
Abstract
Having knowledge of fluid flows within the mold region of a billet continuous caster is of paramount importance to reduce a product’s internal and external defects. In this regard, a three-dimensional numerical model was developed to simulate the influence of the orientation of a five-port submerged entry nozzle (SEN) on the flow field of liquid steel within the mold region of a curved, square billet, continuous caster. The realizable k–\( \epsilon \) turbulence model, together with the volume of fluid multiphase model, was used to simulate the effects of turbulence on these fluid flows, and their impact on the liquefied mold powder layer sitting on top of the liquid steel within the mold. The behavior of flows generated in the mold cavity was validated against previous experimental work. The numerical results showed that the modified SEN’s horizontal angle of rotation can significantly change the flow pattern within the billet mold. These changes can stabilize the liquid steel meniscus, which is expected to improve the quality of continuously cast products by decreasing mold powder entrainment.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The World Steel Association reported that, in 2016, more than 95% of steel solidified worldwide was produced by conventional continuous casting processes.1 Nonetheless, these processes remain subject to inherent processing defects, resulting in an ongoing battle to increase the quality of continuously cast products, but not at the expense of productivity. One of the key factors for enhancing cast products and reducing, or even eliminating, casting defects, is to develop and maintain uniform fluid flow within the mold region.2,3
One of the most influential and trusted ways to modify liquid steel flows within a continuous caster’s mold is nozzle design, which itself includes various factors that can be altered and dramatically impact on the resulting liquid steel flow. These include the number of exit ports, their angle, shape, and size, or the insertion of flow modifiers within the submerged entry nozzle (SEN) tube itself, as well as the vertical location of the SEN within the mold.3,4
A number of studies have revealed that a proper multiport SEN can have a positive influence on liquid steel flows within the mold. Sun et al.5 developed a mathematical model for a newly designed quadfurcated SEN that could produce strong swirling flow within the mold region. This reduced the depth of impingement of the molten steel jet and accelerated inclusion flotation processes. In another study, Capurro et al.6 investigated the effect of a new SEN with six lateral ports on the distribution of inclusions in finished cast products. They reported that lower density of inclusions was found in products cast with the newly designed SEN in comparison with a straight, single-port nozzle. In recent years, Morales et al.6,7,8,9 developed a fluid flow model to study the effect of new SEN designs on mold powder entrainment (MPE) for both round and square billet casting processes. Based on their numerical and physical modeling results, their proposed curved ported SEN could reduce the risk of MPE, due to swirling flows created in the mold cavity.
In several studies by Yokoya et al.,10,11,12,13,14 and Kholmatov et al.,15,16 the impact of the “fixed swirl blade” system as a swirl flow generator was studied on fluid flows within the SEN and within mold cavities. In those articles, a positive effect of the flow modifier on reduction of inclusions in final products was reported, together with creation of a stable liquid steel meniscus, and the distribution of bubbles within the mold cavity. However, due to erosion caused by constant impingement of liquid steel, it is extremely difficult, if not impossible, to maintain the shape and integrity of the swirl blade system.
The objective of this study is to develop a numerical model to quantify the effect of an existing industrial SEN’s position on flow patterns generated within a vertically curved, square billet mold. Previous physical modeling results for a similar case were used to demonstrate the accuracy of the predicted fluid flows calculated by the present numerical simulations.
Numerical Model
In this numerical model, the averaged continuity and Navier–Stokes equations in three-dimensional Cartesian coordinates were solved. The realizable k–\( \epsilon \) turbulence model was fully coupled with the volume of fluid (VOF) multiphase model to simulate the effect of turbulent flows on the behavior of the slag layer within the billet mold.
Turbulence Model
To predict swirling flows and vortices inside the mold cavity, the realizable k–\( \epsilon \) turbulence model was used. This model has better capability for predicting vortexing flows, by solving a modified transport equation for the rate of dissipation of the kinetic energy of turbulence \( \epsilon \).17
Multiphase Model
The VOF model was employed to track the interfaces of a system with three immiscible fluids. One set of momentum equations is solved throughout the calculation domain, and the resulting velocity field is shared among phases within each control volume. To account for surface tension effects between the three phases, an additional source/sink term was applied in the Navier–Stokes equations.18
Governing Equation
To develop the relevant governing equations, the following assumptions were incorporated:
-
1.
The liquid steel was considered to be incompressible and isothermal, and behave as a Newtonian fluid. Heat transfer and solidification were ignored.
-
2.
The physical properties of phases were considered to be constant.
-
3.
Mold oscillation was neglected in this study.
Based on these assumptions, the time-averaged governing equations used in this study are listed as follows:
Continuity and Navier–Stokes Equations
where \( \rho \), \( u_{i} \), \( P \), \( g_{i} \), \( \mu_{\text{eff}} \), and \( S_{i} \), are density, velocity component, pressure, gravitational acceleration, effective viscosity, and momentum source/sink term, respectively.
Turbulence Governing Equations
where \( k \), \( \epsilon \), \( \sigma_{k} \), \( \sigma_{\epsilon } \), C1, and C2 represent the kinetic energy of turbulence, the turbulent dissipation rate, the turbulent Prandtl numbers for k and \( \epsilon \), and two model parameters C1 and C2, respectively. The term S is a function of the shearing deformation component, and Gk represents the local rate of production of kinetic energy of turbulence due to local mean velocity gradients.
The turbulent viscosity is then determined by the following equation:
where unlike the standard k–\( \epsilon \) turbulence model, the \( C_{\mu } \) value is no longer constant but is a function of different parameters such as the local shearing and rotational deformation rates, as well as \( k \) and \( \epsilon \).
Volume of Fluid Equation
Tracking the interface between phases is done by solving the continuity equation for the volume fractions of each of the secondary phases; in this case study, this equation was solved for air, liquid slag, and vegetable oil. The continuity equation for the qth phase is as follows:18
where \( \alpha_{q} \), \( \dot{m}_{pq} \), and \( \dot{m}_{qp} \) represent the volume fraction of phase q, mass transfers of phase p to q, and mass transfer of phase q to p, respectively. \( S_{aq} \) is the source term, indicating creation or destruction of phases.
Numerical Procedures
The above governing equations with appropriate boundary conditions were discretized and solved numerically, using the commercial finite volume method (FVM)-based software ANSYS-Fluent 14.5. The computational mesh constructed had around 1 million cells, and mesh construction was carried out using third-party software, GAMBIT.
Geometrical Model and Boundary Conditions
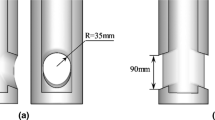
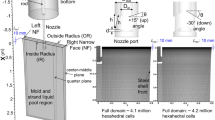
The calculation domain in this study is a square billet mold with cross section of 165 mm × 165 mm and longitudinal radius of curvature of 10 m. A five-port SEN was selected as the feeding system in this paper, and three different nozzle lateral angles of rotation were considered, as shown in Fig. 1. As seen from Fig. 1a, the selected SEN consisted of four downward angle exit ports, along with an exit port oriented vertically downwards. For the SEN with fixed 0° angle of rotation (case 1), the four inclined ports face towards the corners of the mold. For cases 2 and 3, the SEN was rotated 15° around the central Z axis, clockwise and counterclockwise, respectively.

(a) Geometry of five-port SEN (in mm), and plan view of square billet mold with (b) 0° (case 1), (c) − 15° (case 2), and (d) + 15° (case 3) SEN angles of rotation
The physical properties of all the fluids with the operational conditions used in this study are given in Table I.
The inlet velocity was linked to the casting speed by equating the inlet volume flow rate and the outlet volume flow rate, to maintain mass conservation within the mold cavity.
The value for the inlet kinetic energy of turbulence and its dissipation rate were taken from semiempirical correlations reported in literature.21,22 These relations are as follows:
where Din, represents the inner diameter of the SEN’s inflow tube.
For the single-phase model, the steel meniscus was specified as being equivalent to a flat surface with zero-shear stress boundary condition. All walls were subjected to no-slip boundary conditions.
Results and Discussion
To verify the computed results, the behavior of the slag layer predicted by the present model was compared with the experimental results in Fig. 2, in which Fig. 2b was first reported by Morales et al.7 The phases involved in this model are water as primary phase, together with vegetable oil and air. The initial thickness of the vegetable oil in both the experiment and numerical model was set to 15 mm. According to this figure, the computed results are in very good agreement with the experimental observations, and in both the experimental and computational results, the flow field near the top region of the mold drives the slag layer towards the center of the mold walls.

Demonstrations of (a) predicted meniscus topography in three dimensions and (b) water model results
Comparison between the velocity fields at the horizontal cross-sectional plane 20 mm below the meniscus and at the vertical diagonal plane for the three different cases is shown in Fig. 3. The resultant velocity field in these planes shows that, for case 1 (0°), multiple vortexes are being formed near the meniscus region. Moreover, the flow pattern at the diagonal plane for this case shows semistagnation points at the corners of the mold. These points are the results of direct impingement of liquid steel towards the mold corners, which significantly transforms the shear flows to normal flows. Conversely, the velocity field created by rotating the nozzle ± 15° with respect to the mold corners shows that the multiple vortexes were removed. Additionally, by changing the orientation of the inclined ports of the SEN, the normal flows could be drastically decreased compared with the normal flows shown in case 1 (0°).

Velocity field at cross-sectional plane and diagonal plane with SEN angle of rotation of (a) 0°, (b) − 15°, and (c) + 15°
Figure 4 shows the velocity profile at 0.02 m, 0.3 m, 0.5 m, and 0.7 m below the mold top, to quantify the magnitude of the swirling flows in these case studies. For these velocity profiles, the velocity components in the X axis, U, were probed through the width of the billet along the Y axis, at the mid-vertical cross-sectional plane of the billet. As shown in Fig. 4a, at Z = − 0.02 m, the swirling flows created for cases 2 and 3 are almost equal but with opposite rotational directions. According to Fig. 4b, the swirling flows also appear below the immersion depth of the SEN for these two cases. However, in the mid-region of the velocity profiles for these cases, the U velocities do not show consistent swirling flows. This can be explained by the effect of the turbulent flows within this region and the influence of the flow issuing from the vertical bottom port of the SEN. Based on a comparison of the velocity profiles in Fig. 4b and c, the strength of the swirling flows starts to decay as one moves away from the top region of the mold. At Z = − 0.5 m, the magnitude of the swirling flows decreased by a factor of two compared with the values predicted at Z = − 0.02 m and Z = − 0.3 m. Comparison of Fig. 4c and d demonstrates that the changes in the velocity profile for all three cases, at Z = − 0.5 m and Z = − 0.7 m, are negligible.

U velocity profiles in mid-plane at different positions down the meniscus for different SEN angles of rotation: (a) Z = − 0.02 m, (b) − 0.3 m, (c) − 0.5 m, and (d) − 0.7 m
Effect of SEN Angle of Rotation on Behavior of Molten Slag Layer
Figure 5 shows the contours of the volume fraction of slag across the vertical diagonal plane, together with the predicted shape of the liquid steel menisci. It is known that the shape of the meniscus is a critical parameter for the lubrication procedure for continuous casting processes. According to Fig. 5, the fluid flow in the top region of the mold for case 1 (0°) creates strong upward flows towards the corners of the meniscus. Due to the curvature of the square billet mold, the strength of the upward flows is not uniform and similar near different walls of the mold. These flows create discontinuities in the slag layer at the corners of the mold. Based on the behavior of the slag layer for case 1 (0°), upward flows increase the risk of exposure of the liquid steel to air and should lead to a growing number of inclusions in the solidified billets. Moreover, the meniscus shape in this case confirms that the upward flows create differences in steel meniscus levels at all four corners of the mold. With this liquid steel meniscus shape, final products are susceptible to deep oscillation marks at the corners of continuously cast products, as well as longitudinal corner cracks, due to insufficient lubricant being pumped into the corners of the mold. However, the proposed port orientations for the SEN can create a uniform distribution of liquid slag across the entire meniscus and a stable meniscus in the top region of the mold. This new liquid steel meniscus shape is expected to have a positive influence on uniform pumping of liquid mold powder into the mold, to lubricate the solidified steel shell passing down the water-cooled copper mold. Therefore, for such a meniscus shape, different types of surface defects can be minimized.

Contours of volume fraction of slag at vertical diagonal plane and predicted topography of liquid steel meniscus operating with three different SEN angles of rotation: (a) 0° (case 1), (b) − 15° (case 2), and (c) + 15° (case 3)
Conclusion
Based on the current computational results, the following conclusions can be drawn:
-
1.
The commonly used location of the SEN (0° angle of rotation) inside the mold cavity produces normal flows towards the upper surface meniscus. These flows can dramatically destabilize the liquid steel meniscus and promote the risk of MPE, insufficient feeding of liquid mold powder, and in severe cases, exposure of liquid steel to air.
-
2.
Changing the SEN’s angle of rotation to either + 15° (case 3) or − 15° (case 2) is a key factor for activating swirling flow within the mold cavity of a square billet continuous caster. These swirling flows can form a stable meniscus.
-
3.
It has been noticed that, for ± 15° SEN angles of rotation, the shape of the meniscus is almost flat. Therefore, the advantages of swirling flows are not dependent on the direction of rotation.
-
4.
Based on the velocity profiles produced for case 2 (− 15°) and case 3 (+ 15°), the strength of the swirling flows decays as one moves away from the meniscus, down towards the mid-section of the mold.
References
World Steel Association, World Steel in Figures (Brussels: World Steel Association, 2017).
L. Zhang and B. Thomas, in 85th Steelmaking Conference Proceedings, vol. 431 (2002).
B. Thomas, Modeling for Casting and Solidification Processing (New York: Marcel Dekker, 2001), pp. 499–540.
J. Herbertson, in 74th ISS Steelmaking Conference, vol. 74, p. 171 (1991).
H. Sun and J. Zhang, ISIJ Int. 51, 1657 (2011).
C. Capurro, J. Copola, S. Ferro, and C. Cicutti, in AISTech Proceedings, vol. 1027 (2013).
K. Morales, R.I.L. Guthrie, M. Isac, R.D. Morales, C. Labrecque, and F. Lapointe, in AISTech Conference Proceedings, vol. 1461 (2013).
K. Morales, R.I.L. Guthrie, M. Isac, R.D. Morales, C. Labrecque, and F. Lapointe, in MS&T Conference Proceedings, vol. 448 (2013).
K. Morales, R.I.L. Guthrie, M. Isac, R.D. Morales, C. Labrecque, and F. Lapointe, in AISTech Conference Proceedings, vol. 1373 (2013).
S. Yokoya, Y. Asako, S. Hara, and J. Szekely, ISIJ Int. 34, 883 (1994).
S. Yokoya, S. Takagi, M. Iguchi, Y. Asako, R. Westoff, and S. Hara, ISIJ Int. 38, 827 (1998).
S. Yokoya, S. Takagi, H. Souma, M. Iguchi, Y. Asako, and S. Hara, ISIJ Int. 38, 1086 (1998).
S. Yokoya, S. Takagi, M. Iguchi, K. Marukawa, W. Yasugaira, and S. Hara, ISIJ Int. 40, 584 (2000).
Y. Tsukaguchi, H. Hayashi, H. Kurimoto, S. Yokoya, K. Marukawa, and T. Tanaka, ISIJ Int. 50, 721 (2010).
S. Kholmatov, S. Takagi, L. Johsson, P. Johnsson, and S. Yokoya, ISIJ Int. 47, 80 (2007).
S. Kholmatov, S. Takagi, L. Jonsson, P. Jonsson, and S. Yokoya, Steel Res. Int. 79, 31 (2008).
T.H. Shih, W.W. Liou, A. Shabbir, Z. Yang, and J. Zhu, Comput. Fluids 24, 227 (1995).
C.W. Hirt and B.D. Nichols, J. Comput. Phys. 39, 201 (1981).
F. Peters and D. Arabali, Colloids Surf. A 426, 1 (2013).
K. Tsutsumi, K. Watanabe, M. Suzuki, M. Nakada, and T. Shiomi, in 7th International Conference on Molten Slags Fluxes and Salts, vol. 803 (2004).
K.Y.M. Lai, M. Salcudean, S. Tanaka, and R.I.L. Guthrie, Metall. Trans. B 17, 449 (1986).
ANSYS Inc., ANSYS FLUENT Theory Guide (Canonsburg: ANSYS Inc., 2011).
Acknowledgements
The authors would like to acknowledge financial and/or technical support received from ANSYS Inc., the Rio Tinto Fer et Titane (RTFT) steel plant (located at Sorel, Tracy, Quebec, Canada), and the McGill Metals Processing Centre’s member companies.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Aboutalebi, M.M., Lapointe, F., D’amours, J. et al. Effects of Angle of Rotation of Submerged Entry Nozzle on Fluid Flows in a Square Billet Casting Mold. JOM 70, 2088–2095 (2018). https://doi.org/10.1007/s11837-018-2938-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-018-2938-5