
Abstract
The good mechanical and chemical stability of textile acrylic fibers waste has promoted its candidacy for fabricating low cost membranes for wastewater treatment. In this work, nanofiltration membranes based on the acrylic fibers waste were successfully prepared using the phase inversion technique. First, membrane solutions with different concentrations (16, 18, 20, and 22%) of acrylic fibers waste (AF) in dimethyl formamide (DMF) were prepared. Evaluation of the membrane performance in terms of water flux and dyes (Congo red and methylene blue) rejection was investigated. Nanofiltration membrane with good water flux and dyes rejection was obtained at 20% polymer concentration. This membrane was modified by adding different ratios (3, 5, and 10 wt%) of polyvinyl pyrrolidone (PVP) to enhance the membrane performance. Characterization of the prepared membrane was explored using attenuated total reflectance-Fourier transform infrared (ATR-FTIR), thermogravimetric analysis, scanning electron microscopy (SEM), contact angle, and swelling properties. The results show that the addition of 5% PVP elevated its performance to a high water flux equal 320 L/m2/h and complete removal of Congo red and 90% rejection of methylene blue at low pressure (3 bar). The molecular weight cutoff of the produced membrane found to be 319.85 Dalton. Moreover, the effect of dye concentration on water flux and dye rejection at different applied pressure was studied. The entire work presented an optimization procedure for obtaining standalone nanofiltration membrane with high performance using low cost waste materials (textile fiber waste).
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Water pollution is one of the major problems that threaten the world as polluted-water destroyed the ecosystem and had a lot of effects on human health. Industrial effluents are the main source of pollution because of the rapid development in industrialization technologies. Specifically, textile industries were one of the severe industries that use a lot of dyes, such as methylene blue and Congo red [1, 2]. They discharge their effluents into water streams causing negative impact on the ecosystem; marine organisms, animals plants as well as human beings [3]. Several physico-chemical technologies, including chemical precipitation, adsorption, photocatalytic degradation, coagulation or flocculation, membrane filtration, etc. have been defined for removal of dyes from contaminated wastewater [4,5,6,7,8,9,10]. Those technologies were effective on small scales, although they were high costs and may have a lot of hazardous wastes generated after their usage [11]. Using the membrane filtration method is more favored as it does not use of any harmful chemicals and it is environmentally safe, in addition, it can be applied for removing a wide range of contaminants.
Many polymeric materials, synthetic or natural, can be employed as membranes materials; as polysulfone, polyethersulfone, polyacrylonitrile, polyamide, nylon, polyvinyl chloride, and cellulose acetate [12,13,14,15]. The most popular polymeric membranes are thin film composite (polyamide layer on polysulfone support) and asymmetric cellulose acetate (CA) [16]. Because of polyacrylonitrile's outstanding properties, it is considered the most common membrane material for water and wastewater treatment. Specifically, it has reasonable chemical stability, hydrophilicity nature, good solubility in common organic solvents and could be easily functionalized. Wang et al. and Zhao et al. prepared nanofiltration membrane from polyacrylonitrile ultrafiltration membrane through chemical modifications and grafting techniques [17, 18]. Qiu et al. prepared loose nanofiltration membrane from polyacrylonitrile blended with graphene oxide through thermal induced phase separation [19]. Polymer waste is another source of membrane materials and found in a large amount in form of fibers or fuzzes [20]. These wastes are released during the process of textile manufacturing as acrylic and nylon fibers, such as that produced from mechanized carpet and clothes industry.
Acrylic fibers are less expensive copolymers almost composed from 85% acrylonitrile in addition to other monomers such as methyl acrylate. Owing to the extraordinary mechanical performance of acrylic fibers, their waste have been used to improve the strength characteristics of granular soils [21, 22] and reinforce several kinds of composites. Numerous research work, however, used acrylic fibers waste for adsorption of organic dyes or other pollutants after chemical modification or blending. Orabi et al. used blend acrylic fibers waste with macroalgae; Sargassum dentifolium for forming adsorptive membrane for uranium and thorium removal from liquid waste solution [23]. Labena et al. grafted acrylic membranes synthesized from fibers waste using phenylenediamine for adsorption of Congo red and methylene blue dyes [24]. Acrylic fibers waste can be simply prepared by phase separation which is considered as a versatile technique allowing numerous morphologies and structures to be obtained [25].
The presented work focused on lowering operational expenses of wastewater treatment by membrane technology. Here, acrylic fibers waste, a byproduct in the manufacturing of carpets, was successfully turned into an efficient filtration membrane for the treatment of different kinds of dyes (cationic as methylene blue and anionic as Congo red). This prepared membrane was further modified by PVP to improve the membrane morphology. The effect of PVP concentration was investigated to enhance acrylic membrane permeability and selectivity to be used for removing hazardous dye.
2 Experimental
2.1 Materials
Acrylic fibers waste (AF) composed of at least 85% polyacrylonitrile as a main component and the rest is mainly vinyl acetate or methyl acrylate copolymer. AF waste was provided as a gift from local textile industry company. Methylene blue, Congo red, and crystal violet (CV) dyes were provided from Alfa Aesar. Dimethylformamide (DMF) was supplied from Merck.
2.2 Membrane Preparation
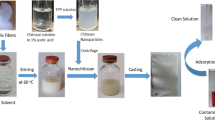
The polymeric membranes were prepared using phase inversion technique as previously reported in literature [26]. Briefly, acrylic fibers waste was dissolved in DMF at 60 °C with different polymer concentration (16, 18, 20, and 22 wt%) and different PVP (3, 5, and 10 wt%). The polymer solution was casted on a clean and dry glass plate using a casting knife with 250 μm gab distance. Afterwords, the glass plate with casted films were immersed directly without evaporation into coagulation water bath for 24 h. The obtaining membranes were separated and stored in water at 4 °C in a fridge till characterization and application.
2.3 Characterization
2.3.1 FTIR Studies
To evaluate the reactive function groups of the acrylic membranes, ATR-FTIR was applied within the range from 400 to 4000 cm−1 using a Nicolet Avatar FTIR 370 CSI spectrometer.
2.3.2 Scanning Electron Microscopy (SEM)
Surface morphology and the cross-section topography of the prepared membranes were explored by using an FEI QUANTA 250 scanning electrom microsope. Before investigation the membranes were firstly dried, then sputtered with gold to reduce the charging effect during the examination.
2.3.3 Thermogravimetric Analysis (TGA)
Thermal stability of the prepared acrylic membrane was examined via using a TA Q500 instrument, at a heating rate of 10 °C/min. The heating started from room temperature till 700 °C in an inert nitrogen atmosphere.
2.3.4 Contact Angle Measurements
The contact angle measurement for the prepared membranes was assessed using camera linked to the computer. A droplet of pure water (10 μL) was slowly added onto the membrane surface at ambient temperature and the angle between the membrane—water interface and water–air interface was estimated as hydrophilic indicator. At least 3 captured images for each droplet and about 5 readings on different location of the membrane surface were accomplished and averaged. The images of water contact angles were analyzed by Image J1.52 h software, USA.
2.3.5 Swelling Properties
The swelling of the nanofiltration membranes was performed using wet/dry weight method via immersion of 3 membrane samples (3 × 3 cm2) for each membrane in distilled water for a day at room temperature and the wet weight was recorded after wiping the excess water using tissue paper, then the membranes were dried till constant weigh was reached [27]. The swelling was estimated using Eq. (1).
where \({W}_{\mathrm{wet}}\) and \({W}_{\mathrm{dry}}\) are the weight of swelled and dried film samples, respectively.
2.3.6 Determination Molecular Weight Cutoff
The solutes molecular weight having 90% rejection by the synthesized membrane was considered as the molecular weight cut off (MWCO) of the membranes. It was determined from the plot of rejection (%) of solute, crystal violet (CV), Congo red (CR), methylene blue (MB), calcium sulfate (CaSO4), and sodium chloride (NaCl) against their molecular weight [28, 29].
2.4 Dye Filtration
The prepared membranes were evaluated using homemade dead-end filtration unit with active surface area of 14.6 cm2. Nitrogen gas is applied as a source of applying pressure. The filtration cell was filled with the dye with different concentrations and filtered at varied pressures (from 1 to 4 bars). The dyes concentrations were determined before and after filtration using UV–vis spectroscopy at wavelength maxima of 668 and 498 nm for methylene blue and Congo red, respectively. The water flux (\(J\)) and dye rejection (\(R\)) were evaluated using Eqs. (2) [30] and (3) [31].
where \(A\) is the membrane effective surface area (m2). \(V\) is the volume of permeation (L) and \(t\) is the filtration time (h). \({C}_{\mathrm{permeate}}\) and \({C}_{\mathrm{feed}}\) are the concentrations of dyes in permeate and feed, respectively.
All filtration readings were an average of three samples for each tested parameter.
2.5 The Anti-Fouling Performance of the Membrane
After dye filtration was performed, the membranes were washed thoroughly with water and then the flux of pure water (\({J}_{2}\)) was determined. The flux recovery ratio FRR was determined using Eq. (4) [32]
3 Results and Discussion
3.1 Characterization of the Prepared Membranes
The prepared nanofiltration membranes prepared from acrylic fibers waste were characterized using ATR-FTIR, TGA, and SEM as follows: The FTIR spectrum of pure acrylic (AF) membrane is shown in Fig. 1a. The AF membrane has characteristic bands; nitrile group (CN) appeared at 2243 cm−1 that belongs to the polyacrylonitrile polymer, other assigned bands located at 1738 cm−1 and 1450 cm−1 are attributed to the vibration of the carbonyl group (C=O) and C–O group, respectively. The presence of these bands at 1738 cm−1 and 1450 cm−1 confirms the existence of acrylic-based comonomers with ester group as perviously suggested [33]. Moreover, the band appearing at 3418 cm−1 could be ascribed to absorbed water and/or the hydroxyl group of fiber copolymer, additional bands observed at 2860 and 2933 cm−1 are corresponded to the stretching of CH and CH2 respectively. Another asigned band at 1230 cm−1 is directed to the bending vibration of CH2.

a ATR-FTIR spectra and b TGA of acrylic membrane (20% AF)
Figure 1b shows the thermogravimetric curve of the prepared acrylic membrane. The figure indicated that the thermal degradation of acrylic membranes started at 318 °C and continued slowly up to 700 °C with a total mass loss of about 52%. The thermal stability of the membrane resulted from cyclization of the main polymer (polyacrylonitrile) forming aromatic rings [34, 35]. The cyclization proceeds before any mass loss and it is controlled by the existence of head-to-head linkages within the polymer mains. Hydrogen cyanide and ammonia are the main ingredients that were lost. The copolymer and oligomers are lost from the uncyclized portion of the polymer.
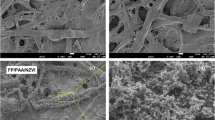
The surface morphology and cross-section topography of AF membrane were represented in Figs. 2 and 3. The AF membrane surface morphology is characterized by a microporous structure with a smooth surface (Fig. 2a). When compared with the blank, large pores distributed along the membrane surface with a homogenous pattern observed for the membrane blended with 5% PVP.

SEM of membrane surface for a acrylic membrane (20% AF) and b modified membrane with 5% PVP at two different magnifications

SEM of membrane cross-section for a acrylic membrane (20% AF) and b modified membrane with 5% PVP at two different magnifications
Figure 3a shows the AF membrane cross-section that contained macro-voids-like structure with a lot of large pores which referred to the spontaneous de-mixing during membrane preparation via immersion into the coagulation bath (phase inversion technique) [36]. Figure 3b shows the cross-section of AF membrane incorporated PVP. The results indicated enlarged macrovoid structure resulted from the hydrophilic nature of the membrane in the presence of polyvinyl pyrrolidone (PVP) that increase the spontaneous de-mixing during preparation process [37]. The cross-section for the modified membrane showed wide and huge macrovoid rather the unmodified one with the appearance of a sponge like structure with large opening.
3.2 Water Uptake and Contact Angle Measurements
The contact angle measurement of water droplet is a well-considered technique to estimate the surface hydrophilicity. Generally, hydrophilic surface has a contact angle < 90° and hydrophobic surface has a contact angle > 90° [38]. Figure 4a shows an ongoing increase of membrane surface hydrophilicity by increasing PVP content in membrane composition. The water contact angles decreased by 1.93, 8.83, and 17.56 degrees achieved by adding 3, 5, and 10% PVP, respectively. This improvement of surface hydrophilicity may be attributed to the increasing hydration layer by increasing the hydrophilic PVP composition in the membrane. Accordingly, the water permeability as well as fouling resistance will be elevated. Water uptake measurements (Fig. 4b) illustrated the enhancement of the prepared membrane hydrophilicity by adding PVP in their composition. The water content increased by 1.73, 2.70, and 3.06% by adding 3, 5, and 10% of PVP, respectively. The increase in water uptake may also be due to the increased porosity and macrovoid structure of the membranes as indicated from the cross-sectional SEM morphology of the membranes in Fig. 3.

a Contact angle and b water uptake of the prepared membranes (20% AF) with different PVP ratio
3.3 Evaluation of Membrane Performance
The prepared acrylic membranes with and without PVP were evaluated for removal of organic dyes as methylene blue representing cationic dyes and Congo red representing the anionic dyes. The performance of membrane was evaluated in terms of water permeability or water flux and dye rejection percent. Figure 5 indicates that increasing the polymer concentration in the dope solution resulted in membranes with lower water flux (Fig. 5a) and higher dye rejection (Fig. 5b). The filtration experiments showed that the membranes prepared with polymer concentration of 20% or higher have the ability to remove all Congo red dye at all operating pressure (from 1 to 4 bars). The figure also shows that the increased applied pressure increases water flux with a decrease in the dye rejection. The membrane that had 20% polymer content was chosen for further studies as it could remove all the dyes with reasonable water flux, whereas more polymer content resulted in membranes with relatively very low water flux at the operating pressure.

a Water flux and b Congo red dye rejection at different AF polymer concentrations and different pressures (feed dye concentration; 20 ppm)
3.4 Effect of PVP on the Membrane Performance
The membrane performance was evaluated as a function of adding the pore former additives (PVP). Figure 6a indicated the increased in water flux by increasing the PVP content in membrane formulation. The water flux increased from 4 L/m2/h for blank acrylic membrane at 4 bars to 411 and 427 L/m2/h for membrane with 5 and 10% PVP, respectively, at the same pressure. The noticed increase in water flux may be due to the increased hydrophilicity and porosity of the membranes with increasing the PVP content as confirmed by water contact angle and morphology studies [39]. Obviously, the dye rejection relatively unchanged for all membrane except for that incorporated 10% PVP as shown in Fig. 6b. The optimum membrane composition that stands for high water flux and high Congo red rejection was reported for the membrane that contains 5% PVP.

Effect of PVP content on the membrane water flux (a) and Congo red rejection (b) of acrylic membranes (20% AF) at different pressures (feed dye concentration; 20 ppm)
Figure 7a and b shows the filtration performance of the prepared membranes for methylene blue dye. The water flux increased by increasing the PVP content and increased pressure. The water flux increased from 4 L/m2/h for the blank membrane to about 476 and 723 L/m2/h, respectively at 4 bars. The rejection of methylene blue dye was stable for low PVP content (3%) and slightly decreased for 5% PVP reached 82% and largely increased for higher PVP content reached 57%. The decrease in methylene blue rejection rather than Congo red may be due to the low molecular size of methylene blue that has molecular weight 319.85 g/mol while Congo red have a molecular weight of 696.6 g/mol. For the optimum membrane performance, the recycled membrane containing 5% PVP was selected for further filtration studies.

Effects of PVP content (3, 5, and 10%) and pressure on the membrane water flux (a) and methylene blue rejection (b) of acrylic membranes (20% AF) (feed dye concentration; 20 ppm)
3.5 Effect of Dye Concentration
The recycled membrane containing 5% PVP was selected and its performance was studied at different dye concentrations. Figure 8a and b indicates the water flux and Congo red rejection at different concentrations (20, 50, and 100 ppm) and at different applied pressures. The increase in the dye concentration from 20 to 100 ppm led to decrease the water flux from 411 to 287 L/m2/h and the decrease in Congo red rejection from 99.7 to 81%. It is well known that high pollutant concentration in solution accounts for the increased concentration polarization on the membrane surface that resulted in a decrease in both water flux and pollutant rejection. The same behavior was obtained from the performance of the membrane towards the methylene blue dye as illustrated in Fig. 9a and b. The methylene blue rejection was largely decreased from 82 to 55% by increasing the dye concentration from 20 to 50 ppm at 4 bars, and due to the bad results from these two dye concentrations we neglect the performance at higher concentration.

Effect of dye concentration on 5% PVP membrane flux (a) and Congo red rejection at different pressures (b)

Effect of dye concentration on 5% PVP membrane flux (a) and Methylene blue rejection at different pressures (b)
The molecular cutoff of the 5% PVP membrane was assessed by plotting the solute rejection percentage against their molecular weight in Daltons. Figure 10 showed that the MWCO of the 5% PVP membrane equals 319.85 Daltons (90% rejection). The rejection ability of the membrane for crystal violet (CV), NaSO4, and NaCl was found to be 100%, 36.6%, and 14%, respectively. The crystal violet (MW = 407.98 g/mol) has slightly higher molecular size than methylene blue (MW = 319.85 g/mol) and both dyes are characterized as cationic dyes. Hence, the membrane can be considered as molecular sieve that retains large sized molecules (i.e., higher than 320 Daltons) with at least 90%, while NaCl and NaSO4 with lower molecular size than 320 Daltons can pass through the 5% PVP membrane with variant ratio [40].

Molecular weight cutoff (MWCO) profile of 5% PVP membrane
3.6 The Fouling Resistance Ability
The fouling resistance of the membrane increases the lifetime of the membrane and also lowers the expenditure of cleaning. The flux recovery ratio (FRR) is a parameter which evaluates the fouling resistance and the hydraulic cleaning efficacy of membranes. The higher value of FRR depicted the efficiency of the membrane for more dual usage. Figure 11 showed the high antifouling performance of membrane containing 5% PVP compared with pristine membrane. FRR value increases up to 96.59% for 5% PVP while it equals to 88.89% for pristine membrane using 3 bar as applied pressure. These results may be demonsistrated with the hydrophilic nature of membrane with PVP as indicated from the contact angles measurements of the prepared membranes. The hydrophilic nature of the membrane makes the surface more hydrated, which results in preventing or lowering the adhesion of pollutants on the membrane surface and leads to extending of life time of the membranes [41, 42].

FRR% of the membranes at different applied pressures
4 Conclusions
Preparation of nanofiltration membrane from acrylic fibers waste was successfully performed using the phase inversion technique. The membrane prepared from solution with 20% polymer content showed a good water flux along with the complete removal of both Congo red and methylene blue dyes. The addition of 5% PVP onto the membrane formulation greatly enhanced water flux permeability with good standing for dye rejection. The modified membrane with 5% PVP indicated superior permeation performance with enhanced antifouling performance, which resulted from the more hydrophilic membrane surface. In this study, a simple manufacturing process and low applied pressure were implemented to have superior performance of the prepared membrane to remove substances in the nanoscale. The entire work presented an optimization procedure for obtaining standalone improved nanofiltration membrane properties using low cost, waste materials (textile fiber waste).
Data Availability
The data will be available on request.
References
H. Klaus, Industrial dyes: chemistry, properties, applications (Wiley-VCH, Frankfurt, 2003)
K.B. Tan, M. Vakili, B.A. Horri, P.E. Poh, A.Z. Abdullah, B. Salamatinia, Sep. Purif. Technol. 150, 229 (2015)
B. Lellis, C.Z. Fávaro-Polonio, J.A. Pamphile, J.C. Polonio, Biotechnol. Res. Innov. 3, 275 (2019)
E.A. Ali, M.N. Ismail, M.Z. Elsabee, Egypt. J. Chem. 63, 537 (2020)
E. Forgacs, T. Cserháti, G. Oros, Environ. Int. 30, 953 (2004)
H. Kandil, A.E. Abdelhamid, R.M. Moghazy, A. Amin, Polym. Eng. Sci. 62, 145 (2022)
A. Labena, A.E. Abdelhamid, A.S. Amin, S. Husien, L. Hamid, G. Safwat, A. Diab, A.A. Gobouri, E. Azab, Plants 10, 384 (2021)
A.E. Abdelhamid, A.A. El-Sayed, A.M. Khalil, J. Polym. Eng. 40, 833 (2020)
A.E. Abdelhamid, H. Kandil, React. Funct. Polym. 177, 105312 (2022)
S. Sugashini, T. Gomathi, R.A. Devi, P.N. Sudha, K. Rambabu, F. Banat, Environ. Res. 204, 112047 (2022)
S. Dutta, B. Gupta, S.K. Srivastava, A.K. Gupta, Mater. Adv. 2, 4497 (2021)
K. Rambabu, G. Bharath, P. Monash, S. Velu, F. Banat, M. Naushad, G. Arthanareeswaran, P. Loke Show, Process Saf. Environ. Prot. 124, 266 (2019)
E.S. Mansor, E.A. Ali, A.M. Shaban, Chem. Eng. J. 407, 127175 (2021)
M. Ouda, A. Hai, R. Krishnamoorthy, B. Govindan, I. Othman, C.C. Kui, M.Y. Choi, S.W. Hasan, F. Banat, Environ. Res. 204, 112113 (2022)
J.Y. Lee, T.Y. Huang, M. Belle Marie Yap Ang, S.H. Huang, H.A. Tsai, R.J. Jeng, J. Memb. Sci. 657, 120702 (2022)
M.A.A. El-Ghaffar, M.M. Elawady, A.M. Rabie, A.E. Abdelhamid, J. Polym. Res. 27, 337 (2020)
J. Wang, Z. Yue, J.S. Ince, J. Economy, J. Memb. Sci. 286, 333 (2006)
Z.P. Zhao, J. Li, D. Wang, C.X. Chen, Desalination 184, 37 (2005)
Z. Qiu, X. Ji, C. He, J. Hazard. Mater. 360, 122 (2018)
H.B. Ahmed, M.H. Helal, M.H. Abdo, M.M. Fekry, A.E. Abdelhamid, Polym. Test. 104, 107381 (2021)
A. Yunessnia lehi, A. Akbari, Environ. Nanotechnol. Monit. Manag. 8, 209 (2017)
M. Mirzababaei, M. Miraftab, M. Mohamed, P. McMahon, Geotech. Geol. Eng. 31, 173 (2013)
A.H. Orabi, A.E.S. Abdelhamid, H.M. Salem, D.A. Ismaiel, J. Radioanal. Nucl. Chem. 326, 1233 (2020)
A. Labena, A.E. Abdelhamid, S. Husien, T. Youssef, E. Azab, A.A. Gobouri, G. Safwat, Separations 8, 42 (2021)
M. Mulder, Basic principles of membrane technology, 1st edn. (Kluwer Academic Publishers, Dordrecht, 1996)
A.E. Abdelhamid, A. Labena, E.S. Mansor, S. Husien, R.M. Moghazy, Biomass Convers. Biorefinery 13, 1691 (2023)
H. Yu, Y. Zhang, X. Sun, J. Liu, H. Zhang, Chem. Eng. J. 237, 322 (2014)
R.P. Pandey, P.A. Rasheed, T. Gomez, R.S. Azam, K.A. Mahmoud, J. Memb. Sci. 607, 118139 (2020)
R.A. Nasr, E.A.B. Ali, J. Environ. Chem. Eng. 10, 107250 (2022)
S. Velu, K. Rambabu, P. Monash, C. Sharma, Int. J. Environ. Stud. 75, 592 (2018)
K. Rambabu, N. Srivatsan, A.V.P. Gurumoorthy, I.O.P. Conf, Ser. Mater. Sci. Eng. 263, 032027 (2017)
M. Mondal, S. De, RSC Adv. 5, 38948 (2015)
S.E. Selim, G.A. Meligi, A.E. Abdelhamid, M.A. Mabrouk, A.I. Hussain, J. Polym. Environ. 30, 2642 (2022)
J.P. Kennedy, C.M. Fontana, J. Polym. Sci. 39, 501 (1959)
Y.P. Romanova, I.G. Rumynskaya, M.L. Syrkina, Y.I. Firsov, Polym. Sci. U.S.S.R. 28, 50 (1986)
A.K. Hołda, I.F.J. Vankelecom, J. Appl. Polym. Sci. 132, 42139 (2015)
M.J. Han, S.T. Nam, J. Memb. Sci. 202, 55 (2002)
E.A. Ali, A.A. Nada, M. Al-Moghazy, Int. J. Biol. Macromol. 189, 114 (2021)
T. Miynao, T. Matsuura, S. Sourirajan, Chem. Commun. Eng. Commun. 119, 23 (1993)
Z.X. Low, D.A. Patterson, D.A. Patterson, J. Memb. Sci. 526, 221 (2017)
A.E. Abdelhamid, M.M. Elawady, M.A.A. El-Ghaffar, A.M. Rabie, P. Larsen, M.L. Christensen, Water Sci. Technol. Water Supply 15, 999 (2015)
S. Cai, C. Wu, W. Yang, W. Liang, H. Yu, L. Liu, Nanotechnol. Rev. 9, 971 (2020)
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB). The authors would acknowledge the National Research Centre for facilitating the instruments and funding the authors through project number E120102.
Author information
Authors and Affiliations
Contributions
AEA: conception, data curation, methodology, and writing original draft. AEE: data curation, methodology, writing—review and editing. MN: data curation, methodology, writing—review and editing. EABA: conception, data curation, methodology, and writing original draft.
Corresponding author
Ethics declarations
Conflict of Interest
The authors confirm that there is no conflict of interest.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Abdelhamid, A.E., Elsayed, A.E., Naguib, M. et al. Effective Dye Removal by Acrylic-Based Membrane Constructed from Textile Fibers Waste. Fibers Polym 24, 2391–2399 (2023). https://doi.org/10.1007/s12221-023-00247-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12221-023-00247-z