
Abstract
Due to increasing globalization, market penetration, and technological progress, more products are becoming highly standardized and interchangeable. This has led to fierce price competition, forcing companies to compete for declining margins. To remain competitive in the long term, it is essential to consider both changeability and profitability during the early planning phases. The article proposes an approach for simulation studies using discrete-event simulation during the concept phase of factory planning. This approach aims to systematically dimension production resources while considering alternative scaling options, such as a higher degree of automation. By doing so, the approach facilitates the demand-oriented deployment of resources during the ramp-up phase, which helps to control and reduce manufacturing costs. The simulation experiments yield scaling paths that indicate the timing and quantity of resources required to meet changing demands. These paths form the basis for subsequent factory planning steps. For instance, the layout can incorporate the necessary space for a future automation solution that will be profitable, enabling faster adaptation to demand changes and securing competitive advantages. This is demonstrated in a use case where the approach was applied to the factory planning of a new production system for a sensor product family.
Similar content being viewed by others


Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
1 Introduction
At present, manufacturing companies are more than ever faced with the challenge of ensuring long-term competitiveness in a dynamic and global environment [1]. Therefore, changeability, which characterizes the potential of a factory to adapt to internal and external developments at a low effort to maintain its efficiency, plays a crucial role in ensuring competitiveness [2]. At the same time, decreasing the price of a product significantly offers a possibility to counteract declining margins [3]. Thereby, manufacturing costs may offer a high potential to cut overall operational costs. Since manufacturing costs can be significantly shaped in the early stages of the factory planning process [4], a combined consideration of economic efficiency and changeability of the manufacturing process becomes meaningful in the concept phase of a production system. In terms of economic efficiency, it is essential to provide sufficient capacity by simultaneously ensuring low costs. This is where changeability can be engaged. Providing a capacity that allows producing a specific peak quantity, or investing in highly automated solutions, is both cost-intensive and risky [5]. By considering the scalability of the factory already in its planning phase, the changeability of the factory can be ensured. Thereby, decisions regarding the dimensioning and scaling of the production system are shifted to a later point in time when more reliable data is available. Hence, decisions can be made under reduced uncertainty in dependence on the actual demand development.
Adapting to market turbulences and shorter product life cycles necessitates continuous adaptation of factory structures. This requires a new framework focusing on configuration, data management, and system performance evaluation, especially beneficial in the early planning stages [6]. Therefore, this article presents a systematic approach that addresses both changeability and cost-effectiveness in the concept phase of the factory planning process. The approach is based on discrete-event simulation (DES), which allows for the analysis of various scaling mechanisms applied to different demand development scenarios during the ramp-up process and the determination of changing capacity requirements. The resulting scaling paths demonstrate when to deploy specific resources in varying quantities and costs based on demand and time. This enables future adjustments to the factory to be derived and anticipated in the planning process.
2 Fields of action
2.1 Concept phase of the production planning process
Factory planning is a complex planning task that involves a systematic, goal-oriented process that is structured into successive phases and carried out using methods and tools, ranging from the definition of objectives to the ramp-up of production [7].
During the factory planning concept phase, which is focused in this article, the main focus is on evaluating scaling mechanisms. This phase involves designing the factory based on initial objectives, creating a preferred real layout (as defined by [7]), and developing structural and organizational units, along with their interrelations and dependencies [7, 8]. Additionally, this involves sizing resources based on production programs and product characteristics [9], resulting in a preliminary factory layout that defines production areas and their spatial dependencies [10]. During the planning process, potential alternatives are evaluated based on their ability to meet specific targets. Grundig [10] identifies four primary target areas: maximizing economic efficiency, increasing flexibility and adaptability, enhancing attractiveness, and improving energy and resource efficiency. The principle of economic efficiency can often conflict with the goal of flexibility and adaptability, much like the trade-off between economic efficiency and capacity utilization or availability [8]. While utilization and availability can be directly quantified, evaluating flexibility and adaptability is complex, particularly in terms of achieving the overarching goal of economic efficiency [11].
2.2 Scaling mechanisms of production systems
To achieve flexibility and adaptability, a system must possess specific properties. These properties enable the factory or production system to respond appropriately to change drivers by executing change processes on designated change objects. The properties that can be activated at a certain point in time to bring about a desired change are known as change enablers [2]. Scaling is accomplished by planning and implementing strategies and mechanisms that can respond to changes in production volume requirements. Eilers [12] identified four scaling strategies at the station and group/line stages. These strategies include adding system Sect. (1), internally scaling a Sect. (2), transferring assembly scopes to separate pre-assemblies (3), and increasing system usage times (4). The strategies for application vary across different system sections and must be chosen accordingly [12]. Scaling mechanisms are detailed in Table 1. Some involve the addition of complete groups or lines, especially in cases of significant production increases, while others focus on station-level adjustments, which pose risks of production downtime. Some mechanisms are purely organizational [12], while others combine technical and organizational elements [13]. All mechanisms have the potential to be reversed, for example, by reducing staff numbers or choosing a lower level of automation.
2.3 Benefits of simulation in the factory planning process
In the realm of factory planning, the choice of modeling methodology significantly influences the effectiveness of system analysis and decision-making. Among the plethora of modeling techniques available, static/mathematical modeling and discrete event simulation stand out for their unique approaches and applicability. Static or mathematical modeling encapsulates systems through a set of mathematical equations, offering a structured approach for systems with predictable, continuous changes. It excels in analyzing steady-state or equilibrium conditions, providing clarity in scenarios where interactions are linear and outcomes are deterministic. However, its effectiveness diminishes in environments marked by complexity and unpredictability, typical in modern manufacturing settings. Unlike analytical methods, simulation technology like DES does not provide the ability to find optimal solutions through systematic procedures like algorithms [14]. Instead, it aids in planning by examining what-if scenarios [15], calculating outcomes over time, and interpreting these results in relation to set goals. DES’s ability to model complex systems with multiple interacting components and variable conditions is unparalleled. It is particularly beneficial for systems where conditions dynamically evolve, a common scenario in factory operations [16]. Thus, the capability of DES to represent dynamic interactions between different entities within a system allows for a more realistic and practical understanding of operational dynamics, essential in factory planning [17]. The comparative analysis reveals that while static/mathematical modeling offers insights into linear and predictable systems, DES emerges as a more robust and flexible approach in the context of factory planning [14]. Its ability to simulate dynamic interactions, adapt to non-stationary conditions, and handle complex, variable systems makes it an indispensable tool in modern manufacturing system analysis and design. As factories continue to evolve in complexity, the role of DES in facilitating effective planning and operational decision-making becomes increasingly significant. To sum up, DES is able to take into account randomness, variability, dependencies, feedback and interactions between system components. Based on the chosen example in this paper, the advantages mentioned above are especially relevant to the application partner Balluff. Planners at Balluff had previously attempted to calculate the task of selecting scaling mechanisms in production ramp-up statically using Microsoft Excel. This approach quickly reaches its limits when considering dynamic and stochastic system behavior and this is where DES is most suitable.
3 State of the art – application of simulation in the factory planning process
The high degree of complexity and dynamics in production systems, which are characterized by many time-dependent and random system variables and highly interlinked relationships which makes mathematical-analytical methods only applicable to a limited extent [18]. In contrast, simulation is suitable for analyzing and evaluating the dynamic behavior of the production system [19].
The literature suggests that although simulation is predominantly employed in the latter stages of factory planning to verify or enhance chosen alternatives, there is an inherent value in its early application. Jägstam and Klingstam [20] advocate for early deployment, positing that it leads to higher quality outcomes with less expenditure of time and effort. However, early-stage simulation is not without its challenges, particularly due to limited data availability and the high level of uncertainty, which can compromise the reliability of the simulation results [20,21,22].
In addressing the dynamics of production systems, Hader et al. [23] illustrate how combining simulation with optimization techniques can swiftly adjust resources to meet fluctuating capacity demands, thus bolstering system responsiveness. Similarly, Müller and Krauß [24], as well as Kampker et al. [13], examine the enhancement of action speed and flexibility in factory planning. They employ simulation to toggle resources during operation, assessing costs and facilitating scalability evaluations.
Arnold et al. [25] approach dimensioning and structuring as concurrent optimization challenges, while Sender and Wanner [26] integrate them with layout planning, both employing simulation to forge more informed planning decisions. Herbert et al. [27] apply simulation for capacity planning and layout optimization, incorporating three-dimensional visualizations to streamline the process.
The literature also converges on the idea that accounting for uncertainty is crucial when planning for scalability. Scenario techniques are often paired with DES to anticipate and prepare for future modifications [2, 28, 29]. This anticipatory approach is critical, especially given the financial implications of scalability, where the initial higher investments in transformable solutions are justified only through a lifecycle cost perspective [30,31,32,33].
Finally, Schuh and Gottschalk [34] propose a novel concept for scalable production lines, where the acquisition of capabilities is tailored to identified needs, allowing for the development of migration paths through applied scaling mechanisms. Kampker et al. [13] further this discussion by outlining a methodology for defining processes and estimating corresponding investments, which serves as a foundation for developing scalable factory concepts. These contributions collectively emphasize the importance of simulation as a tool for achieving both flexibility and cost-effectiveness in factory design, highlighting simulation’s role as a strategic instrument from the onset of the planning process to ensure resilient and adaptable production systems.
3.1 Concluding research objective
The literature review leads to the conclusion that existing approaches consider either the factory planning process’s dimensioning task or the factory system’s changeability or scalability. To close this gap between dimensioning and scalability various research objectives (RO) are defined. Thus, this article provides a solution approach that allows for determining the number of resources (dimensioning) for varying demand development scenarios (RO1) over time and differing scaling mechanisms (RO2). By applying DES, dynamic aspects (RO3) are incorporated, which facilitates a demand-oriented capacity deployment. Furthermore, it facilitates a monetary evaluation (RO4) of the deployed resources to measure the cost-effectiveness and compare different scaling solutions. Finally, it provides a systematic and structured procedure (RO5) to support the application of simulation in an early factory planning phase.
4 Simulation-based solution approach
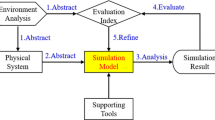
In this chapter, the approach for simulation-based scaling of production systems during the early conceptual phase of product design and factory planning is presented. It incorporates procedures for simulation studies based on the VDI guideline 3633 [18], with aspects from Kampker et al. [13], and Schuh and Gottschalk [34], highlighting new additions with a yellow outline. Especially compared to current manual processes in the early phase of product engineering, where different solution alternatives are being generated, the presented approach shows its advantages: It helps to analyze the effects of scaling options that are connected to different product designs and determine the best (e.g. cheapest in the case of the low-cost sensor – see Sect. 4) solution. The approach considers dynamic and stochastic system behavior and thus surpasses manual calculations of e.g. different unit costs of different product designs in Excel. Structured according to the devised systematic procedure, the approach as displayed in Fig. 1 begins with the objective and task definition. This is followed by a system analysis that includes developing a basic value stream and scaling options, referencing Kampker et al. [13]. Data defined in the system analysis are then provided for both strands. Subsequent steps involve modeling for the basic value stream and scaling options and integrating them into a comprehensive model, which is then translated and implemented into an executable simulation model. Experiments and their evaluations are conducted using this simulation model. From these, scaling paths are derived and ultimately translated into line concepts, paralleling Schuh and Gottschalk’s [34] approach. Verification and validation processes run concurrently, and all decisions and outcomes are meticulously documented, as suggested by Wenzel et al. [35]. The single steps are explained in more detail in the following.
The first step of the structured approach includes the objective and task definition [10]. The proposed approach aims to scale and dimension a production system based on demand using DES. This involves determining the most economically efficient scaling mechanisms for given demand scenarios for any future period. In this context, dimensioning, which refers to determining the necessary operating resources and personnel, must be carried out simultaneously. Therefore, the objective of economic efficiency must be translated into measurable parameters. For example, economic production is achieved by minimizing unit costs and not exceeding an upper limit per part, provided that the capacity is sufficient to meet demand. Additionally, this phase involves defining the organizational framework, including selecting the simulator, determining scaling points, and establishing the observation period.

Solution approach for simulation-based scaling of production systems in the concept phase
The objective and task specification phase is followed by the system analysis [10]. The initial step in system analysis involves identifying the process steps necessary for creating a product. A base value stream (BVS) must be defined based on the process steps. Based on this, potential scaling options can be developed. BVS and scaling options indicate the level of scaling, as shown in Fig. 2. Applying the scaling options to the BVS establishes the reference. The second stage involves dimensioning. The BVS defines a sequence of process steps and groups them into workstations. In addition, working times and thus the time available for production as well as the resources through which the process steps are realized are determined. This corresponds to the introduced scaling mechanisms (c) (number of employees) and (e) (duplication of station) of Table 1. Based on the BVS, potential scaling mechanisms can be developed, which can be activated or deactivated as scaling options (SO) [36]. Figure 2 displays the investigated scaling options, which are derived from the scaling mechanisms introduced in Chap. 2.

Connection between scaling and dimensioning
BVS and SOs represent the scaling level, where the BVS serves as the reference. According to Bryan et al. [30], on the organizational level, the working hours can be extended by adapting the shift model (i), e.g., by changing from a two-shift operation to a three-shift operation. At the process level, different degrees of automation or different technical solutions can be investigated (f), or process steps can be outsourced, e.g., to pre-assembly lines (g). Another scaling option results from the allocation of processes to workstations (d). The processes can be grouped into workstations in different ways and implemented there in a technical solution. This can result in a production flow with process sequences that deviate from the BVS. The duplicated line (a) and alternative line (b) scaling mechanisms do not represent scaling options. These line concepts are only derived in the results phase using the scaling mechanisms. Mechanism (h), which involves relocating process steps to pre-assembly at suppliers, is also not taken into account as it exceeds the system limit.
The configuration of the production system is represented by combining BVS with activated or deactivated SOs. To simulate these configurations using flow simulation, the production system must be broken down into its systemic elements and components. The production program serves as the basis of the simulation and is used to derive production orders. The demanded products are then fed into the production flow by the production control. The production flow is a series of workstations where resources perform the process execution. To model this, appropriate abstractions (level of detail) must be made, and the system boundaries must be defined [18]. The quality of individual simulation projects is determined by the accuracy and systematic approach to project preparation and implementation, as well as the appropriate involvement of the customer and consideration of their specific requirements [35]. Key performance indicators (KPIs), such as the throughput of a production line, unit costs, utilization or quality, define the output of the simulation experiments using the executable model [37]. The results are reflected quantitatively and presented in a meaningful form, allowing for comparison of alternatives. This allows for further decision-making [38]. In a production system, various system elements and components are defined by their input parameters, which can be either fixed or varied as ‘variation parameters’ during experiments. These parameters, set within predefined ranges at the start of a simulation run, along with the ability to toggle SOs, lead to different production system configurations. By aligning these configurations with volume scenarios over time, scaling paths are created, illustrating the cost-effective deployment and necessary dimensioning of SOs like the number of stations and personnel. This approach requires the modeling of volume per time period and variant shares as variation parameters, and also considers the use of stochastic elements, like order generation based on probability distributions, to enhance the realism and adaptability of the simulation [37].
The data provisioning, as third step of the approach, is crucial for the quality of simulation studies. The accuracy of simulation results significantly depends on the quality and correctness of input data. Estimating data can compromise result quality, and only relevant data should be considered. It is crucial to critically evaluate and verify the plausibility of the data [35]. Table 2 lists essential information for the modeling of production systems in the dimensioning phase. This table provides a framework for what data are required, whether these are fixed inputs or variables that can change, and if they are subject to randomness, which is crucial for realistic simulation modeling.
During the modeling step, the results of the system analysis are formalized. The objective is to map the BVS and SOs using modules and integrate them into an overall model. For this purpose, the production control, including customer order generation, the necessary modules of workstations, and the resources with their characterizing parameters (throughput and scrap, cost calculation, utilization, buffer, and set-up processes) are described and the result parameters are formalized. This is followed by a specification of which scaling option requires which modeling. Finally, the model integration is considered. For simplified modeling, modules can be defined and used, which can be combined and reused [18]. This way, the production flow is composed of workstations built up by simple modules, e.g., for handling, setup, transportation, or processing. Resources are formalized by their characteristics comprising the number of each type, which is to be determined through experiments, the available working time, technical characteristics like failure rate and maintenance plans, or the quality rate. Using the modules and resources, the BVS and the SOs are modeled parallel and then integrated into a formalized overall model. The type of SOs has an influence on which system elements need to be adapted or additionally modeled. Meaning, having one overall model allows for generating varying production flows by activating (a combination of) SOs, where the BVS corresponds to the value stream with none of the SOs being activated. Therefore, the model must have the ability to activate SOs individually. Table 3 outlines the scaling options and the affected system elements in a production system.
The resulting formalized model is then translated and implemented into an executable model, which is used for simulation experiments and their evaluation [18]. The model is converted into an executable form using a selected simulator during implementation. The simulation model is built step by step, taking into account the dependencies between the elements as illustrated in Fig. 3.

Relationships between the system elements during implementation
Therefore, building blocks of the simulators’ libraries can be used to depict the modules and resources [37]. Additionally, production control and product agents need to be set up. Once the order generator, production flow, and resources have been developed, the KPI calculations can be implemented. The statistics support model verification and validation, as they detect possible implementation errors. Interfaces to external programs can be used to assign input parameter values. This allows for values to be read in or imported from external databases, such as an Excel file. The simulation results, including KPIs, can also be exported for easier evaluation by users.
Further formal aspects of the implementation must be considered. Various stochastic distributions are used in the model. To guarantee the reproducibility of the results, the implementation of randomness is of essential importance. With the help of deterministic mathematical calculation rules, a series of seemingly random numbers is generated, a so-called random stream. Deterministic random number generators produce the same series of pseudo-random numbers when a defined starting value is used, ensuring reproducibility of results. During implementation, the hierarchical structure is supported by object-oriented modeling through class formation, communication, and inheritance. This type of structuring increases modeling flexibility and efficiency since changes only need to be made to a class and not to the instances themselves [37].
After successful model implementation and approval (design freeze), the experiments are carried out using the simulation model [18]. For this purpose, experiment plans, also called experimental designs, have to be set up, the corresponding simulation runs (iterations) have to be executed and their results have to be analyzed afterward [37]. The defined input parameters, i.e., the activated SOs and the required personnel and number of resources, are systematically varied and specified in the form of experimental designs. Thereby, the experiments may be conducted iteratively, where the according experiment plans are based on the results of the previous iteration. The experiments start with the BVS with no scaling option activated, i.e., the required economic number of resources (stations and personnel) is determined for each observation period for a respective demand scenario. Once the dimensioning of the BVS is complete, the dimensioning for the individual SOs can be performed analogously and then compared to the reference (BVS). This allows the effects of the different scaling levels on unit costs to be analyzed. Based on the results, SOs can be considered and evaluated in combination in a third step.
In turn, scaling paths can be derived from the results. Those scaling paths delineate feasible solutions regarding the deployment of resources respectively scaling options. They specify how many resources of which resource type are required to fulfill the demand of a specific period to which costs. Therefore, at each period in time, economically efficient options, e.g., (partial) paths with minimal unit costs, can be selected and incorporated into further planning, like the translation into line concepts (see [34]) (Fig. 4).

Exemplary line concept
Moreover, in parallel to every step of the procedure model, already existing results must be verified and validated. Also, all decisions and results of the individual steps should be documented [35].
The process of system analysis, data provision, modeling, integration, and implementation is iterative rather than sequential. The initial data requirements determined during system analysis guide data provision. However, if data gaps arise, the system analysis is revisited to redefine data needs. This subsequently shapes the conceptual model and may prompt further data collection for model formalization [37]. The simulator’s use of BVS and SOs may require model adjustments or additional data. Due to the dynamic nature of the early conceptual phase, design changes may prompt repeated cycles through these steps. Development iterations refine the simulation model until a design freeze at the experimentation phase, beyond which the model is fixed [35]. Only after completion of the experiments, the simulation model can be changed, supplemented, or extended by further aspects or details.
5 Application to an industrial case
The proposed framework has been applied to an industrial use case. Due to a confidentiality agreement, the complete and quantitative results cannot be disclosed in this section for illustrative purposes. The use case considers the factory planning for the manufacturing of a sensor product family. The application of the DES takes place very early during the product development phase. Various design alternatives for the sensor are developed and different ramp-up scenarios are simulated with the DES accordingly, which then support decisions in product development. It is primarily about the comparability of the results (unit costs), which is why the assumptions (e.g. demand) remain consistent. Scenario analyses (e.g. forecasting demand and/or sudden demand changes depending on external influencing factors such as the market entry of a competitor) are not considered here at this early stage of product development. Of course, the production of the sensors is associated with a ramp-up risk due to high investments required but an uncertain development of unit sales, which is why different demand curves (high, mid, low) are simulated and SO are chosen accordingly. Like many other products, the product is exposed to commoditization. To be competitive and to counteract declining margins, sensors must be manufactured at low cost, achieved by demand-oriented dimensioning of the production resources. Using the example of a low-cost sensor, the company decided to prioritize the unit costs alone as an investigation criterion. The produced output is constant across the various simulation runs. The influence on other factors, such as quality, was not yet taken into account at this early stage of product development, as the availability of information is very limited. The aim of the simulation study is to determine the number of resources required to produce the portfolio and to explore the use of scaling options. Therefore, different scenarios are considered which reflect the ramp-up of production over several years up to the peak line. For the implementation of the simulation model, the simulator AnyLogic® version 8.5.2 was chosen, which already offers predefined building blocks for process modeling through the Process Modeling Library.
The objective is a unit production cost within a defined range of \({C}_{min}\) and \({C}_{max}\), comprising personnel costs and investment costs for equipment in the form of depreciation expenses. To reduce ramp-up risks, the investment costs resulting in fixed costs should be kept at a minimum. The scaling options are considered quarterly, meaning that every three months the production system is adapted to the respective scenario developments considered. This was a requirement of the application company Balluff: More often is not possible due to the time required to implement the changes and less often would be too imprecise. The results of the simulation are used to derive recommendations for action in the form of scaling paths based on the resource requirements determined for each quarter.
Considering the BVS, the manufacturing process of a sensor consists of three production stages: (1) assembly of the printed circuit boards (PCBA), (2) sensor preassembly, and (3) final assembly, where the pre-assembly of (2) is plugged into the housing. SOs were only explored in stages (2) and (3). Based on the described BVS, scaling options affecting one or more stations were developed and prioritized. The selected options are described in Table 4. Apart from the organizational SO additional shift (7), all other options involve an increase in the degree of automation.
A period of four years is examined in the simulation study. This was also a requirement of the application company Balluff and, based on experience, maps the entire duration of a production ramp-up to the peak volume. Orders are generated by production control based on three given demand development scenarios (best, plan, worst) and scheduled monthly. For each workstation, the required process steps are modeled, and an associated resource pool, that summarized the required equipment on the station is set up. In addition, resource pools for personnel are implemented and allocated to the workstations. To establish the enabling or disabling of scaling options, Boolean parameters are used.
The experiments started with the BVS, followed by the scaling options according to the order in Table 4. Options (2) to (5) were considered in combination with option (1). In addition, the combination of (1), (3), and (5) was examined. The focus of the experiments was on the plan scenario. Worst- and best-case scenarios slow down (worst) or speed up (best) the adjustments compared to the plan scenario. The investment costs are therefore identical in dependence on the production volume. The personnel costs, on the other hand, may differ, as the time of deployment is relevant for them due to an annual increase in costs. Nevertheless, the plan scenario provides a good initial estimate, especially for the investment costs. For each quarter and each scaling option, the number of resources per resource pool, i.e., for the resource pools of the workstations and personnel, leading to minimum unit costs while simultaneously fulfilling the demand for the examined months of the observed quarter was determined. As a result, in total approximately 10,000 simulation runs were conducted and the key results are discussed in the following.
The experiment results point out that the production system requires a high number of personnel to fulfill the demand leading to high unit costs. This makes it advantageous to use automation solutions because personnel costs are avoided. Even with low production quantities, the majority of the automation options facilitate lower unit costs than the ones realized in the BVS configuration. The scaling paths are depicted in Fig. 5, where unit costs are described as a function of the production volume. SO (1) already considerably reduces unit costs over the entire observation period compared to the BVS (0) and is thus always dominant. Due to the opportunity to achieve unit cost savings, the SO was selected to replace the original packaging station and was then taken as the standard for further experiments. In combination with options (2) and (4) further unit cost savings can be realized over all quarters. The combination with option (3) leads to further savings only for a later stage in time. Overall, the automated packaging option (6) offers the greatest savings potential.
For high production volumes, the target range of \({C}_{min}\) and \({C}_{max}\)is even undercut. In the beginning, the required initial investments strongly impact the unit costs, as the production volume is still low and the increase in demand is small. The peaks in the curves are caused by the adjustments in the number of resources (dimensioning) at the scaling points. There is a trade-off between the frequency of scaling points and those peaks. Increasing the frequency reduces peaks in unit costs as the capacity adjustments are less flexible regarding production volumes. At the same time, those adjustments may come along with structural alteration works leading to a loss in capacity, which is in turn not desirable. In addition, personnel costs account for the largest share of unit costs. A considered increase in personnel costs amplifies the effect. The surge in costs is visible at point A in Fig. 5 for all examined options.

Comparison of the unit costs for the plan scenario
Increasing the number of shifts as in option (7) proves to be unfavorable for this reason, as the investment savings cannot offset the additional costs. Looking at Fig. 6, the cumulative personnel cost considerably exceeds the cumulative investment costs starting from point A. The maximum personnel costs (red dotted line) nearly double the required investment costs (dark blue dashed line). Furthermore, it becomes evident from the results that personnel costs can be significantly reduced with a higher degree of automation resulting in Min. Personnel costs (cum.) (yellow dotted line). Simultaneously, investment costs and thus, fixed costs, increase up to Max. Investment costs (cum.) (dark blue dashed line).

Comparison of the minimum and maximum costs for the plan scenario
As the proportion of fixed costs increases, the risk of loss rises at the same time, if the forecasted production volume does not materialize. Especially for option (6), the highest initial investment must be made (Min. Investment (cum.) (light blue dashed line)). Although the automated packaging enables minimum unit costs (cf. Figure 5), it is also associated with the highest investment risk. Likewise, a higher degree of automation limits the ability to change. The automation solutions show high production volume flexibility but are only cost-efficient for high production volumes. As a result, the frequency of scaling decreases. High additional investments may be required for small increases in production volume. In that case, the change driver universality and modularity support the continued use of machines and equipment already purchased or their sale, such as packaging system equipment (1). Special machines, such as for option (6), contradict these principles and increase risk and reduce changeability.
6 Managerial insights
Conducting a simulation study considering dynamic aspects (RO3 of Chap. 3) during the conceptual phase of factory planning, using a systematic and structured approach (RO5) for resource dimensioning, provides the opportunity to identify appropriate scaling options (RO2). This forward-thinking method not only outlines potential personnel costs and investment needs (RO4) but also facilitates judicious space planning, designating areas for anticipated expansion. Thus, the obtained scaling paths indicate the need for resources in dependence on the demand development (RO1). Secondly, the costs become visible, as the scaling paths point out the associated personnel costs and necessary investments. Thus, scaling options that become profitable in the future may be incorporated into further planning steps. For instance, in the next factory planning step, when space requirements are determined, space may be kept available for future expansions. For this purpose, line concepts need to be derived from the scaling paths which are then to be used in further planning phases. Therefore, the simulation study contributes to the improvement of the production system’s ability to change by ensuring its scalability. Determining scaling paths at an early stage and including them in the planning process can shorten the delay time required for decisions during the change process. Additionally, demand-oriented adjustment of resources and deployment of scaling options can avoid unnecessary resource investments, keeping production costs low. Investments are only made when capacity adjustments are necessary.
By using DES to incorporate dynamic aspects of the production system, such as process sequences and machine failure, the simulation yields a richer and more nuanced set of data compared to static analysis. This highlights the economic benefits of certain automation solutions that may not be obvious in static calculations. Moreover, modeling the production system and gathering necessary data enhances understanding of the system’s operation, leading to early detection and rectification of potential flaws or development of superior alternatives, preventing costly future modifications.
While the approach comes with challenges, such as data availability and the need for expertise in simulation modeling, its benefits are clear: a reduction in decision-making time during change processes, avoidance of unnecessary resource investment, and a more agile, cost-efficient production system. It is important to note that the experimental effort is significantly influenced by the observation period and scaling point selection. This is due to the fact that for each scaling option, experiments have to be performed for each scaling period. Therefore, it is crucial to consider this during system analysis and modeling, such as by prioritizing SOs.
7 Conclusion and outlook
In a rapidly changing global market, manufacturing companies must prioritize both changeability and cost-efficiency to maintain competitiveness [2]. The proposed approach strategically addresses these elements early in factory planning by aligning changeability with demand-driven capacity management for the ramp-up phase. The primary benefit is the early control of manufacturing costs, as decisions made during the concept phase set the stage for subsequent expenses [4]. Despite the initial efforts, early simulation studies provide valuable insight into resource needs and costs, which may make a difference in ensuring companies’ long-term competitiveness by providing a demand-oriented scaling and dimensioning of the production system. Keeping the model up-to-date extends its usefulness beyond planning, allowing for real-time operational adjustments in response to refined demand forecasts. This adaptability minimizes investment risks by enabling timely, demand-aligned, and cost-effective modifications.
Future research could integrate simulation with optimization techniques or AI to automate the adaptation of systems to demand fluctuations. For instance, optimization algorithms could refine resource allocation within simulation experiments, while AI, such as reinforcement learning, could dynamically adjust the system to meet efficiency objectives. Combining DES with other digital factory tools, such as layout planning, presents potential for holistic factory design.
References
Shih W (2018) Why High-Tech Commoditization Is Accelerating 59th ed., Cambridge
Roberto Hernández Morales (2003) Systematik der Wandlungsfähigkeit in der Fabrikplanung, Dissertation. IFA. Universität Hannover
Rangan V, Bowman GT (1992) Beating the commodity magnet. Ind Mark Manage 21(3):215–224
Hundal MS (1997) Product costing: a comparison of Conventional and Activity-based costing methods. J Eng Des 8(1):91–103
Krauß A, jósvai J, Müller E Use of Optimisers for the Solution of Multi-objective Problems, pp. 331–362
Sihn W, Bischoff J, von Briel R, Josten M (2000) Team table: a framework and tool for continuous factory planning. In: Gopalakrishnan B, Gunasekaran A (eds) Intelligent systems in Design and Manufacturing III. SPIE, pp 206–211
VDI (2011) VDI 5200 Blatt 1 Fabrikplanung - Planungsvorgehen. Verein Deutscher Ingenieure e. V, Düsseldorf
Burggräf P, Nowacki C, Kamp S, Bachmann F (2021) Dimensionierung Und Strukturierung Der Produktion. In: Burggräf P, Schuh G (eds) Fabrikplanung, 2nd edn. Springer, Berlin, pp 123–163
Wiendahl H-P, Reichardt J, Nyhuis P (2014) Handbuch Fabrikplanung, 2nd edn. Carl Hanser, München
Grundig C-G (2021) Fabrikplanung, 7th edn. Carl Hanser, München
Heger CL (2007) Bewertung der Wandlungsfähigkeit von Fabrikobjekten
Jan Eilers (2015) Methodik zur Planung skalierbarer und rekonfigurierbarer Montagesysteme, Dissertation. WZL. RWTH Aachen
Kampker A, Schuh Günther, Swist M, Sebastian Ivanescu (2011) Künftige Montagestrukturen für Elektorfahrzeuge. ATZproduktion 4:54–59
Dér A, Hingst L, Nyhuis P, Herrmann C (2022) A review of frameworks, methods and models for the evaluation and engineering of factory life cycles. Adv Industrial Manuf Eng 4:100083
Košturiak J, Gregor M (1995) Simulation Von Produktionssystemen. Springer, Wien
Hoad K, Kunc M (2018) Teaching system dynamics and discrete event simulation together: a case study. J Oper Res Soc 69(4):517–527
Sato R (1991) A formulation of a simulation modelling methodology. Syst Res 8(4):3–19
VDI (2014) VDI 3633 Blatt 1 Simulation Von Logistik-, Materialfluss- Und Produktionssystemen. Verein Deutscher Ingenieure e. V
Negahban A, Smith JS (2014) Simulation for manufacturing system design and operation: literature review and analysis. J Manuf Syst 33(2):241–261
Jägstam M, Par Klingstam (2002) A handbook for integrating discrete event simulation as an aid in conceptual design of manufacturing systems. IEEE, pp 1940–1944
Flores-Garcia E, Wiktorsson M, Jackson M, Bruch J (2016) Simulation in the production system design process of assembly systems. Winter Simulation Conference 2015 WSC15:2124–35
Erik Flores-García, Bruch J, Wiktorsson M, Mats Jackson (2019) Challenges of discrete event simulation in the early stages of production system design. Int J Industrial Eng 26(5):819–834
Sven Hader A, Kobylka U (2000) Kreißig Praxisrelevante Optimierungsstrategien für die simulationsbasierte dynamische Dimensionierung von Produktionssystemen. IBF-Fachtagung „Vernetzt planen und produzieren:89–93
Egon Müller, Krauß A (2008) Methode zur dynamischen Dimensionierung von flexiblen Produktionssystemen. in Markus Rabe, (Ed.), pp. 347–356
Arnold J, Fischer T, Fröhner A (2000) Ein Modell zur simultanen Dimensionierung und Strukturierung von Fertigungssystemen mittels genetischer Algorithmen: Simulation als betriebliche Entscheidungshilfe: Neuere Werkzeuge und Anwendungen aus der Praxis, Symposium, Braunlage, Tagungsband, Georg-August-Universität Göttingen
Sender J, Wanner M-C (2013) Integrierte Kapazitäts- Und Layoutplanung. Z für Wirtschaftlichen Fabrikbetrieb 108(3):109–112
Herbert M, Selmaier A, Mühlmann F, Franke J (2021) Application of discrete-event simulation for factory planning - a case study. In: Franke J, Schuderer P (eds) Simulation in Produktion Und Logistik 2021: Erlangen, 15.-17. September 2021, 1st edn. Cuvillier, Göttingen
Budgaga W, Malensek M, Pallickara S, Harvey N, Breidt FJ, Pallickara S (2016) Predictive analytics using statistical, learning, and ensemble methods to support real-time exploration of discrete event simulations. Future Generation Comput Syst 56:360–374
Lanza G, Peter K, Rühl J, Peters S (2010) Assessment of flexible quantities and product variants in production. CIRP J Manufact Sci Technol 3(4):279–284
Bryan A, Hu SJ, Koren Y (2013) Assembly System Reconfiguration Planning. J Manuf Sci Eng 135(4)
Olhager J (1993) Manufacturing flexibility and profitability. Int J Prod Econ 30–31:67–78
Niklas Möller (2007) Bestimmung der Wirtschaftlichkeit wandlungsfähiger Produktionssysteme, Dissertation. iwb. TU München
Hingst L, Dér A, Herrmann C, Nyhuis P (2021) Evaluation of the influence of change drivers on the factory life cycle. Procedia CIRP 104:170–175
Schuh G, Gottschalk S (2004) Skalierbare Produktionslinien in Der Automobilindustrie. Z für Wirtschaftlichen Fabrikbetrieb 99(7–8):376–380
Wenzel S, Weiß M, Collisi-Böhmer S, Pitsch H, Rose O (2008) Qualitätskriterien für die Simulation in Produktion Und Logistik. Springer, Berlin
Kampker A, Wessel S, Lutz N, Reibetanz M, Hehl M Virtual Commissioning for Scalable Production Systems in the Automotive Industry: Model for evaluating benefit and effort of virtual commissioning, pp. 107–111
Gutenschwager K, Rabe M, Spieckermann S, Wenzel S (2017) Simulation in Produktion Und Logistik - Grundlagen und Anwendungen. Springer, Berlin
Alwaer H, Clements-Croome DJ (2010) Key performance indicators (KPIs) and priority setting in using the multi-attribute approach for assessing sustainable intelligent buildings. Build Environ 45(4):799–807
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
All authors declare that they have no financial or non-financial conflicts of interests that are directly or indirectly related to the work submitted for publication.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Schäfer, L., Klenk, F., Maier, T. et al. A systematic approach for simulation-based dimensioning of production systems during the concept phase of factory planning. Prod. Eng. Res. Devel. (2024). https://doi.org/10.1007/s11740-024-01273-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11740-024-01273-3