
Abstract
By using additive manufacturing techniques like the laser powder bed fusion (LPBF) process, parts can be manufactured with high material efficiency because unfused powder material can be reconditioned and reused in consecutive manufacturing jobs. Nevertheless, process by-products like spatters may influence the powder quality and hence alter the mechanical properties/performance of parts. In order to investigate these dependencies, a methodology and a standard build job for the recycling behavior of the lightweight aluminum alloy AlSi10Mg was developed and built with ageing powder in 10 consecutive jobs with no refreshing between the cycles. The powder properties and mechanical performance of parts at static load for two build directions (horizontally and vertically to substrate plate) was evaluated. The influence of build height effects on mechanical performance was investigated as well. The findings may indicate that the coarsening of the powder material during recycling could lead to improved mechanical properties for the AlSi10Mg alloy.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction and State of the Art
Additive manufacturing (AM) techniques like the laser powder bed fusion (LPBF) process allow for manufacturing of highly complex, three-dimensional, and near net shape parts without cost intensive tools. In LPBF, powder material is exposed layer by layer until the final part is built. For LPBF processing, only a minor fraction of the total powder mass is used. Lutter-Guenther1 shows, for example, that up to 96% of total powder can remain in the build chamber in an unfused state. This powder material can be collected and reconditioned for further build processes. This plays an essential role when it comes to economic and ecologic assessment of LPBF. The production and atomization of the powder material are cost-drivers as well as energy intensive processes. Identification of potentials to save and recondition powder material allows for higher sustainability of AM, because new powder manufacturing could be avoided.2,3
Especially when it comes to series application of LPBF, the specifications of the powder material as well as the final part properties have always to be met and are needed to be monitored closely. By reusing powder material, however, diverse influencing factors like disposal of spatters in the powder bed might lead to changes in powder properties. Because the changes in powder properties affect the material properties directly, possible recycling influences have to be known beforehand.4 Several alloys are already qualified for series production, which include the light-weight aluminum alloy AlSi10Mg, the titanium alloy Ti6Al4V, and the steel alloy 17-4PH. A compact overview of existing investigations on the influence of powder reuse (or in this context: recycling) in LPBF processing is given in Table I.
For AlSi10Mg, the authors in Refs. 5,6,7,8,9 investigated the effect of reusing the powder in the LPBF process. The different sources used different LPBF systems as well as powders (in regard to particle size distribution). Furthermore, the sieve diameter (Ø) used, the number of reuse cycles and concluded influences on the part properties (density, surface roughness, static and dynamic mechanical properties) are shown. The approaches additionally differ significantly in regard to the defined build job layout. For example, for Asgari et al.5 no information on the build job layout is given, while the used powder material is well below typical ranges of particle size distribution for the LPBF process (typically = 10–60 µm according to Vock et al.4) and therefore not representative for state of the art applications. In Del Re et al.,6 the authors built a defined job layout consisting of cylindrical bars and fatigue samples for eight reuse cycles of the powder material. The mechanical properties show a low reduction during recycling. Due to the chosen methodology, however, no clear trend of the powder recycling state on the mechanical performance can be identified due to the fact that used powder is refreshed with virgin-like powder material from the hopper. Maamoun et al.7 used a fresh and 18 times recycled powder in order to investigate the effect of thermal post-processing on LPBF parts. EDS comparisons of the powders revealed no significant differences in chemical composition. Microstructural analysis of manufactured samples showed no influence of the powder recycling state. In Rafieazad et al.8 the influence of processing 4 and 5 times recycled powder is investigated and compared with virgin powder. Analyses showed that using recycled powder leads to a higher density of internal defects attributed to the larger particle size of reused powder and irregular shape of the particles.
The steel alloy 17-4 PH is also often investigated in the literature in regard to recycling behavior.10,11,12 In Ahmed et al.,10 a standardized build job is built in 10 consecutive prints. It is observed that the particle size distribution increases and part density becomes smaller with higher use cycles of the powder. The failure strain in the 10th reuse cycle declined by ~7% compared with the virgin powder, attributed to the degradation of the powder. In Nezhadfar et al.,11 a continuous ageing study in 15 cycles is performed without adding new virgin powder. It is concluded that the particle size distribution becomes narrower and tensile strength drops if more than 5 reuse cycles are considered. In Slotwinski et al.12 the influence of recycling on the powder properties is investigated. Recycling leads to an increase of particle size distribution as well as significant differences in surface chemistry.
The recycling behavior of the titanium alloy Ti6Al4V is investigated by the authors.13,14,15,16 In Carrion et al.13 virgin and 15 times reused powder is compared for powder and mechanical properties. It is shown that the particle size becomes smaller during recycling and a negligible influence of recycling on static and dynamic mechanical properties could be detected. Identical results with increasing powder usage could also be detected by Denti et al.14 Slight increases in particle size and higher mechanical properties of parts could be seen in Renishaw15 and Seyda et al.,16 where this observation is attributed to higher density of build parts.
The influence of recycling Ti6Al4, IN718, Scalmalloy, and AlSi10Mg on changes in powder properties was studied in Cordova et al.9 The 6 times recycled AlSi10Mg powder material showed a higher particles size distribution compared with the virgin powder. With the morphology, larger deformations towards a teardrop shape and an increase of satellites could be observed in the recycled state. With EDX measurements, an increase to almost double oxygen content for recycled AlSi10Mg powder was found due to oxide formation. Better flowability of recycled powder was attributed to loss of fine particles during recycling. It is stated that lightweight alloys like Ti6Al4V and AlSi10Mg are most influenced by recycling, provoked by changes in particle size distribution and thus affecting the powder flowability.
In summary, the literature overview showed that, until now, no clear investigation of powder recycling on the changes of powder properties in combination with mechanical performance of build samples is present. Therefore, a powder recycling investigation was experimentally performed on a commercial LPBF system. The powder properties (chemical composition, particle size distribution, flowability, and morphology) as well as the static mechanical performance of tensile samples were investigated. Calculations of correlation factors help us to understand the influences of powder reusage in LPBF.
Methodology and Analysis Methods
In order to evaluate the discrete correlation between the powder recycling state and the resulting properties of the powder material as well as the influence on the mechanical performance, a systematic approach for the recycling study was defined. Details on the developed recycling procedure can be found in Weiss et al.17
The virgin powder material was analyzed before the recycling procedure and served as the reference for the recycling study. For the first build job, the whole amount of available virgin powder was filled into the LPBF system. A predefined build job (see Weiss et al.17) was built with the fresh powder material until the machine ran out of powder. After processing, the powder material in the overflow as well as unfused powder in the process chamber was collected, sieved in order to remove the process-induced by-products, and homogenized. The sieved powder material was then once more filled into the LPBF system and the next identical build job was run. No refreshing or blending was done between cycles; thus, the applied methodology represents a worst-case scenario for industrial applications. The maximum achievable build height was reduced for every consecutive use cycle of the powder material. Samples of the sieved powder were analyzed for each powder use cycle for identification of powder recycling influences for the powder material itself. The manufactured samples of each of the total 11 build jobs (#1 reference with fresh powder, #2 once recycled powder… #11 10 times recycled powder) were afterwards cut from the build plate and prepared for mechanical testing.
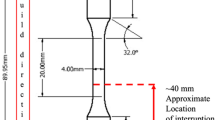
Evaluation of the mechanical properties was done with tensile samples at static loads of the form DIN-50125 B5x25.18 Overall n = 4 samples for standing and lying tensile samples could be generated per use cycle and were tested. In order to include influences of the reached build height in each cycle on mechanical performance, samples close to the substrate plate (bottom level) and at the upper end of the manufactured blanks (top level) were compared. Because changes in mechanical properties were not expected before the 4th use cycle and in order to keep the mechanical testing in a reasonable range, every 2nd use cycle of samples, beginning at the 4th reuse, were analyzed.
The minimum build height for tensile specimens defined in VDI 3402 Part 219 is at least 60 mm for standing cylinder blanks that act as tensile specimens. Therefore, the necessary build height in the last use cycle of the powder material must be at least 60 mm. Based on pre-calculations, 70 kg of virgin powder was needed. AlSi10Mg powder material was used for recycling investigations. For the LPBF processing, a SLM280HL, SLM Solution Group AG, with twin laser configuration and a maximum available laser power of PL,max = 400 W was used. The powder was stored in a hopper above the build plate and transported into the recoater by a spinning axle. Established process parameters from the machine manufacturer with a layer thickness of DS = 60 µm were applied for all parts, and the build plate was preheated to TPreheat = 200 °C. Argon acted as the processing gas. For reconditioning of the powder, a sieve with 90-µm mesh width was used.
Per build job, 36 samples were manufactured. The samples consisted of standing cylinders (polar angle Θ = 0° to substrate plate according to VDI19) with a diameter Ød = 10 mm and these served as blanks for tensile investigations. Lying tensile specimens (polar angle Θ = 90° to substrate plate) of the same dimensions were manufactured as a wall-like geometry. For the evaluation of relative part density and vertical surface roughness, four standing blocks with 10 × 10 mm2 cross-sections in the x–y-plane were built for each powder use cycle. Because all parts were built until the machine ran out of powder in each cycle, a constant ratio of exposed surface/available substrate surface of 9.33% can be calculated for each layer.
The particle size distribution (PSD) of the powder was quantified with a Camsizer X2, Retsch Technology. The dynamic imaging of powder particles was determined according to standard ISO 13322-2.20 The flowability of the powder material was characterized with a revolution powder analyzer (RPA), PS Prozesstechnik GmbH. This consists of a powder-filled cylinder that is rotated, and pictures of flowing avalanches of powder are recorded. A deeper explanation of the measuring device can be found in Spierings.21 Changes in chemical composition of the powder material were determined by an external provider via inductively coupled plasma–atomic emission spectrometry (ICP-AES).
The relative density of the samples was determined by means of light optical microscopy (LOM). Therefore, segments of the specimens were cut perpendicular to the build direction from the part, and consecutively ground, as well as polished. A Keyence VHX-6000 (Keyence Germany GmbH), was used for image generation of the cross sections. Analysis of the relative density was performed with the open source software ImageJ.
Influence of Powder Recycling on Powder Properties
General information on the manufactured recycling study build jobs is given in Fig. 1. As mentioned before, due to the setup of the build program, the build height and build time declined in an almost linear manner with higher use cycles. Overall, 1475 mm height and more than 286 h of build time were accumulated throughout the 11 build jobs. Build job pictures in Fig. 1 show the differences in reached build height in powder use cycle #0 and cycle #10. While a build height of 200 mm with virgin powder in cycle #0 was realized, ~ 82 mm could be manufactured in the 10th reuse cycle of the powder material. Hence, the minimum height of 60 mm in the last cycle was reached.

Reached build height (above) per cycle, and needed build time (below) per cycle for the powder recycling study.
In Fig. 2a, the summary of particle size distribution measurements according to DIN 13322-2 over the use cycles of the powder material is shown. As can be observed, the powder becomes coarser with increasing number of reuse cycles. While the d10 value only marginally increases from 27.3 µm in the virgin state to 28.3 µm at the end of the build jobs, the d90 value shows an increase of 4 µm to about 62.4 µm. Throughout the build jobs and recycling of the powder, a steady increase in powder particle size can be seen. The coefficient of determination R2 ranges from 0.33 for d10-values to 0.49 for d90-values. These observations conform with the results in Seyda,22 where a constant recycling of Ti6Al4V powder material is associated with increasing formation of spatters (coarsening of powder material) and abrasion of fine particles due to the shielding gas flow over the build plate (loss of fine powder). The medium sphericity of the particles slightly declines with higher usage of the powder material due to process induced spatters, which are characterized by sintered agglomerations of multiple powder particles, resulting in lower sphericity.

(a) Analysis of the particle size distribution and shape; (b) powder flowability of the used AlSi10Mg powder during the recycling study.
The characterization of the change of powder flowability is also shown in Fig. 2b. The surface fractal, a descriptor for the fractal dimension of a surface after the avalanche, shows no influence on the recycling of the powder material: the observed values vary between 1.71 and 1.94. The same can be seen for the rest angle, which describes the angle of the powder material after an avalanche. The avalanche angle, however, shows a very strong dependency on the recycling state of the powder material. While high values for the avalanche angle can be seen for the fresh powder, with increasing use cycles the avalanche angle becomes smaller. A high correlation factor R2 = 0.87 between the values can be seen. The change in avalanche angle is closely connected to the change in particle size distribution of the powder. Powders with a higher degree of fine particles typically show bad flowability behavior due to interlocking and agglomeration of particles.23 The better flowability by means of the avalanche angle can be explained by the particle size in the recycling study becoming larger and fine particles getting lost due to handling operations.
The analysis of the chemical composition of the powder material during recycling is shown in Fig. 3. The main alloying elements aluminum, silicon, and magnesium as well as the trace elements oxygen and hydrogen are analyzed as indicators. For the main constituents of the powder, no major change can be observed during recycling. Therefore, the powder composition does not significantly age and the powder may be reused in practical trials. Nevertheless, especially for the oxygen content of the powder material a slight drift towards higher values with increasing ageing can be shown. While fresh powder has a high oxygen content of ~ 850 ppm, a saturation at ~ 900 ppm oxygen content can be found. The increase in oxygen content may be attributed to longer powder handling operations with increasing use cycles. This influence of powder handling and ageing should be kept into mind as powder is continuously recycled in LPBF processing. Drying operations for the reduction of oxygen content in metal powder may advance the build quality of parts. Within this work, nevertheless, no additional drying in done between cycles.24

Chemical analysis (alloying elements and trace elements) of the powder material for the powder recycling study.
Influence of Powder Recycling on Part Performance
The relative density in the samples reached the target density of ρmin > 99% throughout the recycling study, meeting the industrial requirements and machine manufacturer specifications for the used material and parameter set (see Fig. 4).25 Moreover, the standard deviation of the relative density slightly decreased with ageing powder material. Within the ageing study, a minimal trend in increasing relative density with higher use cycles can be seen. This observation might be closely connected to the better flowability of the powder material, which results in higher apparent powder layer density/packing of the powder material.4,26

Comparison of relative density for top level and bottom level positions of build #1 at height positions of the tensile samples.
The arithmetic roughness, Ra, as well as the peak to valley roughness, Rz, were calculated from non-destructive optical measurements for the analysis of the surface roughness of vertical surfaces. The recycling of the powder material only had a minimal influence on the resulting surface roughness, with no clear observable trend. While in use cycle #0 an average value of Rz of ~120 µm was measured, in use cycle #10 the result is about ~100 µm Rz. In VDI-3405 Part 2.1, the as-manufactured mean surface roughness Rz is given in the range 72–141 µm for AlSi10Mg parts.27 Because the roughness values of all use cycles were in the defined range and no tendency in regard to use cycle influence could be seen, this leads to the conclusion that the recycling influence on roughness is negligible, at least for vertical surfaces and the used parameter.
In the next Section, the analysis of the mechanical properties of built samples in the recycling study is given. Mechanical testing was done with non-heat treated, machined samples. Per build direction, a total of four samples were evaluated. The graphical analysis of yield strength, YS, ultimate tensile strength, UTS, and break at elongation A is shown in Fig. 5a–c. The data is clustered in height position of the samples (top or bottom level) as well as built orientation (vertically or horizontally built specimens).

(a) Comparison of yield strength Rp0,2; (b) ultimate tensile strength Rm; (c) elongation at break A, for vertical and horizontal specimens in dependency on the powder reuse cycle.
Mechanical Properties in the Top Levels of Samples
The first observation that can be made is that the horizontally built specimens (Θ = 90°) have a higher yield strength, Rp0,2, and ultimate tensile strength, Rm, compared with vertically built specimens (Θ = 0°). This observation is connected to the build anisotropy during manufacturing, leading to higher mechanical strength perpendicular to the build direction of the samples; this was also shown in Machonachie et al.28 This correlation can be observed throughout the recycling study. Second, the data shows an increase in mechanical performance with higher usage of the powder material with peak properties in use cycle #8, where the powder was detected to be coarsest. The correlation factor, R2, for the yield strength, YS, is given in the figures below. The data from vertical and horizontal specimens show a medium factor of correlation, meaning there is a possible correlation between the recycling state of the powder material and the yield strength of the build parts. The improved mechanical properties could be associated with the coarsening of the powder material and increase of flowability within the recycling procedure. Especially for the used LPBF system, where the powder material is transported from a reservoir above the build chamber into the recoater by a spinning axle, increased flowability of the material during recycling might lead to better mechanical properties. The influence of the recycling state on the elongation at break A is not as clear as for yield and ultimate tensile strength. While a slight decrease in A for standing specimens with a factor of correlation R2A,0°,Top = 0.52 can be seen, the factor of correlation for the horizontally built specimens is about R2A,90°,Top = 0.88, but a closer look at the large standard deviations for these specimens makes a clear identification of powder recycling state on the elongation at break not possible.
For further investigation on the dependency of the mechanical properties on the recycling state of the powder material, an ANOVA (analysis of variance) study was performed on the data set. A Tukey test with significance level α = 0.05 was chosen. The result of the significance of the recycling study is given in Table II for the whole recycling study. All the powder reuse cycles are compared with one another in regard to statistically significant differences. The bold numbers mark these datasets. Special attention should be paid to the diagonal of the ANOVA study, in which use cycle Z is compared with Z-2.
For the vertically built specimens, it can be seen that in cycle #10 no significant difference to cycle #8 can be detected. Otherwise, the analysis identifies clear dependencies of the yield strength on the powder recycling state. However, this connection of dependencies is not as clear for the horizontally built specimens, where the data scatters more. The analysis of the ultimate tensile strength, UTS, shows that the factor of correlation R2Rm,Top nevertheless is slightly higher compared with the yield strength YS, indicating a possible hint of higher sensitivity of UTS compared with YS. Furthermore, the ANOVA shows that the results of UTS properties differ significantly between each cycle for vertical and horizontal specimens. Despite high factors of correlation R2A,Top for the elongation at break, no significance between the results could be detected by ANOVA due to the high standard deviations. Therefore, no general conclusion about the recycling influence on mechanical performance can be drawn, but a possible hint of changes in mechanical response to powder use could be identified.
Mechanical Properties in the Bottom Level of Samples
For the bottom level of samples mostly the same observations as for the top level can be made. Increases in yield strength, YS, and ultimate tensile strength, UTS, can be detected with higher use cycles of the powder material, probably connected with the better flowability of the powder at the end of the recycling study. Interestingly, while for the yield strength the horizontally built specimens showed higher mechanical performance, for UTS the vertical samples endured higher load. A clear reason for this kind of change in mechanical behavior could not be identified in the study. Because the number of tested samples was n = 4, a higher number of tests should be performed in future investigations. The factors of correlation showed similar values of R2 = 0.54 … 0.64 as seen for the top level. The elongation at break clearly shows a decline with more used powder material at high levels of correlation of R2A,0°,Bottom = 0.66 and R2A,90°,Bottom = 0.64 for vertical and horizontal specimens, respectively. The performed ANOVA study (Table II) identified significant differences in mechanical performance for the yield strength and ultimate tensile strength during the recycling. For the elongation at break A, nevertheless, no significance during recycling could be detected.
In a relative comparison between the mechanical performance at the top level and bottom level of the samples, distinct differences [especially for the ultimate tensile strength, Fig. 5b], can be seen. The achievable tensile strength UTS at the top level is clearly higher than at the bottom level. In this case, these observations can be explained by different thermal histories of the manufactured blanks. The specimens at the bottom level (close to the substrate plate) experience longer thermal load, both from the substrate plate at preheating temperature TPreheat = 200 °C and the laser beam energy input of higher layers of the part. In the work of Bosio et al.29 it could be shown that longer build time for AlSi10Mg alloy can result in over-ageing of the microstructure in areas close to the substrate plate. This, in turn, resulted in lower hardness for longer build jobs and therefore could explain the improved mechanical performance at the top level of samples within this study.
Conclusion and Outlook
Powder recycling/reuse in laser powder bed fusion allows for higher material usage and therefore better ecological and economical efficiency. Nevertheless, the recycling of powder material might influence the properties of the powder material as well as the mechanical performance of the part, due to changes in powder properties. Within this investigation, AlSi10Mg powder material was used for 11 consecutive cycles in LPBF. This alloy is of special interest to industry due to lightweight applications. The powder properties and mechanical response of built specimens were tested throughout the recycling study in order to identify possible influences in changes and dependencies of powder ageing. Furthermore, influences from different build height positions of the extracted samples was also investigated.
While no significant changes in chemical composition and particle shape during recycling could be detected, the particle size distribution and flowability of the powder showed clear trends. The particle size became larger with increasing usage of the powder material due to possible loss of fine powder attributed to the shielding gas flow as well as coarsening due to an increase of sintered particles in the powder bed. As a consequence, the flowability of the material increased, which might be of special interest in regard to the design of the LPBF machine used, where powder material is transported through an axle into the recoater.
When it comes to processability of the ageing powder material, no influences on relative density of the material could be identified. Influences of the powder recycling state on the mechanical response of horizontally and vertically built specimens, however, could be detected. An overview of the changes in the 10th recycling state compared with virgin powder material is given in Table III. The data is separated into vertical and horizontal specimens as well as the position of the samples (top level or bottom level). For the top level specimens, it could be shown that the mechanical performance of horizontally built samples was better than the vertically built specimens, due to build anisotropy. The elongation at break, however, showed a slight decline for vertical specimens and a slight increase for horizontal specimens; but the latter had a very high standard deviation. The samples extracted from the bottom level of blanks showed similar results. The mechanical performance of parts improved significantly during recycling of the powder material throughout the study. A clear decline in elongation at break A could be observed for both types of mechanical tests. The slightly lower mechanical performance of parts at the bottom level compared with the top level was attributed to different thermal histories in the blanks due to different build times.
Furthermore, an ANOVA study on the mechanical dataset was performed. The study revealed that most of the data showed significant differences for the yield strength and ultimate tensile strength: no clear differences for elongation at break A could be detected. Medium to low absolute improvements of ~ 10–30 MPa in mechanical response for top level samples (relative increase: ~ 4–7%) and ~ 20–45 MPa for the bottom level (relative increase: ~ 9–17%) point towards a direct connection between improved mechanical properties and higher use cycles of the powder material.
Even though a clear methodology and investigative approach for powder recycling in LPBF was used, no more than possible trends in influences of powder reuse on the mechanical properties were possible. Within this study, only static mechanical properties yield strength, ultimate tensile strength, and elongation at break A, were investigated. It could be of further interest in future investigations to identify connections between powder ageing and other mechanical response values like fatigue etc., and compare the sensitivity in changes of mechanical response with the results presented in this work. Furthermore, the recycle limit in the present study was limited to 10. More influences of powder ageing with higher use cycles might identify clearer trends, especially when it comes to the mechanical performance of samples. Moreover, the post-processing (e.g., heat-treatment) of samples was not investigated in this work and needs to be considered moving forward, because most parts need some kind of post-treatment for final application.
References
M. Lutter-Günther, Qualitätsorientiertes und modellbasiertes Pulverrecycling beim Laserstrahlschmelzen (Universitätsbibliothek der TU München, 2021, 190)
A. Daraban, C. Negrea, F. Artimon, D. Angelescu, G. Popan, S. Gherorghe, and M. Gheorghe, Sustainability 11, 5494. (2019).
G. Soundarapandiyan, C. Johnston, R. Khan, B. Chen, and M. Fitzpatrick, J. Eng. 2, 97. (2020).
S. Vock, B. Klöden, A. Kirchner, T. Weißgärber, and B. Kieback, Prog. Addit. Manuf. 4, 383. (2019).
H. Asgari, C. Baxter, K. Hosseinkhani, and M. Mohammadi, Mater. Sci. Eng. A 707, 148. (2017).
F. Del Re, V. Cataldi, A. Astarita, B. Palumbo, A. Squillace, P. Corrado, and P. Di Petta, Int. J. Adv. Manuf. Technol. 97, 2231. (2018).
A. Maamoun, M. Elbestawi, G. Dosbaeva, and S. Veldhuis, Addit. Manuf. 21, 234. (2018).
M. Rafieazad, A. Chatterjee, and A.M. Nasiri, JOM 71, 3241. (2019).
L. Cordova, M. Campos, and T. Tinga, JOM 71, 1062. (2019).
F. Ahmed, U. Ali, D. Sarker, E. Marzbanrad, K. Choi, Y. Mahmoodkhani, and E. Toyserkani, J. Mater. Process. Technol. 278, 116522. (2020).
P. Nezhadfar, A. Soltani-Tehrani, A. Sterling, N. Tsolas and N. Shamsaei, The Effects of Powder Recycling on the Mechanical Properties of Additively Manufactured 17-4 PH Stainless Steel. Paper presented at Solid Freeform Fabrication 2018
J. Slotwinski, E. Garboczi, P. Stutzman, C. Ferraris, S. Watson, and M. Peltz, J. Res. Nat. Inst. Stand. Technol. 119, 460. (2014).
P. Carrion, A. Soltani-Tehrani, N. Phan, and N. Shamsae, JOM 71, 963. (2019).
L. Denti, A. Sola, S. Defanti, C. Sciancalepore, and F. Bondioli, Manufact. Technol. 19, 190. (2019).
Renishaw plc., Investigating the effects of multiple re-use of Ti6Al4V powder in additive manufacturing (2016). https://resources.renishaw.com/en/details/white-paper-investigating-the-effects-of-multiple-powder-re-use-in-am--83164. Accessed 23 Nov 2021.
V. Seyda, N. Kaufmann, and C. Emmelmann, Phys. Procedia 39, 425. (2012).
C. Weiss, J. Munk and C. Haefner, Investigation towards AlSi10Mg powder recycling behavior in the LPBF process and its influences on mechanical properties. Paper presented at the Solid Freeform Fabrication (2021)
German Institute for Standardization, DIN 50125 (2016)
Association of German Engineers, VDI 3405 Part 2—Additive manufacturing processes, rapid manufacturing—Beam melting of metallic parts—Qualification, quality assurance and post processing, 2013
International Organization for Standardization, ISO 13322-2 (2006)
A. Spierings, Powder Spreadability and Characterization of Sc- and Zr-modified Aluminium Alloys processed by Selective Laser Melting: Quality Management System for additive manufacturing (Zurich: ETH Zurich, 2018, 251)
V. Seyda, Werkstoff- und Prozessverhalten von Metallpulvern in der laseradditiven Fertigung (Berlin: Springer, 2018, 260)
A. Yu, and J. Hall, Powder Technol. 78, 247. (1994).
C. Weingarten, D. Buchbinder, N. Pirch, W. Meiners, K. Wissenbach, and R. Poprawe, J. Mater. Process. Technol. 221, 112. (2015).
SLM Solutions Group AG, Material Data Sheet—Al-Alloy AlSi10Mg (2021).
B. Liu, R. Wildman, C. Tuck, I. Ashcroft and R. Hague, Investigation of the Effect of Particle Size Distribution on Processing Parameters Optimization in Selective Laser Melting Process. Paper presented at the Solid Freeform Fabrication 2011
Association of German Engineers, VDI 3405 Part 2.1—Additive manufacturing processes, rapid manufacturing—Laser beam melting of metallic parts—Material data sheet aluminium alloy AlSi10Mg, 2015
T. Maconachie, M. Leary, J. Zhang, A. Medvedev, A. Sarker, D. Ruan, G. Lu, O. Faruque, and M. Brandt, Mater. Sci. Eng. A 788, 139445. (2020).
F. Bosio, H. Shen, Y. Liu, M. Lombardi, P. Rometsch, X. Wu, Y. Zhu, and A. Huang, JOM 73, 770. (2021).
Acknowledgements
The authors want to thank the Federal Ministry of Education & Research (BMBF) for funding the project “Industrialisierung und Digitalisierung von Additive Manufacturing (AM) für automobile Serienprozesse – IDAM” under Grant Number 13N15080.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Weiss, C., Haefner, C.L. & Munk, J. On the Influence of AlSi10Mg Powder Recycling Behavior in the LPBF Process and Consequences for Mechanical Properties. JOM 74, 1188–1199 (2022). https://doi.org/10.1007/s11837-021-05080-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-021-05080-4