
Abstract
Two polyester-lignite composite coated urea slow-release fertilizers (SRFs; Poly3 and Poly5) were developed and their physicochemical properties were studied. Both these SRFs significantly (p < 0.05) extended the urea release compared to uncoated urea; Poly3 and Poly5 by 117 and 172 h, respectively. The urea release characteristics of Poly5 were further enhanced by linseed oil application (Poly5-linseed). The SEM images demonstrated the coatings were in contact with the urea and encase urea particles completely with the average coating thickness of 167.2 ± 15 µm. The new interactions between polyester and lignite in the composite coating were confirmed by the FTIR analysis. Polyester-calcium carbonate (Polyester-CaCO3) coated SRFs (Calc3 and Calc5) were developed using CaCO3 as a filler in place of lignite and the urea dissolution rate was compared with Poly3 and Poly5. The urea release times for the polyester-CaCO3 formulations, 48 and 72 h, were significantly (P < 0.05) lower than the polyester-lignite formulation, showing that lignite imparted greater control over release time than CaCO3. Findings from this work showed that polyester-lignite composites can be used as a coating material for SRFs.
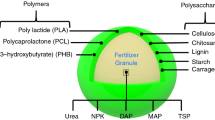
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Plants uptake only a small fraction of the applied fertilizer in an agricultural land use.1 The large quantity of unused fertilizer is generally lost and it causes adverse effects on the environment.2 The inefficiency of fertilizer use is associated with a lack of synchronization between plant demand and fertilizer supply.1 Conventional nitrogen fertilizers release surplus amounts of phyto available ammonium or nitrate ions to the soil in a short period after the application, with a significant proportion not utilized by the plant. The excess ammonium is volatilizable, and nitrate leaches as it is highly mobile due to its high solubility and low affinity to soil. Slow-release fertilizers (SRFs) are being used successfully as an effective way to control nitrogen losses by increasing the release duration to synchronize supply with plant demand.1,3 Polymer-coated fertilizers are the most widely used SRFs since the release rate can be predefined at the formulation stage.1 The direct physical contact of the active ingredient (N fertilizer) with water is prevented by applying a coating around the granule as a barrier. The diffusion of water into the coating membrane dissolves the nutrient and releases it slowly out of the membrane.
Several inorganic and organic polymer coating membranes have been employed in SRF formulation and reported in the literature such as polyurethane (diisocyanate), epoxy, polyester, linseed oil, calcium carbonate, sulphur, etc.4,5 Cured polyester resins have desirable characteristics such as better mechanical, chemical and heat resistance properties.6,7 An unsaturated polyester (UP) is a thermosetting polymer with excellent abrasion resistance, hydrophobic and mechanical properties. Different types of petroleum and bio-based polyester resins have been used for SRF formulation. For example, a waterborne polyester was synthesized using a poly-condensation technique from citric acid, glycerol, and dimer acid, and used for coating urea.6 This polyester coating showed high tensile strength, impact resistance, fracture strain, thermal stability and good control over urea release. However, the use of these polymers is limited by long curing times, high cost and they are not environmentally friendly materials.8 Developing composite polymer coatings could be a solution to overcome the limitations of polymer resins. These composite polymers are made by mixing additives with the polymers to reduce the polymer content, cost of coating material and increase biodegradability, while sustaining the beneficial properties of the polymer as a coating material.9
It is proposed to use lignite as an environmentally friendly organic additive or filler in polymer composite coating. In agriculture, lignite has been used as a soil amendment for various purposes such as; increasing soil pH and decreasing aluminium solubility,10 reducing the solubility and plant availability of heavy metals by binding them onto active sites.11,12 This improves soil fertility by adding organic matter,13 increases water retention capacity, decreases moisture loss,14 decreases the ammonia losses from cattle feedlots,15 and improves pasture growth.16 Moreover, lignite was employed in the formulation of SRFs. For instance, a granular slow-release fertilizer was developed by mixing the urea-formaldehyde polymer with KOH-activated lignite which prolonged the N release up to 90 days.17 Brown coal-urea blended granular SRF was developed using the pan granulation method and it decreased the ammonium and nitrate losses by 40% and 20%, respectively, compared to urea.18
Although lignite was employed in the SRF synthesis in different ways, the polyester-lignite composite has not been tested as a coating material. Therefore, a research study was conducted to (a) develop different new polyester-lignite composites, (b) characterize the physical and chemical properties of synthesized coating materials, and (c) investigate the slow-releasing behavior of newly developed SRFs.
Materials and methods
Preparation of SRFs
Lignite and polyester resin were used to prepare a composite coating for urea in two different thicknesses. The NORSKi® polyester resin with polyester catalyst 55 (methyl ethyl ketone peroxide) was used for this study. The flashpoint of polyester is 30°C, gel time at 20°C with 2% catalyst is 26 min, melting point nearly 250°C and the mixing ration with hardener is 1–2%. The lignite from Kai Point Mine (Clutha District, Otago), New Zealand was used and the basic physicochemical properties of the lignite are described in Table 1. Fine lignite powder was prepared by sifting ground lignite through a 200-micron sieve. Lignite was used as an organic amendment and filler to overcome the surface stickiness of polyester. The viscosity of polyester resin was not decreased using any solvents as it can cause the release of toxic gases and therefore, was used in its original high viscous form.
The urea granules were coated with a mixture of polyester-lignite or polyester-lignite-linseed oil or polyester-calcium carbonate and the preparation process is described below. Granular urea (100 g) was mixed with polyester resin (2 g) in a rotating drum coater (30 rpm) using a plastic pipette, and fine lignite powder (3 g) was sprinkled on top of the mixture. Lignite powder can easily bind to the surface as the polyester resin is sticky. The mixture was allowed to cure for 30 min on a flat tray at room temperature. A similar coating with polyester and lignite mixture was repeated three times and this SRF is referred to as Poly3. The method was repeated with another 100 g urea, but it was coated five times with polyester-lignite composite and it is referred to as Poly5. In the Poly5 formulation, 3.5 g lignite was applied (instead of 3 g) only in the last two coatings to overcome the burst effect found in Poly5. A 50 g portion of Poly5 was coated with linseed oil (2 g) and it is referred to as Poly5-linseed.
Calcium carbonate (CaCO3) is a common filler used in polymer composite synthesis.19 To compare the effect of lignite as a filler, urea was coated with polyester-CaCO3 composite. The CaCO3 fine powder was prepared by sifting the ground powder through a 200-micron sieve. Polyester-CaCO3 coating was applied to urea using CaCO3 as the filler instead of lignite with polyester resin. The three and five-times coated SRFs are referred to as Calc3 and Calc5, respectively. The corresponding amounts of CaCO3 used in these coatings were similar to the lignite used in Poly3 and Poly5, respectively.
Static urea release in water
The dissolution test was carried out to measure the urea release from the uncoated and coated urea SRFs. A 20 g sample of uncoated and coated urea was weighed and placed in 250 mL deionized water separately. Another 20 g of coated and uncoated urea were crushed and put into 250 mL deionized water to measure the available urea in each. The uncoated urea was used as the control. All the treatments were conducted in triplicate. An aliquot of samples (1 mL) was collected at different time intervals and total Kjeldahl nitrogen (TKN) was measured using a Technicon auto analyzer (Seal Analytical, Norderstedt Germany). The urea releasing percentage was calculated using the following equation (1):
Coating percentage, coating efficiency, nitrogen percentage, and composition of the coating
The theoretical coating percentage of the SRF was calculated by the weight ratio of the coating material used for the coating to the total weight of the SRF. The actual coating percentage of SRF was measured by the following method: A 10 g portion (Mt) of triplicate samples was crushed and kept in 100 mL of water at room temperature. After complete dissolution of urea, the polymer coating was filtered using a 0.45-micron filter paper and washed carefully with deionized water to remove the urea. The coating was dried at 40°C for approximately 6 h and the residual was weighed (Mc). The coating percentage, coating efficiency and nitrogen percentage were calculated using the following equations (2), (3) and (4), respectively:
where Mt and Mc are SRF samples taken and residual samples, respectively.
The actual composition (ratio of polyester and lignite) in the coating was determined by elemental analysis. The nitrogen level of both polymer and lignite is a constant. The nitrogen level in the coating membrane, polymer, and lignite were measured and the composition was calculated by the following equation (5):
where ML and Ms are the weight of lignite in the membrane and sample taken for elemental analysis, respectively. NP, NL and NS are the nitrogen percentage of polyester, lignite and sample measured in elemental analysis, respectively.
Characterization of the coating
Morphological features
The surface and cross section of the coated urea SRFs were analyzed using a scanning electron microscope (SEM) at different magnifications. Randomly selected SRFs were cut in half and samples were sputter-coated with gold in an IB-5 ion coater and SEM images were obtained.
The images of surface and cross-sectional view of SRFs were taken under a polarized light microscope (PLM) to visualize the relative distribution of the lignite and polymer in the coating. The SEM image of the cross section at 250 magnification was used to measure the coating thickness. The thickness was measured at 25 random points of the coating and the average was calculated.
An image processing method was employed for further analysis of the coating surface morphology using ImageJ software.20 The SEM (x 500) and PLM (x 100) images were selected to visualize the smooth and coarse regions of the coating, respectively. Both images were converted to 32-bit color depth mode and an Interactive 3D Surface Plot plug-in was deployed in the selected region of the images. The 5% smoothness was applied for SEM images whereas a higher level of smoothness (50%) was applied to PLM images to visualize the large undulation of the surface. The outputs were saved as surface plot images.
Fourier transform infrared spectroscopy (FTIR) analysis
Fourier transform infrared (FTIR) is a technique used to identify the bonds in a compound. The new bond formations between polyester and lignite were characterized using a FTIR spectrophotometer with a wavenumber range from 4000 to 500 cm−1 in attenuated total reflectance (ATR) mode.
Thermogravimetric analysis (TGA)
The thermal stability of the coatings was analyzed using TGA (Discovery TGA 55, New Castle, DE) under a nitrogen atmosphere (60 cm3 min−1). The samples were heated from room temperature to 600°C with an increasing heating rate of 10°C min−1.
Physical characteristics
Particle size distribution and circularity
The particle size distribution of the coated and uncoated urea was analyzed using ImageJ software.20 Five grams of coated SRF and uncoated urea were measured and uniformly spread on a flat surface to avoid contact between granules. Contrast color sheets were used as the background; a white sheet for coated granules (since they are black in color) and a black color board for uncoated urea granules. The images were taken using a 7.2 MP camera (Sony) in a dark place using flashlights. The color images were converted to binary images and an Analyse Particle Function was used to measure the area of each granule. The 0.01-pixel threshold value was applied for the size to exclude the fine particulates that are not objects of interest. The circularity option was selected in full range (0–1) to include granules of different shapes. The diameter was calculated from the cross-sectional area of the particle generated by the software assuming all the particles were spherical. For the same binary image, a range of circularity values with an increment of 0.1 from 0 to 1 was applied and the number of particles belonging to each range was recorded. The particle count for each circularity value was plotted.
Abrasion resistance
The strength of the coating material for abrasion was measured by a modified method from the literature.21 Briefly, a 10 g portion of coated urea granules was placed in a No 6 sieve (3.36 mm) with 10 metal balls (1.5 cm diameter and 16 g weight each) and a pan was kept underneath it to collect the sieved particles. The sample was shaken for 10 min and the weight of the sample remaining in the sieve and collected in the pan were weighed. The abrasion resistance was measured using the following equation (6):
Water absorbance of the coating
One and a half gram of coating material (Mo) in triplicate was kept in 100 mL of water for 90 min at room temperature. The water-soaked sample was filtered carefully using a 177-micron sieve to remove the surface water and the final weight (M) was measured. The water absorbency was calculated using the following equation (7):
Coating porosity measurement
The amount of water absorbed by the coating was used to measure the coating porosity using a modified method from reference (22). Ten similar size granules were selected and soaked in water in triplicate until the urea completely released out of the granule. Thereafter, surface-bound water on the coating was removed using blotting paper and the wet weight was measured (Mw). The coating was dried in an oven at 30°C until a constant weight was obtained (Md). The volume of coating (Vc) was calculated using the thickness of coating obtained from the SEM images and it was assumed that the coating was spherical and the coating thickness was uniform. The density of water (ρw) is 1 g cm−3. The porosity \((\varepsilon\)) was calculated using the following equation (8):
Modeling of release kinetics
Nutrient release can be governed by various mechanisms such as dissolution, diffusion, portioning, osmosis, swelling and erosion. Mathematical modeling helps to understand the nutrient-releasing mechanism from a coated SRF. Therefore, experimental results were fitted with selected mathematical models; Korsmeyer–Peppas model and Peppas–Sahlinmode model.
Korsmeyer–Peppas model
The semi-empirical model23 explains the nutrient release behavior of a polymer coating for an unknown or a complex-releasing mechanism.24
where Qt is the fraction of solvent released at time t, K is a distinctive constant for the filler–polymer system, and n is the diffusion exponent. The n value determines the releasing mechanism; n < 0.45 indicates a Fickian diffusion mechanism, 0.45 < n < 0.89 shows non- Fickian transport, n = 0.89 belongs to Case II (relaxation) transport, and n > 0.89 to super case II transport.25
Peppas–Sahlin model
The Peppas–Sahlin model26 describes the contribution of diffusion, and coating matrix swelling and relaxation in the anomalous nutrient release process.
where Qt is the fraction of nutrient release at time t, k1 and k2 are Fickian diffusion contribution coefficient and relaxation contribution coefficient, respectively and m is the Fickian diffusion exponent.
The first and second terms of the equation describe the diffusion contribution and relaxation contribution, respectively. If k1 > k2, the dominant factor in nutrient release is Fickian diffusion and vice-versa is also true. When k1 = k2, both contribute equally to the nutrient release.
The initial diffusion coefficient (Df) was calculated using the following equation (11)27
where Qt is the fraction of nutrient release, Df is initial diffusion coefficient, l is thickness of the coating and t is time.
Statistical analysis
Minitab 18 was used for the statistical analysis. The results were tested at 0.05 significance level with one-way analysis of variance (ANOVA) and the results are presented as mean ± standard deviation. The significant difference between mean values was tested with Tukey honest significant difference (HSD) post hoc test at 0.05 probability level. The model fitting of urea release from the SRFs was performed using Origin 8.5 software (OriginLab Corporation, Northampton, MA, USA). Non-linear curve fitting was performed to fit the experimental results with the model.
Results and discussion
Urea release characteristics in static water
The urea dissolution behavior of uncoated urea, polyester-lignite (Poly3 and Poly5) and polyester-calcium carbonate (Calc3 and Calc5) coated SRFs were tested in deionized water. All the SRFs significantly (P < 0.05) extended the urea release compared to uncoated urea. The complete urea dissolution took place at 120, 175, 48, and 72 h for Poly3, Poly5, Calc3 and Calc5, respectively, while urea was completely dissolved at 3 h (Fig. 1). The corresponding values for 75% release of urea from these four SRFs were 30, 125, 20 and 28 h, respectively. The urea release was significantly (P < 0.05) higher for Poly5 compared to Poly3 and for Calc5 compared to Calc3. Results showed that around 9% increment of polyester-lignite coating thickness in Poly5 from Poly3 increased the urea release time by 46%. The Poly5 showed a rapid release after 120 h (green shaded area in Fig. 1), and the last 25% urea release occurred in just 10 h, suggesting that the coating membrane possibly ruptured and exhibited failure release. A double-layer linseed coating was applied for the Poly5 as a sealant to overcome the failure release due to rupture. The sealant has prevented the failure release and significantly (P < 0.05) improved the uniformity of urea release rate. The 75% release time was increased by 25 h after the addition of linseed coating (Fig. 1).

The cumulative release of urea from uncoated urea, two polyester-calcium carbonate coated SRFs (Calc3 and Calc5), two polyester-lignite coated SRFs (Poly3 and Poly5) and linseed sealant coated SRF (Poly5+Linseed). The green shade shows the failure release of Poly5 due to rupture of the coating membrane
The urea release time was significantly (P < 0.05) higher for polyester-lignite-coated SRFs compared to polyester-CaCO3-coated SRFs. This result highlights that lignite can be a better filler than CaCO3 for slow-release fertilizer formulations. The fast urea release of polyester-CaCO3-coated SRFs could be due to ionic nature of CaCO3 which possibly attracted more water on the coating surface thus increasing the urea dissolution. Whereas the lignite has moderate level of hydrophilicity due to large nonpolar carbon bulk compared to the oxygen-containing functional groups,28 which possibly limited the interaction with water.
Further characterization of polyester-calcium carbonate coated SRFs (Calc3 and Calc5) was not performed since they showed poorer urea release characteristic than polyester-lignite coated SRFs (Poly3 and Poly5).
Coating characteristics
Coating percentage, efficiency, nitrogen percentage of SRF and composition of the coating membrane are shown in Table 2. Increasing the number of coatings (from 3 to 5) significantly (P < 0.05) increased the coating percentage and coating efficiency by 8% and 13%, respectively (Table 2). The coating percentage and efficiency of Poly5 and Poly5-linseed were statistically similar to the Poly5. All SRFs showed a high nitrogen percentage ranging from 36 - 41% (Table 2). The nitrogen content of the SRF significantly (P < 0.05) decreased with increasing coating thickness, as the coating materials (polymer or lignite) have low nitrogen content, however incorporation of linseed did not influence the N%.
The N content of lignite and polyester is a constant for the same raw materials and therefore, it was used to calculate the composition of the coating membrane. The lignite and polyester content were not significantly changed when the polyester-lignite coating number increased from 3 to 5. The lignite:polyester ratio of Poly3 and Poly5 were 5.3 and 5.0, respectively (Table 2).
Morphology of polyester-lignite coated SRF
The coating surface and cross section were investigated using SEM and PLM images under different magnifications. The surface of the polyester-lignite coating was coarse and grainy (Figs. 2a, 2b, 2e and 2f). The fine lignite particles were stuck to the surface and fully covered it. The coating made good physical contact with the urea core with no obvious boundary separation in cross-sectional view (x 250 magnification) (Fig. 2c). However, there were microlevel gaps and pockets that can be seen under high magnification (x 1000) (Fig. 2d). The average thickness of the coating was 167.2 ± 15 µm (Fig. 2c) and the coating thickness was reasonably uniform throughout the granule.

The SEM (a–d) and PLM images (e–h) of Poly5 SRF. Images (a, b, e and f) show the surface of the coating and (c, d, g and h) are the cross section of Poly5 at different magnifications
The 3D-surface image obtained from SEM image (x 500) showed that surface irregularity exists all over the coating surface and ranged from 60 to 220 pixels (Fig. 3). However, the majority of the coating was between 60 and 120 and only a small portion in 200–220 pixels range.

(a) The SEM image of Poly5 SRF surface at x 500 magnification and (b) 3D-surface image of the surface obtained from the image analysis using ImageJ software
FTIR analysis of coating membrane
The FTIR analysis was employed to determine the new bond formation in polyester-lignite composite after mixing the polyester with lignite. There are four major regions of coal and its derivatives that can be classified by FTIR spectrum analysis; aromatic substitution region (900–700 cm−1), O-containing group (1800–1000 cm−1), aliphatic structures (3000–2800 cm−1) and hydrogen bond region (3700–3000 cm−1).29 The broad strong peak found in 3400 cm−1 region was attributed to hydroxyl group (–OH stretching) (Fig. 4b). The weak sharp peaks around 2900 cm−1 belong to the aliphatic group (-CH2) (Fig. 4b). The aromatic sp2 hybridized carbon-carbon bond was characterized by the sharp peak at 1621 cm−1. 30 The weak absorption peaks at 1440 and 1369 cm−1 were hydroxyl stretching of carboxylic functional group and sp3 hybridized carbon (C–C) stretching, respectively (Fig. 4b).30

The FTIR spectrum of (a) Poly3 and Poly5 SRFs and (b) Lignite and polyester resin. The shades in blue and yellow indicate the regions where the peak disappeared and showed up, respectively
The absorbance at around 3500 cm−1 was not prominent which suggests that the hydroxyl group was absent in polyester (Fig. 4b).31 The weak absorbance at 2916 and 2844 cm−1 were attributed to -CH2 and -CH stretching, respectively.31 The characteristic functional group of polyester resin was an ester bond. The sharp peak at 1726 cm−1 belongs to the C=O bond stretching of ester and peak at 1378 cm−1 was represented by COO−bonds.32 The C–O–C peaks were identified at 1281, 1163 and 1121 cm−1 (Fig. 4b). The aromatic ring structure stretching was presented by the peaks at 1600 and 1452 cm−1.33 The band at 1069 cm−1 was due to unsaturated in-plane deformation which indicates it was an unsaturated polyester.33 Out-of-plane stretching of aromatic C–H bonds was represented by 744 cm−1.33,34 The absorption of aromatic groups can be assigned to the peak at 700 cm−1.
The polyester-lignite coatings (Poly3 and Poly5) showed a modified spectrum of polyester wherein the influences of lignite also can be noticed. The overall absorbance of the coating decreased compared to polyester resin. A new peak appeared around the 3000–3500 cm−1 region, possibly the hydroxyl group due to interactions between the lignite and polyester (Fig. 4a). The weak –CH2 and –CH peaks of polyester resin disappeared in the coating. Further, a new broad peak appeared at around 1500–1700 cm−1 belonging to the aromatic stretching of sp2 hybridized carbon (C=C), possibly from the lignite (Fig. 4a).30 A sharp peak at 700 cm−1 was missing in the coating spectra (Fig. 4a). These modifications in the spectra of the polyester-lignite composite are possibly due to the chemical interactions between polyester and lignite.
Thermogravimetric analysis (TGA)
The TGA and derivative thermogravimetric analysis (DTG) showed the thermal degradation of lignite, polyester resin and polyester-lignite composite coating materials; Poly3 and Poly5 under elevated temperature in nitrogen atmosphere (Fig. 5).

(a) The TGA and (b) derivative thermogravimetry (DTG) curves of lignite, polyester and polyester-lignite composite coating materials; Poly3 and Poly5 (inset graph shows magnified view of the graph in dashed rectangle)
All the samples lost mass with increasing temperature in two stages; at 100 and 220–265°C. The first mass losses were 22, 81 and 75% for lignite, Poly3 and Poly5 samples, respectively, which corresponded to losses of moisture and volatile substances. However, polyester resin didn’t show a considerable mass loss at this stage (Fig. 5a). The observed high moisture losses in samples Poly3 and Poly5 were due to moisture absorbed by coating during the washing process on urea removal. The second mass losses were 30, 88, 14 and 13% for lignite, polyester, Poly3 and Poly5 samples, respectively (Fig. 5a). The mass loss for unit temperature change was in the following order; polyester > lignite > Poly3 = Poly5. The Tmax values for lignite, polyester, Poly3 and Poly5 were 430, 365, 305 and 326 °C, respectively (Fig. 5b). This suggests that composite coatings had lower thermal stability than raw materials. The Poly3 showed a lower Tmax value than Poly5 which could be attributed to the high polyester content in Poly3 coating.
Physical properties
Particle size distribution and circularity
The particle size distribution and circularity of uncoated urea and SRFs were analyzed using images of these fertilizers by ImageJ software. The d50 values (medium value of the particle size distribution) of Poly3, Poly5 and urea were 1.75, 1.83 and 1.8 mm, respectively. The uncoated urea and Poly5 particle size distribution were closer to the d50 value, whereas Poly3 showed a skewed distribution (Figs. 6a, 6b and 6c). The obvious changes in particle size possibly changed the distribution of coated SRFs.

The particle size distribution (a–c) and circularity (d–f) of the uncoated and coated (Poly3 and Poly5) urea granules
The particle circularity is an important shape parameter that influences the spreading of fertilizers onto the field.35 The circularity range between 0.8 – 1.0 shows the high circular shape of the granules. The percentage of granules in this range were 98, 96 and 98% for Poly3, Poly5 and urea, respectively (Figs. 6d, 6e and 6f). Circularity value decreased only by a 2% for Poly5 compared to uncoated urea. This small decrease was attributed to many reasons such as fusion of particles, protruded lignite edges on the surface, and polymer-lignite clumps sticking to the surface of the coating.
Water absorbency and coating porosity
The water absorbency was significantly (p < 0.05) influenced by the coating thickness. The greater the coating thickness, the lower the water absorbency; Poly5 > Poly3 (Table 3). The water absorbency decreases with increasing hydrophobicity, the elasticity of polymer and polymer crosslinking density.36 The lower water absorbency in thick coatings was associated with the amount of polymer which was greater in the thick coating which resists water diffusion into the coating material. Other studies also reported that increased polymer content and coating thickness decreased the water absorbency.37,38
The effective porosity (EP) of a coating directly influences the nutrient releasing characteristics of a SRF. The EP only includes the pores in which the water can penetrate. Increased EP facilitates water diffusion into the SRF granule and reduces the slow release behavior. Therefore, a low level of EP is preferred for a coating material to improve the nutrient releasing property. Increasing coating thickness significantly (p < 0.05) decreased the EP by 13% (Table 3). This finding aligns with a study that reported the porosity decreased by 8% when the polymer concentration was increased.39 In the present study, increasing coating thickness improved the abrasion resistance by 1% for polyester-lignite composite coating (Table 3); however, it was not significant.
Modeling of release kinetics
The urea release data were fitted against the Korsmeyer-Peppas and Peppas–Sahlin models (Fig. 7) and the derived values are summarized in Table 4. Although many studies suggest only 60% release shows the best fit with these models,24 the data in this study used 100% release as it improved the model fit with the observed values (Fig. 7).

The n values for both Poly5 and Poly5-Linseed were 0.58, suggesting that the nutrient release was non-Fickian anomalous transport (0.45 < n < 0.89). Whereas, Poly3 showed Fickian diffusion release (n = 0.42) according to the Korsmeyer-Peppas model (Table 4). The values of k1 < k2 (Peppas–Sahlin model) for all SRFs indicated that the primary nutrient releasing mechanism was erosion and relaxation.24 Except for Poly3, the results obtained from Peppas–Sahlin model agreed with the results of the Korsmeyer-Peppas model. For Poly3, the former model suggested the Fickian release and the latter model suggested polymer coating relaxation. A similar contradicting prediction between these models was reported in other studies.40,41 This could be ascribed to multiple mechanisms involved in the nutrient release, other than those investigated by these models.42
The initial coefficient of diffusion (Df) was linked to the coating thickness and decreased with increasing thickness for all SRFs. Increasing the coating thickness was not effective for Poly5 as only a small increment in Df (0.03 hr−1) was observed. This can be associated with the burst effect and subsequent quick release of urea. The addition of linseed sealant coating decreased the Df by 0.07 hr−1 when compared to Poly5.
Conclusions
The focus of this study was to develop new slow-release fertilizers using polyester-lignite composites and characterize the physiochemical properties. Two different slow-release fertilizers (SRFs) were developed by coating the granular urea with polyester-lignite composite and one of those (Poly5) was strengthened with linseed oil coating (Poly5-linseed) to overcome the burst effect. Similarly, polyester-calcium carbonate coated SRFs were developed (Calc3 and Calc5) using calcium carbonate (CaCO3) as a filler in place of lignite for comparing the effect of filler. The physiochemical properties and urea releasing behaviors of developed SRFs were studied. The Poly3 extended the urea release by 72 h compared to Calc3 whereas Poly5 significantly (P < 0.05) increased by 103 h compared to Calc5. This showed that lignite can be a better filler than CaCO3. The modified spectra of polyester-lignite composite could be ascribed to the chemical interactions. The urea releasing behavior was dependent on coating thickness for all SRFs where release rate decreased with increasing coating thickness. The Poly5-linseed was the best product which extended the urea release for 210 h in static water. The nutrient release kinetic models suggest that the primary mechanism governing the nutrient releases were erosion and relaxation of the coating membrane. Future work is required to improve the coating system by increasing the hydrophobicity of the lignite using hydrothermal treatment.
Data Availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Trenkel, ME, Slow- and Controlled-release and Stabilized Fertilizers: An Option for Enhancing Nutrient Use Efficiency in Agriculture. International Fertilizer Industry Association (IFA), France (2010)
Pimsen, R, Porrawatkul, P, Nuengmatcha, P, Ramasoot, S, Chanthai, S, “Efficiency Enhancement of Slow Release of Fertilizer Using Nanozeolite–Chitosan/Sago Starch-Based Biopolymer Composite.” J. Coat. Technol. Res., 18 (5) 1321–1332 (2021)
Shaviv, A, Advances in Controlled-release Fertilizers. Elsevier, Netherlands (2001)
Azeem, B, KuShaari, K, Man, ZB, Basit, A, Thanh, TH, “Review on Materials & Methods to Produce Controlled Release Coated Urea Fertilizer.” J. Controll. Release, 181 11–21 (2014)
Atta, AM, Al-Lohedan, HA, El-Saeed, AM, Al-Shafey, HI, Wahby, M, “Salt-Controlled Self-Healing Nanogel Composite Embedded with Epoxy as Environmentally Friendly Organic Coating.” J. Coat. Technol. Res., 14 (5) 1225–1236 (2017)
Dutta, GK, Karak, N, “One-Pot Synthesis of Bio-Based Waterborne Polyester as UV-Resistant Biodegradable Sustainable Material with Controlled Release Attributes.” ACS Omega, 3 (12) 16812–16822 (2018)
Haque, A, Shamsuzzoha, M, Hussain, F, Dean, D, “S2-Glass/Epoxy Polymer Nanocomposites: Manufacturing, Structures, Thermal and Mechanical Properties.” J. Compos. Mater., 37 (20) 1821–1837 (2003)
Gopinath, A, Kumar, MS, Elayaperumal, A, “Experimental Investigations on Mechanical Properties of Jute Fiber Reinforced Composites with Polyester and Epoxy Resin Matrices.” Proced. Eng., 97 2052–2063 (2014)
Lu, P, Zhang, M, Li, Q, Xu, Y, “Structure and Properties of Controlled Release Fertilizers Coated with Thermosetting Resin.” Polym. Plast. Technol. Eng., 52 (4) 381–386 (2013)
Yazawa, Y, Wong, M, Gilkes, R, Yamaguchi, T, “Effect of Additions of Brown Coal and Peat on Soil Solution Composition and Root Growth in Acid Soil from Wheatbelt of Western Australia.” Commun. Soil Sci. Plant Anal., 31 (5–6) 743–758 (2000)
Karczewska, A, Chodak, T, Kaszubkiewicz, J, “The Suitability of Brown Coal as a Sorbent for Heavy Metals in Polluted Soils.” App. Geochem., 11 (1–2) 343–346 (1996)
Simmler, M, Ciadamidaro, L, Schulin, R, Madejón, P, Reiser, R, Clucas, L, Weber, P, Robinson, B, “Lignite Reduces the Solubility and Plant Uptake of Cadmium in Pasturelands.” Environ. Sci. Technol., 47 (9) 4497–4504 (2013)
Kwiatkowska, J, Provenzano, M, Senesi, N, “Long Term Effects of a Brown Coal-Based Amendment on the Properties of Soil Humic Acids.” Geoderma, 148 (2) 200–205 (2008)
Qin, K, Leskovar, DI, “Lignite-Derived Humic Substances Modulate Pepper and Soil-Biota Growth Under Water Deficit Stress.” J. Plant Nutr. Soil Sci., 181 (5) 655–663 (2018)
Chen, D, Sun, J, Bai, M, Dassanayake, KB, Denmead, OT, Hill, J, “A New Cost-Effective Method to Mitigate Ammonia Loss from Intensive Cattle Feedlots: Application of Lignite.” Sci. Rep., 5 (1) 1–5 (2015)
Little, KR, Rose, MT, Jackson, WR, Cavagnaro, TR, Patti, AF, “Do Lignite-Derived Organic Amendments Improve Early-Stage Pasture Growth and Key Soil Biological and Physicochemical Properties?” Crop Pasture Sci., 65 (9) 899–910 (2014)
Tang, Y, Wang, X, Yang, Y, Gao, B, Wan, Y, Li, YC, Cheng, D, “Activated-Lignite-Based Super Large Granular Slow-Release Fertilizers Improve Apple Tree Growth: Synthesis, Characterizations, and Laboratory and Field Evaluations.” J. Agric. Food Chem., 65 (29) 5879–5889 (2017)
Rose, MT, Perkins, EL, Saha, BK, Tang, EC, Cavagnaro, TR, Jackson, WR, Hapgood, KP, Hoadley, AF, Patti, AF, “A Slow Release Nitrogen Fertiliser Produced by Simultaneous Granulation and Superheated Steam Drying of Urea with Brown Coal.” Chem. Biol. Technol. Agric., 3 (1) 10 (2016)
Owuamanam, S, Cree, D, “Progress of Bio-calcium Carbonate Waste Eggshell and Seashell Fillers in Polymer Composites: A Review.” J. Compos. Sci., 4 (2) 70 (2020)
Schneider, CA, Rasband, WS, Eliceiri, KW, “NIH Image to Image J: 25 Years of Image Analysis.” Nat. Methods, 9 (7) 671–675 (2012)
Timmons, RJ, “Sulfur-Based Encapsulants for Fertilizers.” Google Patents (1987)
Liu, X, Yang, Y, Gao, B, Li, Y, Wan, Y, “Environmentally Friendly Slow-Release Urea Fertilizers Based on Waste Frying Oil for Sustained Nutrient Release.” ACS Sustain. Chem. Eng., 5 (7) 6036–6045 (2017)
Korsmeyer, RW, Gurny, R, Doelker, E, Buri, P, Peppas, NA, “Mechanisms of Solute Release from Porous Hydrophilic Polymers.” Int. J. Pharm., 15 (1) 25–35 (1983)
Bruschi, ML, Strategies to Modify the Drug Release from Pharmaceutical Systems. Woodhead Publishing (2015)
Dash, S, Murthy, PN, Nath, L, Chowdhury, P, “Kinetic Modeling on Drug Release from Controlled Drug Delivery Systems.” Acta Pol. Pharm., 67 (3) 217–223 (2010)
Peppas, NA, Sahlin, JJ, “A Simple Equation for the Description of Solute Release. III. Coupling of Diffusion and Relaxation.” Int. J. Pharm., 57 (2) 169–172 (1989)
El Assimi, T, Lakbita, O, El Meziane, A, Khouloud, M, Dahchour, A, Beniazza, R, Boulif, R, Raihane, M, Lahcini, M, “Sustainable Coating Material Based on Chitosan-Clay Composite and Paraffin Wax for Slow-Release DAP Fertilizer.” Int. J. Biol. Macromol., 161 (2020) 492–502 (2020)
Gutierrez-Rodriguez, JA, Purcell Jr, RJ, Aplan, FF, “Estimating the Hydrophobicity of Coal.” Colloids Surf., 12 1–25 (1984)
Wang, CF, Fan, X, Zhang, F, Wang, S-Z, Zhao, Y-P, Zhao, X-Y, Zhao, W, Zhu, T-G, Lu, J-L, Wei, X-Y, “Characterization of Humic Acids Extracted from a Lignite and Interpretation for the Mass Spectra.” RSC Adv., 7 (33) 20677–20684 (2017)
Xu, F, Pan, S, Liu, C, Zhao, D, Liu, H, Wang, Q, Liu, Y, “Construction and Evaluation of Chemical Structure Model of Huolinhe Lignite Using Molecular Modeling.” RSC Adv., 7 (66) 41512–41519 (2017)
Francis, S, “Absolute Intensities of Characteristic Infra-Red Absorption Bands of Aliphatic Hydrocarbons.” J. Chem. Phys., 18 (6) 861–865 (1950)
Mohammadbagheri, Z, Rahmati, A, Hoshyarmanesh, P, “Synthesis of a Novel Superabsorbent with Slow-release Urea Fertilizer Using Modified Cellulose as a Grafting Agent and Flexible Copolymer.” Int. J. Biol. Macromol., 182 1893–1905 (2021)
Sahari, J, Maleque, MA, “Mechanical Properties of Oil Palm Shell Composites.” Int. J. Polym. Sci., 201 1–7 (2016)
Wang, H, Grant, DJ, Burns, PC, Na, C, “Infrared Signature of the Cation− π Interaction between Calcite and Aromatic Hydrocarbons.” Langmuir, 31 (21) 5820–5826 (2015)
Bouwman, AM, Bosma, JC, Vonk, P, Wesselingh, JHA, Frijlink, HW, “Which Shape Factor (s) Best Describe Granules?” Powder Technol., 146 (1–2) 66–72 (2004)
Liang, R, Liu, M, Wu, L, “Controlled Release NPK Compound Fertilizer with the Function of Water Retention.” React. Funct. Polym., 67 (9) 769–779 (2007)
Novillo, J, Rico, MI, Alvarez, JM, “Controlled Release of Manganese into Water from Coated Experimental Fertilizers. Laboratory Characterization.” J. Agric. Food Chem., 49 (3) 1298–1303 (2001)
Qiao, D, Liu, H, Yu, L, Bao, X, Simon, GP, Petinakis, E, Chen, L, “Preparation and Characterization of Slow-Release Fertilizer Encapsulated by Starch-Based Superabsorbent Polymer.” Carbohydr. Polym., 147 146–154 (2016)
Jarosiewicz, A, Tomaszewska, M, “Controlled-Release NPK Fertilizer Encapsulated by Polymeric Membranes.” J. Agric. Food Chem., 51 (2) 413–417 (2003)
de Matos, M, Mattos, BD, Tardy, BL, Rojas, OJ, Magalhães, WL, “Use of Biogenic Silica in Porous Alginate Matrices for Sustainable Fertilization with Tailored Nutrient Delivery.” ACS Sustain. Chem. Eng., 6 (2) 2716–2723 (2018)
Llive, L, Bruno, E, Molina-García, AD, Schneider-Teixeira, A, Deladino, L, “Biodegradation of Yerba Mate Waste Based Fertilizer Capsules. Effect of Temperature.” J. Polym. Environ, 27 (6) 1302–1316 (2019)
Xiaoyu, N, Yuejin, W, Zhengyan, W, Lin, W, Guannan, Q, Lixiang, Y, “A Novel Slow-Release Urea Fertiliser: Physical and Chemical Analysis of its Structure and Study of its Release Mechanism.” Biosyst. Eng., 115 (3) 274–282 (2013)
Acknowledgment
This work was supported by Ministry of Business, Innovation & Employment (MBIE), New Zealand Smart Ideas Grant. Thanks to Niki Minards (MMIC, Massey University) for her support in scanning electron microscope imaging.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions. This work was supported by Ministry of Business, Innovation & Employment (MBIE), New Zealand Smart Ideas Grant.
Author information
Authors and Affiliations
Contributions
AG: Conceptualization, Methodology, Formal analysis and investigation and Writing - original draft preparation. PB: Conceptualization, Writing - review and editing, resources, supervision. PJ: Writing - review and editing, resources, supervision. Miles Grafton: Writing - review and editing, resources, supervision. CED: Funding acquisition and supervision. MMC: Funding acquisition, Writing - review and editing and supervision.
Corresponding author
Ethics declarations
Conflict of Interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Abhiram, G., Bishop, P., Jeyakumar, P. et al. Formulation and characterization of polyester-lignite composite coated slow-release fertilizers. J Coat Technol Res 20, 307–320 (2023). https://doi.org/10.1007/s11998-022-00670-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-022-00670-6