
Abstract
A broad diversity of nanofillers and polymers have been used to prepare polymer nanocomposites having potential applications in transportation, sports materials, aerospace, electronics, communication, energy, environment, and biomedical. Polyvinylidene fluoride (PVDF) finds a remarkable place in energy applications attributed to its highest known piezo- and pyroelectric properties. Like most carbon materials, Biochar has excellent electrical conductivity, since it comprises graphene layers with a great amount of carbon content. This study explores the behavior of composite nanofibers fabricated from rice straw-derived biochar-PVDF as wearable mats to harvest body energy into electricity. The composite nanofiber mats were fabricated using the electrospinning technique to get the benefit of both the piezoelectric properties of PVDF and the excellent electric properties of Biochar. The research found that incorporating 12 wt % of Biochar greatly enhances the piezoelectric content of the nanofiber mats without noteworthy loss in flexibility. In addition, the effects of membrane thickness (0.5, 0.9, and 1 mm) on their output voltages as a performance factor of the nanogenerator were measured. Results indicated that the effect of thickness was most influential in the thickness of 1 mm of PVDF/biochar nanofibers generator. The results of this work imply promising application development of such flexible composite piezoelectric nanofibrous membranes for environmentally sustainable energy generation and wearable self-powered electrical devices.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
There is an impulse to develop alternative energy-harvesting technologies to sustain economic growth. It is important to reduce our dependence on fossil fuels by replacing them with green, renewable energy sources. To meet these challenges, scientists created new functional nanomaterials and technologies to harvest ambient energies. Piezoelectric materials have received great attention in the miscellaneous field of electromechanical applications due to their capability to transfer mechanical and electrical energies and vice versa [1, 2]. Under the piezoelectric effect, an external mechanical stress induces a charge separation on the material's surface, while the opposite action permits a mechanical strain in response to an applied electric field [3].
Piezoelectric polymers are the best candidates to fabricate self-powered and flexible energy harvesters, such as microelectronic devices or wearable electronics [4,5,6,7]. Since they can easily deform under any mechanical applied forces [8,9,10,11], they also possess high operating field strength and dielectric breakdown, which means that they can withstand much higher driving fields than ceramics. Polyvinylidene fluoride (PVDF) is a semi-crystalline polymer with piezoelectric characteristics due to the polar carbon–fluorine domains [12, 13]. The PVDF polymer usually exhibits distinct polymorphic crystalline forms attributed to its crystallization conditions. It can crystallize in at least three distinct conformations: TG + TG¯ in α and δ phases, all trans (TTT) planar zigzag in β phase, and T3G + T3G¯in γ and ε phases [14]. Among these polymorphs, the β phase shows the most important piezoelectric activity, because it has a large spontaneous polarization within a crystalline phase of PVDF [15]. However, PVDF prepared by old-style fabrication methods is usually in the form of α phase, demanding an extra post-stretching or electric poling to realize phase transformation (α → β) [16]. At present, the single-step fabrication of PVDF piezoelectric membranes is very attractive. This can be achieved by electrospinning, which is a simple and versatile method for drawing micro- and nano-diameter nanofibers.
An alternative methodology to enhance the piezoelectric properties of PVDF-based nanofibers is adding nanofillers [17, 18]. It has been illustrated that the β phase and, hence, the piezoelectric response increased by the addition of ceramic nanoparticles. The addition of ZnO nanoparticles into PVDF nanofibers enhances the piezoelectricity by two orders of magnitude [19]. On the other hand, carbon nanostructures, such as graphene oxide and carbon nanotubes, have also been employed to improve the piezoelectric properties of PVDF-based nanofibers through polar interaction between PVDF chains and functional groups of the carbon nanostructures [20, 21].
Numerous papers have recently reported electrospinning's use to fabricate PVDF nanofibers as a harvesting energy device [22]. Electrospun nanofibers are attractive for constructing active energy-harvesting devices, such as photovoltaics, photocatalysts, hydrogen energy generators, and fuel cells because of their distinct electrical properties. On the other hand, the electric field during the electrospinning also increases the beta phase content [23,24,25]. They are much more flexible and have higher strain levels, increasing their mechanical deformation resistance [26]. It is also demonstrated that electrospun fiber-based generators have higher flexibility and lower weight than thin films [27,28,29].
Biochar is a pyrogenic black carbon derived from the thermal conversion of biomass feedstocks, including agricultural and forest residuals, in an inert atmosphere. Dry agricultural wastes typically consist of 50 wt% of carbon. This carbon can be reserved by manufacturing biochar (a carbon-rich product) [30]. Recently, alternative biochar applications have been discovered due to their high electrical conductivity, including as electrode material in supercapacitors for energy storage and capacitive deionization [31,32,33,34,35,36,37]. This kind of pyrolysis-derived carbon has a wide range of environmental applications [38,39,40,41,42]
Biochar-PVDF composites have been extensively studied for various applications, including environmental remediation, wastewater treatment, and energy storage. The research has shown that these composites offer improved performance compared to their components, with promising results in terms of pollutant management and adsorption capacity [43, 44].
This study introduces an economical, autonomous, flexible, and highly efficient piezoelectric energy-harvesting device. The PVDF polymer solution was enhanced with activated nanobiochar to amplify the piezoelectric responsiveness. Utilizing the electrospinning technique, membranes of varying thicknesses were fabricated. The investigation reveals the significant influence of polymer fiber thickness on the piezoelectric response. Consequently, the research achieves the development of flexible piezoelectric membranes characterized by elevated output voltages and enhanced reliability.
2 Materials and Methods
2.1 Activated Nanobiochar Preparation
Bagasse is the fibrous residue of sugarcane stalks after crushing them for sugar production. Figure 1(a) shows air-dried biomass samples. In the pyrolysis process, the reactor with a diameter of 10 cm and a height of 30 cm was placed inside an electrically heated furnace. In each test, 100–400 g of sample was heated from room temperature to 500 °C at approximately 10 °C/min and maintained for at least 1 h to allow sufficient time for complete pyrolysis. One gram of biochar bulk samples produced from the pyrolysis process [Fig. 1(b)] was placed in a planetary ball mill (Lab Wiz LMLW-320, Laarmann, The Netherlands). The milling process was conducted for 12 h. The resultant nanobiochar (Fig. 1(c)) was dispersed in deionized water and then dried in an oven at 80 °C.

Production stages of Biochar from agriculture wastes recycling (photographs are in the scale 2.5 cm width); a fibrous residue of sugarcane stalks, b biochar produced by pyrolysis process, and c nanobiochar produced by milling process
The biochar powder was immersed in 0.22 M KOH aqueous solution for 20 h. The samples were then dried and activated in a furnace at 900 °C for 2 h with a heating rate of 5 °C min−1 under a nitrogen atmosphere. The activated biochar powder was kept in the furnace to cool to the ambient temperature and removed. The power was subjected to a filtration process to remove all KOH residual and impurities.
2.2 Electrospinning of PVDF/Nanobiochar Composite
A hundred grams of poly(vinylidene fluoride) (PVDF) with a molecular weight of 46,000 (g.mol − 1) (Sigma-Aldrich) was dissolved in N, N-dimethylformamide (DMF), and acetone with (VNMP/Vacetone) in the range of 2:8–8:2, the concentration of the solution was 10% w/v. The activated nanobiochar powder was prepared through pyrolysis and chemical treatment; the details can be found elsewhere [45]. A 12 g of activated nanobiochar was added to 100 ml of distilled water to make a 12% w/v solution and sonicated for 30 min. Gently mix the polymer and biochar solutions (100 ml of each) until they are uniformly distributed with careful not to overmix, as this can introduce air bubbles into the solution. The spinning solution of 12% concentration was made by stirring the solution at 60 °C at least for 6 h to ensure that the PVDF and Biochar are evenly distributed and that no clumps or agglomerates form. Allow the solution to rest for a few hours to ensure that the Biochar and PVDF are properly dispersed and the solution reaches its optimal consistency. Electrospinning of nanofibers was performed in a vertical apparatus, as shown in the schematic of Fig. 2(a). It mainly includes a precision syringe pump with its needle, a high-voltage power supply (0–25 kV), and a metal grounded collector. The polymer solution was held in a 2-mL syringe, and the solution to the tip with a flow rate of 15 mL/h to produce uniform fibers. A high voltage was applied to the needle tip. After applying the high voltage, the electric field was strong enough to overcome the droplet's surface tension, and a charged jet of the polymer solution was ejected. The accelerated jet is directed toward the collector (16 cm from the tip of the syringe).

Schematic diagrams: a the electrospinning setup and b the electrical response of the membranes
The solvent evaporated, and the nanofibers accumulated on the surface of the collector. The spinning process continued to fabricate the desired different membrane thicknesses for longer. The electrospun composite membranes were carefully separated from the collector at an ambient temperature. Then, they were further dried for 1 day in a well-ventilated, clean place to remove the residual solvents.
2.3 Characterization Techniques
The nanofiber membrane morphology was examined using a scanning electron microscope (SEM, JEOL JSM-7600F)). The sample was coated with a gold layer in sputter coating for 25 s, and the images were taken at an acceleration voltage of 20 kV. The fiber diameter was measured using image processing commercial software. Energy-dispersive X-ray spectroscopy (EDS) was conducted for analysis. The thicknesses of mats were measured by a thickness gauge (model: SDLO 34, Shirley Co.). The size and morphology of biochar nanoparticles were measured by transmission electron microscope (TEM; FEI Tecnai G20 operated at 200 kV). The tensile behavior of the membranes was recorded at room temperature using a Zwick tensile testing machine (Model Z010, Germany). Samples were prepared in dimensions of 80 × 10 × 2 mm3, and the end parts of the samples were attached to the instrument's jaws. A constant crosshead speed of 100 mm/min was selected according to ISO37, and the stress–strain data were recorded up to failure. Five measurements for each sample were recorded, and the average values were reported.
To measure the properties of the piezoelectric and output voltage from the PVDF nanofiber membrane, two pieces of aluminum foil were placed on the two surfaces of the membrane to work as electrodes. The assembled device was secured between two PET thin films (thickness 100 μm) to increase its strength. We fixed the membrane between two clamps of a dynamic mechanical analysis (DMA) instrument (TA Instruments, Q800) with the holding force between two clamps elevated from 0 to 450 kPa at the rate of 1 kPa/s, as shown in Fig. 2(b). The voltage output of the nanogenerator was recorded for five membranes, which were prepared for each thickness on the same day. The test is performed five times on each membrane to evaluate the repeatability using a continuously applied pressure.
3 Results and Discussion
3.1 Activated Nanobiochar
The elemental analyzer was utilized to determine the percentage composition of biochar elements, including C (Carbon), O (Oxygen), H (Hydrogen), and N (Nitrogen). The proximate analysis involved the assessment of ash and volatile matter content by subjecting the samples to combustion at various temperatures and durations. The resulting weight loss post-combustion provided information on ash and volatile matter contents.
The findings revealed that Sugarcane bagasse Nano-Biochar exhibited a moisture content of 9.2%, volatile matter of 19.4%, ash content of 4.2%, and fixed carbon of 19.92%. The elemental composition analysis of Biochar indicated a dominant carbon (C) content of 75.58%, followed by oxygen (O) at 21.54%, hydrogen (H) at 0.19%, and nitrogen (N) at 0.19%. Additionally, sugarcane bagasse biochar displayed a higher carbon content, reflecting elevated lignin and cellulose levels.
Figure 3a and b illustrates SEM images of the bulk Biochar before and after activation, respectively. The bulk Biochar refers to the Biochar collected after the pyrolysis before the mechanical grinding and ball milling were performed. Figure 3a shows that bulk Biochar has a typical dense structure of fibers with small elongated cavities and holes. After activation, Fig. 3b shows that KOH activation results in a sponge-like structure with a honeycomb shape full of roughness and irregular structure and tons of small holes.

SEM micrographs of sugarcane bagasse biochar samples; a pyrolyzed bulk Biochar (scale bare of 50 μm); b activated Biochar (scale bare of 100 μm); c ball-milled activated nanobiochar (scale bar of 1 μm); d EDX spectrum of nanobiochar
After ball milling, as shown in Fig. 3c, the biochar particles show an obvious decrease in size with the shape of a needle-like structure. The average dimensions of the particles are in the range of 100 nm, which is a requirement for nanomaterials existing as aggregates.
EDX analysis shown in Fig. 3d indicated that the main elements on the surface were C, O, Ca, Si, and a few K. By KOH modification, pore structures increased, and the content of K in EDX images significantly increased Fig. 4.

a TEM image of activated nanobiochar (scale bar size of 200 nm); b highly magnified TEM image of activated nanobiochar (scale bar size of 50 nm); c the particle-size distribution of the nanobiochar particles extracted from the TEM images
A TEM image was obtained to observe the individual particles better and verify the dimensions of the nanobiochar. The micron TEM image of activated nanobiochar shown in Fig. 4a reveals a distinct combination of fine and coarse cellulosic structures of its original Biochar with the obvious presence of elongated needle-like structures. The Biochar comprises degradable organic carbon compounds and very stable poly-condensed aromatic C structures (black C). The black C content is an important criterion for characterizing Biochar and reflects the Biochar’s stability. Dark areas indicate the thick stacking and a significant amount of agglomeration of black carbon layers that are typical of continued ball milling. Biochar particles are also known to contain functional groups capable of forming hydrogen bonds, which longer durations of ball milling could worsen. The higher transparency areas indicate much thinner films. Figure 4b indicates the particle-size distribution of the activated nanobiochar particles extracted from the TEM images. The results show an almost homogeneous distribution of the sizes of nanoparticles in the range of 70–90 nm.
3.2 Composite Nanofiber Membrane
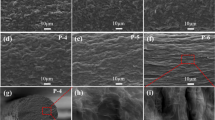
Figure 5 represents typical SEM images of PVDF/nanobiochar composite with three thickness values grown by electrospinning. The overall features of these images indicate that membranes are grown as randomly oriented nanofibers. The size of the fibers is found to be independent of the membrane thickness. Three different sample thicknesses (thin, medium, and thick) were created by varying the electrospinning collection time, as shown in Fig. 5a, b, and c. Environmental factors, such as humidity and temperature, can drastically affect the electrospinning process, particularly sample thickness [46]. For this reason, all samples were fabricated on the same day under the same environmental conditions. With the addition of biochar nanoparticles to the polymer solution, its dielectric constant decreases due to the conductivity of the nanoparticles. This could result in charge density instability in the Taylor cone, increasing nanofibers' diameter. As shown in the insets of Fig. 5 for the three different thicknesses, electrospinning of the PVDF composite solution formed uniform nanofibers with an average diameter of ∼290 nm. The diameter of the fibers mostly ranged in the range of 250 − 370 nm; however, coarser fibers up to 600 nm were also formed. However, increasing the spinning time and accumulated fibers led to the noticed arrangement of beads in some junctions (Fig. 5c).

Size and the morphology of PVDF composite electrospun fibers. Representative SEM images of various thicknesses: a 0.5 mm, b 0.9 mm, and c 1 mm
3.3 Mechanical Properties
The operating device made of any material should be mechanically strong enough for practical use. Figure 6(a) shows the variation in the tensile stress (Pa) as a function of strain (%) for the PVDF/nanobiochar different thickness membranes. The nanobiochar particles play the role of nucleating agent and interact with the chains of the PVDF, creating a very insignificant mesh that inhibits the growth of high-strength fibers [47].

Mechanical properties of PVDF/nanobiochar composite nanofibres with different thicknesses: a stress–strain curves for pure PVDF nanofibers and composite nanofibers at membrane thicknesses (0.5, 0.9, 1) mm, and b comparison bar diagram of mechanical strength, Young modulus and elongation at break; of electrospun nanofibers at different thicknesses
The rigidity is obtained from the slope of the linear part, where toughness is calculated from the area under the curves. The increased thickness of the membrane gives a small decrease in the elongation at break and the overall toughness, as shown in Fig. 6b. On the other side, the increased thickness keeps the same values of rigidity and tensile strength this may be attributed to the suppression of beads in the fabrication process even with increasing thicknesses, as confirmed by SEM images. These results give a good indication of the mechanical behavior of the fabricated nanofibers.
3.4 Piezoelectric Response
The piezoelectrical behavior of the PVDF/nanobiochar composite nanogenerator with different membrane thicknesses is shown in Fig. 7. All thicknesses give the same trend; the output voltage increases progressively by increasing pressure. The PVDF nanofibers record an output voltage of 7.1 v, while the PVDF from the previous research work recorded only 6.3 V. The output voltage reaches its maximum values of 4.8, 6.4, and 8.5 V for thicknesses of 0.5, 0.9, and 1 mm, respectively, when the pressure reaches 350 kPa.

Piezoelectric response of PVDF/nanobiochar nanogenerator under pressure, with different membrane thicknesses
The increase in membrane thickness decreased the resistance of the composite membrane by adding more conductors available to form conductive paths, as the percolation threshold is not reached with the chosen percentage of the nanobiochar loading rate. Consequently, the increased thickness from 0.5 to 1 mm increased the electrical response behavior of films under increasing applied pressure.
It is proven from the previous discussion that a stable electroactive phase induced by the electrospun PVDF nanofiber with 12% activated nanobiochar is suitable for piezo-devices, especially for energy-harvesting purposes to convert the mechanical form of waste energy into useful electrical energy.
To test the reliability of the PVDF/nanobiochar composite nanogenerator, pressure press/release tests were performed five times for each sample, and the output voltage as a function of time was measured. Figure 8 shows the results of the output voltage changes in the PVA/biochar films with 8, 10, and 12 wt% biochar, respectively.

The output voltage changes in the PVDF/nanobiochar composite nanofiber membranes with a 0.5, b 0.9, and c 1 mm thicknesses, respectively
The results indicate that all samples exhibited acceptable recovery capability due to the PVDF elasticity. The release time of the samples records a maximum of 3S. In all samples, the first cycle records fewer values of output maximum voltage than the following cycles due to the stability enhancement of the nanogenerator. It was noted that for each membrane thickness, all press/release cycles exhibited similar electrical response behavior. With increasing the thickness, the conductive paths increased, and the maximum output voltage increased, as shown in Fig. 8. Our results fit well with the findings of the previous work [48]. This mechanism could be associated with the initial pressure cycles causing a small change in the overall distance between conductive particles or a specific change in the molecular chains, which in turn causes mechanical strain to induce polarization (piezoelectric bound charges) in the fabricated device, which creates a potential difference at the two ends of the nanogenerator. The induced polarization generates a piezoelectric potential inside the composite nanofiber, which causes the electron to flow from the electrodes toward the external load to balance the electrical field and, thus, results in a positive signal [49,50,51,52].
4 Conclusion
This study involved the fabrication of PVDF nanofiber membranes incorporating 12% activated nanobiochar through electrospinning, with variations in thickness. The activated pyrolyzed biomass consistently exhibited a size range of 70–90 nm. The nanofiber morphology appeared uniform, with diameters predominantly ranging from 250 to 370 nm, occasionally reaching up to 600 nm. Prolonged spinning time and accumulated fibers led to bead formation at specific junctions. Notably, a thickness of 1 mm maintained consistent rigidity and tensile strength, potentially attributed to minimal bead formation during the fabrication process for this thickness. Thus, it is advisable to keep the fiber membrane thickness within this range. The composite membrane displayed significant piezoelectric behavior under applied pressure, and the output voltage exhibited a proportional increase with thickness. With increasing pressure, the output voltage for the 0.5, 0.9, and 1 mm PVDF/nanobiochar composite device gradually rose by 4.8, 6.4, and 8.5 V, respectively.
Data Availability Statement
The raw/processed data required to reproduce these findings cannot be shared as the data also form part of an ongoing study.
References
H. Shaukat, A. Ali, S. Bibi, W.A. Altabey, M. Noori, S.A. Kouritem, A Review of the recent advances in piezoelectric materials, energy harvester structures, and their applications in analytical chemistry. Appl. Sci. 13(3), 1300 (2023)
M.M. Yang, T.Y. Zhu, A.B. Renz, H.M. Sun, S. Liu, P.M. Gammon, M. Alexe, Auxetic piezoelectric effect in heterostructures. Nat. Mater. 30, 1–6 (2023)
J. Sirohi, I. Chopra, J. Intell. Mater. Syst. Struct. 11, 246–257 (2000)
Y. Wang, D. Yang, M.M. Hessien, K. Du, M.M. Ibrahim, Y. Su, G.A. Mersal, R. Ma, S.M. El-Bahy, M. Huang, Q. Yuan, Flexible barium titanate@ polydopamine/polyvinylidene fluoride/polymethyl methacrylate nanocomposite films with high-performance energy storage. Adv. Compos. Hybrid Mater. 5(3), 2106–2115 (2022)
A. Arun, P. Malrautu, A. Laha, S. Ramakrishna, Gelatin nanofibers in drug delivery systems and tissue engineering. Eng. Sci. 10(16), 71–81 (2021)
S. Sharafkhani, M. Kokabi, Enhanced sensing performance of polyvinylidene fluoride nanofibers containing preferred oriented carbon nanotubes. Adv. Compos. Hybrid Mater. 5(4), 3081–3093 (2022)
Z. Wu, X. Wang, S.H. Annamareddy, S. Gao, Q. Xu, H. Algadi, D. Sridhar, P. Wasnik, B.B. Xu, L. Weng, Z. Guo, Dielectric properties and thermal conductivity of polyvinylidene fluoride synergistically enhanced with Silica@ multi-walled carbon nanotubes and boron nitride. ES Mater Manuf. 19(22), 847 (2023)
S.R. Ant, H.A. Sodano, A review of power harvesting using piezoelectric materials (2003–2006). Smart Mater. Struct. 16, R1–R21 (2007)
C.S. Lee, J. Joo, S. Han, S.K. Koh, Multifunctional transducer using poly(vinylidene fluoride) active layer and highly conducting poly (3,4-ethylenedioxythiophene) electrode: actuator and generator. Appl. Phys. Lett. 85, 1841–1843 (2004)
Harrison JS, Ounaies Z (2001) Piezoelectric Polymers. Report No.: 43
L. Persano, C. Dagdeviren, Y. Su, Y. Zhang, S. Girardo, D. Pisignano, Y. Huang, J.A. Rogers, High-performance piezoelectric devices based on aligned arrays of nanofibers of poly (vinylidenefluoride-co-trifluoroethylene). Nat. Commun. 4(1), 1633 (2013)
Y.R. Wang, J.M. Zheng, G.Y. Ren, P.H. Zhang, C. Xu, Smart Mater. Struct. 20, 045009 (2011)
L. Persano, C. Dagdeviren, Y. Su, Y. Zhang, S. Girardo, D. Pisignano, Y. Huang, J.A. Rogers, Nat. Commun. 4, 1633 (2013)
A. Salimi, A. Yousefi, Conformational changes and phase transformation mechanisms in PVDF solution-cast films. J. Polym. Sci Part B 42(18), 3487–3495 (2004)
K. Nakamura, D. Sawai, Y. Watanabe, D. Taguchi, Y. Takahashi, T. Furukawa, T. Kanamoto, Effect of annealing on the structure and properties of poly (vinylidene fluoride) β-form films. J. Polym. Sci., Part B: Polym. Phys. 41(14), 1701–1712 (2003)
W. Yee, M. Kotaki, Y. Liu, X. Lu, Morphology, polymorphism behavior and molecular orientation of electrospun poly (vinylidene fluoride) nanofibers. Polymer 48, 512–521 (2007)
Y. Yang, H. Pan, G. Xie, Y. Jiang, C. Chen, Y. Su, Y. Wang, H. Tai, Flexible piezoelectric pressure sensor based on polydop- amine-modified BaTiO3/PVDF composite film for human motion monitoring. Sens. Actuat. A Phys. 301, 111789 (2020)
C. Chen, Z. Bai, Y. Cao, M. Dong, K. Jiang, Y. Zhou, Y. Tao, S. Gu, J. Xu, X. Yin, W. Xu, Enhanced piezoelectric performance of BiCl3/PVDF nanofibers-based nanogenerators. Compos. Sci. Technol. 192, 108100 (2020)
M.S. Sorayani Bafqi, R. Bagherzadeh, M. Latifi, Fabrication of composite PVDF-ZnO nanofiber mats by electrospinning for energy scavenging application with enhanced efficiency. J. Polym. Res. 22, 1–9 (2015)
V. Bhavanasi, V. Kumar, K. Parida, J. Wang, P.S. Lee, Enhanced piezoelectric energy harvesting performance of flexible PVDF-TrFE bilayer films with graphene oxide. ACS Appl. Mater. Interfaces 8, 521–529 (2016)
Y. Ahn, J.Y. Lim, S.M. Hong, J. Lee, J. Ha, H.J. Choi, Y. Seo, Enhanced piezoelectric properties of electrospun Poly(vinylidene fluoride)/Multiwalled carbon nanotube composites due to high β- phase formation in Poly(vinylidene fluoride). J. Phys. Chem. C 117, 11791–11799 (2013)
B.J. Hansen, Y. Liu, R. Yang, Z.L. Wang, Hybrid nanogenerator for concurrently harvesting biomechanical and biochemical energy. ACS Nano 4(7), 3647–3652 (2010)
A. Forouzan, M. Yousefzadeh, M. Latifi, R. Jose, Effect of geometrical parameters on piezoresponse of nanofibrous wearable piezoelectric nanofabrics under low impact pressure. Macromol. Mater. Eng. 306(1), 2000510 (2021)
H. Gade, S. Nikam, G.G. Chase, D.H. Reneker, Effect of electrospinning conditions on β-phase and surface charge potential of PVDF fibers. Polymer 16(228), 123902 (2021)
Z. He, F. Rault, M. Lewandowski, E. Mohsenzadeh, F. Salaün, Electrospun PVDF nanofibers for piezoelectric applications: a review of the influence of electrospinning parameters on the β phase and crystallinity enhancement. Polymers 13(2), 174 (2021)
J. Fang, H. Niu, H. Wang, X. Wang, T. Lin, Enhanced mechanical energy harvesting using needleless electrospun poly (vinylidene fluoride) nanofibre webs. Energy Environ. Sci. 6(7), 2196–2202 (2013)
T. Greeshmaa, R. Balajia, M.M. Nayakb, S. Jayakumar, The influence of individual phases on the piezoelectric coefficient of PZT- PVdF composites. Ferroelectrics 393(1), 88–93 (2009)
A. Gheibi, M. Latifi, A.A. Merati, R. Bagherzadeh, Piezoelectric electrospun nanofibrous materials for self-powering wearable electronic textiles applications. J. Polym. Res. 21, 469 (2014)
C. Ribeiro, V. Sencadas, J.L.G. Ribelles, S. Lanceros-Méndez, Influence of processing conditions on polymorphism and nanofiber morphology of electroactive poly(vinylidene fluoride) electrospun membranes. Soft Mater. 8(3), 274–287 (2010)
X. Cao, K.S. Ro, J.A. Libra, C.I. Kammann, I. Lima, N. Berge, L. Li, Y. Li, N. Chen, J. Yang, B. Deng, J. Mao, Effects of biomass types and carbonization conditions on the chemical characteristics of hydro-chars. J. Agric. Food Chem. 61(39), 9401–9411 (2013)
A.M. Abioye, F.N. Ani, Recent development in the production of activated carbon electrodes from agricultural waste biomass for supercapacitors: a review. Renew. Sustain. Energy Rev. 52, 1282–1293 (2015)
J. Jiang, L. Zhang, X. Wang, N. Holm, K. Rajagopalan, F. Chen, S. Ma, Highly ordered macroporous woody Biochar with ultra-high carbon content as a supercapacitor electrode. Electrochim. Acta 113, 481–489 (2013)
F. Kang, X. Jiang, Y. Wang, J. Ren, B.B. Xu, G. Gao, Z. Huang, Z. Guo, Electron-rich biochar enhanced Z-scheme heterojunctioned bismuth tungstate/bismuth oxyiodide removing tetracycline. Inorg. Chem. Front. 10(20), 6045–6057 (2023)
J. Ruan, Z. Chang, H. Rong, T.S. Alomar, D. Zhu, N. AlMasoud, Y. Liao, R. Zhao, X. Zhao, Y. Li, B.B. Xu, High-conductivity nickel shells encapsulated wood-derived porous carbon for improved electromagnetic interference shielding. Carbon 13, 118208 (2023)
M. Culebras, G.A. Collins, A. Beaucamp, H. Geaney, M.N. Collins, Lignin/Si hybrid carbon nanofibers towards highly efficient sustainable Li-ion anode materials. Eng. Sci. 6(17), 195–203 (2022)
A. Vijeata, G.R. Chaudhary, A. Umar, S. Chaudhary, Distinctive solvatochromic response of fluorescent carbon dots derived from different components of Aegle Marmelos plant. Eng. Sci. 15(15), 197–209 (2021)
J. Guo, S. Xi, Y. Zhang, X. Li, Z. Chen, J. Xie, X. Zhao, Z. Liu, H. Colorado, Z.M. El-Bahy, W. Abdul, Biomass-based electromagnetic wave absorption materials with unique structures: a critical review. ES Food Agrofor. 24(13), 900 (2023)
Z. Sun, K. Qu, Y. Cheng, Y. You, Z. Huang, A. Umar, Y.S. Ibrahim, H. Algadi, L. Castañeda, H.A. Colorado, Z. Guo, Corncob-derived activated carbon for efficient adsorption dye in sewage. ES Food Agrofor.. 23(4), 61–74 (2021)
Y. Zhang, Y. Luo, Naturally derived nanomaterials for multidisciplinary applications and beyond. ES Food Agrofor.. 4, 1–2 (2021)
G. Yuan, T. Wan, A. BaQais, Y. Mu, D. Cui, M.A. Amin, X. Li, B.B. Xu, X. Zhu, H. Algadi, H. Li, Boron and fluorine Co-doped laser-induced graphene towards high-performance micro-supercapacitors. Carbon 1(212), 118101 (2023)
J. Zeng, W. Xie, Y. Guo, T. Zhao, H. Zhou, Q. Wang, H. Li, Z. Guo, B.B. Xu, H. Gu, Magnetic field facilitated electrocatalytic degradation of tetracycline in wastewater by magnetic porous carbonized phthalonitrile resin. Appl. Catal. B 1(340), 123225 (2024)
H. Zhang, X. Ding, S. Wang, Y. Huang, X.F. Zeng, S. Maganti, Q. Jiang, M. Huang, Z. Guo, D. Cao, Heavy metal removal from wastewater by a polypyrrole-derived N-doped carbon nanotube decorated with fish scale-like molybdenum disulfide nanosheets. Eng. Sci. 16(18), 320–328 (2022)
K.U. Do, T.S. Bui, N.T. Vu, Combination of membrane-based biochar for ammonium removal from domestic wastewater—a review. Microb. Technol. Ind. Wastewater Treat. 27, 319–335 (2023)
Z. Qiu, Y. Zhang, X. Zhu, M.A. Kamran, B. Chen, Biochar-based asymmetric membrane for selective removal and oxidation of hydrophobic organic pollutants. Chemosphere 1(300), 134509 (2022)
A.S. Yusuff, M.A. Lala, K.A. Thompson-Yusuff, E.O. Babatunde, ZnCl2-modified eucalyptus bark biochar as adsorbent: preparation, characterization and its application in adsorption of Cr (VI) from aqueous solutions. S. Afr. J. Chem. Eng. 1(42), 138–145 (2022)
S. De Vrieze, T. Van Camp, A. Nelvig, B. Hagström, P. Westbroek, K. De Clerck, The effect of temperature and humidity on electrospinning. J. Mater. Sci. 44, 1357–1362 (2008)
Albihn P. The 5-year Accelerated Ageing Project for Thermoset and Thermoplastic Elastomeric Materials: A Service Life Prediction Tool. InElastomers and Components 2006 Jan 1 (pp. 3–25). Woodhead Publishing.
S. Tiwari, A. Gaur, C. Kumar, P. Maiti, Enhanced piezoelectric response in nanoclay induced electrospun PVDF nanofibers for energy harvesting. Energy 15(171), 485–492 (2019)
G. Kalimuldina, N. Turdakyn, I. Abay, A. Medeubayev, A. Nurpeissova, D. Adair, Z. Bakenov, A review of piezoelectric PVDF film by electrospinning and its applications. Sensors. 20(18), 5214 (2020)
Y.M. Yousry, K. Yao, A.M. Mohamed, W.H. Liew, S. Chen, S. Ramakrishna, Theoretical model and outstanding performance from the constructive piezoelectric and triboelectric mechanism in electrospun PVDF fiber film. Adv. Func. Mater. 30(25), 1910592 (2020)
Y. Wang, L. Zhu, C. Du, Progress in piezoelectric nanogenerators based on PVDF composite films. Micromachines. 12(11), 1278 (2021)
W. Dong, L. Xiao, W. Hu, C. Zhu, Y. Huang, Z. Yin, Wearable human–machine interface based on PVDF piezoelectric sensor. Trans. Inst. Meas. Control. 39(4), 398–403 (2017)
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB). This work was funded by the researchers supporting Project No. RSP2022R441, King Saud University, Riyadh, Saudi Arabia.
Author information
Authors and Affiliations
Contributions
NA: conceptualization, methodology, writing, supervision, reviewing, and editing. EM: data curation, data manipulation, and original draft preparation.
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ali, N., Mostafa, E.M. Biocarbon-Enhanced Flexible Nanofiber Mats for Sustainable Energy Generation and Wearable Device Applications. Fibers Polym 25, 869–878 (2024). https://doi.org/10.1007/s12221-024-00479-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12221-024-00479-7