
Abstract
Thermomechanical tangential profiled ring rolling enables the manufacture of ring shaped parts with specified geometry and hardness within a single step. Some influence over the cooling rate of the ring is achieved using supplementary cooling with compressed air. Earlier work has shown that some form of control is necessary in order to obtain an acceptable reproducibility. In this study, the possibility to control the temperature of the ring using closed loop control is shown. A model of the controlled system is implemented in order to determine PID parameters. Finally, the improvement of the process repeatability is demonstrated.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
To achieve the ambitious targets for CO\(_2\) emission reductions set for the industry, it is necessary to introduce and develop innovative, more efficient processes. Reducing both the amount of material and the energy required by industrial production processes should be the focus of new process development. In this context, Brosius et al. [1] have proposed a new process named thermomechanical tangential profiled ring rolling (TPRR), aiming at achieving efficient production of steel ring shaped parts.
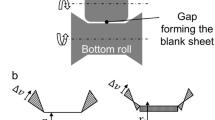
Tangential profiled ring rolling, a subfamily of the ring rolling processes [2], is typically used for the production of small to medium scale ring shaped parts, such as roller bearing tracks, see Fig. 1. The process may be implemented cold or semi-hot to reach near net shape geometries. It is typically followed by heat treatment to achieve the desired microstructure and hardness. According to Profiroll GmbH, a producer of rolling machines, this process already presents significant advantages compared to cutting in terms of material and energy efficiency [3]. In thermomechanical TPRR, the ring is heated to austenization temperature, then formed and rapidly cooled during one single step, aiming to obtain both the correct geometry and required microstructure or hardness. This new process route presents the advantage of reducing the number of process steps and heating cycles, which represents the majority of energy consumption required in hot forming processes. It also helps to simplify the production chain, by combining different steps. Figure 2 presents the process route compared with the traditional approach.

Example of ring rolled product [4]
In this study, the need for a controlled cooling system for thermomechanical TPRR is demonstrated. Subsequently, a control system is designed and validated, first using numerical simulation, and then using a simplified physical ring rolling model. Finally, the influence on process performance is demonstrated in real ring rolling experiments.

Process route comparison between semi-hot rolling and thermomechanical TPRR [4]
2 State of the art
2.1 Thermomechanical TPRR
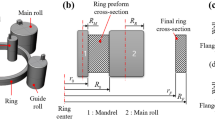
The TPRR machine parts are presented in Fig. 3. In TPRR, the part is formed through the combined action of the rotation and the translation of the main roll. As the main roll translates towards the mandrels, the ring thickness reduce is reduced and the ring diameter grows. The profile of the tool is also impressed on the ring. Finally, similarly to close die forging, the process ends when the tools make contact. The main roll is actively driven by a motor during the process, which then drives the ring, which drives the free rolling mandrel. Two stabilization rolls help to keep the movement of the ring stable during the process. In thermomechanical TPRR, the ring cooling occurs not only through heat conduction at contact between the ring and the tools but also through convection with supplementary compressed air cooling. It is controlled by a valve and enables both a faster and more precise control of the cooling rate.

TPRR machine schematics and photo [4]
Thermomechanical ring rolling has two major process parameters: the feed rate of the roll and the airflow. The desired output of the process can be seen as the final outside diameter and the part’s average hardness. The influence of both process parameters has been previously studied [5]. It was shown that a significant cross effect exists. Indeed, the growth rate of the ring is dependent on both the feed rate and the temperature, which is also dependent on the airflow. However, the cooling rate is also dependent on the feed speed through a modification of the plastic energy dissipation rate and conduction contact influence. The cooling rate is the main factor to achieve specific hardness, since, the main hardening mechanism in TPRR is phase transformation. By increasing cooling rates, harder phases are formed, achieving higher overall hardness in the ring.
The study also indicated that the process has a limited repeatability in an open loop setup, caused by variation of the two main process parameters, but also other factors such as the initial ring and tool temperatures. Thus, in the open-loop configuration, a significant variation in the hardness and final diameter of the parts produced was observed. Experimental data showed that a significant proportion of this variance could be reduced by implementing a temperature control loop.
2.2 Controlled cooling in forming processes
Compressed air is widely used for the cooling of cutting operations, such as milling [6] and significant literature is available on the subject. This, however, does not compare well with the ring rolling process as the temperature of the parts is much lower during a cutting operation. Furthermore, in cutting operation only a local cooling is necessary whereas, in a rolling process, the complete part must be cooled.
Compressed air or mixed water-air spray are, sometimes, used to achieve targeted cooling of the parts before or after forming operations, but this thematic is very much less developed in the literature. Mohapatra et al. [7] used air and air-mist spray to achieve varying cooling rate in hot steel plates. Pyshmintsev et al. [8] described the use of similar air-mist spray to harden large forgings and obtain targeted microstructures. Finally, compressed air was used by Golovko et al. [9] to obtain tailored blanks for hot stamping by influencing the local cooling rate. Overall, literature analysis shows that that compressed air and liquid-air spray can successfully be used to control the cooling rate of parts. TPRR seems to be a suitable application for the use of compressed air during a forming process:
-
the part presents a high surface to volume ratio,
-
a large section of the part surface is accessible for cooling,
-
the process can be operated at a large range of temperatures.
No description of a system for the closed loop control of temperature during a forming operation was found in the literature.
3 Controller design and test
The cooling system is composed of a proportional valve, an airflow sensor and two outlets. The compressed air is taken directly from the main circuit of the facilities. In open loop, the opening of the valves is set to a constant value during the process and the sensor is only used to monitor the system after the fact. Potential disturbances can impact the cooling rate of the part and include the following fluctuations [5]:
-
of the supplied air pressure,
-
of the heat transfer coefficient with the air due to change in ring size and consequently the distance between the inlet and the ring,
-
of the plastic strain rate, and the plastic energy dissipation during the process,
-
of the tool surface temperatures and consequently the heat conduction between the tools and the ring.
Controlled cooling of the ring serves two purposes: ensuring that the ring follows a desired temperature curve, and the rejection of disturbances.
The proposed control follows the architecture shown in Fig. 4. Two cascading PID (Proportional Integral Derivative) controllers are used to ensure control of the airflow and the temperature. The use of the cascading PID is necessary, because the time constants in the airflow system are expected to be much smaller than for the heating process. Decoupling both problems simplifies the PID tuning [10].
To test and investigate the performance of this controller, a simplified numerical model of the process was implemented. The controller was then tested on a simplified physical model.

Proposed controller architecture
3.1 System modelling
To determine the controller parameters and the suitability of this controller design, a model of the cooling system needs to be implemented. For that purpose, MATLAB Simulink is used. The following sections describe the different parts of the model.
3.1.1 Airflow control system
For the PID tuning of the airflow control system, a practical approach is used. Indeed, the experiments necessary to use the Ziegler–Nichols method [11], which require finding the ultimate gain and the oscillation period, can be easily realized. The system was tuned so that overshoot does not exceed 5%. The system as a whole is then approximated as a second order LTI (Linear Time-Invariant) system. The parameters of the model were computed using a step response of the airflow control system in closed loop.
3.1.2 Forced convection
The heat transfer between the air and the ring occurs through forced convection. This is also the case when the airflow is zero due to the tangential speed of the ring. The heat flux at the surface can be computed using the Newton law of cooling:
with \(\dot{Q}\) the rate of heat transfer, h the heat transfer coefficient, A the surface, \(T_\text {surf}\) and \(T_\text {air}\) the temperature of the surface and the air and af the airflow. The value of the heat transfer coefficient cannot be determined theoretically in this case. For experimental determination, a new setup, presented in Fig. 5, is used. The ring is rotated at a constant rate of 380 rot/min, which resembles the ring rolling process. The clamping device was designed to limit surface contact with the ring, thereby reducing conduction.

Setup for the determination of the heat transfer coefficient
The temperature is continuously measured using a pyrometer during the experiments. The ring has a width of 18 mm, an outside diameter of 65 mm, a thickness of 7.5 mm and a weight of 225 g. The measured temperature curve is then fitted to an exponential curve to determine the time constant of the temperature decay, which gives the heat transfer coefficient. By repeating this computation for different values of the airflow, a curve of the heat transfer coefficient was determined by fitting a power function to the measured data. Figure 6 shows the obtained results. The influences of thermal radiation and conduction are neglected.

Measured heat transfer coefficient as a function of the airflow and the fitted power function
The Biot number is defined by the following equation:
with h the heat transfer coefficient, \(\lambda\) the thermal conductivity of the material, and L a characteristic length. When this number is not significantly smaller than one, the temperature of the body during cooling cannot be assumed as homogeneous.
Here, the Biot number varies between 5 and 40. That means that the surface temperature is significantly different from the averaged temperature. When the airflow is constant, there is only a timing delay, which has limited effect on the computation of the heat transfer coefficient. However, when the value of the airflow varies dynamically, this effect needs to be considered, as it tends to significantly affect phase, especially for lower pulsation. Therefore, the temperature non-uniformity in the ring was modeled.
3.1.3 Thermal ring model
An accurate modelling of the ring thermal behavior during the process would require a complete thermomechanical finite element simulation. Previous studies have shown that this technique is applicable to ring rolling using a digital twin [12]. However, the computational cost of this technique are particularly high, and the design of the controller only requires a simplified model. The following effects need to be captured by the model presented:
-
primarily, the ring undergoes cooling at the surface through forced convection,
-
the cooling of the ring is not uniform in the ring,
-
only the temperature at the surface can be measured,
-
plastic dissipated energy and heat transfer between the tools can be treated as disturbances.
Assuming that the thermal properties of the material are constant, the heat equation is linear, and it is possible to model the ring as an LTI system. The temperature of the ring is assumed to be homogeneous in the tangential direction, since the ring rotates constantly during the process. Because the compressed air is projected on the outer surface, the heat transfer in the axial direction is assumed to be negligible compared to heat transfer in the radial direction.
With the previously introduced hypothesis, the equation governing the temperature in the ring simplifies to:
with
-
T(t, r) the temperature as a function of time and coordinates,
-
\(\lambda\), \(\rho\), \(c_\text {p}\), respectively the thermal conductivity, the density, and the specific isobaric heat capacity,
-
\(s_\text {pl}\) the plastic dissipated power, assumed homogeneous within the ring.
The problem comes with a set of initial and Neumann boundary conditions:
with
-
\(r_\text {o}\) and \(r_\text {i}\) the outer and inner radii.
-
\(s_\text {o}\) the surface power density conducted at the outer and inner boundary surfaces.
A complete solution of the differential equation is not necessary to model the system. A set of four function transfers are required, as described in the block diagram Fig. 7. The solution for \(F_\text {pl/avg}\), \(F_\text {pl/surf}\) and \(F_\text {o/avg}\) are trivial, they are all integrators. The solution for \(F_\text {o/surf}\) is more difficult to obtain.

Block diagram of the thermal ring model
While the analytical solution of the equation can be found in the literature, in the EXACT [13] database for example, the deduction of a transfer function is not immediately possible. Therefore, another approach was used. The equation (1) with \(s_{\text {pl}} = 0\) is solved using the Crank–Nicholson method finite difference method, with \(s_\text {o} = sin(\omega t)\). From these computations, a bode diagram can be computed. The result for the surface temperature is presented in Fig. 8. The transfer function can be adequately approximated with the following form:
In order to obtain a rational function, necessary for an implementation in Simulink, the Padé approximant method is used [14], with two poles, and one zero. The parameters \(\tau _0\) and \(A_0\) are then determined by fitting in the harmonic domain.

Bode diagram of \(F_\text {o/surf}\), simulated using the Crank-Nicholson method, approximated using an LTI, and then under the form of a rational function using Padé approximant
It is also interesting to note, that, assuming initial condition are known, it is possible to use this method to determine the temperature at any coordinates in the ring as a function of the surface temperature.
3.1.4 Temperature measurement
The surface temperature is measured using an Optris OPTCTL3MH1 pyrometer, with a 90% response time of the sensor of 1 ms. Because of the ring rotation, the sensor does not measure a fixed point of the ring. Due to local variation of emission values and temperatures, the measured temperature is perturbed with a sinusoidal harmonic noise. To limit this effect, a first order low pass filter is used, with a cutoff frequency of 0.667 Hz, slower than that of the ring rotation. The response time of the pyrometer is negligible compared to this time constant. The sensor is therefore modelled as a first order system with a unitary static gain and a 1.5 s time constant.
3.2 Closed loop control
3.2.1 Implementation
Using the MATLAB PID tuning app [15], parameters for the PID control are selected. The derivate coefficient of the PID is set to zero for two main reasons. Firstly, the temperature signal, even after filtering, is slightly noisy. The computation of the derivate of such a signal is challenging. Secondly, compared results using the MATLAB model showed little improvement between using the PID rather than the PI controller. Therefore, in this study, the PID controller is simplified to a PI controller.
Because the controller will be implemented on a microcontroller, the sampling frequency also needs to be carefully selected. Numerical tests, performed using Simulink, have indicated that a frequency lower than 10 Hz deteriorates the performance of the controller. Therefore, the update frequency of the controller is set to 20 Hz.
As temperature input, an exponential decay curve with a given time constant is used. When the controller is started, the actual temperature is employed to compute the input as a function of time. The controller turns off when the temperature falls below a predetermined value, below the recrystallization temperature.

Untuned and tuned response of the system simulated using MATLAB Simulink
Figure 9 presents the tuned and untuned response of the system in closed loop mode. Between 10 s and 20 s a disturbance is applied in the form of a homogeneous power source in the ring: \(s_\textrm{pl} = 3 \times c_\textrm{p} \times m\), with \(c_\textrm{p}\) and m respectively the heat thermal capacity and the ring mass. The control error is the difference between the command and the signal, while the true error is the signal between the surface temperature and the command. Due to the delay in the temperature filter, a static error will always be present, but this is considered acceptable.
The complete control loops are then implemented on an Espressif ESP32 microcontroller.
3.2.2 Validation
Using the same physical model as for the heat transfer coefficient determination, a first series of four tests is realized on the system. It is possible to closely monitor the behavior of the system under selected condition using this setup.
The first experiment is with nominal conditions, with a target time constant for the temperature decay of 60 s (T1). During the second test (T2), an artificial disturbance is applied: from around 10–30 s, a supplementary cooling jet is actuated to provide additionally cooling to the ring, all other conditions remaining nominal. A different ring geometry with a significantly higher wall thickness (+ 35% from nominal) is employed for the third test (T3). For the fourth test (T4), the target time constant is increased to 80 s (+ 20% from nominal).
Figure 10 presents the results of these first validation tests, with the value of the filtered surface temperature, the error and the measured airflow. During the experiments, the controller is able to react to the disturbance and adapt the airflow. The experiments indicate that some overshoot occurs, but it remains acceptable. The ability of the controller to achieve a similar result despite the disturbance is demonstrated.

Cooling test with closed loop control under different conditions
4 Ring rolling tests
Ring rolling experiments were realized on a retrofitted UPWS 31,5.2 from VEB Werkzeugmaschinenfabrik Bad Düben (1986), now known as Profiroll Technologies GmbH. The tools used, shown Fig. 3 correspond to the outer bearing of a cylindrical roller bearing, whose dimension are presented Fig. 1, and were the same as employed in a previous study [3]. Twelve Experiments were performed, six of which in open-loop mode, six in close-loop mode.
The rings were heated for 30 min at 900 \(^\circ\)C. The experiments were realized at a fixed rate of one ring every 5 min. Prior to the recorded test, a few warm-ups rings were realized to ensure that tools reach their nominal temperature.
In closed-loop mode, the time constant was set to 34.7 s, which corresponds to a cooling time between 800 and 400 \(^\circ\)C (\(T_{8-4}\)) of 25 s. In open-loop mode, the air-flow was set to 260 l/min, which should, according to previous works [5], correspond to a similar \(T_{8-4}\) cooling time.
The surface temperature was measured with the pyrometer, with logging data acquired unfiltered, at the rate of 1000 Hz. This was done to alleviate any potential effect of the filtering and to have the same acquisition chain for both open and closed loop experiments. For each curve, the time constant of the temperature decays was determined. Figure 11 shows the results of 12 tests, grouped by control mode, and the standard deviation over the two groups of six tests.

Influence of closed loop control on repeatability
The coefficient of variation in cooling rate in open loop mode is estimated at 7.6%. This is consistent with the value obtained in previous works, where it was estimated at 7.4%. When comparing the results between open and closed loop, it is clear that the use of the control helps achieve a significant, 5-fold, reduction of the sampled standard deviation.
When testing for the hypothesis that both samples have the same variance, the Bartlett test [16] for variance equality returns a p-value of 0.0026, which means that this hypothesis should be rejected. Although the number of samples is limited, the data shows a clear, statistically significant, improvement when using closed-loop control.
However, the accuracy of the system seems not to be perfect, as the averaged cooling rate is 0.9 s (2.5%) smaller than the required value. This might be improved by reducing the influence of the filtering, and improving the dynamic of the controller using a derivate coefficient.
5 Conclusion
In this study, the possibility of using a closed-loop control system to improve the repeatability of cooling during thermomechanical TPRR was demonstrated. A model of the cooling process was developed and implemented, with a focus on obtaining LTI-models for describing the thermal behavior of the ring. Then the performance of the control loop was illustrated in a simplified setup before being demonstrated in real ring rolling experiments. This study found that the described simplified model was sufficient to effectively tune the PI controller.
It is also clear that this strategy helps to significantly reduce the variance of the cooling rate during ring rolling operation. In a series of ring rolling experiments, the variance of the cooling decay was reduced by a factor of five compared with open loop control. Overall, the performance of the cooling system was significantly improved by the addition of a controller.
However, some questions remain open, and will be the focus of future work:
-
What is the size limit of the ring that could be hardened with this method?
-
How much tuning and simulation is required when the geometry of the ring is modified?
-
Some studies have shown the possibility of inline measurement of the ring microstructure [17, 18], this could enable the direct control of the ring microstructure. This would require the implementation of more complex model process control method, using finite horizon model predictive control, such as proposed in earlier works [12].
References
Brosius A, Tulke M, Guilleaume C (2019) Non-linear model-predictive-control for thermomechanical ring rolling. In: XIV International conference on computational plasticity. Fundamentals and applications COMPLAS 2019, (978-84-949194-7-3), pp 499–509. https://upcommons.upc.edu/handle/2117/181968
Allwood JM (2007) A structured search for novel manufacturing processes leading to a periodic table of ring rolling machines. J Mech Des 129(5):502–511. https://doi.org/10.1115/1.2712217
Profiroll-prozesskettenalternative. https://www.profiroll.de/fileadmin/user_upload/4_verfahren/3_ringwalzen/Profiroll-Prozesskettenalternative.pdf
Lafarge R, Hütter S, Michael O, Halle T, Brosius A (2022) Property controlled ring rolling: process implementation and window. Ideen form geben. Verlagshaus Mainz GmbH, Aachen, pp 225–234
Lafarge R, Hütter S, Halle T, Brosius A (2023) Process window and repeatability of thermomechanical tangential ring rolling. J Manuf Mater Process 7(3):98. https://doi.org/10.3390/jmmp7030098
Rubio EM, Agustina B, Marín M, Bericua A (2015) Cooling systems based on cold compressed air: a review of the applications in machining processes. Procedia Eng 132:413–418. https://doi.org/10.1016/j.proeng.2015.12.513
Mohapatra SS, Chakraborty S, Pal SK (2012) Experimental studies on different cooling processes to achieve ultra-fast cooling rate for hot steel plate. Exp Heat Transf 25(2):111–126. https://doi.org/10.1080/08916152.2011.582567
Pyshmintsev IY, Éismondt YG, Yudin YV, Shaburov DV, Zakharov VB (2003) Hardening of large forgings in water-air mixture. Met Sci Heat Treat 45(3/4):103–108. https://doi.org/10.1023/A:1024515504547
Golovko O, Stolte M-H, Wölki K, Hübner S, Behrens B-A, Maier HJ, Nürnberger F (2020) Tailoring soft local zones in quenched blanks of the steel 22MnB5 by partial pre-cooling with compressed air. J Mater Eng Perform 29(7):4379–4389. https://doi.org/10.1007/s11665-020-04916-5
Zhuang M (1994) Optimum cascade PID controller design for SISO systems. In: International conference on control ’94, pp 606–611. IEE. https://doi.org/10.1049/cp:19940201
Ziegler JG, Nichols NB (1942) Optimum settings for automatic controllers. J Fluids Eng 64(8):759–765. https://doi.org/10.1115/1.4019264
Lafarge R, Hütter S, Tulke M, Halle T, Brosius A (2021) Data based model predictive control for ring rolling. Prod Eng 15(6):821–831. https://doi.org/10.1007/s11740-021-01063-1
Cole KD, Beck JV, Woodbury KA, de Monte F (2014) Intrinsic verification and a heat conduction database. Int J Therm Sci 78:36–47. https://doi.org/10.1016/j.ijthermalsci.2013.11.002
Alexandro FJ (1983) Stable partial Pade approximations for reduced order transfer functions. In: 1983 American control conference. IEEE, pp 421–425. https://doi.org/10.23919/ACC.1983.4788150
Tyreus BD, Luyben WL (1992) Tuning PI controllers for integrator/dead time processes. Ind Eng Chem Res 31(11):2625–2628. https://doi.org/10.1021/ie00011a029
Hallin M (2001) Bartlett test. In: Encyclopedia of environmetrics. https://doi.org/10.1002/9780470057339.vnn076
Hütter S, Mook G, Halle, T (2023) Real-time microstructure characterization using eddy current-based soft sensors. In: SMSI 2023 conference sensor and measurement science international, pp 201–202, Nürnberg, Germany. https://doi.org/10.5162/SMSI2023/D1.3
Hütter S, Lafarge R, Simonin J, Mook G, Brosius A, Halle T (2021) Determination of microstructure changes by eddy-current methods for cold and warm forming applications. Adv Ind Manuf Eng 2:100042. https://doi.org/10.1016/j.aime.2021.100042
Funding
Open Access funding enabled and organized by Projekt DEAL. The authors would like to thank the German Research Foundation DFG for their support of this research within the priority program ‘SPP2183’ under grant numbers ‘BR 350023-2’.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Lafarge, R., Brosius, A. Temperature control for thermomechanical ring rolling. Prod. Eng. Res. Devel. 17, 907–914 (2023). https://doi.org/10.1007/s11740-023-01213-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-023-01213-7