
Abstract
The utilization of agriculture waste as a recycling process in aluminium metal matrix composites (AMMCs) has gained significant attention as a novel approach in environmental toxicology. This technique aims to mitigate environmental hazards to humans by reducing the negative impact of waste materials. It has been recognized as an effective means to fabricate and enhance the properties of AMMCs. Furthermore, the use of these agro-industrial waste materials has the potential to mitigate both human and environmental risks, including pollution, while also leading to cost savings in manufacturing processes. The present investigation involves the fabrication of a novel metal matrix composite incorporating rice husk ash particles as reinforcement. The initial phase of the work involved the fabrication of novel composites. Subsequently, the focus shifted towards investigating the mechanical, physical, and wear characteristics of these composites. The forming process of the accumulative rolling was investigated by the numerical simulation using the ABAQUS program. Additionally, this study emphasizes the present utilization and prospective advancements of composites reinforced with agricultural and industrial wastes in diverse sectors, particularly in the fabrication of materials for vessels, autos, and construction industries. Furthermore, an examination of the scanning electron microscopy (SEM) of the fracture surfaces in the vicinity of layer interfaces has been conducted to investigate the quality of bonding.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Today’s Aluminum matrix composites (ALMCs) are desirable materials and the need for them becomes more and more incredible. They have a prominent role in the fabrication of materials with desirable properties such as high tensile strength, low weight, high modulus of elasticity, high fracture toughness, and high wear resistance [1,2,3,4,5,6,7,8]. Due to this fact, they have a wide range of applications in strategic industries such as automobiles, agriculture equipment, vessels, electrical, aviation, and aerospace. Usually, a metal or alloy has a district and limited properties, and the need is to have a material with different properties [9,10,11,12,13,14,15].
One of the challenges in agriculture is the waste materials remaining in farms after the harvest of crops exclusively in rice farms [16,17,18,19,20,21,22,23,24,25]. As a cheaper reinforcement for the application of metal matrix composites, rice husk ash (RHA) is a cheaper material compared to traditional reinforcements such as ceramic particles for example Al2O3, TiC, BN, TiO2, CNTs, GNPs, and TiN [26,27,28,29,30,31].
Figure 1 shows two different types of agro-industrial wastes, i.e., agricultural residues and industrial residues. Agriculture residues can be further divided into field residues and process residues. Field residues are residues that are presented on the farm after the process of crop harvesting. These field residues consist of leaves, stalks, seed pods, and stems (Fig. 1).

Different types of agro-wastes
RHA is an abundantly cheap and available material (as a solid waste material of agriculture) worldwide. In this material, the main portion of milled paddy consists of husk (as the rest), bran, and rice. The rice mills use this material as fuel for the parboiling process. After burning this, the volatile part of the husk is removed and the remaining is famous as RHA which is converted into ash [32, 33]. Every year millions of RHA are produced all through the world. One of the main factors for the pollution of lands that pollutes the land and surrounding areas is the dumping of RHA. So, the true usage of this solid agriculture waste can protect the environment. The advantages of the compo cast process are its simplicity and being cost effective which makes it prominent in the fabrication of metal matrix composites. Among many other engineering processes and as a branch of casting, compo-casting is generally conducted for its simplicity and cost efficiency in fabricating metal matrix composites (MMCs) amid many engineering methods and as a branch of stir casting process. This process has been done by the addition of RHA particles into the molten Al [34,35,36,37,38,39,40,41,42,43].
However, porosity formed in the final produced MMCs and generating zones free of due to non-uniform dispersion of particles are two drawbacks in this technique which usually lead to the fabrication of MMCs with low mechanical properties [12,13,14,15,16]. So, it’s necessary to improve the mechanical properties of these composites using cumulative forming processes with a high value of plastic strains. On the other hand, a combination of compo-casting with a cumulative forming process to fabricate a laminated composite reinforced with RHA particles is a novel idea. Severe plastic deformation is a group of material-forming techniques that generate ultra-fine structures and are popular in the fabrication of MMCs. Some of these techniques are equal channel angular pressing (ECAP), equal channel angular rolling (ECAR), cyclic extrusion compression (CEC), and so on [10, 11]. Usually, powder metallurgy creates poor fracture toughness and poor ductility while is widely used in the fabrication of MMCs as a common process that leads to the creation of a uniform scattering of particles inside the metallic matrix. So, the application of a subsequent process to compress the metallic matrix after the casting process is necessary to heighten the properties such as density, mechanical, and tribological properties [44,45,46,47,48,49]. In 1999, a few Japanese researchers suggested a new severe plastic deformation SPD method which was named ARB. In other words, accumulative roll bonding (ARB) is an SPD method including cumulative rolling steps with a ratio of 50% on strips or foils with the same dimensions. ARB can be considered a solid phase method of welding because, during the rolling, layers begin to adhesive together and make this technique a forming-bonding process [35,36,37,38,39,40,41,42,43,44].
In this study and for the first time as its novelty, a numerical/ experimental investigation has been conducted on the ARB process of Al/RHA composites after the compo casting process. The main goal is to improve the mechanical and wear properties of this kind of composite by the uniform scattering of RHA fragments inside the Al matrix. It was tried to produce Al/RHA composites and evaluate wear resistance, density, mechanical properties, and microstructural elongation.
2 Experimental procedure
2.1 Numerical simulation
Figures 2 and 3 show meshing geometry and plastic strain contour during the rolling. As can be seen in Fig. 3, vertical and horizontal directions are normal and rolling directions during the ARB of Al/RHA composites. During the finite element (FE) simulation in the ABAQUS software, the initial thickness was 1 mm. During the simulation, the rolls were looked upon as rigid parts and the plane strain is considered for the deformation type. Also, Al layers were regarded as isotropic and homogeneous having 8 MPa of yield strength obtained from the tensile test at 300 °C, respectively. Because the deformation type during the simulation is plane strain condition, the width and temperature changes were neglected. Then, the geometry of the composite model was meshed using square elements containing 1850 elements (Fig. 2). During the simulation, rolls rotate with a constant evolutional velocity and Al laminates enter the rolling gap in an initial velocity and exit due to the frictional forces.

FE meshing and the geometry during a one and b four ARB cycles

Plastic strain of samples during a one and b four ARB cycles
2.2 Materials
The raw material used as the metallic matrix in this study is aluminum alloy 1050 (AA1050). Table 1 shows the chemical composition of AA1050 used in this study. Moreover, Table 2 demonstrates the chemical and physical properties of the fabricated RHA (Fig. 4). RHA particles neither react with the Al matrix to generate bimetallic components nor under the casting conditions, employed in this work, behave thermodynamically stable (Fig. 4).

SEM morphology of RHA particles
Grain size after complete dynamic recrystallization increases with deformation temperature while decreasing with strain rate and strain magnitude. The strain rate and the strain magnitude increased with the reduction ratio for the hot rolling process. Thus, grain size increased with rolling temperature in this work. However, the relationship between the grain size and the reduction ratio depended on the changes in strain rate, strain magnitude, and temperature rise caused by the change in the reduction ratio. If the effect of the temperature rise is larger than that of the strain rate and the strain magnitude, the final grain size would increase with the reduction ratio, and vice versa. In this work, the effect of the temperature rise was larger than that of the strain rate, and the strain magnitude due to the final grain size was increasing with the reduction ratio. So, the interface between RHA and Al matrix inclines to be clean. Otherwise, the reaction products usually inhibit the load transfer mechanism and accumulate at the interface to function during the forming process [24]. As can be seen in Table 2, the major phase in the X-ray diffraction (XRD) pattern of the RHA particles is SiO2.
2.3 Casting process
RHA particles with a purity of 99% were used to be added inside molten Al. The base matrix was chosen of AA1050 ingots for the production of composite samples. The main step before the casting process is to heat the RHA particles to diminish their humidity which was done at 400 °C for 5 h. The composite samples were fabricated with 0, 2.5,5 and 10 Wt.% of RHA particles that were added to aluminum semi-melt at 600Ċ. To create a uniform scattering of particles, the final molten composition was rotated under 550 rpm in an Ar atmosphere to protect the Al from oxidation (Fig. 5). After the casting process, composite bars were machined like the same samples in dimensions of 220 × 30 × 1 mm.

Schematic illustration of the stir casting process of Al/RHA composites
2.4 ARB process
Usually, stir casting is an applicable process to fabricate MMCs. However, one of the drawbacks of this process is the difficulty of getting a uniform scattering of reinforcement particles inside the metallic matrix. Also, the ARB process is used in this study to fabricate laminated Al/RHA composites. To achieve a desirable bonding quality, surface preparation is necessary to guarantee an acceptable adhesion among the layers. The ARB process also leads to uniform scattering of RHA particles inside the metallic matrix and breaking of particle agglomerations. So, all samples should be wire brushed with a rotary toll of 1500 rpm, an 80 mm diameter, and from stainless steel with 0.3 mm wire diameter under a force of 1.5 kg to remove the oxide layer. Then brushed samples must be immersed in the acetone bath for twenty minutes to clean grease and illuminations from the surfaces to be bonded. Usually, the surface of samples is full of absorbed ions and dust particles that are a main barrier against the creation of a successful bonding (Fig. 6). After that, two ends of samples were drilled and were fastened by steel wires at both ends and were heated at 330 °C for 15 min. After that, samples were rolled under a reduction of 60% (Fig. 7). This trial continued up to four cycles. After that, a composite sample fabricated with RHA particles with 6 layers was achieved.

Schematic illustration of the surface atoms a before and b after the RB process

The schematic illustration of the ARB process
To study the effect of RHA Wt.% on the mechanical and wear properties, The ARB was conducted up to four passes to generate a desirable scattering of RHA through the Al matrix. So, Table 3 shows the cumulative steps of ARB.
To do the tensile test, all fabricated composite samples were machined based on ASTM- E8M standard. Moreover, the samples for the wear test were in dimensions of 60 × 30 × 1 mm with a rotary mechanism of a ‘‘pin on disc’’ wear testing machine.
3 Results and discussions
3.1 Density
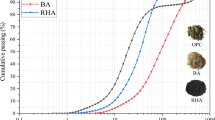
Figure 8 shows the density variation of composite samples vs. RHA contents. In other words, due to the considerable decrease of porosities in the samples with higher RHA content, the addition of RHA in composite material led to a significant increase in relative density (Fig. 8) [17]. However, the relative density of both Al/ RHA composites increased from 2.71 to 2.73 by increasing the RHA content from 2.5 up to 10 Wt.% [18, 34].

The effect of RHA content on the relative density of composite samples
3.2 X-ray diffraction analysis
The X-ray diffraction (XRD) results for composite samples are shown in Fig. 9. According to Fig. 9, the minor and major peaks indicate the presence of RHA and aluminum, respectively. RHA peaks can be observed visibly in the hybrid composites through the Al matrix. Moreover, during the casting process, there is no oxygen reaction in samples (Fig. 9).

XRD results for samples
3.3 Mechanical properties
Figure 10 shows the variation of ultimate tensile strength (UTS) and elongation of composite samples. As can be seen in Fig. 10, for monolithic samples and samples produced with 10Wt.% of RHA content, the tensile strength begins to improve from 125 MPa up to 175 MPa registering 40% improvement, respectively. During the roll bonding (RB), work hardening of Al matrix around RHA particles stimulates slip systems which generates further dislocations close to the particles and decreases the flexibility of dislocations [8]. This is the governing mechanism in the low number of cycles.

Effect of RHA Wt.% on the strength and elongation of composites
Moreover, as the governing mechanism at a higher number of cycles with high plastic strains, there is a little grain refinement of the crystalline lattice by continuing the ARB because the rolling process is a warm forming process, in this study. The improvement of ductility at higher cycles is due to this mechanism. Moreover, the other reason for the improvement of elongation in this stage is the enhancement of bonding strength between RHA particles and Al matrix at higher plastic strains, Fig. 10. Always RHA particle layers contain voids affecting the elongation reduction. The harder particles block the motion of Al grains which increases the dislocation density according to the Hall–Petch equation [13,14,15,16]. Based on the Hall–Petch equation,
where,
d: is the average grain diameter.
σy and ky: are constants for a particular material. All of these effects reduce the elongation and enhance the strength of the AA1050/RHA composites. Also, porosities in RHA layers are the other reason for decreasing the elongation value. Finally, the reasons (mechanism) for enhancing the elongation value are (I) increasing the uniformity of RHA particles, (II) increasing the bonding between the aluminum matrix and RHA particles and then, and (III) decreasing the agglomeration of RHA particles inside the metal matrix.
There is a drop in the toughness value from 4.12 j.m−3 × 104 (monolithic sample) to 2.56 j.m−3 × 104 (10% RHA) because of less mobility of dislocations and strain hardening (Fig. 11).

Tensile toughness and hardness as a function of RHA content
High values of RHA particles as reinforcement are a major barrier against the movement of dislocations through the aluminum 1050 as metallic matrix. This phenomenon severely decreases the elongation of samples which leads to a significant drop in the tensile toughness value. Moreover, Fig. 11 shows the hardness of samples vs. RHA content. As can be seen in Fig. 11, there is an increasing rate for the hardness from 154 up to 168 which is about a 9% improvement. Higher values of RHA particles increase the hardness and the other reason is the generation of an ultra-fine grain structure through the metallic matrix [4, 16]. So, the materials gain a certain steady state density of dislocations by increasing the ARB cycles up to four cycles. In the second step, the second reason is the strain hardening around the RHA particles which is the main factor.
3.4 Wear test
The effect of RHA particles on the wear resistance of composite samples is shown in Fig. 12. According to Fig. 12, the monolithic sample has the highest wear rate. The lowest wear rate belongs to the sample fabricated with 10% of RHA particles. So, it can be said that the uniform distribution of RHA particles increases the wear rate. At lower cycles of ARB and due to the severe work hardening effect of the Al matrix, the dislocation density inside the crystalline lattice increases which leads to improvement of mechanical properties such as UTS. In other words, all parameters affecting the UTS, are effective in the improvement of wear resistance. At higher ARB cycles, a uniform scattering of RHA particles is achieved after high values of plastic strain. So, local strain hardening of the Al matrix around RHA particles leads to improvement of wear resistance and UTS. Also as mentioned before, a metallic matrix with a low percentage of porosities is the result of the fabrication after a high amount of plastic strain [5].

Effect of RHA mass content on the wear rate
Delamination of coarse grains usually occurs by the formation of debris particles during strain incompatibility. Local strain hardening amount of RHA particles decreases the wear channel width at higher cycles. Also, dynamic recrystallization occurs underneath the plastically deformed layers during the wear test as a result of its increasing frictional temperature. So, the generation of coarse grains in this region is the result of this mechanism. The flow of surface material is toward the sliding direction under higher loads that create abrasive grooves [13,14,15]. Porosities mean that there are empty spaces inside the metallic matrix. These parts are regions for the creation of micro cracks. Also, porosities lead to a weak bonding between Al/Al layers and Al/RHA that severely influences the wear rate. These porosities lead to an easy crack propagation during the wear test and easy delamination of Al which severely decreases the wear rate. This is explained through the text.
3.5 Fractography
A SEM study is conducted to study the fracture surface of the monolithic and Al/10Wt.% RHA composite samples (Fig. 13). Figure 13a shows that typically ductile fracture includes deep dimple and shear zones of the monolithic sample. This type of rapture mode happens through the formation of voids and coalescence. Usually, soft materials show more elongation before the final rapture and this value for brittle metals or alloys is so little. So, soft metals such as annealed Al have deep and elongated dimples inside the fracture morphology. Higher contents of RHA have a particular effect on the fracture surface showing deep dimples. RHA particles are suitable sites for microcrack initiation and nucleation that are settled on the walls and core of dimples [4, 16,17,18].

Rapture morphology of a Al/10 Wt.% RHA and b monolithic sample
4 Conclusions
In the present study, Al/RHA composites have been fabricated via compo-casting and ARB. Moreover, numerical modeling and experimental investigation of the cumulative rolling process have been conducted. Finally, the mechanical and wear properties of these composites have been studied. The following results can be concluded as:
-
1.
The results revealed that in comparison with the monolithic sample, the composites with 10 Wt.% of RHA, have better wear resistance.
-
2.
By applying a combined technique, a uniform scattering of RHA particles was achieved which led to the improvement of strength, tensile toughness and wear resistance of composites.
-
3.
Increasing RHA Wt.% enhances the strength of composites. This means that RHA particles are cost-effective and applicable subdivisions that can be used as reinforcement in the MMCs.
-
4.
The elongation for the composite sample fabricated via 10 Wt.% of RHA was less than the monolithic samples means that RHA particles effective in metallic matrix composites look like ceramic particles.
-
5.
The hardness value enhanced to 168 HV for the sample with 10% RHA which was a 9% improvement in comparison with the monolithic sample (154HV).
Data availability
The data used to support the findings of this study are included in the article.
References
Bat-Ulzii, J., Omoontsoo, G., Lygdenov, B.D., Purevsuren, T.: In situ production of B4C and FeV enriched composite surface on low carbon steel by cast sintering technique. Metall. Mater. Eng. 29(1), 70–79 (2023)
Ndiwe, B., Paul, K., Bayock, F.M.N., Uchechukwu, D.A., Onyeji, H.: Numerical and experimental investigations of mechanical properties of AW 6005–T6 aluminium alloy butt weld joint using GMAW process. Metall. Mater. Eng. 29(1), 16–36 (2023)
Dmytro, S.T.: The study of welding requirements during construction and installation of seismic-resistant steel structures. J. Res. Sci. Eng. Technol. 8(2), 17–20 (2020)
Bakhshkandi, R., Ghoranneviss, M.: Investigating the synthesis and growth of titanium dioxide nanoparticles on a cobalt catalyst. J. Res. Sci. Eng. Technol. 7(4), 1–3 (2019)
Budovich, L.S.: Improving cooling system by analysis the thermal performance of single and multi-way thermal channels. J. Res. Sci. Eng. Technol. 10(1), 12–25 (2022)
Parwada, C., Marufu, H.: Digitalisation of agriculture in Zimbabwe: Challenges and opportunities. Int. J. Sustain. Agri. Res. 10(1), 32–41 (2023)
Fayaz, S.A., Zaman, M., Butt, M.A.: Numerical and experimental investigation of meteorological data using adaptive linear M5 model tree for the prediction of rainfall. Rev. Comput. Eng. Res. 9(1), 1–12 (2022)
Van Hoa, N., Duyen, N.T.H., Huyen, V.N., Quang, H.V., Van Huong, N., Tu, N.T.C., Nguyet, B.T.M.: Impact of trained human resources, adoption of technology and international standards on the improvement of accounting and auditing activities in the agricultural sector in Viet Nam. AgBioforum 24(1), 59–71 (2022)
Dinh, H.P., Vo, P.H., Pham, D.N., Ngo, T.Q.: Factors affecting farmers’ decisions to participate in agricultural tourism activities: a case study in the Mekong delta. Vietnam. AgBioForum 24(1), 30–40 (2022)
Abidin, I.S.Z., Haseeb, M., Islam, R., Chiat, L.W.: Role of technology adoption, labor force and capital formation on the rice production in Malaysia. AgBioforum 24(1), 41–49 (2022)
Abidin, I.S.Z., Haseeb, M., Islam, R., Chiat, L.W.: The role of rural infrastructure, labour and capital investment on the rice production in Malaysia. AgBioforum 24(1), 50–58 (2022)
Pimonratanakan, S.: The causal factors that influence the organization performance of the agricultural machinery industry. AgBioforum 24(1), 72–82 (2022)
Panyasing, S., Yongvanit, S., Purnomo, E.P., Tham, I., Aim, S.: The government policy on the organic rice farming groups embracing sustainable agricultural production: evidence in Thailand. AgBioforum 24(1), 83–94 (2022)
Van Huong, N., Minh Nguyet, B.T., Van Hung, H., Minh Duc, H., Van Chuong, N., Do Tri, M., Van Hien, P.: Economic impact of climate change on agriculture: a case of Vietnam. AgBioforum 24(1), 1–12 (2022)
Duong, K.D., Ngo, T.Q.: Impact of energy consumption and agriculture growth on the environmental degradation: evidence from ASEAN countries. AgBioforum 24(1), 116–128 (2022)
Mamani, W.C., Manrique, G.M.L., Madrid, S.D.P.C., Herrera, E.E., Acosta, D.B.: The role of entrepreneurship and green innovation intention on sustainable development: moderating impact of inclusive leadership. AgBioforum 24(1), 134–143 (2022)
HeydariVini, M., Sedighi, M., Mondali, M.: Mechanical properties, bond strength and microstructural evolution of AA1100/TiO2 composites fabricated by warm accumulative press bonding (WAPB). J. Mater. Res. 108(1), 53–59 (2017)
HeydariVini, M., Sedighi, M.: Mechanical mechanical properties and bond strength of bimetallic AA1050/AA5083 laminates fabricated by warm-accumulative roll bonding. Canadian Metall. Quart. 57, 160–167 (2017)
Vini, M.H., Daneshmand, S.: Fabrication of bimetal aluminum-5% alumina-bromine composites by warm accumulative roll bonding. J. Test. Eval.Eval. 49(4), 2757–2766 (2020)
Almoussawi, Z.A., Wafqan, H.M., Mahdi, S.R., Dhahim, A., Ahmed, O.N., Abdulhasan, M.M., Freeh, K.B.: The effect of adoption of technology, technology diffusion, human capital, formation of capital and labor force in the production of agriculture products in Iraq. AgBioforum 24(1), 144–152 (2022)
Baniya, H.B., Guragain, R.P., Subedi, D.P.: Cold atmospheric pressure plasma technology for modifying polymers to enhance adhesion: a critical review. REV. ADHESION ADHESIVES 9(2), 269–307 (2021)
Müssig, J., Graupner, N.: Test methods for fibre/matrix adhesion in cellulose fibre-reinforced thermoplastic composite materials: a critical review. Rev. Adhesion Adhesives 8(2), 68–129 (2021)
Rakshe, S., Nimje, S.V., Panigrahi, S.K.: Optimization of adhesively bonded spar-Wingskin joints of laminated FRP composites subjected to pull-off load: a critical review. REV. ADHESION ADHESIVES 8(1), 29–46 (2021). https://doi.org/10.7569/RAA.2020.097303
Vini, M.H., Daneshmand, S.: Corrosion of Al/TiO2 composites fabricated by accumulative roll bonding. Mater. Perf. (NACE) 59(11), 28–31 (2022)
Vini, M.H., Daneshmand, S.: Mechanical and wear properties evaluation of Al/Al2O3 composites fabricated by combined compo-casting and WARB process. Adv. Comput. Design 7(2), 129–137 (2022)
Singh, L.K., Bhadauria, A., Laha, T.: Comparing the strengthening efficiency of multiwalled carbon nanotubes and graphene nanoplatelets in aluminum matrix. Powder Technol. 356, 1059–1076 (2019)
Bhadauria, A., Singh, L.K., Laha, T.: Nanoindentation and nanoscratch properties of graphene nanoplatelets reinforced spark plasma sintered aluminium-based nanocomposite. Adv. Mater. Process. Technol. 5(2), 295–302 (2019)
Bhadauria, A., Singh, L.K., Laha, T.: Combined strengthening effect of nanocrystalline matrix and graphene nanoplatelet reinforcement on the mechanical properties of spark plasma sintered aluminum based nanocomposites. Mater. Sci. Eng. A 749(11), 14–26 (2019)
Bhadauria, A., Singh, L.K., Laha, T.: Effect of physio-chemically functionalized graphen Nano platelet reinforcement on tensile properties of aluminum nanocomposite synthesized via spark plasma sintering. J. Alloy. Compd. 748(5), 783–793 (2018)
Bhadauria, A., Singh, L.K., Nayak, S.K., Laha, T.: Tensile deformation behavior and strengthening mechanism in graphene nanoplatelet reinforced bimodal grained aluminum nanocomposite synthesized by spark plasma sintering and hot rolling. Mater CharactCharact 168, 110568 (2020)
Singh, L.K., Bhadauria, A., Jana, S., Laha, T.: Effect of sintering temperature and heating rate on crystallite size, densification behaviour and mechanical properties of Al-MWCNT nanocomposite consolidated via spark plasma sintering. Acta Metall. Sinica (English Letters) 31, 1019–1030 (2018)
Sedighi, M., Vini, M.H., Farhadipour, P.: Effect of alumina content On the mechanical properties of AA5083/Al2O3 composites fabricated by warm accumulative press bonding. Powder Metall. Met. Ceram. 55(510), 413–418 (2016)
Apalak, M.K., Gul, K., Arslan, Y.E.: Buckling and post-buckling behaviours of adhesively bonded aluminium beams: a review. REV. ADHESION ADHESIVES 10(1), 1–46 (2022)
Ghasemvand, M., Behjat, B., Ebrahimi, S.: Experimental investigation of the effects of adhesive defects on the strength and creep behavior of single-lap adhesive joints at various temperatures. J. Adhesion 99(7), 1227–1243 (2023)
Brahma, R., Ray, S.: A comprehensive review on the recent advances in the valorization of jackfruit waste for the development of value-added products. J. Food Technol. Res. 9(2), 120–134 (2022)
Desai, H.B., Kumar, A., Tanna, A.R.: Structural and magnetic properties of MgFe2O4 ferrite Na-Noparticles synthesis through auto combustion techniqUE. European Chem. Bull. 10(3), 186–190 (2021)
Javvaji, V., Latesh, K.V., Mounika, K., Musala, S.: Implementation of water consumption and contamination detection system using arduino. Int. J. Pharm. Res. Technol. (IJPRT) 10(2), 11–14 (2022)
Kundu, R., Biswas, C., Ahmed, J., Naime, J., Ara, M.: A Study on the adsorption of cadmium(II) from aqueous solution onto activated carbon originated from bombax ceiba fruit shell. J. Chem. Health Risks 10(4), 243–252 (2020). https://doi.org/10.22034/jchr.2020.1903764.1154
Radhy, N., Jasim, L.: A novel economical friendly treatment approach: composite hydrogels. Caspian J. Environ. Sci. 19(5), 841–852 (2021). https://doi.org/10.22124/cjes.2021.5233
Murali Mohan, M., Venugopal Goud, E., Deva Kumar, M. L. S., Kumar, V., Kumar, M., & Dinbandhu. (2021). Parametric optimization and evaluation of machining performance for aluminium-based hybrid composite using utility-Taguchi approach. In Recent Advances in Smart Manufacturing and Materials: Select Proceedings of ICEM 2020 (pp. 289–300). Springer Singapore
Jha, P., Shaikshavali, G., Shankar, M. G., Ram, M. D. S., BANDHU, D., SAXENA, K. K., ... & AGRAWAL, M. K. (2023). A hybrid ensemble learning model for evaluating the surface roughness of AZ91 alloy during the end milling operation. Surface Review and Letters, 2340001.
Sastry, M.N.P., Devi, K.D., Bandhu, D.: Characterization of Aegle Marmelos fiber reinforced composite. Int. J. Eng. Res. 5(SP2), 345–349 (2016)
Yadav, G.P.K., Bandhu, D., Krishna, B.V., Gupta, N., Jha, P., Vora, J.J., Abdullaev, S.S.: Exploring the potential of metal-cored filler wire in gas metal arc welding for ASME SA387-Gr. 11.-Cl 2 steel joints. J. Adhesion Sci. Technol. 38(2), 163–184 (2024)
Farhadipour, P., Sedighi, M., Heydari, M.: Using warm accumulative press bonding method to produce Al-SiC. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 231(5), 889–896 (2017)
Jasim, S.A., Vini, M.H., Daneshmand, S.: combined stir casting and accumulative press bonding. Surf. Rev. Lett. 29(04), 2250052 (2022)
Bandhu, D., Thakur, A., Purohit, R., Verma, R.K., Abhishek, K.: Characterization & evaluation of Al7075 MMCs reinforced with ceramic particulates and influence of age hardening on their tensile behavior. J. Mech. Sci. Technol. 32, 3123–3128 (2018)
Thakur, A., Purohit, R., Rana, R.S., Bandhu, D.: Characterization and evaluation of mechanical behavior of epoxy-CNT-bamboo matrix hybrid composites. Mater. Today: Proc. 5(2), 3971–3980 (2018)
Bhadauria, A., Bajpai, S., Tiwari, A., Mishra, S.K., Nisar, A., Dubey, S., Balani, K.: Bimodal microstructure toughens plasma sprayed Al2O3–8YSZ-CNT coatings. Ceram. Int. 49(8), 12348–12359 (2023)
Ponnapureddy, S., Bhadauria, A., Bajpai, S., Tiwari, A., Pandey, K.K., Keshri, A.K., Balani, K.: Enhanced reliability with bimodal microstructure and transformation-induced toughening in Al2O3-YSZ based thermal barrier coatings. Surf. Coat. Technol. 462, 129488 (2023)
Funding
Open access funding provided by Manipal Academy of Higher Education, Manipal.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts of interest
The authors have no conflicts of interest to declare. All co-authors have seen and agree with the contents of the manuscript and there is no financial interest to report.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bandhu, D., Barno, A.S., Ali, E. et al. Recycling of agro-industrial waste by fabricating laminated Al-metal matrix composites: a numerical simulation and experimental study. Int J Interact Des Manuf (2024). https://doi.org/10.1007/s12008-024-01759-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12008-024-01759-5