
Abstract
Tailored forming is used to produce hybrid components in which the materials used are locally adapted to the different types of physical, chemical and tribological requirements. In this paper, a Tailored Forming process chain for the production of a hybrid shaft with a bearing seat is investigated. The process chain consists of the manufacturing steps laser hot-wire cladding, cross-wedge rolling, turning and deep rolling. A cylindrical bar made of mild steel C22.8 is used as the base material, and a cladding of the martensitic valve steel X45CrSi9-3 is applied in the area of the bearing seat to achieve the strength and hardness required. It is investigated how the surface and subsurface properties of the hybrid component, such as hardness, microstructure and residual stress state, change within the process chain. The results are compared with a previous study in which the austenitic stainless steel X2CrNiMo19-12 was investigated as a cladding material. It is shown that the residual stress state after hot forming depends on the thermal expansion coefficients of the cladding material.
Similar content being viewed by others

1 Introduction

The Tailored Forming process chain
By using cladding processes, hybrid components can be manufactured. The materials used for cladding can be specifically adapted to the type of load. For example, areas of the part that are subject to high mechanical load can be protected by using a cladding material with high strength and hardness. A corrosion resistant cladding made of materials like austenitic stainless steel can prevent corrosion of the underlying base material. Hybrid components can contribute to a lightweight design or a resource-efficient manufacturing process and, depending on the specific application, costs, CO\(_{2}\) emissions and the environmental impact can be reduced. A variety of welding processes is known for the application of claddings, which have a thickness of 0.5 mm to several millimeters [1]. In most cases, cladding is followed by machining to achieve the necessary geometric dimensions and surface finishes. Furthermore, a heat treatment can be carried out. During cladding, a weld microstructure with large grain zones is formed, which is disadvantageous for highly stressed components. The Tailored Forming process chain does not have this disadvantage, since a forming process and thus a refinement of the microstructure takes place after the cladding process [2].
1.1 Tailored Forming process chain
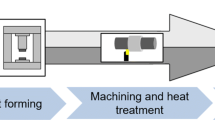
The Tailored Forming process chain is used to produce hybrid multi-material components and includes a joining process or Additive Manufacturing of the different materials and a subsequent hot-forming process. Blohm et al. have shown that hot forming transforms the weld microstructure into a forming microstructure with better mechanical properties than before [2]. The microstructure becomes finer-grained. This is followed by machining and, if necessary, heat treatment. The course of the Tailored Forming process chain and possible components that can be manufactured with it are shown in Fig. 1.
Chugreeva et al. [3] and Behrens et al. [4] used the Tailored Forming process chain to produce hybrid bevel gears. For this purpose, base cylinders made of C22.8 were cladded with the higher-strength materials X45CrSi9-3 and 41Cr4 by means of laser hot-wire cladding (LHWC) and plasma transferred arc welding (PTA), respectively. The hybrid semi-finished products were then formed in the hot state by die forging. By using in-process cooling, a hardness of 600 HV0.5 to 750 HV0.5 was achieved in the cladding of X45CrSi9-3.
The production of hybrid thrust bearing washers using the Tailored Forming process chain was investigated by Coors et al. [5], Behrens et al. [6] and Pape et al. [7]. The base material S235JR or C22.8 was provided with a cladding of 41Cr4 (PTA), X45CrSi9-3 (LHWC) or 100Cr6 (PTA) in the area of the later running surface. Hot forming of the components was followed by machining, heat treatment and service life testing. The forming process resulted in recrystallization and a fine-grained microstructure for all material combinations. In the service life tests, the components achieved 70 to 85 % of the service life of an industrial, conventionally manufactured thrust bearing washer. The failure of the hybrid 100Cr6 bearing was classified as premature due to small pores in the cladding below the surface.
In addition to axial bearing washers and bevel gears, shafts can also be manufactured using this process chain. The combination of a PTA or LHWC process with a cross-wedge rolling process (CWR) and subsequent machining and, if necessary, heat treatment is used to produce shafts with a bearing seat. The cladding material is applied to the cylindrical semi-finished product in such a way that it lies in the area of the bearing seat after forming.
Kruse et al. investigated the cross-wedge rolling of PTA-welded hybrid shafts with hard claddings of Stellite 6, Delcrome 253 and 100Cr6. All material combinations were successfully formed [8]. Kruse et al. investigated the prediction accuracy of the simulation of cross-wedge rolling with respect to layer thickness and width [9]. For this purpose, hybrid semi-finished products with different cladding thicknesses and widths were manufactured with the cladding material X45CrSi9-3 (LHWC) and 100Cr6 (PTA) and cross-wedge rolled. The resulting layer distribution after 1.25 s of CWR simulation, which corresponds with the expected time for bearing seat forming, was compared with the layer distribution of the CWR experiment. The simulation model was sufficient for small amounts of X45CrSi9-3 but with larger cladding amount the final geometry was not achieved after 1.25 s. Larger process times and more rotations of the shaft needed to be considered for that case.
The design of hybrid components requires knowledge of the influence of the Tailored Forming process chain on the mechanical properties of the materials used. In this way, suitable process steps can be selected to achieve the target properties.
In a previous study, the influence of the process steps on the surface properties of a shaft with a cladding of austenitic stainless steel X2CrNiMo19-12 was investigated [10]. Due to the high thermal expansion coefficent of the austenitic stainless steel compared to the base material a tensile residual stress state was found in the cladding material after hot-forming. The hardness of the cladding layer was increased by the different process steps from 200 HV0.1 after LHWC to 370 HV0.1 after deep rolling. For the high-strength material X45CrSi9-3, knowledge about the properties is not available for all process steps and target properties. In addition, it is not known how the different material properties of the cladding material affect the change in surface and subsurface properties in the process chain. Therefore, in this work, the surface and subsurface properties of the cladding for the material combination X45CrSi9-3/C22.8 is investigated and compared to X2CrNiMo19-12/C22.8. The following research questions will be addressed:
-
1.
How and why do the surface and subsurface properties change within the process chain depending on the material combination concerning
-
(a)
Hardness,
-
(b)
Microstructure,
-
(c)
Residual stress state,
-
(d)
Cladding layer distribution?
-
(a)
-
2.
Does the difference in the coefficient of thermal expansion lead to different residual stress states after hot forming?
1.2 Deposition welding
A variety of processes is known for the production of claddings [1]. One of these processes is LHWC. Here, a wire is fed in and melted by the laser beam. In order to improve the energy consumption of this process, a current source is used. An electric current passes through the wire and, in accordance with the law of Joule’s heat, the wire material is heated. As a result, the laser power required for melting the wire material can be reduced [11] or lack of fusion can be avoided [12]. This offers the opportunity to increase the deposition rate [13]. Various cladding materials like steel [14], nickel alloys [13], cobalt alloys and titanium alloys [14] can be used for LHWC. Laser hot-wire cladding was used in two different variants to produce hybrid semi-finished products for the Tailored Forming process chain. On one hand, a scanner-based experimental setup was used, in which the laser beam is oscillated and the wire is fed laterally [15]. On the other hand, a coaxial test setup was used [10]. With both test setups, it was possible to produce high-quality claddings for the subsequent process steps.
1.3 Hot forming
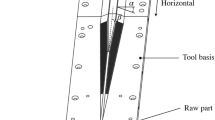
Hot forming of the hybrid shafts is performed with the CWR process. CWR is a preforming process that changes the mass distributions of the workpiece through continuous mass displacement [16]. Forming occurs between two oppositely traveling wedge-shaped tools. A pattern of forming wedges on the surface of the tool is used to cause the flow of material in an axial direction (see Fig. 2). Important parameters are forming angle \(\alpha\) and wedge angle \(\beta\) of the CWR tool as well as the cross-section reduction \(\varDelta\)A of the workpiece. The tools can be separated into three zones. The first zone is the knifing zone, where the wedge cuts into the workpiece. The main forming is carried out in the second zone, which is called the stretching zone. In this zone, the workpiece is lengthened and the mass is distributed along the axis. In the last zone, the sizing zone, the calibration of the workpiece is performed and marks from the serrations are rolled out. Diameter reductions of 55–70% are achievable with a high reproducibility. The process parameters of CWR have a large influence on the quality of the rolled part in the Tailored Forming process chain. Process parameters of CWR are e. g. forming temperature, forming velocity and tool spacing [16].

Principle of the CWR tool, adapted from [16]
Interest in CWR is growing due the fact that it is a very efficient preform operation that achieves a high material utilization whilst improving product strength and reducing energy consumption [17]. Industrial use of CWR is often limited by the occurence of inner cracks. Internal defects, necking, surface defects and incomplete forming due to slipping of the workpiece during forming are typical defects that occur frequently and are studied by different researchers [18, 19]. Internal voids reduce the life time of the workpieces. Therefore, internal voids are researched comprehensively. Zhou et al. resume that CWR with multiple wedges is a very complex process that induces plastic deformation in radial, axial and transverse directions [19]. Li et al. studied the formation of internal voids and concluded that a combination of shear and tensile stresses cause inner cracks [20]. Wang et al. found that cooled tools increase the probability of central deformation [18]. Chen et al. describe that increasing the velocity of the tools reduces internal defects in CWR [21]. Li and Lovell found that the risk of internal defects depends on the forming angle \(\alpha\), the wedge angle \(\beta\) and the cross-section reduction \(\varDelta\)A [22].
1.4 Machining
As the final process step in the production of hybrid high-performance components, the machining step determines the finished surface and subsurface properties. According to this, the subsequent application behaviour and service life of components is largely determined by the machining process [23]. Subsurface properties are defined as the area of the component whose properties have been changed by the machining process, e.g. residual stresses, hardness or microstructure. The subsurface properties are decisively determined by the thermomechanical loads that the component experiences during machining. By post processing, such as deep rolling, the subsurface properties can be influenced in a larger depth range [24]. Furthermore, only mechanical loads occur during deep rolling [25]. Consequently, unfavourable tensile residual stresses that lead to crack initiation and expansion are avoided. The service life of components can thus be extended [26].
2 Materials and methods
In this paper the influence of the process steps of a Tailored Forming process chain on the surface and subsurface properties of the hybrid component is investigated. In order to determine the influence of the cladding material properties on the surface and subsurface properties claddings of X45CrSi9-3 are used and compared to previously investigated X2CrNiMo19-12 ones. The process steps and investigations are shown in Fig. 3. Hybrid semi-finished products are produced by LHWC. A subsequent CWR process is used to form a hybrid shaft with a bearing seat. Final dimensions and surface roughness are achieved by turning and the hardness is increased by deep rolling. The knowledge gained from the aforementioned investigations can be used for the design of multi-material cladding systems with specifically applied surface and subsurface properties like residual stresses.

Overview of process chain and investigations
2.1 Materials
The shafts used as base material are made of the unalloyed carbon steel C22.8, on which claddings of the martensitic chrom-silica steel X45CrSi9-3 are applied. The chemical compositions of theses steels are shown in Table 1. The martensitic steel has a high tensile strength of 900–1100 MPa [27], while the base material has a tensile strength of 410–540 MPa [28]. The results of this investiation are compared to the results of a previous investigation, where the austenitic stainless steel X2CrNiMo19-12 was used as a cladding material. The austenitic stainless steel is characterized by its good corrosion resistance, but has a rather low tensile strength of 500 to 700 MPa compared with other cladding materials [29]. In addition to the differences in tensile strength, the cladding materials differ in the coefficient of thermal expansion. While X2CrNiMo19-12 has a high coefficient of thermal expansion of 18.0 \(\times\) 10\(^{-6}\) K\(^{-1}\) in the temperature range from 20 to 500 \(^{\circ }\)C [29], the base material and the martensitic steel have coefficients of thermal expansion of only 14.1 \(\times\) 10\(^{-6}\) K\(^{-1}\) (C22.8, 20–400 \(^{\circ }\)C) [30] and 11.8 \(\times\) 10\(^{-6}\) K\(^{-1}\) (X45CrSi9-3, 20–400 \(^{\circ }\)C) [27]. The different coefficients of thermal expansion can lead to different residual stress states in the cladding during cooling after CWR.
2.2 Laser hot-wire cladding
For the investigations, double layer claddings are applied to a shaft by means of LHWC. For this purpose, the coaxial deposition welding head MK-II, manufactured by Laser Zentrum Hannover e.V., is used. In this processing head, below a focusing lens the collimated incident laser beam is split into four partial beams by a four-sided reflectively coated pyramid, which are deflected by mirrors and converged again at a point below the welding nozzle [31]. The continuous wave diode laser beam source LDM3000-40 by Laserline with a wavelength of 1020–1060 nm ± 15 nm and a fiber core diameter of 400 \(\upmu \hbox {m}\) is used. Wire feeding and heating is performed by the feed unit DIX FED100 and the power source DIX PI270, both manufactured by Dinse. The experimental setup is shown in Fig. 4.

Experimental setup for laser hot-wire cladding
The base cylinders used in this investigation have a diameter of 27 mm and a length of 120 mm. Before cladding the base cylinders are sandblasted and cleaned with ethanol. The cylinder is placed in the chuck of the rotational axis, which is mounted onto the x–y-axis. By superimposing rotational and linear movement spiral weld seams are applied to the cylinder. Each cladding consists of 9 adjacent weld seams with a width of 14.4 mm and a total height of 1.4 mm. The cladding is applied centrally onto the base cylinder. A cladded base cylinder is shown in Fig. 5.

Base cylinder with X45CrSi9-3 cladding applied with laser hot-wire cladding
An overview of the parameters used for cladding is shown in Table 2.
2.3 Cross-wedge rolling

Experimental Setup on the CTX420 linear machine tool
The CWR process is conducted in a CWR module at the IPH-Institut für Integrierte Produktion Hannover gGmbH (IPH). The CWR module is a test stand consisting of a machine frame that is inserted into an hydraulic press. It accommodates two sleds into which tools with a length of 1500 mm and a width of 250 mm are mounted. Horizontally the sleds are moved by hydraulic cylinders with a power of 125 kN each. The velocity of the horizontal movement is set to 150 mm/s. Vertically the force is applied by the hydraulic press (manufactured by NEFF). It has a maximum force of 6300 kN and is set to 50 kN of closing force. Vertical end-stops ensure minimum spacing between the tools.
An aluminum plate with inserted heating cartridges is integrated between the tools and the slides, which preheats the tools to 150 \(^{\circ }\)C. With an induction heating system from EMA-TEC GmbH, the hybrid shafts are heated to 1350 \(^{\circ }\)C within 60 s. The short heating time has the advantage that scale and surface decarburization can be minimized. Manually transferring and positioning the hybrid shafts after heating takes 20 s. A mechanical end stop is used for correct positioning of the hybrid shafts. The cladding is aligned with the center of the wedges of the bearing seat. Once the work piece is inserted and properly positioned, the hydraulic press lowers the upper tool to obtain the roll gap of 28 mm. At this point, the temperature of the work piece is approximately 1250 \(^{\circ }\)C. Next, the tool slides are moved by the hydraulic cylinders and the forming process, which takes 9 s, begins. Subsequently, the hybrid shafts are manually removed from the module and placed on a steel plate for cooling.
2.4 Turning and deep rolling
After CWR, the hybrid shafts are machined on a Gildemeister CTX420 linear lathe (manufactured by DMG Mori AG). In addition to shape, dimensional and positional tolerances, in particular the final subsurface properties of the hybrid component are set by the machining process. The influence of the turning and deep rolling process on the subsurface properties is investigated.
For this purpose, cylindrical hybrid shafts with a material transition in radial direction were turned as well as subsequently deep rolled (see Fig. 6). The turning experiments were carried out with coated indexable cemented carbide inserts of type DNMA 150612WAK20. These inserts have a symmetrical cutting-edge rounding of \({\bar{\text{S}}} =30\) \(\upmu\)m. For the deep rolling experiments a hydrostatic rolling tool HG6 (Ecoroll AG) with a ball diameter of \(d_b\) = 6.35 mm was used. For statistical verification, the test series for the different machining processes (turning, deep rolling) were repeated five times. The process parameters are shown in Table 3.
2.5 Residual stress measurement
Different thermal expansion coefficients of the respective materials, delayed cooling of subsurface and core, as well as local deformations, lead to the generation and modification of residual stresses after each process step. Residual stresses have a significant influence on the subsequent application behavior and thus on the service life of hybrid components. The investigation of the history of the residual stress changes in the path of the process chain is therefore crucial for the setting of defined residual stress states. X-ray diffraction, with the sin\(^2\psi\)-method described by Macherauch and Müller, is used in order to determine residual stresses. [32]. The measurements were conducted on a Seifert XRD 3003TT two circle X-ray diffractometer by GE Inspection Technologies with a position sensitive detector. As anode material a Cr tube was used. The point focus measuring spot was limited with a 2 mm point collimator. Measuring conditions were: For C22.8 the \(\alpha\)-Fe 211 peak was measured in a Bragg angle range of 2\(\theta\) = 152.0\(^{\circ }\)–160.95\(^{\circ }\), \(\varDelta\)2\(\theta\) = 0.025\(^{\circ }\), t = 72 s, \(\varPsi\) = \(-45^{\circ }\) to + 45\(^{\circ }\) in nine steps. For X45CrSi9-3 the \(\gamma\)-Fe peak was measured by 2\(\theta\) = 123.0\(^{\circ }\)–133.9\(^{\circ }\), \(\varDelta\)2\(\theta\) = 0.1\(^{\circ }\), t = 72 s and the same \(\psi\) conditions. The maximum depth information of the X-radiation that can be obtained non-destructively is \(\tau _{max}\) = 5.5 \(\upmu \hbox {m}\) for \(\alpha\)-Fe 211 and \(\tau _{max}\) = 5.1 \(\upmu \hbox {m}\) for \(\gamma\)-Fe 220. For higher depth information, material has to be removed. In order to keep the effect on the residual stress state negligibly small, the material is removed step by step by electrolytic polishing until the desired depth information is achieved. For the material removal the electrolyte A2 (60% perchloric acid) from Struers was used. The step size was 10 \(\upmu \hbox {m}\) until the residual stress minimum was reached and was then adjusted individually according to the specimen to be measured with regard to the step size. The step size was subsequently varied between 50 and 100 \(\upmu \hbox {m}\). A number of 20–31 depth ablations was performed per specimen depending on the material transition. The measured data set was finally evaluated with the RayfleX software by General Electric GmbH.
2.6 Metallographic investigations and hardness
Cross-sections are made after each process step to investigate the distribution of the cladding layer, the hardness and the microstructure. For this purpose, two shafts per process step are separated into quarters. One sample is used for analysis of layer distribution and microstructure. For this purpose, the sample is embedded, grinded, polished and etched with 2% nitric acid for the analysis of the cladding and base material. The seven other samples are used to analyze the hardness. The Vickers hardness test method is used to determine the hardness. Three series of measurements with 45 measurement values each at a distance of 0.1 mm are carried out per sample from the surface of the cladding into the base material.
3 Results and discussion
3.1 Cladding layer distribution
The layer distribution after the various process steps is shown in Fig. 7. After laser hot-wire cladding, the cladding is 1.4 mm high so the diameter in the area of the later bearing seat is increased to 29.8 mm. Due to the dilution with the base material, the maximum cladding thickness is 1.75 mm. Cross-wedge rolling reduces the diameter of the shaft in the area of the bearing seat to 28 mm. The width of the cladding increases, while the thickness of the cladding decreases to 1.35 mm. Subsequent machining reduces the bearing seat diameter to 27 mm, which leads to a cladding thickness of 0.85 mm. Deep rolling has no influence on the cladding geometry, since only microforming takes place.

X45CrSi9-3 cladding layer distribution after the different process steps
The layer distribution shows an asymmetric distribution after the process step cross-wedge rolling. The bearing seat is not completely cladded. This is caused by an unfavorable start position of the semi-finished product in the cross-wedge rolling module. However, this does not affect the analysis of the properties, since in all cases a sufficient amount of cladding material is present in relevant measuring areas.
3.2 Microstructure and hardness
The microhardness profile of the shafts after LHWC with X45CrSi9-3 is shown in Fig. 8 and the microhardness profile of the X2CrNiMo19-12 cladding is added for comparison. For better comparability of the two hardness curves, the data points are arranged in such a way that the material transition zone is in the same position for both hardness curves. Fluctuations in the position of the material transition zone due to batch variations can thus not influence the overall impression. After laser hot-wire cladding the X45CrSi9-3 cladding has a hardness of 670 HV0.1 to 725 HV0.1 while the X2CrNiMo19-12 cladding has a minimum hardness of 200 HV0.1 and a maximum hardness of 305 HV0.1 in the transition area from base material to cladding material. The hardness of the base material ranges from 150 HV0.1 to 170 HV0.1 and does not vary within the Tailored Forming process chain. The hardness of the X45CrSi9-3 cladding material in this investigation is approx. 300 HV0.1 higher than the hardness values obtained in a previous investigation of a hybrid bevel gear of the same material combination [4]. In contrast to this study, a scanner-based laser hot-wire process was used to manufacture the cladding and different cladding geometry was used. This can lead to altered cooling behavior and changes of microstructural compositions.

Comparison of the micro hardness profile in a hybrid shaft with a cladding of X45CrSi9-3 and X2CrNiMo19-12 after laser hot-wire cladding
After CWR the mean hardness of the X45CrSi9-3 cladding varies between 680 HV0.1 to 730 HV0.1 depending on the distance to the surface. The hardness near the surface is a little bit lower with 585 HV0.1. Compared to the hardness values after the LHWC, significantly larger fluctuations in hardness occur. The hardness values are higher than the hardness of the bevel gear of the same material combination after die forging. Only hardness values in the range of 380 HV0.5 to 580 HV0.5 were obtained there. The X2CrNiMo19-12 cladding has hardness values between 200 HV0.1 and 250 HV0.1. The microhardness profiles after CWR are shown in Fig. 9. The corresponding microstructural images for the microhardness profiles are shown in the Figs. 10 and 11.

Comparison of the micro hardness profile in a hybrid shaft with a cladding of X45CrSi9-3 and X2CrNiMo19-12 after cross-wedge rolling
The microstructure of the dilution zone after deposition welding is shown in Fig. 10a. The base material has a typical Widmanstätten microstructure of long white ferrite needles, which is caused by the high cooling rate from austenitising temperature during solidification. Figure 10b shows the microstructure of the cladding. Due to the second layer, an anistropic alignment of the structure is created in the first layer. The anisotropic attributes are not longer present due to the recrystallisation of the grains during CWR which is shown in Fig. 11a. The base material and the cladding layer have a more fine-grained microstructure which corresponds to a typical forming microstructure. Figure 11b shows a magnified image of the dilution zone, where a martensitic needle shaped microstructure in the cladding layer is present.

Microstructure of the dilution zone (a) and cladding layer (b) after deposition welding

Microstructure of base and cladding material (a) and magnified view (b) after CRW
The further process steps of turning and deep rolling have no further influence on the base material and only lead to changes near the surface. Figure 12 shows the surface zone after turning and deep rolling. In Fig. 12b slight deformation textures are visible near the surface, while Fig. 12a shows the microstructure after turning. The black dots in Fig. 12b are carbon emissions which was proven by EDX measurements.

Microstructure of the cladding layers after turning (a) and deep rolling (b)
After turning the hardness of the X45CrSi9-3 cladding is decreased to 670 HV0.1. The hardness of the X2CrNiMo19-12 cladding is increased to 240 HV0.1 to 270 HV0.1. The microhardness profiles after turning and deep rolling are shown in Figs. 13 and 14. Deep rolling further increases the hardness of the area of the cladding which is close to the surface. For both cladding materials the hardness decreases with further distance from the surface. In the X45CrSi9-3 cladding a maximum hardness of 740 HV0.1 is achieved, which is in the same range as the hardness after laser hot-wire cladding. In the X2CrNiMo19-12 cladding the hardness is significantly lower at 370 HV0.1 but a significant increase of the hardness compared to all previous process steps can be observed. In deep rolling the Hertzian pressure leads to work hardening of the surface and subsurface which causes the increase in hardness compared to turned shafts.

Comparison of the micro hardness profile in a hybrid shaft with a cladding of X45CrSi9-3 and X2CrNiMo19-12 after turning

Comparison of the micro hardness profile in a hybrid shaft with a cladding of X45CrSi9-3 and X2CrNiMo19-12 after deep rolling
3.3 Residual stress state
Figure 15 displays the residual stress depth profiles along the entire process chain. The profiles were measured in axial (\(\sigma _{II}\)) and circumferential (\(\sigma _{\perp }\)) direction of the specimen. While both, \(\alpha\)-Fe and \(\gamma\)-Fe could be measured in the X45CrSi9-3 cladding material using X-ray phase analysis, only \(\alpha\)-Fe was predominantly detected in the C22.8 base material. Consequently, the detection of the material transition can be determined using the different phases in the specific material regions. Higher compressive residual stresses are found in the axial direction during deposition welding, turning and deep rolling. In these processes, increased plastic deformation consequently takes place in the axial direction. In CWR, however, higher compressive residual stresses are measured in the circumferential direction. Accordingly, a stronger plastic deformation takes place in the circumferential direction during CWR.

Residual stress depth profiles within the process chain after each process step
At first sight, a change in the residual stress depth profiles along the process chain is noticeable. Tensile residual stresses are measured in the surface after deposition welding. With increasing surface distance, the residual stresses shift to compressive until a maximum is finally reached below the surface at a depth of approx. 0.05 mm. The material transition takes place in a depth range of 1.4 mm to 1.6 mm. In the residual stress depth profile of \(\alpha\)-Fe, an increase of the residual stresses in tensile direction takes place within this range. The residual stresses measured at the \(\gamma\)-Fe peak are also detectable only up to this depth range. The cause for high tensile residual stresses near the surface are thermal loads that the material experiences in the process. During deposition welding, the thermal stress acts locally on a very small surface area. This effect is further enhanced by the low coefficient of thermal expansion of the cladding material, which limits the thermal expansion into the component depth. Thus, tensile residual stresses result surface near. Due to the stress equilibrium compressive residual stresses occur below the surface. After CWR, residual stress determination in the area near the surface is not possible. The reason for this is the oxide layer. After elimination of the oxide layer by electrolytic polishing, iron peaks can be detected again. Compared to deposition welding, the residual stresses in a depth range of 0.05–0.2 mm shift significantly into the tensile range. The material transition takes place in a similar depth range as after deposition welding. A significant difference with respect to material transition can be observed after machining. Here, the material transition takes place at a significantly lower component depth. This is due to the fact that the material is separated during machining. This reduces the layer thickness and consequently the material transition takes place at a smaller distance to the surface. After the turning process, similar to deposition welding, the surface is subject to tensile residual stresses. With increasing component depth, however, these tensile residual stresses decrease and are shifted to compressive. A compressive residual stress maximum is reached very close to the surface at a depth of 0.03 mm. With further increase, the compressive residual stresses decrease until finally an increase towards tensile occurs in the material transition region. The residual stresses are almost constant along the process chain at approx. \(\sigma\) = 100 MPa in the base material. The different process steps along the process chain only have effects in the area of the cladding material close to the surface. Deep rolling shifts the residual stresses significantly to compressive ones. In contrast to the previous process steps, compressive residual stresses are also present near the surface. This is due to the exclusively mechanical stresses that act during deep rolling. It is also noticeable that the gradient in the material transition region is significantly reduced by the deep rolling process. The typical convex residual stress depth curve is determined by Hertzian compression. A compressive residual stress maximum is reached at − 1400 MPa at a depth of z = 75 \(\upmu \hbox {m}\).
4 Outlook
In this study, the Tailored Forming process chain and its effect on the surface and subsurface properties of the hybrid component of the material combination C22.8 and X45CrSi9-3 was investigated and the results were compared to a previous study of the material combination C22.8/X2CrNiMo19-12. The hybrid shafts were successfully manufactured without any layer separation, internal defects or cracks occurring in the course of the process chain. However, the position of the shaft in the CWR tool was unfavorable, which resulted in the bearing seat not being completely covered by the cladding. But still, there is sufficient cladding material in the area to allow all planned analyses and measurements to be carried out. After deposition welding high tensile residual stresses were measured in the surface of the cladding while compressive residual stresses were measured below the surface. This effect could also be observed in the previous investigation of the austenitic cladding material. After CWR a compressive residual stress state is present up to a depth of 1.2 mm. Below that point the residual stress shifts into the tensile state for \(\alpha\)-Fe. Due to the lower coefficient of thermal expansion of the cladding material the formation of compressive residual stresses was to be expected. After turning a bow-shaped course of the residual stress profile is present. The surface is subject to a tensile residual stress but with increasing distance from the surface it shifts towards a compressive one. Deep rolling led to a shift of the residual stress state towards compressive residual stress. A maximum was reached at − 1.400 MPa at a depth of 75 \(\upmu \hbox {m}\). While the residual stress state in the cladding was affected by the thermal and mechanical loads during the different process steps the stress state of the base material remained in the range of 100 MPa during all process steps. Compared with the previous study, it is apparent that the coefficient of thermal expansion influences the stress state after hot forming. Whereas in shafts with a cladding of austenitic stainless steel a tensile residual stress state occurs after forming, in shafts with a cladding of X45CrSi9-3 mostly compressive residual stresses occur and only in the area of the material transition tensile residual stresses could be detected.
High hardness values of 725 HV0.1 were achieved after LHWC. The hardness was slightly reduced during CWR and during turning. As expected, deep rolling increased the hardness of the cladding material to a maximum of 740 HV0.1, which is only slightly higher than the initial hardness after LHWC.
As already known from the state of the art, the welded structure (Widmanstätten microstructure in the base material and anisotropy in the cladding) could be converted into a fine-grained structure by hot forming.
In this paper it was shown that the coefficient of thermal expansion of the cladding material can influence the residual stress state after hot forming. In further experiments, it will now be investigated whether stronger compressive residual stresses after hot forming can be adjusted by targeted material selection on the basis of the coefficients of thermal expansion. Conceivable options include the combination of a cylinder made of C22.8 with a cladding of X2CrNiMo19-12 and a further cladding of X45CrSi9-3 or the use of cylinders made of austenitic stainless steel with a cladding of X45CrSi9-3.
References
Saha MK, Das S (2016) A review on different cladding techniques employed to resist corrosion. JAEI 86(1–2):51–63. https://doi.org/10.22485/jaei/2016/v86/i1-2/119847
Blohm T, Nothdurft S, Mildebrath M, Ohrdes H, Richter J, Stonis M, Langner J, Springer A, Kaierle S, Hassel T, Wallaschek J, Overmeyer L, Behrens B-A (2018) Investigation of the joining zone of laser welded and cross wedge rolled hybrid parts. Int J Mater Form 11:829–837. https://doi.org/10.1007/s12289-017-1393-0
Chugreeva A, Mildebrath M, Diefenbach J, Barroi A, Lammers M, Hermsdorf J, Hassel T, Overmeyer L, Behrens B-A (2018) Manufacturing of high-performance bi-metal bevel gears by combined deposition welding and forging. Metals 8(11):898. https://doi.org/10.3390/met8110898
Behrens B-A, Diefenbach J, Chugreeva A, Kahra C, Herbst S, Nürnberger F (2020) Tailored forming of hybrid bevel gears with integrated heat treatment. Procedia Manuf 47:301–308. https://doi.org/10.1016/j.promfg.2020.04.234
Coors T, Mildebrath M, Büdenbender C, Saure F, Faqiri MY, Kahra C, Prasanthan V, Chugreeva A, Matthias T, Budde L, Pape F, Nürnberger F, Hassel T, Hermsdorf J, Overmeyer L, Breidenstein B, Denkena B, Behrens B-A, Maier HJ, Poll G (2020) Investigations on tailored forming of AISI 52100 as rolling bearing raceway. Metals 10(10):1363. https://doi.org/10.3390/met10101363
Behrens B-A, Chugreev A, Matthias T, Poll G, Pape F, Coors T, Hassel T, Maier HJ, Mildebrath M (2019) Manufacturing and evaluation of multi-material axial-bearing washers by tailored forming. Metals 9(2):232. https://doi.org/10.3390/met9020232
Pape F, Coors T, Barroi A, Hermsdorf J, Mildebrath M, Hassel T, Kaierle S, Matthias T, Chugreev A, Behrens B-A, Overmeyer L, Poll G (2018) Tribological study on tailored-formed axial bearing washers. Tribol Online 13(6):320–326. https://doi.org/10.2474/trol.13.320
Kruse J, Mildebrath M, Stonis Behrens B-A, Hasse MT (2019) Cross-wedge rolling of PTA-welded hybrid steel billtes with rolling bearing steel and hard material coatings. AIP Conf Proc 2113:040019. https://doi.org/10.1063/1.5112553
Kruse J, Mildebrath M, Budde L, Coors T, Faqiri MY, Barroi A, Stonis M, Hassel T, Pape F, Lammers M, Hermsdorf J, Kaierle S, Overmeyer L, Poll G (2020) Numerical simulation and experimental validation of the cladding material distribution of hybrid semi-finished products produced by deposition welding and cross-wedge rolling. Metals 10(10):1336. https://doi.org/10.3390/met10101336
Budde L, Prasanthan V, Kruse J, Faqiri MY, Lammers M, Hermsdorf J, Stonis M, Hassel T, Breidenstein B, Behrens B-A, Denkena B, Overmeyer L (2021) Investigation of the influence of the forming process and finishing processes on the properties of the surface and subsurface of hybrid components. Int J Adv Manuf Techn. https://doi.org/10.1007/s00170-021-08066-3
Liu S, Liu W, Kovacevic R (2017) Experimental investigation of laser hot-wire cladding. Proc Inst Mech Eng Part B J Eng Manuf 231:1007–1020. https://doi.org/10.1177/0954405415578722
Kisielewicz A, Thalavai Pandian K, Sthen D, Hagqvist P, Valiente Bermejo MA, Sikström F, Ancona A (2021) Hot-wire laser-directed energy deposition: process characteristics and benefits of resistive pre-heating of the feedstock wire. Metals 11:634. https://doi.org/10.3390/met11040634
Bambach M, Sizova I, Silze F, Schnick M (2018) Comparison of laser metal deposition of Inconel 718 from powder, hot and cold wire. Procedia CIRP 74:206–209. https://doi.org/10.1016/j.procir.2018.08.095
Kottman M, Zhang S, McGuffin-Cawley J, Denney P, Narayanan BK (2015) Laser hot wire process: a novel process for near-net shape fabrication for high-throughput applications. JOM 67:622–628. https://doi.org/10.1007/s11837-014-1288-1
Jagodzinski A, Kruse J, Barroi A, Mildebrath M, Langner J, Stonis M, Lammers M, Hermsdorf J, Hassel T, Behrens B-A, Overmeyer L (2019) Investigation of the prediction accuracy of a finite element analysis model for the coating thickness in cross-wedge rolled coaxial hybrid parts. Materials 12:1–16. https://doi.org/10.3390/ma1218296
Pater Z (2014) 3.10—cross-wedge rolling. Compreh Mater Process 3:211–279. https://doi.org/10.1016/B978-0-08-096532-1.00315-0
Pater Z, Tomczak J, Bulzak T (2018) New forming possibilities in cross wedge rolling processes. Arch Civ Mech Eng 18(1):149–161. https://doi.org/10.1016/j.acme.2017.06.005
Wang M, Xiang D, Xiao C, Zhou J (2012) Influence of cooling conditions of tools on central deformation of workpiece and tool wear in cross wedge rolling. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-011-3537-6
Zhou J, Yu Y, Zeng Q (2014) Analysis and experimental studies of internal voids in multi-wedge cross wedge rolling stepped shaft. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-014-5768-9
Li Q, Lovell MR, Slaughter WS, Tagavi KA (2002) Investigation of the morphology of internal defects in cross wedge rolling. J Mater Process Technol 125:248–257. https://doi.org/10.1016/S0924-0136(02)00303-5
Chen Y, Gan H, Zhang S, Cheng M, Song H (2016) Analysis of deformation and internal defect in flat-wedge cross-wedge rolling of GH4169 superalloy. Mater Sci Forum. https://doi.org/10.4028/www.scientific.net/MSF.879.324
Li Q, Lovell MR (2004) The establishment of failure criterion in cross wedge rolling. Int J Adv Manuf Tech. https://doi.org/10.1007/s00170-003-1607-0
Jawahir IS, Brinksmeier E, M’Saoubi R, Aspinwall DK, Outeiro JC, Meyer D, Umbrello D, Jayal AD (2011) Surface integrity in material removal processes: recent advances. CIRP Ann 60(2):603–626. https://doi.org/10.1016/j.cirp.2011.05.002
Abrão AM, Denkena B, Breidenstein B, Mörke T (2014) Surface and subsurface alterations induced by deep rolling of hardened AISI 1060 steel. Prod Eng Res Dev 8:551–558. https://doi.org/10.1007/s11740-014-0539-x
Altenberger I (2005) Deep rolling—the past, the present and the future. Proc ICSP 9:144–155
Saalfeld S, Krochmal M, Wegener T, Scholtes B, Niendorf T (2021) On the fatigue behavior of differently deep rolled conditions of SAE 1045 in the very-high-cycle fatigue regime. Int J Fatigue 151:106360. https://doi.org/10.1016/j.ijfatigue.2021.106360
Deutsche Edelstahlwerke Services GmbH (2016) Werkstoffdatenblatt X45CrSi9-3 1.4718. https://www.dew-stahl.com/fileadmin/files/dew-stahl.com/documents/Publikationen/Werkstoffdaten-blaetter/RSH/1.4718_de.pdf. Accessed 31 Aug 2021
Woite M GmbH. Werkstoff-Nr. 10460. https://woite-edelstahl.info/10460de.html. Accessed 22 Mar 2021
Deutsche Edelstahlwerke Services GmbH (2015) Werkstoffdatenblatt X2CrNiMo18-14-3 1.4435. https://www.dew-stahl.com/fileadmin/files/dew-stahl.com/documents/Publikationen/Werkstoff-datenblaetter/RSH/1.4435_de.pdf. Accessed 2021
Matmatch GmbH. EN 10273 Grade P250GH normalized or normalized formed (+N). https://matmatch.com/de/materials/minfm35728-en-10273-grade-p250gh-normalized-or-normalized-formed-n-. Accessed (2021)
Lammers M, Hermsdorf J, Kaierle S (2020) Entwicklung von Laser-Systemkomponenten für das koaxiale Laser-Draht-Auftragschweißen von Metall- und Glaswerkstoffen. In: Lachmayer R, Lippert R, Kaierle S (eds) Konstr. Für Die Addit. Fert. 2019. Springer, Berlin, pp 245–260. https://doi.org/10.1007/978-3-662-61149-4_15
Macherauch E, Müller P (1961) Das sin\(^2\psi \)-Verfahren der röntgenographischen Spannungsmessung. Zeitschrift für Angewandte Physik 13(7):305–312
Funding
Open Access funding enabled and organized by Projekt DEAL. This research was funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) — CRC 1153, subproject A4, B1, B4—252662854.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Budde, L., Prasanthan, V., Merkel, P. et al. Material dependent surface and subsurface properties of hybrid components. Prod. Eng. Res. Devel. 16, 647–659 (2022). https://doi.org/10.1007/s11740-022-01128-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-022-01128-9