
Abstract
In early innovation phases, the monetary evaluation of process innovations is a challenge for companies due to a lack of data. However, an innovation evaluation is essential in an early innovation phase to ensure that process innovations deliver economic value added (EVA) in early innovation phases and to channel technology transfer expenditures in a goal-oriented manner. This paper presents an approach for a semi-quantitative procedure for the monetary evaluation of process innovations in the early innovation phase focusing on manufacturing and material costs. Exemplarily, the approach is applied to process innovations of the Collaborative Research Center 1368 on oxygen-free production. In order to ensure the net present value orientation within the innovation evaluation, the procedure developed is based on a driver tree of the EVA. To link value drivers of the EVA and innovation-driven factors influencing EVA, the EVA driver tree is further systematized with a focus on manufacturing and material costs using a literature-based impact model. Based on the last level of the impact model, a guideline for a semi-structured expert interview is developed. Using this interview guideline, data is collected in the form of innovation-driven influencing factors, which represent the input for the final monetary innovation evaluation. An adapted weighted scoring model is used to draw a semi-quantitative conclusion regarding the EVA achieved by the process innovation. The practical application of the approach developed to process innovations in oxygen-free production has shown that, in the context of three process innovations under consideration, their implementation with the aim of achieving an EVA through reduced manufacturing and material costs at the current innovation status is not effective. However, based on the impact model developed, corresponding levers can be identified to positively influence the EVA and thus also the industrialization of the process innovation. Finally, further necessary steps are identified to evolve the presented approach into a complete method for monetary innovation evaluation in early innovation phases.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Innovations represent a success factor for companies. These lead to companies being able to produce new and better products more cost-effectively or quickly [1]. Companies can increase their competitiveness by developing innovations or implementing external innovations [2]. In both cases, the challenge is to select those innovations within the innovation process [3] that generate corresponding competitive advantages. As the importance of sustainable corporate activities is continuously increasing [4], it is necessary to evaluate innovations based on corresponding criteria [5]. On the one hand, this is a task of innovation management [6]. On the other hand, innovation evaluation with a focus on sustainability requires correspondingly meaningful evaluation criteria. The three pillars of sustainability, economy, ecology and social issues are a basis for such evaluation criteria [7].
For an economic evaluation of innovations, key figures based on capital theory are suitable [8]. However, the quantitative data required for the application of these key figures are often not sufficiently available in early innovation phases. A quantitative evaluation of innovations with a low degree of maturity with the existing procedures for company value-oriented innovation decisions is therefore only possible to a limited extent. But especially in this early phase, an assessment of the economic consequences of an innovation is highly relevant [9], as this allows those innovations that can generate the greatest possible economic benefit for the company to be selected and further developed. Nevertheless, in order to apply capital-theoretical evaluation methods, an approach is required that helps to collect the necessary information for the evaluation in an early development phase of the innovation. This paper presents an approach for a semi-quantitative evaluation method based on economic value added (EVA), which uses an impact model and interview-based approach for data collection. The approach is characterized by the fact that the current development status of the innovation evaluation method focusses on the evaluation of single process innovations. Therefore, the method’s current status considers selected cost variables that influence EVA as the superior evaluation criterion. These cost variables imply manufacturing and material costs as cost variables, which are not affected by the interaction of supply chain elements. In addition, the procedure developed for the evaluation of innovations is applied to process innovations for oxygen-free production.
2 Research methods
The research methods used to develop the procedure for the semi-quantitative monetary evaluation of process innovations in the early innovation phase are presented below. These comprise an existing approach for developing an approach for the monetary evaluation of process innovations, literature-based impact modeling, expert interviews and the weighted scoring model (WSM).
2.1 Approach for the monetary evaluation of process innovations
Kuprat et al. [10] describe an impact model and interview-based approach for developing a procedure for the semi-quantitative monetary evaluation of process innovations, comprising three steps. The first step is to research possible evaluation criteria for the evaluation of innovations on the basis of existing evaluation approaches. Thereupon, the collected evaluation criteria are examined in terms of their suitability for the intended monetary evaluation of innovations in early innovation phases. Finally, based on this investigation, a superordinate criterion for the monetary innovation evaluation in early innovation phases is defined. In this context, discounted cash flow, cash value added and EVA were examined as superordinate evaluation criteria. As a result of the net present value orientation, the common practical use, the good comprehensibility as well as communication ability and connectivity, EVA was already selected as a monetary key figure of the evaluation. That means, if an innovation is associated with a positive EVA, a positive innovation decision can be drawn. In the second step, it is necessary to identify innovation-driven influencing factors on EVA across several levers. In order to identify innovation-driven influencing factors, the approach requires a literature review and expert interviews. The third step provides the consolidation of the identified influencing factors within an impact model. In this approach, a method for the final semi-quantitative innovation evaluation is missing. The approach is also limited to the evaluation of single process innovations and is therefore not applicable to process chains. With the aim of first developing an end-to-end evaluation procedure for single process innovations, the restriction to process innovation is continued within the scope of this paper. The extension of the procedure to process chains represents an outlook on further research activities (see Sect. 5).
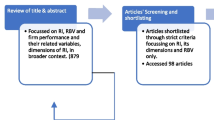
Kennemann et al. [11] systematize the correlations between EVA and other value drivers using six levels (see Fig. 1). At the sixth level, raw material inventories, work in process, finished goods inventories, material costs, logistics costs, manufacturing costs, delivery time and delivery performance are listed as value drivers. The identification of innovation-driven influencing factors at the sixth level, which is necessary for innovation evaluation, is not possible due to the large number of further, more detailed influencing factors. For this reason, it is necessary to add further levels to the existing systematization approach. Due to the above-mentioned focus on evaluating single process innovations, the addition of the EVA’s systematization focuses on drivers that are not influenced by the interaction of supply chain elements. It is therefore necessary to supplement manufacturing and material costs with further cost drivers to enable the identification of innovation-driven influencing factors.

EVA Driver Tree [11]
2.2 Literature-based impact modeling
The necessary extension of the existing systematization of EVA with a focus on manufacturing and material costs is carried out according to a literature-based impact modeling. An impact model includes impact relations that exist within the object of investigation considered [12]. In order to holistically capture and systematize existing causal links in connection with EVA, cost drivers of manufacturing and material costs are identified successively and top-down by means of a systematic literature review.
The systematic literature review is based on the circular approach of Vom Brocke et al. [13]. One cycle comprises of five steps, the first of which is to define the review scope. This definition can be supported by the taxonomy of literature review developed by Cooper [14] (see Table 1). The second step provides the conceptualization of the literature review by defining for example relevant databases. The third step is to conduct the actual literature search, while the fourth step implies the analysis and synthesis of the literature searched, before the research results are documented in the fifth step. For the analysis, synthesis and documentation of the results a concept matrix is used according to Webster & Watson [15] (see Sect. 3.1).
The taxonomy for the literature analysis for the literature-based impact modeling of further value drivers of EVA is shown in Table 1. The systematic literature review focuses on research findings regarding the systematization of costs. The overall objective of the literature analysis is to integrate the systematization approaches within a holistic framework that includes causal relations between the cost drivers at the different levels. In this context, the relevant systematization approaches are considered conceptually. The perspective towards the relevant literature is neutral. Furthermore, the target audience of this literature review comprises researchers in engineering as well as practitioners who make innovation decisions within companies. The scope of the literature review is limited to key papers regarding the systematization of costs.
Table 2 below shows the procedure followed in the literature review as well as in the literature selection process.
The literature review uses six databases: EconBiz, SpringerMaterials, Scopus, GENIOS Pressedatenbank, Social Science Research Network (SSRN) and wiso Wirtschaftswissenschaften. The selection of suitable databases is based on thematic conformity with the research area and on the scientific quality of the publications included. EconBiz, Scopus, SSRN and wiso Wirtschaftswissenschaften are selected as databases because of their thematic conformity with the field of economics. As a capacious database covering material data and applications, SpringerMaterials is used as a database especially with regard to material costs. In order to be able to consider in particular also recent results with regard to manufacturing and material costs, the literature review is also based on the GENIOS Pressedatenbank (English: GENIOS Press Database). The search terms listed in Table 2 and others are used to initiate and conduct the literature search. The selection of search terms is based primarily on the two focused cost types of manufacturing and material costs. Further search terms are derived iteratively on the basis of previous research results and consequently upstream systematization levels. The scientific databases used provide approximately 40,000,000 query results for the defined period using the listed search terms, which comprise the successively identified cost drivers. In order to filter the high number of query results, contributions from the areas of Cost Management, Accounting, Cost Estimation, Decision Support, Cost Reduction, Cost Driver Analysis, Cost Modelling, Cost System, Pricing, Policies and Regulations and Work Organization are classified as relevant [19]. Taking into account the requirement to incorporate generic results related to cost systematization within the innovation evaluation method and the subsequent limitation to key papers regarding the systematization of costs, 38 relevant contributions can be identified.
2.3 Expert interviews
The cost impact model developed based on the preceding literature review is to be applied in connection with innovations and serves to support innovation decisions based on the innovation-driven influence on EVA. For this reason, the challenge is to identify innovation-driven influencing factors on EVA via the cost impact model. These influencing factors are largely neither known nor described in the literature due to the existing innovation character. According to [16], conducting expert interviews is one way of identifying unknown influencing factors that have not yet been described in the literature. Therefore, semi-structured expert interviews are used for the data collection to identify innovation-driven influencing factors on the last level of the cost drivers of the impact model identified by means of the literature review (see Sect. 2.2). The term expert includes experts with regard to the process innovation considered in the innovation evaluation. This requirement ensures profound knowledge of the innovation-driven influencing factors on manufacturing and material costs. For example, this implies knowledge about process times, required materials and resulting component and tool characteristics.
Since the structure and questions formulated in the expert interview strongly depend on the results of the literature-based impact modeling, Sect. 3.2 provides a description of the resulting interview guideline as part of the developed procedure for the semi-quantitative monetary innovation evaluation in an early innovation phase.
2.4 Adapted weighted scoring model
Following the interview-based collection of the innovation-driven influencing factors, it is necessary to perform a final innovation evaluation. Granig [8] classifies qualitative and quantitative methods for evaluating innovations, e.g., checklists, WSM and economic calculation methods, depending on the degree of maturity of the innovation. According to this classification, quantitative monetary evaluation methods are used in particular in connection with a high degree of maturity of innovations. However, in the case of process innovations which are the subject of this article a quantitative monetary innovation evaluation is not always possible and can be replaced by a WSM, for example [8]. The WSM is a multi-criteria decision making method [17] as well as a semi-quantitative evaluation method, since qualitative performance characteristics are quantified [8]. In the case of m alternatives and n criteria, the best alternative follows Eq. 1 below [18].
\(\it {\text{A}}_{{WSM-Score}}^{*}\): WSM-Score of the best option
\(\it {\text{i}}\): Alternative
\(\it {\text{j}}\): Criterion
\(\it {\text{n}}\): Number of criteria
\(\it {\text{a}}_{\text{ij}}\): Actual value of the i-th alternative in terms of the j-th criterion
\(\it {\text{w}}_{\text{j}}\): Weight of importance of the j-th criterion
m: Number of alternatives
Following Fishburn [18], the \({WSM}_{Score}\) is calculated according to the following Eq. 2.
\({WSM}_{Score}\): WSM-Score
\(\it {\text{j}}\): Criterion
\(\it {\text{n}}\): Number of criteria
\(\it {\text{a}}_{\text{j}}\): Actual value of the j-th criterion
\(\it {\text{w}}_{\text{j}}\): Weight of importance of the j-th criterion
In order to enable a monetary innovation evaluation in particular in early innovation phases, it is necessary to adapt the WSM accordingly. The adapted WSM should therefore permit a semi-quantitative monetary innovation evaluation in an early innovation phase and be based on monetary evaluation criteria. Considering the goal of the innovation evaluation, namely the identification of an increase or decrease of the EVA by a cost reduction or increase, the cost reduction and increase are defined as the two alternatives following Eq. 1. With regard to the defined focus of manufacturing and material costs (see Sect. 2.1), manufacturing and material costs are defined as the two evaluation criteria. This adaptation implies that a \({WSM}_{Score}\) has to be calculated for both the decrease and increase of manufacturing and material costs. Compared to Eq. 2, the Eqs. 3 and 4 represent the modified calculation of the \({WSM}_{Score}\) for the adapted WSM. To consider the separate analysis of cost decrease and increase according to the defined alternatives, the actual value of the j-th criterion \(\it {\text{a}}_{\text{j}}\) is also differentiated into decrease and increase. The actual value of the j-th criterion \(\it {\text{a}}_{\text{j}}\) represents the number of innovation-driven influencing factors identified using the expert interviews (see Sect. 2.3) lead to a decrease or increase in manufacturing and material costs \(\it {\text{IF}}_{\text{j,dec}}\) or \(\it {\text{IF}}_{\text{j,inc}}\).
\({WSM}_{Score, dec}\): WSM-Score of cost decrease
\({WSM}_{Score, inc}\): WSM-Score of cost increase
\(j\): Criterion
\({IF}_{\text{j,dec}}\): Number of innovation-driven influencing factors that lead to a decrease in costs
\({IF}_{\text{j,inc}}\): Number of innovation-driven influencing factors that lead to an increase in costs
\({\text{w}}_{j}\): Weight of importance of the j-th criterion
The next step is to correlate the two scores \({WSM}_{Score, dec}\) and \({WSM}_{Score, inc}\). Based on the difference between the two scores (see Eq. 5), the Innovation Evaluation Index IEI is used to show whether the reviewed process innovation tends to decrease or increase costs.
\(IEI\): Innovation Evaluation Index
\({WSM}_{Score, dec}\): WSM-Score of cost decrease
\({WSM}_{Score, inc}\): WSM-Score of cost increase
A subsequent case differentiation according to Eq. 6 allows a final innovation evaluation. If the \(IEI\) is less than zero, the process innovation results in a cost decrease due to the innovation-driven influencing factors. If the \(IEI\) is equal to zero, the process innovation causes no change in costs. If the \(IEI\) is greater than zero, the process innovation causes an increase in costs.
\(IEI\): Innovation Evaluation Index.
3 Results
Using the procedure for systematic literature review (see Sect. 2.2), relevant systematization approaches of costs were identified and compared. The results of the literature review are presented in the following Sect. 3.1 using a concept matrix. Finally, the results of the literature review form the basis for the impact modeling of the cost drivers. For the subsequent necessary identification of innovation-driven influencing factors by means of semi-structured expert interviews, Sect. 3.2 describes the structure of the expert interviews, based on the previously developed cost impact model. Finally, Sect. 3.3 describes the results of the expert interviews, identifies the innovation-driven influencing factors and describes the final innovation evaluation of the reviewed process innovations.
3.1 Development of the impact model
The concept matrix (see [19]) contains the results of the literature review. Using this matrix, the concepts identified in the relevant literature are summarized based on the goal and the cost drivers listed in the papers. In the concept matrix, the impact of each cost driver on the cost driver of the next higher level is shown with a plus or minus. Cost drivers marked with a plus lead to an increase of the cost driver of the next higher level. A marking with a minus symbolizes a decrease of the cost driver of the next higher level by the respective cost driver considered. In order to systematize the cost drivers identified at the various impact model levels, a numbering system is used based on the Supply Chain Operations Reference Model [20]. Cost drivers listed in the concept matrix that have an ID assigned are part of the impact model developed for the innovation evaluation. Cost drivers that do not have an ID assigned are not included in this impact model. In accordance with the cyclical procedure according to Vom Brocke et al. [13] (see Sect. 2.2), the concept matrix is successively expanded to include further impact model levels. The starting point for the impact model is represented by manufacturing and material costs (see Sect. 2.1). A cost path is completed as soon as technology experts can identify influencing factors on the cost driver of the last level. The cost drivers identified in the literature review that have an ID in the concept matrix, are systematized in the following Tables 3, 4, 5, 6. In addition, the systematization approaches used in the literature are applied to cost drivers for which no other explicit systematization is described in the literature. Table 3 includes cost drivers up to the third level. Table 6 contains the last level of the respective cost paths. Those tables finally represent the impact model to be developed for the monetary innovation evaluation.
3.2 Structure of the expert interviews
The semi-structured expert interviews conducted to identify innovation-driven influencing factors are based on an interview guideline (see [21]). This guideline is based on the previous systematization of cost drivers (see Tables 3 and 4). To identify innovation-driven influencing factors, the cost drivers of the last impact model level are queried in the expert interviews. In terms of manufacturing costs, for example, these are the main and secondary time (1.1.1.2.2.1.1 and 1.1.1.2.2.1.2), which influence manufacturing costs via the total activity time (1.1.1.2.2.1), basic time (1.1.1.2.2), part production time (1.1.1.2), costs of labor (1.1.1) and direct manufacturing costs (1.1). The guideline alternately queries the status with regard to the cost drivers to be queried in connection with the current process and with the implementation of the process innovation. Table 7 shows an excerpt from the interview guideline for identifying innovation-driven influencing factors on the main and secondary time. In total, the interview guideline contains 357 questions.
Since the developed guideline is about conducting semi-structured expert interviews, the total of 357 questions represents a maximum list. This means that the complete questionnaire can be used to query all innovation-driven influencing factors that were previously identified (see Tables 3, 4, 5, 6). If influences of the process innovation under consideration on certain types of costs are excluded in the course of the interview, the interview questions listed below do not have to be asked or answered by the process expert. Consequently, the number of interview questions to be asked in a specific expert interview depends on the existing influencing factors that are achieved by the process innovation under consideration.
3.3 Identification of innovation-driven influencing factors of oxygen-free production
Using the interview guideline exemplary, the aim is to analyze which changes in manufacturing and material costs result from process innovations in terms of oxygen free production. In its current funding period, the Collaborative Research Center (CRC) 1368 on oxygen-free production focuses on research on fundamental processes and mechanisms in manufacturing, assembly and handling technology processes. In two different sub-project areas, the processing of deoxidized semi-finished products and the processing of oxidized semi-finished products in the extreme-high-vacuum-adequate (XHV-adequate) atmosphere are investigated. In this context, the XHV-adequate atmosphere corresponds to the same oxygen content as in an XHV but is differentiated by the normal pressure present. Given that the research activities take place in a development environment, neither assessable process nor supply chains are available, which are necessary for a comprehensive evaluation of the economic application of new findings in practice. Based on the innovation process according to Cooper [22], the CRC 1368 is thus in an early phase of the innovation process. In order to identify innovation-driven influencing factors by means of the semi-structured interviews, three process innovations of the CRC were selected. These include extrusion with deoxidized semi-finished products, additive manufacturing in an XHV-adequate atmosphere, and machining with oxidized semi-finished products in an XHV-adequate atmosphere. Regarding the selection of the process innovations to be evaluated, not only the different experimental environments and thus the possibility of identifying different innovation-driven influencing factors were taken into account, but the projects also differ regarding the batch sizes present under normal conditions in economic operation. Extrusion represents a process that is economical for the production of large batches. In comparison, batch sizes for machining and additive manufacturing vary between medium batch sizes down to size one. In the course of expert interviews, relevant influencing factors on manufacturing and material costs relating to oxygen-free production are to be identified. The scientists who develop the respective process innovations for oxygen-free production are consulted as process experts. In addition to their knowledge of process-related features, the respective scientists are also characterised by their knowledge of the resulting part and tool characteristics. For each of the three process innovations considered, one process expert was interviewed in a semi-structured interview using the developed guideline (see Sect. 3.2). The innovation-specific results from the expert interviews are presented below.
In general, to achieve an oxygen-free production in XHV-adequate atmosphere, a gas mixture of 98.5 vol.-% argon and 1.5 vol.-% silane is implemented in a process chamber as part of the investigated process innovations. When applying this method, the oxygen-containing air is substituted by the inert gas argon, and the residual oxygen content reacts with the silane to form silica, thus achieving a practical oxygen-free production [23].
3.3.1 Extrusion
The aim of this process innovation is to develop material compounds with high thermal conductivity using the example of extruded heat exchangers made of aluminum and copper. These can be used for example to dissipate heat losses from power electronics, since modern electronic components such as high-power LED or the components installed in electric vehicles require efficient cooling due to their high power density [24]. Compounds made of copper and aluminum ideally combine the advantages of both metals. For example, the heat generated can be quickly absorbed by the copper component and quickly dissipated from the heat source due to its high conductivity. By contrast, aluminum has a much lower density and is more attractively priced than copper. Due to its higher specific heat capacity compared with copper, it can absorb the heat loss well and dissipate it to the environment over a large component surface. The quality of the bond between the two materials, which is influenced by the number of interfacial defects, is decisive for the heat transfer efficiency. For example, the air gaps often present in the joint zone of commercial Al-Cu heat sinks, which are attributed to inadequate bonding, increase the thermal resistance between the materials and result in thermal conductivities, which at approx. 30 W/(m K) are about an order of magnitude lower than the minimum desired thermal conductivity of pure Al for the intended application [25].
Joining by solid forming processes such as extrusion already offers the possibility of realizing intimate contact between different materials in normal atmospheres [26]. However, oxide layers in particular are critical for the production of a high-quality bond with good thermal conductivity, since the native metal oxides present on the base materials under normal conditions prevent wetting as well as the necessary diffusion processes, and thus, a cohesive bond is not possible. This is the starting point for this process innovation, investigating the extent to which surface treatment of the extrusion billets in an XHV-adequate atmosphere enables realizing material compounds with interfaces of high thermal conductivity in normal atmospheres by subsequent co-extrusion in an industrial facility.
The semi-finished products for the deoxidized extrusion billets are first produced by machining from bar stock of pure aluminum and pure copper as concentric tube bodies. The two semi-finished products are then degreased and deoxidized by polishing in a glove box with an XHV-adequate atmosphere. The aluminum semi-finished product is then heated to 500 °C for 30 min to shrink it onto the copper semi-finished product. Due to the machining pre-machining, an interference fit H8/ × 8 resulted during shrink-fitting and thus, a close contact between the copper and aluminum surfaces to be joined. After cooling, the Al-Cu extrusion billet is discharged from the glove box and heated to extrusion temperature (380 °C/4 h) together with the extrusion die in a conventional forced-air furnace in a normal atmosphere. The extrusion is carried out on a 2.5 MN press, also in a normal atmosphere, using a die with rotating mandrel to produce a seamless Al-Cu tube with an extrusion ratio of 41.5:1. The punch speed is 0.27 mm/s.
As shown by the experimental investigations, the deoxidized extrusion billets can be used to produce an Al-Cu compound profile by conventional co-extrusion, which with the exception of a short run-in area has a macroscopically complete bond between aluminum and copper. Based on light and electron microscopic analyses, an intermetallic phase seam of the AlxCuy type was observed in sections, which can be interpreted as evidence of successful material bonding.
The innovation-driven influencing factors of extrusion identified in the course of the interview are presented below. Regarding manufacturing costs, the process of extrusion in an XHV-adequate atmosphere has an effect on costs of labor (1.1.1). More precisely, the secondary time (1.1.1.2.2.1.2) is extended due to the necessary feeding and discharging of the parts into the process chamber. The secondary time is further negatively affected by increasing manual handling times. The reason for this is the wearing of a glove, which allows the system operator to reach into the process chamber without opening it. This circumstance affects not only the secondary time but also the time for disruption-related interruptions (1.1.1.2.3.1.2). The correlation results from the increased handling times, which can lead to longer times to resolve malfunctions. The necessary purging of the process chamber with the argon-silane gas mixture results also in an increase in secondary time and consequently in manufacturing costs.
Regarding the costs of scrap (1.1.3), the low oxygen content during shrinkage of the two materials has the potential to reduce scrap quantities by increasing part quality due to the reduced number of oxides in the XHV-adequate atmosphere, resulting in fewer defects on the interfaces. This has a positive effect on the thermal conductivity of cooling tubes, for example. In addition, this means that if necessary the carcinogenic, germ cell mutagenic and reproduction-toxic hazardous substances can be dispensed with when brazing cooling tubes. In addition to this positive influence, the improved material bond resulting from the reduced oxide count in the XHV-adequate atmosphere has a negative effect on the recycling properties of the manufactured parts. A monetary consequence of this reduced recycling property is the increased costs of scrap due to increased disposal costs (1.1.3.3). Furthermore, the time for additional activities (1.1.1.2.3.1.1) increases due to the increased control effort in XHV-adequate atmospheres, e.g. the increased control effort of the oxygen content or the dust formation due to the reaction of silane with oxygen to silica (silicon dioxide, SiO2). In this context, the control effort regarding dust formation would be omitted, provided that it can be ensured that the facility is completely sealed against oxygen ingress.
In the context of manufacturing overhead costs (1.2), the silane used in shrinking the materials in XHV-adequate atmosphere can lead to faster wear of the furnace used and consequently an increased costs of tools (1.2.2).
The increased machine requirements regarding tightness, required decoupling mechanisms and safety aspects among other things can further lead to increased research and development costs (1.2.8) or capital costs (1.2.6).
Due to the required use of the argon-silane gas mixture to realize the XHV-adequate atmosphere, the material costs increase due to the increased costs of utilities (2.2.2) based on the additional use of the gas mixture as another fuel.
3.3.2 Machining
Machining is decisive for the shaping of components within modern process chains. Machining processes are characterized by high mechanical and thermal stresses on the tool, part and chip. In particular, materials that are difficult to machine such as titanium cause very high temperatures in the area of contact between the machining tool and the part due to their low thermal conductivity. Due to the presence of oxygen, a variety of chemical interactions such as oxygen diffusion and oxidation occur during machining. This affects the boundary zone properties of the part, chips and tool wear. In order to quantify the influence of oxygen taking into account the machining process and its process parameters, different target variables are compared under conventional air and XHV-adequate atmosphere.
For this purpose, the above mentioned gas mixture of argon and silane is implemented in a process chamber inside a vertical lathe as part of this process innovation from the CRC on oxygen-free production. In order to minimize the silica dust produced, a purging process is first carried out with pure argon before the argon-silane mixture is introduced. Due to this strategy, the implementation of the XHV-adequate atmosphere requires at least 15 min. However, the pre-purge with argon is necessary to reduce the oxygen content to such an extent that the introduction of the argon-silane mixture produces as little silica as possible.
The use of an essentially oxygen-free atmosphere during machining results in potentials for the use of uncoated carbide in the machining of the titanium alloy Ti-6Al-4 V. In the external longitudinal turning process, the carbide tools and essentially oxygen-free atmosphere can be used up to 170% longer than under similar conditions in air.
The following section presents the innovation-driven influencing factors of machining identified in the course of conducting the semi-structured interview.
Compared to turning in a normal atmosphere, wear on uncoated carbide tools can be significantly reduced when turning titanium by using an XHV-adequate atmosphere. Studies on machining in an XHV-adequate atmosphere have shown that tool life is increased by up to 170%. On the one hand, this can be used for longer tool operating times with the same process parameters, or on the other hand, by selecting larger feeds, cutting depths and cutting speeds, a larger metal removal rate and thus significantly higher productivity can be achieved. Thus, the use of an XHV-adequate atmosphere offers the potential to reduce the main time (1.1.1.2.2.1.1) and thus also to contribute to a reduction in manufacturing costs (1.1). However, the current turning process in XHV-adequate atmosphere causes an increase in secondary time (1.1.1.2.2.1.2). Due to the use of an additional process chamber to generate the XHV-adequate atmosphere, higher assembly times occur once. Another aspect that leads to an increase in secondary time is the necessary purging process with argon and silane to create the XHV-adequate atmosphere inside the process chamber. If parts have to be loaded or unloaded into or from the XHV-adequate atmosphere, an increase in secondary time results from the more difficult handling within the process chamber, the checking of the oxygen content in the process chamber and the possibly necessary post-purge with argon and silane to re-establish the XHV-adequate atmosphere. One approach to preventing secondary time increase is the use of exchange boxes containing the desired atmosphere. This technology is already established in additive manufacturing and can prevent purging and post-purging times when transferred to machining. The feed rates, which are limited by the design of the experimental plant, have a negative effect on the secondary time. The rate of increase in volume of the process chamber volume caused by the traverse movement must not exceed the supplied protective gas volume flow. Increasing the supplied shielding gas volume flow can therefore also increase the traverse speed in non-production time and reduce the increase in secondary time. In addition to the main and secondary time, turning in XHV-adequate atmosphere also leads to an increase in time for additional activities (1.1.1.2.3.1.1). Additional activities here include increased testing efforts due to checking the partial pressure, the traverse movements and the gas density of the process chamber. Silica which can possibly be formed within the process by the reaction of silane with oxygen also increases the amount of damage to the sealing material used. It can be deduced that the time for disruption-related interruptions (1.1.1.2.3.1.2) increases in connection with turning in XHV-adequate atmosphere. The damage to the sealing material further leads to the fact that the damaged and thus leaky sealing material requires extraction of the escaping gases and reconstruction of the XVH-adequate atmosphere in the process chamber. The increased testing effort in particular the checking of the gas density of the process chamber, as well as the increased tool and part change times justified by the more difficult handling lead to extended set-up basic time (1.1.2.1.4) in the context of turning in XHV-adequate atmosphere. All these points can be justified by the use of an additionally installed process chamber in already existing machine tools. Direct integration into the machine concept as well as integrated automatic handling offer the potential to optimize the process with regard to basic setup times. Since the setup process in the XHV-adequate atmosphere takes longer and an additional measuring device for the oxygen content is also used, the material costs (1.1.2.2) caused by the setup also increase. Regarding the costs of scrap (1.1.3), the low oxygen content during machining leads to better recyclability of the chips. The limits of oxygen dissolved in the Ti-6Al-4 V during machining under air lead to the result that the chips can only be recycled to a very small extent. The absence of oxygen as a result of machining under XHV-adequate atmosphere prevents oxide formation on the chip surface, so that the oxygen limits for recycling the titanium chips are not exceeded. This results in a reduction of scrap costs due to lower disposal costs (1.1.3.3).
The silica generated during machining in XHV-adequate atmosphere leads to an increased cleaning effort and consequently an increased maintenance effort compared to machining in normal atmosphere. This results in higher costs of maintenance (1.2.3) and thus higher manufacturing overhead costs (1.2). However, machining in XVH-adapted atmosphere also offers the potential to reduce manufacturing overheads. The 170% increase in tool life leads to a reduction in costs of tool (1.2.2) and thus also in manufacturing overheads. The silica particles produced by the reaction of silane with oxygen also lead to increased costs of maintenance (1.2.3). This manifests itself in the form of greater inspection or wear monitoring, maintenance and repair efforts. In particular, filters, hoses and flow meters as machine components are associated with inspection or wear monitoring, maintenance and repair. The increased costs of maintenance due to silica particles generated are influenced by the tightness of the plant, in line with its dependence on oxygen. Furthermore, the process control has a significant influence on the resulting repair effort. By using a mixture of argon and silane adapted to the task, the amount of silane and thus the amount of silica particles produced can be reduced to such an extent that the resulting maintenance intervals are greatly extended. However, the increased machine requirements in terms of tightness, necessary decoupling mechanisms and safety aspects among other things can also lead to increased capital (1.2.6) and research or development costs (1.2.8).
The necessity of the two gases argon and silane, which are required to realize the XHV-adequate atmosphere in the process chamber, leads to an increase in the costs of utilities (2.2.2) compared to machining in normal atmosphere. This increased costs of utilities finally results in increased material overhead costs (2.2). The material overhead costs are also negatively affected by increased costs of occupational safety (2.2.4) within the XHV-adequate atmosphere, which results from the process-related potential for silica formation.
3.3.3 Additive manufacturing
The additive manufacturing process under consideration focuses on the laser-based powder bed fusion (PBF-LB) of the titanium alloy Ti-6Al-4 V. Titanium is known for its high oxygen affinity, which causes a limitation in the additive manufacturing process. Even low residual oxygen contents of around 1000 ppm typical for industrial machines [27] are sufficient to cause critical oxidations in reactive materials like Ti-6Al-4 V. These oxidations lead to oxygen take-up into the built part during the process and the risk that industrial specifications (e.g., F1472-14) cannot be met. Furthermore, unmelted powder that is repeatedly heated up during the process and recycled afterwards also experiences oxygen enrichment. This leads to a limitation of the powder recyclability and therefore reduced resource efficiency of this manufacturing technique. The innovative approach of the CRC 1368 is to add small amounts of the reactive gas silane to the argon processing atmosphere to eliminate the residual oxygen. It is to be investigated how a silane-doped argon atmosphere affects the process and the part quality, and whether there are any effects on the recyclability of the Ti-6Al-4 V powder. However, the reaction of silane with oxygen leads to the formation of gaseous hydrogen and solid amorphous silica that is generated in the form of nanoparticles [28].
To meet the special requirements for generating and maintaining the silane-doped atmosphere and handle the byproducts, a special laboratory machine has been developed [29]. The conventional PBF-LB process takes place in this laboratory machine. The build plate is lowered by the amount of the desired layer thickness, and a layer of powder is deposited on the build plate and subsequently selectively melted by the laser beam, which is guided by the scanner unit. This cycle repeats until the part is finished. Prior to and during this building process, the whole machine is purged with argon and if an XHV-adequate atmosphere is to be created also with a pre-diluted argon-silane mixture. During the process, the gas circulates permanently and is cleaned of entrained powder particles and silica particles by cyclone separators and high efficiency particulate air (HEPA) filters. Excess powder during the process and unfused powder after the process are collected in a collection container and can then be recycled.
Regarding this innovative laboratory system, the main differences between a conventional argon atmosphere and a silane-doped atmosphere in the process are a longer flooding time and increased cleaning effort for the silane-doped atmosphere. The generated silica nanoparticles represent a contamination of the powder. In addition, these nanoparticles settle on the laser protection glass, impair the laser beam and must therefore be removed.
The innovation-driven influencing factors of additive manufacturing identified in the course of conducting the semi-structured interview are presented below.
Concerning the direct manufacturing costs (1.1), additive manufacturing in XHV-adequate atmosphere results in an extended secondary time (1.1.1.2.2.1.2). The extension of the secondary time is partly due to the extension of the purging process with argon and silane. Purging with argon requires a purging time of approx. 30 min, whereas purging with argon and silane requires a purging time of approx. 60 min. Furthermore, compared to additive manufacturing in a normal atmosphere, it requires flooding back to argon through the corresponding purging with argon, so that no silane flows out of the process chamber during component removal. This further purging process takes about 20 min. Compared to the secondary time, additive manufacturing in XHV-adequate atmosphere does not affect the main time (1.1.1.2.2.1.1), since variables influencing the main time significantly among others the scanning speed and the laser power do not have to be adapted to the XHV-adequate atmosphere. Furthermore, the time for additional activities (1.1.1.2.3.1.1) increases, since the control effort in XHV-adequate atmosphere is increased by the increased control effort of the oxygen content or the dust formation due to the reaction of silane with oxygen to form silica, for example. In this context, the control effort with respect to dust formation would be eliminated, provided that it can be ensured that the facility is completely sealed against oxygen ingress. The time for disruption-related interruptions (1.1.1.2.3.1.2) also increases in the context of additive manufacturing in the XHV-adequate atmosphere, since filters and feed lines can clog more quickly due to the silica. Lower oxygenation of the powder in XHV-adequate atmosphere also means that the powder can be reused more often, so that the material costs (1.1.3.1) are reduced by the reduction of powder quantity per part (1.1.3.1.1). Regarding the high material costs of the powder, this influencing variable represents a significant potential of additive manufacturing in XHV-adequate atmosphere. The positively influenced reusability of the powder is also an important starting point regarding the aspects of recycling management and climate neutrality. Additive manufacturing in an XHV-adequate atmosphere also offers the potential of lower scrap volumes (1.1.3.1.1) and consequently lower costs of scrap (1.1.3). The reason for these interactions is the lower oxygen content in connection with the part processing, so that fewer pores, better roughness, fewer flaws in the component and better mechanical properties of the component can be expected.
In the context of manufacturing overhead costs (1.2), the silane used within additive manufacturing in XHV-adequate atmosphere can lead to faster wear of tool components and consequently increased costs of tools (1.2.2). Within the downstream processing steps such as sawing to separate the additively manufactured parts, the lower oxygen content in the XHV-adequate atmosphere and consequently within the additively manufactured parts leads to reduced hardness. This leads to correspondingly reduced tool wear of the saw and thus reduced costs of tools (1.2.2). The silica particles produced by the reaction of silane with oxygen also lead to increased costs of maintenance (1.2.3). This manifests itself in the form of greater inspection or wear inspection, maintenance and repair effort. In particular, filters, hoses and flow meters as machine components are associated with inspection or wear monitoring, maintenance and repair. The increased costs of maintenance due to silica particles generated are influenced by the tightness of the plant, in line with its dependence on oxygen. The increased machine requirements for among other things, tightness decoupling mechanisms required and safety aspects can further lead to increased capital (1.2.6) and research and development costs (1.2.8).
With respect to material overhead costs (2.2), the longer purging processes in XHV-adequate atmosphere can be identified as influencing increased costs of utilities (2.2.2) due to a corresponding increase in energy consumption per part (2.2.2.1). Increased gas consumption per part (2.2.2.1) due to purging of the process chamber with argon prior to part removal and with silane to achieve the XHV-adequate atmosphere also leads to increased costs of utilities (2.2.2). The potential for increased dust formation due to the formation of results in increased consumption of cleaning agents such as isopropanol per part (2.2.2.1). An increase in material overhead costs (2.2) is also caused by increased costs for occupational safety (2.2.4) due to the necessary use of fire extinguishers in XHV-adequate atmospheres.
3.3.4 Derivation of influencing factors
The innovation-driven influencing factors identified using the impact model (see Sect. 3.1) and the interview derived from it (see Sects. 3.1.1, 3.3.2, 3.3.3) are summarized in Fig. 2. The influencing factors shown thus imply parameters that affect cost variables and overriding the EVA with the implementation of extrusion, machining and additive manufacturing in XHV-adequate atmosphere.

Innovation-Driven Influencing Factors of Process Innovations Concerning Oxygen-Free Production
From the innovation-driven influencing factors described in Sects. 3.1.1, 3.3.2, 3.3.3, it is evident that in connection with machining and more specifically external longitudinal turning in XHV-adequate atmosphere, the one-sided part clamping without tailstock due to the design of the process chamber leads to an increase in manufacturing costs via the increase in secondary times. Similarly, the limited traverse movements and reduced traverse speeds due to the machine design result in extended main and secondary times when machining in an XHV-adequate atmosphere, thus increasing manufacturing costs. In addition, when machining in an XHV-adequate atmosphere, system components in the form of filters, hoses and flow meters are added, which lead to greater inspection and wear monitoring, maintenance and repair requirements. Consequently, manufacturing costs are increased via increased costs of maintenance. Extrusion and machining in an XHV-adequate atmosphere also lead to longer secondary times due to more difficult handling, caused by the machine design, as well as the times for disruption-related interruptions. There are increased machine requirements in all three processes investigated within the XHV-adequate atmosphere, namely extrusion, machining and additive manufacturing. Among other things, these relate to leak tightness, decoupling mechanisms required of the different atmospheres, and safety. The associated increased research and development costs lead to higher manufacturing costs via increased special direct manufacturing costs.
In all three processes investigated in XHV-adequate atmospheres, the necessary purging processes with argon and silane to achieve the XHV-adequate atmosphere lead to extended secondary times. The resulting increase in direct manufacturing costs leads to an increase in manufacturing costs. The argon and silane used for purging resulted in increased material costs. The XHV-adequate atmosphere produced also leads to increased testing and inspection efforts in all three processes investigated. In connection with related costs, the increased testing and control efforts as described in Sects. 3.1.1, 3.3.2, 3.3.3 lead to increased manufacturing costs. The use of additional measuring equipment required for this purpose reinforces this influence on manufacturing costs via increased energy costs. In the context of extrusion, machining and additive manufacturing, another influencing factor on the cost variables is silica, which is formed within the XHV-adequate atmosphere in combination with oxygen. The increased cleaning, inspection or wear monitoring, maintenance and repair efforts as well as increasing times for disruption-related interruptions and occupational safety requirements cause increased manufacturing costs via increased direct manufacturing costs and manufacturing overhead costs. The oxygen content also has an influence on cost variables in the three processes investigated. The increased lifetime and better recyclability of chips due to the oxygen content as well as the associated potential for reducing scrap quantities lead to reduced manufacturing costs.
The influencing factors identified based on the expert interviews that provide the general procedure for monetary innovation evaluation (see Sect. 2.1) are finally summarized as the main influencing factors of machine design and XHV-adequate atmosphere. The influencing factors of part clamping, traverse movements and speeds, machine components, handling and machine requirements are assigned to the machine design. Influencing factors related to the XVH-adequate atmosphere are the purging processes, the checks or inspections, the silica, the oxygen content and the process requirements.
3.3.5 Adapted weighted scoring model for the final innovation evaluation
The results presented show that nine of ten identified influencing factors increase the manufacturing costs. Only the influencing factor of the oxygen content leads to a reduction in manufacturing costs. As a result, the final innovation assessment and consequently the initial innovation decision in the early innovation phase cannot be made due to the heterogeneous effect of the influencing factors on manufacturing and material costs. Nevertheless, in order to support an initial innovation decision in an early innovation phase, the adapted WSM presented below (see Sect. 2.4) is to be applied within entrepreneurial practice. An exemplary application of the adapted WSM is shown in Table 8 for the process innovations under consideration.
The weighting of manufacturing and material costs is based on the assumption of a low-wage country and a product with high material costs. Therefore, the impact on manufacturing costs is weighted at 20% and on material costs at 80%. According to Eqs. 3 and 4, the adapted WSM-Scores awarded correspond to the number of influencing factors that lead to an increase or decrease in manufacturing and material costs. Regarding all three process innovations considered, only the reduced oxygen content in the XHV-adequate atmosphere leads to a reduction in manufacturing costs. A reduction in material costs is not achieved with any of the three process innovations at the current stage, resulting in a sum of 0.2 with respect to the cost reduction and all three process innovations. An increase in manufacturing costs is caused in connection with additive manufacturing by increased machine requirements, necessary purging operations, increased testing and inspection efforts, the emergence of silica and increased process requirements. In the context of extrusion, these five influencing factors are supplemented by more difficult handling. Machining in an XHV-adequate atmosphere also results in part clamping, reduced traverse movements and speeds, and additional machine components as three further influencing factors. In all three process innovations, an increase in material costs is caused by the use of argon and silane required for the purging processes. In connection with extrusion, a sum of 2.0 results. The analysis yields a sum of 2.6 regarding machining and 1.8 regarding additive manufacturing. The application of Eq. 5 leads to an IEI greater than zero in connection with all three process innovations considered. Taking into account the case differentiation according to Eq. 6, the process innovations considered—extrusion, machining and additive manufacturing in XHV-adequate atmosphere—are associated with an increase in costs.
The results related to the developed approach of a method for monetary innovation evaluation and its application to the three process innovations for oxygen-free production are discussed in the following Sect. 4 with regard to their managerial and research implications.
4 Discussion
In this section, the results are discussed regarding their application in the entrepreneurial and scientific context. Section 4.1 presents the application and benefits of the approach developed within the entrepreneurial practice. This is followed in Sect. 4.2 by an outline of the underlying assumptions and further use of the approach in the context of scientific research.
4.1 Managerial implications
The evaluation of innovations in early innovation phases is useful but poses a challenge caused by a lack of quantitative data (see Sect. 1). However, an evaluation of innovations is necessary within the entrepreneurial practice to ensure an EVA by implementing innovations according to capital-theoretical approaches and optimize an organization’s competitiveness and profitability. This occurs if an EVA greater than zero can be realized with the implementation of an innovation. In order to evaluate innovations in early innovation phases despite little or no quantitative data, the approach presented represent a solution to this problem.
The approach presented is based on the extended EVA driver tree and was applied to three production processes of extrusion, machining and additive manufacturing in XHV-adequate atmospheres (see Sect. 3). Based on the relations described between the drivers of manufacturing and material costs and the influencing factors identified (see Sect. 3), the evaluation regarding the EVA is carried out with the aid of the adapted WSM.
The results of the adapted WSM (see Sect. 3.3.5) show that at the current innovation status, an implementation of the process innovations with the aim of an EVA is not effective. This is justified by the negative correlations between the identified and innovation-driven influencing factors and cost drivers of the EVA (see Sect. 3). The innovation evaluation procedure provides companies with an opportunity to evaluate process innovations regarding the EVA in early innovation phases. In addition, the semi-quantitative approach requires relatively little effort compared to other methods for the quantitative innovation evaluation. The initial innovation evaluation based on the adapted WSM also takes into account the strategic orientation of companies, which can have a cost or differentiation focus [30], for example. This consideration takes place via the weighting of the evaluation criteria of manufacturing and material costs. In the case of a cost focus, the reduction of manufacturing and material costs is in the foreground. If competitive advantages can be gained through material-driven differentiation, the focus is placed on reducing manufacturing costs. In addition to the initial innovation evaluation, the procedure presented also enables levers for generating an EVA. In the case of process innovations in the context of oxygen-free production, the influencing factors identified and described in Sect. 3 therefore represent levers for positively influencing the relevant cost drivers and consequently generating an EVA. These can be used by companies to effectively continue development activities. The early targeted development of innovations regarding a positive EVA offers companies a time advantage in today's volatile competitive environment. The procedure presented is also suitable for cyclical application, enabling companies to apply the procedure cyclically to successively eliminate influencing factors that have a negative impact on the EVA or reduce their negative impact on the EVA. If influencing factors are eliminated, a correspondingly increased benefit regarding the generation of an EVA can be determined based on the updated adapted WSM. In addition, the cyclical application of the procedure also offers an adaptation to a changed strategic orientation via the correspondingly adjusted weighting of the evaluation criteria. The fact that innovation-driven cost changes can be identified at an early stage through the application of the procedure also supports the planning of future costs within companies. In the case of process innovations that require the deployment of specialists, this necessity is identified using the procedure presented. In this paper, the procedure for the early innovation evaluation is applied to innovations in the context of oxygen-free production. However, the procedure is also suitable for use in connection with other process innovations.
5 Research implications
The presented approach implies a cost impact model that shows the correlations between the cost types of manufacturing and material costs and more detailed cost drivers at eight levels. These correlations can also be transferred to another application scope in addition to innovation evaluation. For example, the correlations depicted can support the allocation of costs within cost controlling or cost-cutting projects. As already mentioned in the context of corporate research and development activities, the approach presented can also be applied to the further development of innovations carried out by research institutions. In this way, research institutions are enabled to accelerate research and development activities in early innovation phases with the aim of achieving corresponding industrialization by generating an EVA. In this context, the influencing factors identified by the approach on the cost drivers of manufacturing and material costs in particular can also be continuously addressed in the research and development activities through regular recording of the influencing factors. Today's volatile competitive environment and ever-shorter product life cycles are increasing the demands on production processes and higher-level supply chains. Against this background, the importance of production logistics targets is also growing. The presented impact model based on the EVA enables further cost and performance indicators such as logistics performance and logistics costs to be included in the impact model. The approach developed for monetary innovation evaluation not only offers users of a specific process innovation an instrument with which levers for the industrialization of process innovations can be identified but is also suitable for a wide range of process innovations due to the generic impact modeling.
6 Conclusions and research agenda
In the present paper, the approach of Kuprat et al. [10] for semi-quantitative monetary innovation evaluation was further developed. This enhancement includes the addition of cost drivers of manufacturing and material costs within the systematization of EVA based on a systematic literature review on up to eight additional levels. Based on this extended impact model, an interview guideline was developed and presented to identify innovation-driven influencing factors on manufacturing and material costs. To complete the semi-quantitative monetary innovation evaluation, the IEI was introduced. This index enables a semi-quantitative innovation evaluation under consideration of innovation-driven influencing factors on manufacturing and material cost using an adapted WSM. Finally, the enhanced procedure for semi-quantitative monetary innovation evaluation was exemplarily applied to process innovations for oxygen-free production.
With the aim of first developing an end-to-end evaluation procedure for single process innovations, the presented approach is limited to single process innovations and consequently to manufacturing and material costs. The extension of the procedure to process chains represents further research activities. The approach developed has to be enhanced and validated in terms of the EVA’s other value drivers. A purely monetary evaluation of innovations is not sufficient for ensuring and increasing the competitiveness of companies, since for example the implementation of an innovation in industrial applications may require different lead times or batch sizes. This can have significant effects on a company’s logistical performance. Therefore, these aspects should also be included in the evaluation of an innovation at an early stage. Consequently, it is necessary to supplement the monetary innovation evaluation with production logistics evaluation criteria in the further course of research activities. In view of the increasing importance of production logistic target variables, the EVA driver tree can be further built upon in this context by systematizing drivers of logistics performance and logistics costs variables analogously to manufacturing and material costs. In line with this extension, it is also necessary to adapt the procedure for the practical user with the aid of expert interviews for identifying influencing factors and the adapted WSM for the innovation evaluation. In addition to the extension of production logistical cause-effect relations, the expansion of the procedure for innovation evaluation of process innovations to include ecological evaluation criteria also represents a further need for research. In order to obtain an evaluation result in the context of innovation evaluation that is increasingly based on quantitative data as the process innovation progresses, a corresponding quantification of the cause-effect relations is necessary.
Data availability
The concept matrix mentioned in the paper as a result of the literature analysis as well as the developed interview guideline are uploaded within the research data repository of Leibniz University Hannover (see References). The transcribed interviews could not be published according to data protection regulation.
Change history
18 December 2023
A Correction to this paper has been published: https://doi.org/10.1007/s11740-023-01255-x
References
Van der Panne G, Van Beers C, Kleinknecht A (2003) Success and failure of innovation: a literature review. Int J Innov Manag 7(3):309–337. https://doi.org/10.1142/S1363919603000830
Geroski P (1995) Innovation and Competitive Advantage. OECD Econ Dep Work Pap. https://doi.org/10.1787/344434438114
Tidd J, Bessant J, Pavitt K (2005) Managing Innovation: Integrating technological, market and organizational change. John Wiley, United Kingdom
Zimek M, Baumgartner RJ (2017) Corporate Sustainability Activities and Sustainability Performance of First and Second Order. In: Aravossis K (ed) Proceedings of the 18th Conference of the European Roundtable for Sustainable Consumption and Production Society (ERSCP).
Frederiksen MH, Knudsen MP (2017) From creative ideas to innovation performance: the role of assessment criteria. Creat Innov Manag 26(1):60–74. https://doi.org/10.1111/caim.12204
Dereli DD (2015) Innovation management in global competition and competitive advantage. Procedia Soc & Behav Sci 195:1365–1370. https://doi.org/10.1016/j.sbspro.2015.06.323
Carter CR, Rogers DS (2008) A framework of sustainable supply chain management: moving toward new theory. Int J Phys Distrib & Logist Manag 38(5):360–387. https://doi.org/10.1108/09600030810882816
Granig P (2007) Innovationsbewertung. Potentialprognose und -steuerung durch Ertrags- und Risikosimulation. Dissertation, Universität Klagenfurt. https://doi.org/10.1007/978-3-8350-5412-7
Dziallas M, Blind K (2019) Innovation indicators throughout the innovation process: an extensive literature analysis. Technovation 80–81:3–29. https://doi.org/10.1016/j.technovation.2018.05.005
Kuprat VK, Demke TM, Mütze A, Nyhuis P (2021) Monetäre Bewertung prozessualer Innovationen, Ansatz zur monetären ex ante Bewertung von Auswirkungen prozessualer Innovationen auf das Produktionssystem. Z für den wirtsch Fabrikbetr (ZWF) 116(12):860–865. https://doi.org/10.1515/zwf-2021-0225
Kennemann M, Wriggers F, Nyhuis P (2009) Economic Production Identifying Optimal Economical and Logistical Measures. In: Proceedings of IEEE 16th Int Conference on Industrial Engineering and Engineering Management (IE&EM), Beijing, China, pp 434–437. https://doi.org/10.1109/ieem15247.2009
Knowlton W, Phillips L, Cynthia C (2009) The Logic Model Guidebook: Better Strategies for Great Results. Sage, Los Angeles
Vom Brocke J, Simons A, Niehaves B, Rimer K, Plattfaut R, Cleven A (2009) Reconstructing the Giant: On the Importance of Rigour in Documenting the Literature Search Process. In: Newell S, Whitley EA, Pouloudi N, Wareham J, Mathiassem L (ed) Proceedings of the 17th European Conference on Information Systems (ECIS), pp 2206–2217
Cooper HM (1988) Organizing knowledge syntheses: a taxonomy of literature reviews. Knowl Soc 1(1):104–126. https://doi.org/10.1007/BF03177550
Webster J, Watson RT (2002) Analyzing the Past to Prepare for the Future: Writing a Literature Review. MIS Q 26(2):xiii-xxiii. http://www.jstor.org/stable/4132319
MacCracken G (1988) The Long Interview. Sage Publications, Newbury Park, Qualitative Research Methods
Triantaphyllou E (2000) Multi-Criteria Decision Making: A Comparative Study. Kluwer Academic Publishers, United Kingdom
Fishburn PC (1967) Letter to the Editor–additive utilities with incomplete product set: application to priorities and assignments. Oper Res 15(3):537–542. https://doi.org/10.1287/opre.15.3.537
Demke TM, Kuprat VK, Nyhuis P (2023a) Concept Matrix for Systematizing Manufacturing and Material Costs. https://doi.org/10.25835/3q3hpt1c
Council S-C (1997) Einführung in das Supply-Chain Operations Reference-Model (SCOR). Pennsylvania, USA
Demke TM, Kuprat VK, Nyhuis P (2023b) Interview Guideline for a Semi-structured Expert Interview to Identify Innovation-driven Influencing Factors on Manufacturing and Material Costs. https://doi.org/10.25835/6rm5xwci
Cooper RG (1994) Third-generation new product processes. J Prod Innov Manag 11(1):3–14. https://doi.org/10.1111/1540-5885.1110003
Wegewitz L, Maus-Friedrichs W, Gustus R, Maier HJ, Herbst S (2023) Oxygen-free production–from vision to application. Adv Eng Mater 25(12):2201819. https://doi.org/10.1002/adem.202201819
Elger G, Lauterbach R, Dankwart K, Zilkens C (2011) Inline thermal transient testing of high power LED modules for solder joint quality control. IEEE 61st Electronic Components and Technology Conference (ECTC), Lake Buena Vista, Florida, USA, pp 1649–1656. https://doi.org/10.1109/ECTC.2011.5898733
Klose C, Freytag P, Otten M, Thürer SE, Maier HJ (2018) Thermal properties of intermetallic phases at the interface of aluminium-copper compound castings. Adv Eng Mater. 2018(6):1701027. Doi: https://doi.org/10.1002/adem.201701027
Thürer SE, Peters K, Heidenblut T, Heimes N, Peddinghaus J, Nürnberger F, Behrens BA, Maier HJ, Klose C (2022) Characterization of the Interface between Aluminum and Iron in Co-Extruded Semi-Finished Products. Mater 15(5):1692. https://doi.org/10.3390/ma15051692
Pauzon C, Dietrich K, Forêt P, Dubiez-Le Goff S, Hryha E, Witt G (2021) Control of residual oxygen of the process atmosphere during laser-powder bed fusion processing of Ti-6Al-4V. Addit Manuf. 38:101765. https://doi.org/10.1016/j.addma.2020.101765
Holländer U, Wulff D, Langohr A, Möhwald K, Maier HJ (2020) Brazing in SiH4-doped inert gases: a new approach to an environment friendly production process. Int J Precis Eng Manuf Green Tech 7(6):1059–1071. https://doi.org/10.1007/s40684-019-00109-1
Emminghaus N, Fritsch S, Büttner H, August J, Tegtmeier M, Huse M, Lammers M, Hoff C, Hermsdorf J, Kaierle S (2021) PBF-LB/M process under a silane-doped argon atmosphere: preliminary studies and development of an innovative machine concept. Adv in Ind Manuf Eng 2:100040. https://doi.org/10.1016/j.aime.2021.100040
Porter ME (1980) Competitive Strategy: Techniques for Analyzing Industries and Competitors. Free Press, New York
Acknowledgements
Funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – Project-ID 394563137 – SFB 1368.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original online version of this article was revised: to correct author Stefan Kaierle affiliation.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Demke, T.M., Emminghaus, N., Overmeyer, L. et al. Approach for the monetary evaluation of process innovations in early innovation phases focusing on manufacturing and material costs. Prod. Eng. Res. Devel. 18, 169–189 (2024). https://doi.org/10.1007/s11740-023-01223-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-023-01223-5