
Abstract
Hot forming processes of complex parts with small cavities demand high-performance tools made of hardened steels. Their surface can be tribologically modified in order to control the material flow for improving the mold filling of functional elements. Surface structuring here offers great potential for adjusting the frictional properties and thus controlling the material flow in forming processes. In this study, high-feed milling (HFM) of surface structures in hot work tool steel (HWS) components is investigated. The process performance was determined by cutting force measurements and tool life tests. The achievable surface topography was measured and evaluated in terms of structure quality and roughness parameters, and friction properties were derived based on the results. In a hot ring compression test, the influence of certain structure variants on the material flow was analyzed. The results conclude that HFM is a suitable process for structuring HWS components with constant structure quality and low tool wear. In addition, a variety of structures showed significant influence on the hot ring compression test. This indicates a relevant potential of HFM for the modification of hardened tool surfaces to improve the performance of hot forming processes and increase the manufactural quality and productivity.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The competitiveness of the forming industry requires advances in lightweight construction, functional integration and resource efficiency for an ecological and economical production of components [1, 2]. The innovative process class sheet-bulk metal forming applies bulk forming operations to sheet metal and enables a shortened process chain and improved mechanical component properties [3]. The related high forming complexity leads to three-dimensional stress and strain conditions, which can result in insufficient mold filling, e.g. of small cavities [4]. An additional limitation of the degree of deformation can also be explained by the high strength of the materials used [5]. Process variants as hot forming offer higher forming degrees for high-strength materials by reducing the yield stress, which lowers the required forming forces and enable the forming complex geometries [6]. Various investigations show the influence of elevated temperatures on the mechanical properties of e.g. dual phase steels by a decreased tensile strength, especially for the temperature range of 400–800 °C [7, 8]. A disadvantage in hot forming is the temperature-dependent increase in friction and adhesion between the workpiece material and the die, which can reduce process performance. Since the properties of the tribological system can have a great influence on the quality of the formed parts, considerable efforts have been made to modify the tool surfaces by adjusting the surface topography by machining or coating [9,10,11,12]. Various mechanical machining processes have been investigated with respect to the modification of cold forming tools made of hardened steels, showing significant potential for tailoring surface properties in terms of surface integrity aspects such as stress state or topography [12, 13]. For enhancing the frictional properties, besides grinding, polishing or micromilling, high-feed milling (HFM) is very efficient for modifying large surfaces and able to produce various structures [14]. Related to the parameter setting, HFM can be used to adjust the topography in terms of mean roughness and friction coefficients, which was investigated in a pin extrusion test [15]. With regard to the forming process, the optimized topographic condition by applying functional surface structures in local areas of the forming tool can enable friction-dependent control of the material flow, resulting in higher mold filling of the tool cavities [11, 16]. With regard to hot forming, different coating systems have been investigated in a hot strip drawing test and a pin-on-disc test to evaluate the friction and wear at different temperatures unveiling an increased friction with rising temperature [17, 18]. However, the potential of HFM surface structures in hot work tool steels for the efficient fabrication of tribologically modified tools to improve material flow control in hot forming processes is poorly investigated. Therefore, the HFM of HWS components was investigated with regard to process forces, tool wear and the associated structure quality. With regard to the forming process, structure variants were machined on dies and the modified dies were used in a hot ring compression test to evaluate the impact on material flow. The results of the study highlight the potential of HFM structures to improve mold quality, which can be applied to complex operations in industrial applications.
2 Materials and methods
2.1 Materials
Machining specimens and dies made of HWS (AISI H11), hardened to approximately 52 ± 1 HRC (Hardness, Rockwell C Scale), were used for the study. The composition of alloying elements in AISI H11 is C = 0.36, Si = 1.00, Mn = 0.3, Cr = 5.00, Mo = 1.3, V = 0.4 (values specified in wt%) [19]. With a tensile strength Rm = 1800 MPa and yield strength Rp0.2 = 1460 MPa at room temperature [20], the material is characterized by high toughness and high-temperature strength. In Addition, the low sensitivity to hot cracking makes this high-alloy tool steel widely used for tools operating under high mechanical and thermal load in die casting, hot forging and extrusion applications [21]. Moreover, high ductility makes the material appropriate for use in critical aircraft parts such as helicopter rotors, landing gear components or aircraft structures [22].
2.2 Processing by high-feed milling
For the structuring process, HFM was investigated with respect to large area structuring of HWS components. Ordinary HFM is a machining process for generating high material removal rates in the roughing of hardened steels [23]. Characteristic is the comparatively low axial depth of cut ap in combination with a high feed per tooth fz, which allows large surfaces to be machined efficiently [24]. The specific cutting edge design of the focused cutter, which includes a small cutting edge angle at the frontal edge to reduce the proportion of radial forces, is suitable for machining a wide range of deterministic surface structures at specific parameter values for the feed per tooth fz, the width of cut ae and the lead angle βf (Fig. 1). These functional surface structures can influence a surface's tribological properties in friction and its ability to control material flow in forging processes [11]. The 5-axis CNC machining center (DMG MORI AG, HSC 75 linear, Bielefeld, Germany) equipped with a conventional high-feed cutter was used for the experimental investigation on HFM. The cutting parameters cutting speed vc, lead angle βf and cutting depth ap were varied and the cutting forces and tool wear were analyzed. With regard to the achievable surface topography and structure quality, a variation of the feed per tooth fz, cutting width ae and lead angle βf was carried out.

Experimental setup for the high-feed milling tests [16]
2.3 Analytical methods
When conducting the HFM tests on hardened HWS, the active Fa and passive Fp forces were measured using a piezoelectric three-component dynamometer (Kistler Group, Winterthur, Switzerland). Subsequently, the process forces were analyzed with a developed software tool that allows the evaluation of cutting forces at more than 100 tool engagements per test. In addition to the force measurements, tool life tests were performed and tool wear was characterized by measuring the flank wear VBmax after defined processing sections using a digital microscope (Keyence, VHX-2000, Ōsaka, Japan). The evaluation of the processed surface topography was performed with a 3D optical measuring device (Confovis, TOOLinspect, Jena, Germany) employed with a 20 × Olympus lens to achieve sufficient image resolution. To evaluate the measurement, µsurf Analysis 7 software (Digital Surf, Besançon, France) was applied according to DIN EN ISO 4287 [25]. For the characterization of the structure variants, the maximum profile height Rz was analyzed and utilized as an indicator of the specific frictional properties.
2.4 Tribological test
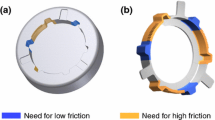
In a hot ring compression test, the machined variants of the surface structures were evaluated with respect to their frictional properties and their ability to influence the material flow, see Fig. 2. To ensure the characteristic heated process environment during forming, the dies operate in a Furnace (Nabertherm) that heats the specimens to T = 700 °C forging temperature. Ringshaped specimens made of DP600 dual-phase steel were used for the hot ring compression tests.

Experimental setup for the conducted hot ring compression test [26]
The proportions of martensite and ferrite indicate a high hardness of the material. Various investigations show the influence of elevated temperatures on the mechanical properties of dual phase steels as DP 600 by a decreased tensile strength, especially for the range of 400–800 °C [7, 8]. Thus, tribological changes are to be expected in a hot ring compression test, particularly when using structured tools. The dimensions of the specimens for outer and inner diameters are do = 15 and di = 9 mm. The sheet thickness was compressed from s0 = 2 to s1 = 1 mm, which was ensured by calibrating the compression height in the continuous pretest for each pair of structured dies. Due to the manufacturing-related rolling of the specimen material, the induced anisotropies have an influence on the forming level in the ring compression tests, as already reported in similar tests [11]. Thus, the orientation of the rings was marked and varied equally from 0° to 90° during the hot ring compression tests to compensate for deviations. The deformation-related material flow of the deformed specimen in the radial direction leads to a change in the inner and outer diameters, which was analyzed using a digital microscope. The inner diameter is a sufficient indicator for evaluating the frictional properties [27], with a larger inner diameter being associated with a lower friction. The mean and standard deviation were determined for the measurements. Boron nitride spray (CBN) was used for lubrication during the tests.
2.5 Design of experiments
For the analysis of the cutting forces, the cutting parameters cutting speed vc, lead angle βf and cutting depth ap were varied as shown in Table 1. With regard to wide range of structure variants, the variation of feed per tooth fz, cutting width ae and lead angle βf has been carried out, which results in different structure density and shape. Due to the large number of parameter constellations, a Latin hypercube design was used [28] for the design of experiments (DoE), which reduces the scope of the experiments. In this method, the parameter space within the specified ranges is divided into n equal intervals, where n is the number of experiments. Then, n points are selected for each of the three input variables and then randomly combined. In addition to the service life tests, n = 40 tests each were performed to analyze cutting forces and topography. To demonstrate the results, statistical DACE-models were computed using MatLab [29]. For each model, one of the three input parameters is fixed to one value. The size of the displayed test points indicates the distance to the calculated model. In order to evaluate the potential of HFM structures in terms of material flow control, hot ring compression tests were done at a forging temperature of T = 700 °C for 4 different configurations of the dies used (3 structure variants, 1 ground specimen). Based on the repetition tests (n = 5 times for each orientation), the total number of compression tests was more than n = 40.
3 Results and discussion
In this section, the results obtained from the experimental investigation of HFM hot work tool steel are presented in terms of measured cutting forces, tool wear and generated surface structures. In addition, the potential of certain structure variants for hot forming is demonstrated in a hot ring compression test.
3.1 Cutting forces
In order to evaluate the machining process for cutting the HWS AISI H11, the measured cutting forces are discussed. Figure 3 shows the active force Fa for different cutting depths ap. For a constant cutting depth ap = 0.1 mm, the cutting speed vc and the lead angle βf show no relevant influence on the behavior of the measured values. By choosing the cutting depth ap = 0.3 mm, the active force increases from 89 ± 4 N to a level of 243 ± 22 N. In addition the influence of the variation parameters also rises, while a high cutting speed vc and high values for the lead angle βf lead to a reduction in the active force of up to 33 N (13.6%) and 20 N (8.2%), respectively. At a cutting depth ap = 0.5 mm, the active force changes to a level of 353 ± 33 N. In this constellation, high values for the cutting speed vc and the lead angle βf lead to a reduction of up to 49.5 N (14%) and 20 N (5.7%), respectively. The reduction in cutting forces with increasing cutting speed vc is consistent with the literature [18]. This effect is attributed to an energy-induced higher temperature and thus a softening of the workpiece material, which leads to a decrease in strength and thus in cutting force. Similar effects are observed for the passive force Fp, see Fig. 4. Higher values for the depth of cut ap show an increase in the measured passive forces Fp. At cutting depths of 0.3 and 0.5 mm, a higher lead angle βf leads to a significant decrease in the passive force Fp. While the specific angle of the cutting edges of high-feed cutters is intended to redirect higher portions of the cutting force axially into the passive force component, this effect is reduced by increasing the lead angle βf, which decreases the passive force Fp. The largest effect as observed for a cutting speed vc = 50 m/min from 290 to 133 N by − 157 N (− 45.9%). With respect to the cutting speed vc, a slight decrease of 10–20 N was observed for increasing values. In agreement with the mentioned effects influencing the active forces Fa, the decrease can also be attributed to thermal softening of the workpiece material [30, 31]. However, a cutting depth of ap = 0.1 mm is essential to produce geometrically completely formed structures. When machining a greater depth of cut ap, higher lead angle βf and cutting speeds vc in particular reduce the overall cutting forces. The lead angle βf highly affects the geometry of the structure and therefore cannot be adapted without changing the structure variant. The feed per tooth fz and the cutting width ae also have influence on the structure, as will be shown in the Sect. 3.2.

Active forces Fa for a variation of cutting speed vc and lead angle βf at different values for depth of cut a ap = 0.1 mm, b ap = 0.3 mm, c ap = 0.5 mm

Passive forces Fp for a variation of cutting speed vc and lead angle βf at different values for depth of cut a ap = 0.1 mm, b ap = 0.3 mm, c ap = 0.5 mm
3.2 Tool wear
Depending on the cutting forces, a change in tool wear can be expected when varying the cutting speed vc, which was investigated as follows. By varying the cutting speed between 100 < vc < 200 m/min an area of Astruct = 3.8 m2 was structured. After defined machining areas the cutter was measured with a digital microscope to determine the flank wear VBmax of the cutting edges, see Fig. 5. The measurements were performed for n = 3 cutting tools per parameter setting for n = 4 cutting edges each. The results show with increasing cutting path, at higher cutting speeds of vc = 200 m/min less wear occurs compared to lower cutting speeds of vc = 100 m/min. This is accompanied by a lower standard deviation. Figure 5b shows the cutting edges at certain structured areas and demonstrates abrasion and chipping at the engaging section of the cutting edges. The quantitative and qualitative results of the wear development are in causal agreement with the observed mechanical stress on the cutting edge related to the cutting forces. In general, the data state that structuring of the workpiece material AISI H11 (52 ± HRC) by HFM is very efficient showing low wear development. Especially at high cutting speeds, this process is suitable for structuring large surfaces by hard machining.

a Measured flank wear VBmax of the cutting tools at certain values for cutting speed vc and b qualitative illustrations of the cutting edges at certain structured areas Astruct
3.3 Surface topography
To characterize the high-feed milled surfaces, the measured topography was analyzed in terms of surface roughness and the resulting macroscopic structure form. Based on this information, promising structure variants were derived for the subsequent hot ring compression tests. Figure 6 shows the maximum profile height Rz for a variation of the lead angel 0° < βf < 6° and the feed per tooth 0.05 mm < fz < 0.5 mm for the cutting width ae = 1, 2 and 3 mm. The diagrams present a partial influence of the cutting width ae, where in general a low value leads to a high density of tool interventions, reducing the roughness of the surface. Consistent with all diagrams, the maximum profile height increases significantly with the feed per tooth fz. With higher values for the lead angel βf, the roughness values also increase slightly, except for large feed per tooth fz at larger cutting widths ae. The Dace models show the ability to control achievable surface structure roughness with HFM by varying the cutting parameter as shown. However, a high value for Rz is not a fully adequate indicator for estimating the frictional properties of structures. Therefore, the topography/ geometry of the structure was additionally evaluated qualitatively, as follows. Even if the machined structures generally have similar characteristics, varying the structure shape and height can lead to different properties in terms of functionality. Figure 7 shows four structure variants machined with high and low values for lead angle βf and feed per tooth fz. It can be seen that low values for the feed per tooth can produce homogeneous structures in the feed direction, while showing high roughness orthogonal to the feed direction, exhibiting strong anisotropy in terms of roughness. In contrast, the structures machined with high values for the feed per tooth exhibit high inhomogeneity in the feed direction. Therefore highly different frictional properties can be assigned to the machined structures [10].

Maximum profile height Rz for a variation of feed per tooth fz and lead angle βf at different values for width of cut a ae = 1 mm, b ae = 2 mm, c ae = 3 mm

Relation of profile height Rz to certain surface structure variants
3.4 Hot ring compression test
After investigating the machining of HWS (AISI H11) by HFM for efficient structuring of large surfaces and identifying advantageous parameter values, structure variants were analyzed with respect to its tribological properties for controlling the material flow. Following previous work in this area, certain structure variants were selected and applied on modified dies to be investigated in a hot ring compression test [10]. The tests were conducted at a test temperature of T = 700 °C. The shape and size of the resulting inner ring diameter were measured as an indicator of material flow control in the forging process. The results were compared with ground dies (Fig. 8). The ground dies lead in the orientation of 0° and 90° to an almost symmetrical inner diameter of d = 6 mm. By the influence of the used surface structures this value changes. In particular, HFM1 and HFM2 structure show the ability to reduce the inner ring diameter, which indicates higher friction values [32]. A larger height of the structure and thus structure peaks enable a more effective form-closure leading to higher impact on the material flow. Especially the heat related decrease in tensile strength Rm of the workpiece material can increase the interaction with structure peaks or cavities. This additionally leads to embossing on the specimen. Observing HFM1 the low value for the cutting width ae enhances the number of overcuts on the already machined surface as presented, resulting in a complex topography with lower roughness values. This effect in the topography has been shown in former studies of milling processes [33]. The lower surface roughness reduces the impact of the remaining structure. In comparison, the HFM2 structure shows the greatest influence, leading to a reduction in the inner diameter of up to 13% compared to the results obtained with the ground dies. Moreover, the strongest anisotropy was observed for the resulting inner ring diameter generated with the HFM2 structure. The structure variant HFM3 leads to an increased value for the inner ring diameter di, which may be associated with lower friction values. All structure variants, especially HFM2, show lower values for the standard deviation of the inner ring diameter di compared to the ground dies.

a Resulting inner ring diameter di in the hot ring compression test, b structure variants used to modify the forging dies, c compressed specimens
The results obtained under laboratory conditions in a ring compression test show the potential of HF-structured forming tools for influencing the frictional properties in uniaxial hot forming processes. Due to the three-dimensional stress and strain conditions in industrial forming processes, appropriate transfer work is required.
4 Summary and outlook
The presented work provides analyses on the structuring of hot work tool steel (AISI H11; 52 HRC) by high-feed milling. Varying the parameters of cutting speed vc, feed per tooth fz and cutting width ae, the resulting cutting forces (active Fa and passive Fp) as well as the associated wear of the milling cutter were determined. Subsequently, the producible structural variants were characterized by confocal microscopy with respect to their qualitative shape and the corresponding roughness values. In selecting promising structure variants, the frictional properties and potential for material flow control were analyzed using a hot ring compression test. The following findings were obtained:
-
For the machining process of structuring components of HWS, advantageous parameter values have been identified. Higher cutting speeds of vc = 200 m/min lead to a reduction in cutting forces and wear development, compared to a cutting speed of vc = 100 m/min. Furthermore higher values for the lead angel βf also decrease the cutting forces, while also changing the resulting structure geometry. Increasing the depth of cut ap reinforces these tendencies. In general, the cutting forces are low, which explains the low wear development. Regarding the surface topography of the machined structures large differences in the achievable maximum profile height Rz and their geometry in qualitative terms can be observed as well as anisotropies in the structure formation.
-
The results obtained in the hot ring compression test show an influence on the inner ring diameter of up to 13% and allow friction properties of certain surface structures to be derived, which partly represent decreased and increased friction. This illustrates the potential of high-feed milling structures for influencing the material flow in hot forming processes. Further tests are required to verify the effectiveness of the HFM structures for hot forming under three-dimensional stress and strain conditions.
-
Further investigations are necessary to evaluate, (1) the change in structure quality in the form of e.g. burr formation, associated with cutting edge wear in HFM as well as the resulting friction properties; (2) the wear behavior of functional surface structures in hot forming and, if necessary, to consider the use of wear protection coatings.
Completing these steps will provide the basis for transferring the knowledge of structuring to the industrial application of hot forming, which will be carried out in a future work.
References
Tekkaya AE, Khalifa NB, Grzancic G, Hölker R (2014) Forming of lightweight metal components: need for new technologies. Proc Eng 81:28–37. https://doi.org/10.1016/j.proeng.2014.09.125
Kishawy H, Hegab H, Saad E (2018) Design for sustainable manufacturing: approach. Implementation. and assessment. Sustainability 10:3604. https://doi.org/10.3390/su10103604
Merklein M, Allwood JM, Behrens B-A, Brosius A, Hagenah H, Kuzman K, Mori K, Tekkaya AE, Weckenmann A (2012) Bulk forming of sheet metal. CIRP Ann 61:725–745. https://doi.org/10.1016/j.cirp.2012.05.007
Hetzner H, Koch J, Tremmel S, Wartzack S, Merklein M (2011) Improved sheet bulk metal forming processes by local adjustment of tribological properties. J Manuf Sci Eng. https://doi.org/10.1115/1.4005313
Liewald M, Metzko C, Schiemann T (2010) Lauwarmumformung von Stahl. Umformung im Temperaturbereich zwischen Kalt- und Halbwarmumformung. Schmiede J 32–35
Lange K, Kammerer M, Pöhlandt K, Schöck J (2008) Fließpressen—Wirtschaftliche Fertigung metallischer Präzisionswerkstücke. Springer-Verlag, Berlin/Heidelberg
Aydemir B, Zeytin HK, Güven G, Güngör A (2014) Investigation of mechanical properties of DP 600 steels at elevated temperatures, ISITES2014
Ekrami A (2005) High temperature mechanical properties of dual phase steels. Mater Lett 59:2070–2074. https://doi.org/10.1016/j.matlet.2005.02.018
Podgornik B, Hogmark S (2006) Surface modification to improve friction and galling properties of forming tools. J Mater Process Technol 174:334–341. https://doi.org/10.1016/j.jmatprotec.2006.01.016
Vierzigmann HU, Merklein M, Engel U (2011) Friction conditions in sheet-bulk metal forming. Proc Eng 19:377–382. https://doi.org/10.1016/j.proeng.2011.11.128
Freiburg D (2019) Hochvorschubfräsen zur Strukturierung von Werkzeugoberflächen für die Blechmassivumformung, Vulkan-Verlag GmbH, Essen. ISBN 3802789121
Tillmann W, Stangier D, Meijer A, Krebs E, Ott A, Platt T, Lopes Dias NF, Hagen L, Biermann D (2022) Adapting the surface integrity of high-speed steel tools for sheet-bulk metal forming. JMMP 6:37. https://doi.org/10.3390/jmmp6020037
Wild T, Platt T, Biermann D, Merklein M (2021) Analysis of the influence of surface modifications on the fatigue behavior of hot work tool steel components. ISBN 1996–1944
Zabel A, Surmann T, Pcuker A (2008) Surface structuring and tool path planning for efficient milling of dies. In: Seventh international conference on high speed machining, p 16
Freiburg D, Löffler M, Merklein M, Biermann D (2017) Surface structuring of forming tool surfaces by high-feed milling. 7. WGP-Jahreskongress, Aachen, pp 63–70
Löffler M, Schulte R, Freiburg D, Biermann D, Stangier D, Tillmann W, Merklein M (2019) Control of the material flow in sheet-bulk metal forming using modifications of the tool surface. IntJ Mater Form 12:17–26. https://doi.org/10.1007/s12289-018-1399-2
Kondratiuk J, Kuhn P (2011) Tribological investigation on friction and wear behaviour of coatings for hot sheet metal forming. Wear 270:839–849. https://doi.org/10.1016/j.wear.2011.02.011
Lee Y, Kim S, Park S-Y, Yoo J, Moon YH (2014) Friction effect of surface treated tools used for warm forming of Mg alloy sheets. Int J Precis Eng Manuf 15:2631–2637
Mesquita RA, Michael K, Schneider R (2017) Tool steels: properties and performance. CRC Press, Boca Raton. ISBN 9781315181516
ASM International Metals Handbook Volume 1: Properties and Selection: Iron, Steels, and High-Performance Alloys, 10th edn. ASM International, Materials Park (1990)
Klobčar D, Tušek J, Taljat B (2008) Thermal fatigue of materials for die-casting tooling. Mater Sci Eng A 472:198–207. https://doi.org/10.1016/j.msea.2007.03.025
Materials Handbook; Springer London, London (2008) ISBN 978-1-84628-668-1
Davim JP (2011) Machining of hard materials, 1st edn. Springer-Verlag London, London. ISBN 978-1-84996-450-0
Abele E, Dewald M, Heimrich F (2010) Leistungsgrenzen von Hochvorschubstrategien im Werkzeug- und Formenbau. Zeitschrift für wirtschaftlichen Fabrikbetrieb 105:737–743
DIN EN ISO 4287:2010-07, Geometrische Produktspezifikation (GPS)_- Oberflächenbeschaffenheit: Tastschnittverfahren_- Benennungen, Definitionen und Kenngrößen der Oberflächenbeschaffenheit, Beuth Verlag GmbH, Berlin
Platt T, Biermann D (2021) Functionalization of tool topographies for material flow control and tool life optimization in hot sheet-bulk metal forming—a concept study. In: Merklein M, Tekkaya AE, Behrens B-A (eds) Sheet Bulk Metal Forming. Springer International Publishing, Cham, 2021, pp 553–567. ISBN 978-3-030-61902-2
E Rajesh MS (2013) Analysis of friction factor by employing the ring compression test under different lubricants. Int J Sci Eng Res 4
Montgomery Douglas C (2010) Design and analysis of experiments, Minitab Manual, 7th edn. John Wiley & Sons
Wagner T (2013) Planning and multi-objective optimization of manufacturing processes by means of empirical surrogate models. Essen, [München], Vulkan (Schriftenreihe des ISF, 71)
Sharma VS, Dhiman S, Sehgal R, Sharma SK (2008) Estimation of cutting forces and surface roughness for hard turning using neural networks. J Intell Manuf 19:473–483. https://doi.org/10.1007/s10845-008-0097-1
Yallese MA, Chaoui K, Zeghib N, Boulanouar L, Rigal J-F (2009) Hard machining of hardened bearing steel using cubic boron nitride tool. J Mater Process Technol 209:1092–1104. https://doi.org/10.1016/j.jmatprotec.2008.03.014
A Male (1964) A method for the determination of the coefficient of friction of metals under conditions of bulk plastic deformation
Meijer A, Bergmann JA, Krebs E, Biermann D, Wiederkehr P (2019) Analytical and simulation-based prediction of surface roughness for micromilling hardened HSS. JMMP 3:70. https://doi.org/10.3390/jmmp3030070
Acknowledgements
This research was funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – project number 460191483 – Fundamental investigations on stabilizing damping effects in milling processes by using functionally structured peripheral cutting edges. Some figures were reprinted from the following journals with permission: Figure 1 was published in International Journal of Material Forming, Löffler, M., Schulte, R., Freiburg, D. et al. Control of the material flow in sheet-bulk metal forming using modifications of the tool surface. Int J Mater Form 12, 17–26 (2019). https://doi.org/10.1007/s12289-018-1399-2; Figure 2 was published in Production Engineering, Platt, T., Biermann, D. (2021). Functionalization of Tool Topographies for Material Flow Control and Tool Life Optimization in Hot Sheet-Bulk Metal Forming – A Concept Study. In: Merklein, M., Tekkaya, A.E., Behrens, BA. (eds) Sheet Bulk Metal Forming. TCRC73 2020. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-61902-2_25;
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Platt, T., Baumann, J. & Biermann, D. Potential of high-feed milling structured dies for material flow control in hot forming. Prod. Eng. Res. Devel. 17, 463–471 (2023). https://doi.org/10.1007/s11740-022-01165-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-022-01165-4