had to flow over the steel sheet. The straight upper rib was accessible only from one side, which constituted a high risk for insufficient filling and material defects such as cavities or gas bubbles. The time requirement to fully fill the ribs as an evaluation criterion increased by 64% compared with the unhindered filling without a steel sheet, as shown in Fig. 11a. To solve this problem, three holes per rib were incorporated (Fig. 11c). The filling time was then reduced by 41% with this measure. The stiffness calculation did not show any disadvantages due to the six holes, because an additional form locking could be created, which proved to be beneficial for stiffness. The filling of the smaller transverse rib was not affected by the steel sheet.
The casting simulation was also used to adjust the feeder behaviour (Fig. 12). Due to the necessity of an inductive preheating of the coated steel sheet in the cope, the feeders could not be placed above mass accumulations, as is normally the case. The space needed inside the sand form to insert the induction coil would have impeded the optimal positioning of the feeders. Using casting simulation, the feeders could be repositioned, and the resulting porosities in the component could be predicted. The area of a potential high-porosity region was slightly bigger for the conventional MPP compared with the hybrid-casted variant. This suggests that the steel sheet even has a positive effect by acting as a kind of cooling iron to guide the solidification and reduce the possible formation of porosity.

Comparative positioning of the feeders due to the presence of an inductive heating coil for preheating the steel sheet of the hybrid-casted MPP: a without and b with steel sheet insert
4.4 Final CAD Design and FEM Evaluation
After stress and casting analysis, the final geometry of the steel reinforcement patch and the entire hybrid-casted MPP was defined. The final steel reinforcement sheet had a dimension of 100 mm × 140 mm and a thickness of 1.5 mm. It was located on top of the surface of the Al cast part in the coolant flow field area (Fig. 13a). This sheet metal was casted on its underside to the surface of the Al cast part, so that the steel sheet stuck out of the Al and was as far away from the neutral fibre as possible. Through this placement, stiffness was increased by 4.5% compared with a patch that was casted-in and thus had a smaller distance to neutral fibre.

a Steel reinforcement patch positioned on the bottom of the coolant flow field between the Al cast part and GMT insulation layer, b position of the steel sheet and inflow holes for the ribs, and c geometrical features between the components of the MPP
As can be seen in Fig. 13b, the steel sheet was integrated into the rib structure and the side walls of the coolant flow field for improvement of bonding strength and anti-peeling characteristics. This also helped in the compensation of part tolerances. Form locking with four additional knobs was introduced to further increase the bonding strength, especially against shear forces. Six larger holes for the form filling of the ribs were introduced (see also Sect. 4.3), which also functioned as form locking. The thickness of the GMT insulation layer subsequently applied was locally reduced from a nominal thickness of 3 mm to 1.5 mm in the area of the steel insert. Due to this, three tie rods were placed to ensure the adhesion of the GMT to the steel insert surface. Since the reinforced region would be completely remoulded with the GMT layer, small gaps would be covered and contact corrosion between steel and Al avoided.
The total stiffness gain by the steel reinforcement patch was quantified to 15% according to FEM. Regarding the deflection of the entire MPP, this meant a maximum value of 0.142 mm (Fig. 14), which was very close to the value of the reference MPP (0.137 mm) and represented a good compromise between the goal of package space saving and the constraints from functional features and manufacturing conditions. The stress distribution in the Al component could be significantly reduced. The max. stresses in GMT (15 MPa), Al (40 MPa), and steel (100 MPa) were all far below the strength of the materials. Figure 14c illustrates that the steel sheet takes the majority of the bending load from the compression force. The hybrid-casted MPP is 11% lighter than its thicker, non-reinforced variant due to the reduced overall volume. The insertion of the steel insert increased the total mass slightly by 0.122 kg or 2%.

Max. displacement on the a stack side, b media module side, and c stress distribution of the reinforced hybrid-casted MPP
5 Manufacturing
5.1 Hybrid-Casting
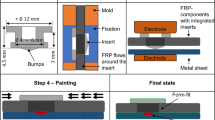
Following the procedures described in Sect. 3.1.1, the steel insert was PVD-coated with an AlSi layer. The sand forms were adjusted to accommodate and hold the steel sheet. For this purpose, a small pocket was formed into the drag of the casting form that corresponded to the outer geometry of the insert, as can be seen in Fig. 15a. High-temperature resistant neodymium magnets were also placed into the sand to hold the steel sheet in position during the filling process. The pouring position was in the parts’ y-direction with eight circular gates around the outline of the plate.

a Drag of the casting form with inserted steel sheet and pouring gates and b fully assembled form with induction coil for preheating of the steel insert
After putting cope and drag together and securing the form against floating, the inductive heating coil was lowered and fixed into the cope (Fig. 15b) and preheated the steel sheet to 355 °C in about 180 s. Preheating was regulated by a brazed-on thermocouple in the middle of the steel sheet insert. This thermocouple was also used to validate the casting simulation described in Sect. 3.2.2. The melt temperatures for the low-pressure sand casting process were set for 740 °C to 760 °C. Form filling took approximately 3 s, with a subsequent holding pressure of 100 mbar for 300 s. The measured temperature of the steel sheet is shown in Fig. 16 in comparison to the casting simulation result. The maximum steel sheet temperature in the process was 619 °C, closely matching the simulation result of 608 °C.

Measured and simulated temperature profiles of the steel sheet insert during form-filling and solidification
After full solidification, the form was opened, and the hybrid MPP could be demoulded (Fig. 17). Finally, fettling, heat treatment to T6 condition, and milling were carried out to complete the casting component.

a Demoulded hybrid-casted MPP with exothermic feeders and the area for inserting the induction coil (compare also Fig. 12), and b detail of the steel reinforced area
5.2 Compression Moulding
In the next step, the hybrid-casted MPPs were over-moulded with an insulation layer made of PP-GMT (Sect. 3.1.2). The press tool for the compression moulding process was conceptualised to be able to form the stack-sided insulation layer around the coolant flow field and media breakthroughs, as well as the media module-sided recirculation path canals in a single press stroke. The tool consisted of four planes with two punches, while the inserted casted component represented the corresponding die geometries (Fig. 18). Cone-shaped cores, which had the cross-section and the shape of the media breakthroughs, enabled the forming of inlets and outlets for coolant, hydrogen, and process air. The overall nominal thickness of the plastic layer was 3 mm with a local reduction to 1.5 mm in the area of the steel reinforcement patch.

Elements and layout of the press tool for compression moulding in an exploded view
In the manufacturing process, the tool was preheated to 100 °C with heating cartridges inside the two punches (indicated by red text in Fig. 18). Preheating helped to prevent fast freezing of the GMT melt and increased the flowability in tight component areas with high flow path lengths. The same method was applied for preheating the hybrid-casted component to 140 °C, which was done via a conductive heating plate. The pre-cut GMT preforms were placed in a circulating air oven and plasticised at a temperature of 230 °C. As an alternative, this step was also attempted in an infrared heater at 190 °C.
Once all components reached the desired temperatures, they were inserted into the die in the appropriate sequence: (1) Placing the molten GMT charge into the lower cavity of the press tool to form canals for the recirculation path, (2) Placing the hybrid-casted plate on top of the support plate, and (3) Placing the second GMT charge for the insulation layer on top of the cast part. After that, compression moulding was started. During the closing of the press, the plasticised GMT charges were compression moulded into the specified geometries. The press force was set to 2000 kN with a press velocity starting at 25 mm/sec and ending at 5 mm/sec. During the stroke, the support plate was supported by a die cushion with a force of 300 kN to ensure sealing between the cavities and the casted plate. To cool down the GMT and its solidification, the complete part was held in the die for 60 s before demoulding.
6 Component Analysis and Testing
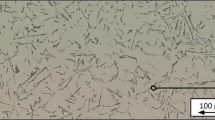
To evaluate the quality of the manufactured MPPs, especially the material bonds between steel and Al on the one hand and between the hybrid-casting and the GMT on the other hand, transverse sections were cut and analysed. It can be seen that no unusual defects, such as cavities, gas bubbles, or sink marks, were found in the casting part, especially in the direct surrounding area of the inserted steel sheet (Fig. 19a and b). As far as visual assessment was possible, the simulatively tested inflow holes for the two longitudinal ribs seemed to be effective in reality.

a and b Section cuts in different x–y-planes of the hybrid-casted MPP
The steel insert did not experience any noticeable distortion or warpage due to the heat input during casting and was reliably held in the desired position by the magnets.
One thing of note is that a thin but completely closed Al skin formed over the steel insert’s upper surface, where the steel should have been exposed. This was undesired but could not be prevented due to the insufficient sealing possibilities in the coarse moulding sand. Since the adhesion to the coated steel insert was given, the Al skin was tolerated and no further attention was paid to it.
The surface of the compression moulded insulation layer shown in Fig. 20a was of high quality, especially when the material was plasticised in a circulating air oven. Due to higher surface temperatures attained using infrared heating, some parts showed a light grey veil on the top surface, so that oven preheating cold be considered as the best method for achieving surface quality. The overall surface quality was comparable to the series production parts of the OEM partner using PPS injection moulding.

Analysis details of the GMT layer. a Section cut in a media breakthrough in the y–z-plane and b corresponding picture in a CT scan
Complete mould filling was achieved for the insulation layer and the recirculation path canals, even when the GMT charge masses variated slightly. Proper sealing of the two cavities was accomplished with increased forces in the die cushion at a min. of 250 kN, so that the normal forces (= sealing forces) between the cast part and the tool were high. The GMT wall thicknesses varied around the desired value of 3 mm, with a standard deviation of 0.4 mm due to shrinkage effects of the cast part and the flow distribution of GMT. Since the 3 mm GMT layer made only very small contributions to mechanical performance and worked predominantly as an insulation layer, this variation was accepted. The quality of the GMT layer in some critical areas is shown in Fig. 20. In the area of material concentration, small cavities could be measured by a computer tomography (CT) scan.
Finally, the manufactured pressure plates were tested for their mechanical performance (Fig. 21). The compression tests were carried out using a universal testing machine Zwick Z100 (ZwickRoell GmbH & Co. KG, Germany). The MPPs were mounted on an Al ring of 35 mm thickness, which simulated the contact surface and the bolting with the stack house. The ring was thus supported circumferentially with rigid steel blocks on the machine bed. Additional clamping was not used. The compression force of the machine (~ 60 kN, compare Sect. 3.2.1) was induced via a 20 mm thick steel plate and a flat force applicating indenter to reproduce the uniform pressure distribution from the cells onto the current collector plate. Load-depending deformation was measured with a dial gauge placed directly beneath the middle of the MPP (Fig. 22a). The force was applied at 1 mm/min, and the movement of the gauge was recorded for the complete load and relief cycle. A maximum deflection of 0.225 mm was measured in each of five consecutive loading and unloading cycles. After the relief in each of these cycles, the dial gauge returns to the measurement origin, indicating purely elastic loading.

a Experimental setup and b FE model for verification of the calculated stiffness values

a Point for the dial gauge measurement and b displacement plot in y-direction for the FE-modelled MPP
This test was conducted to verify the FE model, which was described in Sect. 3.2.1. Using the same load case as that of the described setup shown in Fig. 21a, an FE model was built to verify the measured stiffness values (Fig. 21b). The corresponding simulation result in Fig. 22b showed a maximum deflection of 0.216 mm, which is nearly the same as the measurement of 0.225 mm. The FE models used in chapter 3.2.1 and here can be considered as verified and thus also the entire development described up to now. The discrepancy between the calculated deflection of 0.142 mm in the full MPP-model and the results, here of 0.216 mm, is due to totally different boundary conditions.
7 Conclusions
The design and manufacturing of an FC MPP using steel‒Al hybrid-casting as a structure plate and compression moulded PP-GMT as an insulation layer were demonstrated in our research, where package space saving at stiffness neutrality was set as development goals. First, the reference MPP was analysed, and concepts for the integration of a steel sheet as reinforcement were examined. The geometry and placement of the reinforcement were determined using FE analysis and casting simulations. The feasibility of manufacturing was proven in production trials. The following conclusions can be drawn:
-
1.
A new function-integrated design of an MPP using topology optimisation may reduce the thickness of an OEM’s reference MPP by 15%. The 7.5 mm gain of installation space may enable 2.1 kW more output power for the FC. The stiffness of the plate was also reduced by ca. 21%.
-
2.
Using a thin, locally positioned steel reinforcement optimised concerning both weight and functionality, as well as a PP-GMT X121 F42 material having improved stiffness and strength compared with the series PPS GF30 material, the stiffness of the new MPP could be recaptured to the same level as the pure Al design with PPS.
-
3.
The advantage of overall mass due to the lower overall volume was – 11%.
-
4.
The new type of insulation layer with PP-based GMT can be applied to the MPP using compression moulding with high surface quality, enabling a cost reduction in comparison to the injection moulded PPS GF30 material.
-
5.
Steel reinforcement can be integrated cost-efficiently using a steel‒Al hybrid-casting technique. With a PVD coating on a steel sheet for material-based bonding between Al and steel in combination with a conventional form and force locking mechanism, a good connection between steel reinforcement and Al cast can be achieved.
-
6.
The production feasibility and component quality of the new hybrid-cast MPP in combination with GMT compression moulding can be confirmed by prototyping tools and trials.
-
7.
The real component rig test showed the same stiffness results as the built FE model for the development, confirming the FE model and thus the entire development.
Data availability
The data are not publicly available due to the inclusion of nondisclosure information.
Abbreviations
- Al:
-
Aluminium
- BEV:
-
Battery electric vehicle
- BoP:
-
Balance of plant
- CAD:
-
Computer-aided design
- CT:
-
Computer tomography
- FC:
-
Fuel cell
- FCEV:
-
Fuel cell electric vehicle
- Fe:
-
Iron
- FE:
-
Finite element
- FEM:
-
Finite-element method
- FRP:
-
Fibre-reinforced plastic
- GDL:
-
Gas diffusion layer
- GFxx:
-
Glass fibre weight percent xx %
- GMT:
-
Glass-mat reinforced thermoplastic
- HTC:
-
Heat transfer coefficient
- IMP:
-
Intermetallic phases
- MEA:
-
Membrane electrode assembly
- MPP:
-
Medium-pressure plate
- OEM:
-
Original equipment manufacturer
- PEM-FC:
-
Proton exchange membrane fuel cell
- PP:
-
Polypropylene
- PPS:
-
Polyphenylene sulphide
- PS:
-
Polystyrene
- PTFE:
-
Polytetrafluoroethylene
- PVD:
-
Physical vapour deposition
- Si:
-
Silicon
References
Anand, S. C., Mielke, F., Heidrich, D., & Fang, X. F. (2024). Optimization, design and manufacturing of new steel-FRP automotive fuel cell medium-pressure plate using compression moulding. Vehicles, 6(2), 850–873.
Asghari, S., Shahsamandi, M. H., & Ashraf Khorasani, M. R. (2010). Design and manufacturing of end plates of a 5kW PEM fuel cell. International Journal of Hydrogen Energy, 35(17), 9291–9297.
BMW AG. (2022). https://www.tib.eu/de/suchen/id/TIBKAT:1853691135 Accessed 01 Dec 2023
BMW Group. (2022). https://www.press.bmwgroup.com/global/article/detail/T0403302EN/bmw-group-commences-in-house-production-of-fuel-cells-for-bmw-ix5-hydrogen-in-munich Accessed 18 Dec 2023
Buerkle, E. (2003). Spritzgießverarbeitung von langfaserverstärktem PP (Vol. 3, pp. 47–50). Kunststoffe.
Chang, W. R., Hwang, J. J., Weng, F. B., & Chan, S. H. (2007). Effect of clamping pressure on the performance of a PEM fuel cell. Journal of Power Sources, 166(1), 149–154.
Dey, T., Deshpande, J., Singdeo, D., & Ghosh, P. C. (2019). Study of PEM fuel cell end plate design by structural analysis based on contact pressure. Journal of Energy, 2019, 1–11.
El-Kharouf, A., & Kaya, M. F. (2022). Fuel-cell (hydrogen) electric hybrid vehicles. In R. Folkson & S. Sapsford (Eds.), Alternative fuels and advanced vehicle technologies for improved environmental performance (2nd ed.). Elsevier.
Fang, X. F. (2017). Evaluation of coating systems for steel aluminum hybrid casting. Journal of Materials Science and Engineering A, 7(2), 51–67.
Fang, X. F. (2023). Karosserieentwicklung und -Leichtbau (1st ed.). Springer Vieweg.
Fang, X. F., Gundlach, J., Schipperges, J.-J., & Jiang, X. (2018). On the steel-aluminum hybrid casting by sand casting. Journal of Materials Engineering and Performance, 27(12), 6415–6425.
Fu, Y., Hou, M., Yan, X., Hou, J., Luo, X., Shao, Z., & Yi, B. (2007). Research progress of aluminium alloy endplates for PEMFCs. Journal of Power Sources, 166(2), 435–440.
FuelCellsWorks. (2020). https://fuelcellsworks.com/news/new-mirai-hydrogen-fuel-cell-electric-vehicle-under-the-skin/ Accessed 04 Dec 2023
Kim, J. S., Park, J. B., Kim, Y. M., Ahn, S. H., Sun, H. Y., Kim, K. H., & Song, T. W. (2008). Fuel cell end plates: A review. International Journal of Precision Engineering and Manufacturing, 9(1), 39–46.
Klell, M., Eichlseder, H., & Trattner, A. (2018). Wasserstoff in der Fahrzeugtechnik (4th ed.). Springer Vieweg.
Lin, P., Zhou, P., & Wu, C. W. (2011). Multi-objective topology optimization of end plates of proton exchange membrane fuel cell stacks. Journal of Power Sources, 196(3), 1222–1228.
Martin, S., Sulik, D., Fang, X. F., Becker, H., & Leineweber, A. (2022). Steel-aluminum hybrid die casting: microstructures related to the applied Al-Si bond coating. Intermetallics, 151, 107712.
Nakagaki, N. (2015). The newly developed components for the fuel cell vehicle, Mirai. In: SAE 2015 World Congress & Exhibition: SAE Technical Paper Series. Detroit, 21.04.2015. Warrendale (USA). SAE International.
Pischinger, S., & Seiffert, U. (2021). Vieweg Handbuch Kraftfahrzeugtechnik (9th ed.). Springer Vieweg.
Pollet, B. G., Franco, A. A., Su, H., Liang, H., & Pasupathi, S. (2016). Proton exchange membrane fuel cells. In F. Barbir, A. Basile, & T. Nejat Veziroğlu (Eds.), Compendium of Hydrogen Energy. Elsevier.
Quadrant Plastic Composites AG. (2013). Technisches Datenblatt X121 F42-4/1 - 0/90°. Lenzburg (Switzerland).
Schittenhelm, D., Burblies, A., & Busse, M. (2018). Stahlverstärkter Aluminiumguss. Forschung Im Ingenieurwesen, 82(2), 131–147.
Siebenpfeiffer, W. (2021). Mobilität der Zukunft. Springer Vieweg.
Stolz, L., Xu, H., & Fang, X. F. (2022). Lightweight, package and performance improvements of a shock tower by using steel–aluminium hybrid-casting technique. Automotive and Engine Technology, 7(3–4), 265–281.
Sulik, D., & Fang, X. F. (2021). Hybrid casting - an one step multi material design manufacturing process. European Congress and Exhibition in advanced materials and processes. EUROMAT (virtual).
Sun, L., Li, C., Tu, J., & Peng, M. (2014). Effect of surface treatment to inserted ring on Al-Fe bonding layer of aluminium piston with reinforced cast iron ring. Journal of Central South University, 21(8), 3037–3042.
Töpler, J., & Lehmann, J. (2017). Wasserstoff und Brennstoffzelle (2nd ed.). Springer Vieweg.
Toyota Motor Corporation. (2020). https://global.toyota/pages/news/images/2020/12/09/1200/20201209_01_02_en.pdf Accessed 04 Dec 2023
Tschöke, H., Mollenhauer, K., & Maier, R. (2018). Handbuch Dieselmotoren (4th ed.). Springer Vieweg.
van Basshuysen, R., & Schäfer, F. (2017). Handbuch Verbrennungsmotor (8th ed.). Springer Vieweg.
Wang, X., Song, Y., & Zhang, B. (2008). Experimental study on clamping pressure distribution in PEM fuel cells. Journal of Power Sources, 179(1), 305–309.
Watkins, T., Erdman, D., Ludtka, G., Murphy, B., Sabau, A., Gorti, S., Skszek, T. and Niu, X. (2014). Residual stress of bimetallic joints and characterization. 2014 DOE Vehicle Technologies Annual Merit Review and Peer Evaluation Meeting. Oak Ridge National Laboratory.
Xu, H., & Fang, X. F. (2023). Resistance insert spot welding: A new joining method for thermoplastic FRP–steel component. Welding in the World, 67(7), 1733–1752.
Yu, H. N., Kim, S. S., Suh, J. D., & Lee, D. G. (2010). Composite endplates with pre-curvature for PEMFC (polymer electrolyte membrane fuel cell). Composite Structures, 92(6), 1498–1503.
Zhou, P., Wu, C. W., & Ma, G. J. (2007). Influence of clamping force on the performance of PEMFCs. Journal of Power Sources, 163(2), 874–881.
Acknowledgements
This work was financed by the German Federal Ministry for Transport and Digital Infrastructure (BMVI, FC-KOMP, No. 03B10106D). The authors would like to thank all partners for their support in working on this project.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mielke, F., Anand, S.C. & Fang, X. Local Reinforcement of a Fuel Cell End Plate for Package Improvements Using Steel–Aluminium Hybrid-Casting Technology. Int.J Automot. Technol. (2024). https://doi.org/10.1007/s12239-024-00129-0
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12239-024-00129-0