
Abstract
At present, materials obtained from nature are adopted with high priority due to exploitation of natural resources ofthe materials. This work is focused on the use of natural fibre with nano-silica as reinforcement in epoxy resin as a matrix. The polymer composites were developed by mixing an appropriate amount of nano SiO2 with bamboo fibres. After composite fabrication, specimens of standard size were prepared, and tests related to mechanical properties were performed. 32H compositesperformed best in the tensile test. The flexural test value for 32G composite was the highest. We found that the 32H composite had better energy absorption capacity. Response surface methodology (RSM) was used to find the optimum composition of composites, and the effects of fibre and nano-SiO2 on their mechanical properties were investigated. A central composite design was employed to analyse the composite properties. A second order polynomial model was used for predicting strength of the composites. It has been found that the composite was best fit by a quadratic regression model with an excessive co-efficient to determine the R2 value. Effects of bamboo fibre and nano-SiO2 were examined using analysis of variance (ANOVA).Experiment found that two-layer natural bamboo fibre with 2 wt.% of silica is of high quality. Nano composites of fabricated natural fibre reinforced polymer has numerous uses in automotive, aircraft, aerospace, sporting, structural, and home appliance industries.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
1.1 Physical, morphology and chemical properties
It is easier to maintainenvironmental balanceusing natural materials. The properties of the composites made are better than other materials being used.Many researchers have presented their work through different research articles on natural fibre composites, their applications, comparisons, and properties. According to Huaet al. composite materials offer excellent mechanical, thermal and tribological properties compared to other materials.Mechanical properties were improved usingepoxy with natural fibers [1]. Banga et al. [2] used epoxy resin CY-230 and hardener HY- 951 to make the bamboo fiberhybrid composite. The author used various weight percentages of the bamboo fiber to make four different composites 0, 20, 30 and 40wt % in the polymer matrix. Hand lay-up techniques were used to make composites. Interpreted the properties of material through mechanical and thermal properties tests as well as water absorption tests. Mohan et al. used natural fibres, viz. sisal and bamboo, for making the composites by hand lay-up technique. Explained advancement of the material according to current scenario. They reported that synthetic and natural fibre are same with respect to their material density, and both are nontoxic and nonabrasive [3]. Jain et al. performed experiments on bamboo fibres and their composites and tested the properties of compositessuch as tensile, impact and flexural strength. The flexural, tensile and impact strengths of bamboo along the fibres were found to be 230.09 MPa, 200.5 MPa and 63.54 kJ/m2 respectively. They observed that the composites possess linear elastic behaviour. SEM of the fractured Bamboo fibre reinforced polymer composite specimens reveal a perfect bonding between natural bamboo fibre and the epoxy [4]. Martijanti et al. discussed synthesizing particle reinforced polymer composites of bamboo as an alternative to particleboard products, which still use wood as a raw material [5]. Biswas et al. made a composite with bamboo and jute fiber. They found that the tensile strength of bamboo fiber is more than jute fiber. The elastic modulus value of jute fiber composite is elite. Also, the flexural strength of bamboo fiber is said to be good. In this work, the thermal behavior of the composite (with fiber) has been described as good through TGA test [6]. A series of hybrid composites with carbon fiber-woven fabrics were made using an epoxy that had been toughened with Halloysite nanotubes as the matrix [7]. Composite made with epoxy and carbon fiber achieved varying rates of change in flexural strength, toughness, and shear strength [8].Sharma et al. used carbon nano tubes in his work. The impact test value of composite made has been mentioned prominently. Based on the value obtained, the material's ability to observe energy was reported [9].
Boccarusso et al. presented work on hemp and flax. They used thermoforming polymers in place of synthetic fibers and thermosetting plastics. They made composites using polypropylene biomaterial using hemp and flax. Tensile test, Bending test and Izod test were done to test properties of the material. They described properties of the material mixed with polypropylene as excellent [10]. Yadav et al. performed experiments on Kevlar fiber and nano SiO2 as reinforcement with epoxy by hand lay-up technique to make the composites. After making the composite, a mechanical test of the material was done. With an increase in the wt. percentage of nano SiO2, properties of the material improve up to a certain wt.% of SiO2. Through the test, they found that there was an increase of 90, 16 and 42% in tensile strength, hardness, and impact strength respectively [11]. Daramola et al. prepared compositesusing silica and ash ofrice husk. Silica wt.% in composite is 0, 0.5, 1.0, 2.0, 3.0, 4.0 and 6.0 wt.% by mixing the materials in proportion using epoxy and hardener. Due to a high silica percentage, the mechanical properties are said to be minimal. During the tensile test, they observed that the sample failed due to incorrect numbers of constituents used or improper mixing of the constituents used [12]. Per the study of Boopalan et al. adding up to 50% banana fiber to jute/epoxy composites improves mechanical and thermal properties while lowering moisture absorption of the material [13].
Bandaruet al. used anhydride graphite polypropylene as a compacting agent while making composite material. Author reported that its use increases the bonding strength and heat resistance [14]. Haije et al. studied the properties of bio -flour-filled composites. They used polypropylene wood flour and cotton stalk bark to prepare the composite. Cotton stalk bark was added with various weight percentages such as 2.5, 5, 10, 15 and 30 wt.%. Mechanical and thermal properties were investigated. It was observed that flexural properties and tensile modulus of cotton stalk bark plastic composites were increased with increased concentration of cotton stalk bark. The moisture absorption of cotton stalk bark plastic composites was higher than that of neat polypropylene, and it absolutely increased with increased weight percent of the cotton stalk bark. The thermal properties showed that decomposition temperature of cotton stalk bark plastic composites was higher than that of polypropylene [15]. Namdev et al. used graphene nanoparticles with carbon fiber and epoxy. The test of mechanical properties of the composites and FESEM test of the material was done. Based on all kinds of tests and their obtained values, the A-2 composite (0.5 wt.% of GNP) material was reported the best [16].
1.2 Response surface method experimental design
Response surface methodology (RSM) is one of the available designs of experiment (DOE) techniques to optimize the operating parameters or condition in a system. Kumar et al. carried out mathematical modelling by response surface method, results are optimized with input parameters and output response of fabrication of reinforced epoxy hybrid composite fibre with the help of epoxy resin [17]. Tharaziet al. used the DOE technique and discussed importance of RSM methods in his work. Statistical analysis has been employed to optimize hot press parameters and tensile properties of composites. They used Box-benken design methods. Explained the results in detail through ANOVA analysis [18]. Ragunath et al. discussed the mechanical properties of sisal- glass fibre hybrid composite for the optimization of properties using Response Surface Method [19]. Singh et al. investigated the effect of poly tetra fluoro ethylene (PTFE) micro- particles on mechanical properties of poly oxy methylene [20]. Penjumras et al. used the Response Surface method. This method was used to optimize preparation of bio composite based on poly and durian peel cellulose. Explaining the quadratic regression model in detail and R2 value in his work [21].
Laouici et al. had studied the tensile properties of natural fibre composite in his work. The effect of fibre on the composite was explained through the Response Surface Method [22]. Yadav et al. worked on aluminium alloy Al6063 using RSM for optimization of machining (milling processes) [23]. Bahrgavi et al. had made the model of the mechanical properties (MP) through RSM, and ANOVA was used to check the validity of the model. The results indicate that the developed quadratic models are suitable for the prediction of MP of the bamboo fibre composites. They have observed that properties decreased with increased fibrepercent. Bamboo fibre was shown to be the most effective reinforcement material among all studied reinforcement [24]. The interest in natural fibre reinforced polymers is rapidly arising in terms of exploration and industrial operations. Bamboo fibres have attracted wide attention among natural fibres reinforced polymer composites due to their environmental suitability, mechanical properties, and recyclability. It’s important to enhance system performance and increase process performance without increasing cost. The method used for this purpose is termed optimization.
2 Experimentation
2.1 Material
Bamboo fiber mate, epoxy (LY-556), Hardener (HY-951) and nano SiO2 have been used to make the composite. The bamboo fiber, epoxy and hardener were purchased through Go Green India Pvt Ltd Chennai, India and nano SiO2 was purchased from intelligent materials Pvt.Ltd. Bhopal. Epoxy (LY-556) and Hardener (HY-951) were used in the ratio of 10:1. The nano SiO2with white color and 50–60 nm size was used for mixing.
2.1.1 Epoxy LY556 and hardener HY951
Hardener HY951 is a low viscosity unmodified aliphatic polyamine. Epoxy LY556, is a medium viscosity unmodified liquid epoxy resin based on bisphenol -A. Epoxy LY556 With Hardener HY951 provide low viscosity, solvent free room temperature curing laminating system by varying contents of hardener HY951 from 10to 12 parts. The reactivity of the system can be adapted to suit the processing and curing condition. Hardener has been used as curing element. In the present work 10 wt.% of hardener was used in all composites developed. Use the mixing ratio of LY556: HY951 as 10:1(resin and hardener should be mixed uniformly until they form a homogeneous mixture). Araldite LY556 is liquid solvent free epoxy resin. Curing take place at atmospheric pressure and room temperature after addition of hardener.
2.1.2 Properties
-
A.
Bamboo fiber
See Table 1.
-
B.
Epoxy and Hardener
See Table 2.
-
C.
Physical and chemical properties of LY556
See Table 3.
2.2 Composite preparation
The composite material is a material composed of two or more materials with different physical and chemical properties, but the individual component’sproperties remain separate and distinct in the final product. In the present work,hand lay-up method followed by compression molding has been used for making composite. The electric oven, magnetic stirrer and electronic weighing machine were also used in this work. Firstly, the bamboo mat was cut into the shape of a die (14 cm*15 cm). 150gm (± 1gm) of epoxy in a borosil beaker was put in an electric oven at 80 °C for 30 min, which reduced viscosity of the epoxy. To remove the moisture from bamboo mat, it was put in an electric oven at 50 °C for 20 min. In another borosil beaker, 15gm (± 1gm) of hardener was taken and mixed with epoxy.As the reaction after adding the hardener is exothermic, it emits heat and starts getting hard in 10 to 15 min. Due to this, pouring had started just after mixing the hardener. Dies are preheated and then a coat of mold relief agent (ex. wax) was applied on the inner surface of the die to facilitate easy removal of the sample after curing. Epoxy hardener mixture was spread on bamboo mate and rolled it so that the mate could be completely rolled, then remaining epoxy hardener mixture was spread on the die. Die was then closed and put in the compression molding machine for 24 h. This process was used till the nano SiO2 is mixed. There is a slight change in the process by adding nano SiO2 after heating the epoxy, take the nano SiO2in 2 or 4 wt.% and put it in the electric oven to remove the moisture (at constant temperature 70 °C for 30 min).After 30 min, a mixture was made with epoxy, 10 ml of acetone was added which acts as a coupling agent. Magnetic stirrer apparatus was used for proper mixing of epoxy and nano SiO2 with 500 rpm of magnetic bit and temperature was maintained at 80 °C for 45 min. After that, the ultrasonic bath was used for mixing nano SiO2 in epoxy for 10 min. After completion of this process, mixture was kept at room temperature for some time, addedhardener 15gm (± 1gm) and mixed properly and then the rest of the process used was same as discussed above for completion of fabrication of composites.
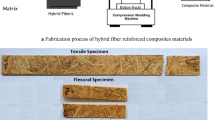
Bidirectional bamboo fiber mat was used, and nine distinct composites were fabricated by preparing a mixture of epoxy, hardener and nano SiO2in various ratios. And naming them viz. 10A, 12B, 14C, 20D, 22E, 24F, 30G, 32H and 34I. Here the first digit represents number of layers of bamboo fiber mat, second digit represents percentage of the nano SiO2 with epoxy, and English alphabet shows the sequence of composite according to preparation of composites. Material composition is discussed in Table 4.
Figure 1 shows the process of hand layup technique. Step (i) to step (viii) depict a composite being made from a mixture of epoxy, hardener and nano SiO2.

Process of hand lay-up method
2.3 Apparatus
In general, material is found in different forms, which are modified using various equipment and apparatus. The main machines used to make composites are Compression Molding Machine, Magnetic stirrer, Electric oven, Ultrasonic bath etc. Compression Molding Machine is the main equipment in which a material is placed directly on a hot metal mould, and then softened by heat and therefore forced to conform to the shape of themould when the mould is closed. Typically, compression moulding machines are opened along a vertical axis. A magnetic stirrer was used for mixing nanoparticles with epoxy.Electric oven is the important equipment used to heat the materials used to make polymer matrix composite, to remove the moisture of nano particles and bamboo mats, and to reduce viscosity of the epoxy. An ultrasonic bath is used to uniformly mix nano particles in the epoxy matrix and remove the impurities. Photographs of the apparatus are shown in Fig. 2.

Equipment used for the fabrication process
2.4 Mechanical testing
Composites are being used in industries due to their light weight and good mechanical properties. Mechanical testing of the composites is essential to understand their strength and durability. After testing, their applications can be decided according to their properties. Mechanical testing is a standard and essential part for wide application of the composite materials. The purpose of mechanical testing is to characterize the properties of any material before its use and to provide verification of the final product. The main characteristics of composites are their lightweight, combined strength and rigidity. In this work, mechanical testing was done in which the information of the machine used, and specimen size is presented in Table 5 and Fig. 3.

Testing machine (ASTM standards)
2.5 Result of mechanical properties
The mechanical properties of material is defined as those properties that impact the material response to carried out loads. Mechanical properties are used to determine how a material would behave in each application and are helpful during the material selection and loading specification processes. Tested through various equipment's, the machine used is depicted through Fig. 3. Value of mechanical properties are presented in Table 6. The data can be easily understood through Fig. 4. After testing, it was found that, increasing the percentage of silica above a certain value reduces strength of the composites. The value of 32H composite for tensile test is 31.80 MPa and for 34I composite, it is 28.70 MPa, where 32H has 3 layers of natural bamboo fibre mat and nano silica (SiO2) of 2 wt.% and 34I has 3 layers of natural bamboo fibre mat with nano silica content of 4%. Increasing the amount of silica above a limit is reducing the strength. Main reason for this is the cohesive bonding of silica atoms. The nano-silica particles are agglomerated in the form of clusters which reduces the effective particle available for the strengthening [2]. Similarly, for flexural strength, the value of the32H composite is 41.60 MPa and for 34I composite it is 35.50 MPa. This will be outlined by the fact that overloading the organic compound part with silicon dioxide particle will increase the consistence of the resin phase that reduces its flexural strength afterwards. The impact strength of composite 10A, 12B, 3C, 20D, 22E and 24F has been increasing steady. Uniform desperation of silica nano particles in the epoxy is an important factor in improving the impact strength [11]. However, after 32H, the values decreased to 34I. The reason for this reduction is the mutual bonding of silica particles which causes agglomeration of silica nano particles. With consideration of the above reasons, value of the hardness test depended on the greatness of the test taken at a particular point of the sample. If tested at different points on the composite’s plane, it is possible to change the value only when the hardness of material corresponds to a fixed value [16] (Table 7).

Strength properties vs composites
3 Optimization
3.1 Response surface method (RSM)
Response surface methodology is a set of statistical and mathematical strategies used to develop the model, optimize and analyse the engineering problem and additionally has many applications in the field of design and manufacturing. It is a valuable tool for constructing and optimizing the models [18]. In the present study, the bamboo fibre layer is taken as the first factor and wt.% of nano silica as the second factor. We have taken nine different compositions of the composite and measured different properties of all the samples as response parameters. The values obtained after testing as per the ASTM Standard were taken from the data and used the Design Expert software for statistical analysis. Analysis of variance (ANOVA) was used to investigate the influence of process parameters on the response’s characteristics. The purpose of ANOVA is to determine the significance of process parameters which affect the mechanical properties of composites. The mechanical properties such as tensile, flexural, impact and hardness strength of bamboo fibre, nano SiO2, epoxy and hardener have been studied.
3.2 Analysis of variance (ANOVA)
The obtained experimental value was analysed using design of experiment software by Response Surface Methodology. All the response parameters were analysed using ANOVA, and regression analysis was done for model fitting and to evaluate the significance of the co-efficient [22]. The results are shown in Table 8 for the ANOVA analysis of tensile strength. The F value of the model 44.00 implies the model is significant. P value is very small (tensile strength) P (0.0052) which represents that the generated model has only 0.52% chance that F-value this large could occur due to noise. Table 9 is for response to flexural strengths. F value of the model is 27.16, implies the model is significant. There is a 1.06% chance that an F- value this large could occur due to noise. ANOVA for quadratic model for response three impact strength (Izod test) is shown in Table 10. In this table, the model F-value of 48.93 implies the model is significant. There is only a 0.45% chance that an F-value this large could occur due to noise. ANOVA for quadratic model response the four-hardness transforms (square root) values is shown in Table 11. In this table, the model F-value of 23.72 implies the model is significant. There is only a 1.29% chance that an F-value this large could occur due to noise. The value of p of less than 5% and the determination to co-efficient R2more than 90% indicate that there is a relationship between the variables under consideration and they are represented adequately by the model [19]. Adequate precision measures the signal to noise ration. A ratio greater than 4 is desirable. So that model can be used to navigate the design space [20].
3.3 Development of second order equations
The second order statistical equation model as in equation (i) to equation (iv) was developed based on the experimental results in ANOVA Tables 8, 9, 10 and 11 since the R2 was above 90%, this model equation could be applied to predict the value of the responses within the limited range. However, the following equation is only valid within the range of tested conditions from 0 to 4 wt.% of nano SiO2 and 3 layers of bamboo fibres in the polymer composites. The final equation in terms of actual factors are as follows:
where A- Bamboo layers, B-Nano-SiO2wt.% in the composite.
3.4 Model accuracy check
Figure 5a–d depicts the normal probability plot to residual for the tensile(a), flexural(b), impact(c) and hardness(d) respectively. They reveal that the residual follows normal distribution and generally falls on a least-square line close with no reasonable outliers. In addition, all the data was within the limit with no oddstructure in the model.

Predicted vs Actual Value
3.5 Optimization of input process parameter
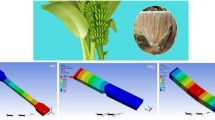
The 3D response surface graph and contour plots are made based on the model developed by considering the optimum process parameters. The value of tensile strength (a, p), flexural strength (b, q), impact strength (c, r) and hardness test (d, s) of hybrid composite fibre is exhibited by the proper indentation of the 3D surface in Fig. 6. Mechanical properties were increased by adding up to two layers of Bamboo Fibre and 2 wt.% of nano SiO2 to the composite. As the percentage of nanoSiO2was further increased, the strength was decreased, which can be understood through 3D and contour plots. An optimum value was reached through RSM using Design Expert software, which explains the use of two layers of bamboo with 2 wt.% of nano SiO2as the best solution.

3D Response Surface Plot and contour plot
3.6 Perturbation graph
The perturbation graph leads to the correct set of causes. The Perturbation plot (Fig. 7) shows the contour plot for factors A and B. It's best to stay within the 'box' of factorial settings in the Central composite design. Extrapolate to the axial levels − 1 to + 1 coded unit is in this case.

Perturbation plot showing the effect of factors on the Properties
3.7 Solution
Obtained solution found by the Design of Experiments software. The ramp report and optimized contour plot are displayed in Fig. 8, where the individual response graph is given for better understanding. The red dot and the blue dot are mentioned on the ramp report, which indicate the optimum input and output response of the composite fibre. The optimised input process parameters of two layers of bamboo fibre with 2 wt.% of nano SiO2and mechanical properties such as tensile strength 23.818 MPa, flexural strength 38.0372 MPa, impact strength (Izod test) 39.303 kJ/m2 and barcole hardness 15.14 (≈ 16). The desirability of the model is 0.845. These are the optimized values by Response Surface Methodology.

Optimize value of input and their output response of composite fibre response
For theoptimization through RSM, DOE was created using the box Behnken technique in design expert software version 13, in which 2 input parameters and 4 response parameters were used, represented in Table 7. Further before the optimization, ANOVA test was performed and the model was found significant for all four responses as shown in Tables 8, 9, 10 and 11. The significance of the model is important in ANOVA. The significance of the model depends on the P value. The value of P is less than 0.05 (5%) in all tests (for tensile, flexural, impact and hardness tests) for all the models indicating the correctness of the value [22]. Out of the nine composites prepared in the present study, it was found by using RSM tool that the 22E composite was better than rest of the samples. Nine different points are represented above and below the slant line in Fig. 5a, b, c and d. The value of each test for all the composites remained in the range of − 6.4 to + 6.4 by mean of a second order equation as shown in Fig. 5. It is like a straight-line model was found significant with Quadratic Model. The residual set against predicted plots are normally distributed. Shown in the Fig. 5, the points on the line being the best and being slightly closer is the better, which proves the correctness of the value. The model is correct according to Fig. 5a, b, c and d [25]. The 3D response surface plot contour as shown in Fig. 6p, q, r and s shows a dot in the middle of the images, which shows 2 layers of natural bamboo composite with 2 wt.% of nano SiO2(22E) is accurate composite. The reason of this is the crystalline nature of silica and natural bamboo fibre intermolecular bonds are strong [27]. The desirability factor for the 22E composite in Fig. 8 is 0.845, which is higher than 0.65, which increases the scope for the composite to be used. The model suggested is adequate and satisfying [17, 26].
4 Conclusions
In our study, central -composite design was implemented as an experimental strategy to design and analyse the influence of the processing parameters. The optimum area in the designated range of process parameters was found using 3D response surface plots. Four quadratic models were developed to correlate the process variable to the responses. The two layers of bamboo fibre with 2 wt.% of nano SiO2were the optimized values of input parameters. In this work nine composites were developed, and the mechanical properties were tested as per ASTM standards. The Response Surface Method was used by design expert software to optimize the obtained value. The Response Surface Method is employed for the purpose of multi-objective parameters to be optimized. The main objective of the present work was to identify the optimized processing parameters for fabrication of bamboo fiber as the natural fiber reinforced polymer composite with the desirable properties.
From the studies done in the past, environmental balance can be maintained using natural fiber. We use the natural bamboo fiber reinforced with silica. Adding filler material provide enhanced mechanical properties of the composite. Because 2 bamboo layer- 2 wt.% silica was found to be of high quality through experiment. In which it was proved that material 22E would be suitable for use. Based on the values of the material obtained, it is possible to say that this material could be used in the automotive sector in future. Examples include Engine cover, Part of door, Fuel Tank etc.
References
Hua, S.F., Zhu, Z.Z., Min, L.W.: Tribological and mechanical properties of Nomex fabric composites filled with poly fluo 150 wax and nano-SiO2. Compos. Sci. Technol. 67, 102–110 (2007). https://doi.org/10.1016/j.compscitech.2006.03.029
Banga, H., Singh, V.K., Choudhary, S. K.: Fabrication and study of mechanical properties of bamboo fibre reinforced bio –composites. Innov. Syst. Des. Eng. IISTE (2015)
Mohan, S.K., Ganesan, A.T., Ramarao, M., Mangrulkar, A.L., Rajesh, S., Al Obaid, S., Alfarraj, S., Sivakumar, S., Ganesan, M.: Evaluation of mechanical properties of sisal and bamboo fibres reinforced with polymer matrix composites prepared by compression moulding process. Adv. Mater. Sci. Eng. (2021). https://doi.org/10.1155/2021/2832149
Jain, S., Kumar, R., Jindal, U.C.: Mechanical behaviour of bamboo and bamboo composite. J. Mater. Sci. 27, 4598–4604 (1992). https://doi.org/10.1007/BF01165993
Martijanti, M., Sutarno, S., Ariadne, L.: Polymer composite fabrication reinforced with bamboo fiber for particle board product raw material application. Polymers 13(24), 4377 (2021). https://doi.org/10.3390/polym13244377
Biswas, S., Shahinur, S., Hasan, M., Ahsan, Q.: Physical, Mechanical and Thermal properties of Jute and bamboo fiber reinforced unidirectional epoxy composites. Procedia Eng. 105, 933–939 (2014). https://doi.org/10.1016/j.proeng.2015.05.118
Yueping, Y., Haibin, C., Jingshen, W., Ming, C.C.: Interlaminar properties of carbon fiber composites with halloysite nanotube-toughened epoxy matrix. Compos. Sci. Technol. 71(5), 717–723 (2011). https://doi.org/10.1016/j.compscitech.2011.01.018
Joel, F.S., Daniel, I.M.: Hybrid nano reinforced carbon/epoxy composites for enhanced damage tolerance and fatigue life. Compos. Part A 65, 47–56 (2014). https://doi.org/10.1016/j.compositesa.2014.05.023
Sharma, S.P., Lakkad, S.C.: Impact behavior and fractographic study of carbon nanotubes grafted carbon fiber-reinforced epoxy matrix multi-scale hybrid composites. Compos. Part A 69, 124–131 (2015). https://doi.org/10.1016/j.compositesa.2014.11.005
Boccarusso, L., Fazio, D.D., Durante, M.: Production of PP composites reinforced with flax and hemp woven mesh fabrics via compression molding. Invention (2021). https://doi.org/10.3390/inventions7010005
Yadav, P.S., Purohit, R., Kothari, A., Rajput, R.S.: Effect of Kevlar fiber and nano SiO2 on mechanical and thermal properties of hybrid composites. OJC 37, 531–540 (2021). https://doi.org/10.13005/ojc/370303
Daramola, O., Tayo, S.A. Mechanical properties of epoxy matrix composites reinforced with green silica particles. Int. J. Eng. Ann. Fac. Eng. Hunedoara 1584–5665 (2017)
Boopalan, M., Niranjanaa, M., Umapathy, M.: Study on the mechanical properties and thermal properties of jute and banana fiber reinforced epoxy hybrid composites. J. Compos. Part B 51, 54–57 (2013). https://doi.org/10.1016/j.compositesb.2013.02.033
Bandaru, A.K., Vikrant, V.C., Ahmad, S., Alagirusamy, R., Naresh, B.: Low velocity impact response of 2D and 3D kevlar/polypropylene composites. Int. J. Impact Eng. 89, 1–13 (2016). https://doi.org/10.1016/j.matdes.2016.05.075
Haijie, W., Liang, X.: The utilization of cotton stalk bark to reinforce the mechanical and thermal properties of bio-flour plastic composites. Constr. Build. Mater. 118, 337–343 (2016). https://doi.org/10.1016/j.conbuildmat.2016.02.095
Namdev, A., Telang, A., Purohit, R.: Effect of graphene nano platelets on mechanical and physical properties of carbon fibre/epoxy hybrid composites. Adv. Mater. Process. Technol. (2021). https://doi.org/10.1080/2374068X.2021.1939557
Kumar, A., Kumar, J., Juneja, D.: Optimization of process parameters and mechanical properties of hybrid fibre reinforced by epoxy resin by response surface methodology (RSM). Int. J. Res. Eng. Innov. 3(6), 399–407 (2019). https://doi.org/10.36037/IJREI.2019.3608
Tharazi, I., Bakarsulong, A., Shaida, F.: Application of response surface methodology for parameters optimization in hot pressing kenaf reinforced bio composite. J. Mech. Eng. (JMechE) 17(3), 131–144 (2020). https://doi.org/10.21491/jmeche.v17i3.15318
Ragunath, S., Shankar, A.N., Meena, K., Guruprasad, B., Madhu, S., Rakesh, N., Hariprabhu, M.: Multi-objective optimization of mechanical properties on Siasl -glass fiber reinforced hybrid composite using response surface methodology and lingo analysis. Adv. Mater. Sci. Eng. (2021). https://doi.org/10.1155/2021/2376148
Singh, J., Singh, K., Ching, Y.C., Abdullah, L.C., Ching, K.Y., Razali, S., Gan, S.N.: Optimization of mechanical properties for poly oxy methylene/glass/fiber/polytetrafluoroethylene composites using response surface methodology. Polymers (2018). https://doi.org/10.3390/polym10030338
Penjumras, P., Rahman, R.A., Rosnita, A., Abdan, T.K.: Response surface methodology for the optimization of preparation of bio-composites based on poly (lactic acid) and durian peel cellulose. Semant. Web J. (2015). https://doi.org/10.1155/2015/293609
Laouici, H., Benkhelladi, A., Bouchoucha, A.: Tensile mechanical properties of natural fibre composites- a statistical approach. Iran. Polym. J. 10, 11–12 (2021). https://doi.org/10.21203/rs.3.rs-369937/v1
Yadav, P., Kumar, N.: Machining optimization of composite material by using response surface methodology. Int. J. Adv. Technol. Eng. Explor. (2019). https://doi.org/10.19101/IJATEE.2019.650002
Bhargavi, S., Hussian, S.A., Reddy, K.T., Madhuri, K.: Characterization of hybrid polymer composite. Int. J. Eng. Sci. Res. Technol. (2013). https://doi.org/10.1016/B978-0-08-100787-7.00004-4
Murali, B., VijayaRamnath, B.M., Rajamani, D., Nasr, E.A., Astarita, A., Mohamed, H.: Experimental investigations on dry sliding wear behaviour of kevlar and natural fibre-reinforced hybrid composites through an RSM–GRA hybrid approach. Materials 10, 11–12 (2022). https://doi.org/10.3390/ma15030749
Rasyid, M.F., Salim, M.S., Akil, H.M., Ishak, Z.A.: Optimization of processing conditions via response surface methodology (RSM) of nonwoven flax fibre reinforced acrodurbiocomposites. Procedia Chem. 19, 469–476 (2016). https://doi.org/10.1016/j.proche.2016.03.040
Iliyasu, I., Bello, J.B., Oyedeji, A.N., Salami, K.A., Oyedej, E.O.: Response surface methodology for the optimization of the effect of fibre parameters on the physical and mechanical properties of deleb palm fibre reinforced epoxy composites. Sci. Afr. 16, e01269 (2022). https://doi.org/10.1016/j.sciaf.2022.e01269
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kumar, R., Ganguly, A. & Purohit, R. Optimization of mechanical properties of bamboo fiber reinforced epoxy hybrid nano composites by response surface methodology. Int J Interact Des Manuf (2023). https://doi.org/10.1007/s12008-023-01215-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12008-023-01215-w