
Abstract
In the past few years, the Extreme High-Speed Laser Application (EHLA) process has been used as a coating technology alongside conventional processes due to its unique process characteristics and as an economical and sustainable alternative to traditional technologies. Compared to other LMD processes, the main energy input is into the powder material instead of into the substrate. This potentiates the achievement of to significantly higher surface and deposition rates as well as the coating of heat-sensitive substrates. Moreover, this increase in resource efficiency leads to a more sustainable and economically attractive process. To reduce component´s weight as well as secondary energy consumption, aluminum has become an essential base material in most industrial sectors. Aluminum is not simple to process its resistance is comparatively small due to its low hardness in relation to widely used steels. The low melting temperature of aluminum (approx. 750 °C) poses a great challenge when coating with, for example, iron-based alloys. Another challenge for laser-based systems is the reflectance of aluminum in the wavelength range of conventional laser beam sources (approx. between 1030 and 1070 nm). Therefore, for conventional laser-based processes, laser beam sources in other wavelength spectra, e.g., green or blue, are being developed to improve the processing of aluminum. Currently, commercially available multi-kW lasers in the visible light spectrum are still below the available power of IR-beam sources. In the context of this study, the feasibility of coating aluminum mase materials using EHLA is investigated. Besides the feasibility, the focus is to determine the maximum achievable surface and deposition rates up to the utilization of the available 8 kW infrared laser powder.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In these days of rising energy and raw material costs, the demand for lightweight constructions and resource-efficient manufacturing processes increases. Thereby, especially in the mobility sector such as automotive, aerospace, but also in other industrial sectors such as construction of tools and special mechanical engineering, lightweight design is a key in the reduction in energy demand and CO2 emissions. This can increase the payload of, e.g., aircraft and space modules as well as the operating distance per amount of energy used and reduce secondary CO2 emissions significantly. Especially in the current politically and socially required energy and mobility change, the focus on lightweight construction is greater than ever. Aluminum of 2.70 g/cm3 density is a demanded material in this context (Ref 1). Aluminum will remain a material of the future. It is stable, light and available in large quantities. The global demand is increasing by four percent per year (Ref 2). Aluminum is a silvery-white light metal which, due to its material properties—high electrical and thermal conductivity, low density, high resistance to environmental influences, high strength-to-weight ratio—it is used in Germany primarily in the vehicle and aircraft construction, in the building industry (15%), in mechanical and electrical engineering (14%) and as packaging material (10%) (Ref 3). With a consumption of 2.1 million tons, Germany is the world's third largest consumer of primary aluminum after China (33.3 million tons) and the USA (4.6 million tons) (Ref 4). According to the general rule followed by car designers, a 100 kg reduction in the weight of a car reduces fuel consumption by up to half a liter for a 100 km distance, which corresponds to an emission saving of around 11 g/km of CO2. By switching from a steel body to an aluminum body, about 150 kg of weight can be saved in car construction (Ref 5).
Aluminum is extracted from the ore bauxite, which is first leached to produce the raw material aluminum oxide in the Bayer process, also known as alumina. The alumina is then converted into pure aluminum in a primary aluminum smelter by means of fused-salt electrolysis, the so- called Hall-Héroult process (Ref 3). In metal production, a distinction is made between primary aluminum, which is extracted from bauxite, and secondary aluminum from aluminum scrap. The production of 1 t primary aluminum requires approx. 423.2 kWh electricity and approx. 558 Nm3 natural gas with advanced technologies (Ref 6). Recycling requires only about 5% of the energy of primary aluminum. Three quarters of all the aluminum ever produced (since the 1880s) are still in productive use (Ref 7). Due to rising raw material as well as energy costs in combination with the international political situation, the price of aluminum per ton has been rising by more than 60% in the past year (Ref 8). As most components in manufacturing are currently produced from solid material by means of machining, the demand for local additive manufacturing processes such as Laser Metal Deposition (LMD) for new part production and repair applications is increasing to reduce the necessary material quantity and thus the manufacturing costs. The main application is the economical and resource-efficient repair of worn aluminum surfaces with comparable material.
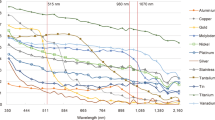
In LMD a melting bath is created locally by means of laser radiation, into which the powder material is fed and melts upon contact with the substrate surface. However, aluminum is a difficult material to coat on and to process with LMD due to its material properties in terms of reflectance and absorption. How much laser energy a material absorbs depends on the wavelength of the laser used (Ref 9). For LMD, mostly solid-state lasers with a wavelength of approx. 1064 nm are used. At this wavelength, aluminum absorbs approx. 5% of the energy of the laser beam and in comparison, iron absorbs approx. 30% and steel even more (Ref 10). Since the absorption coefficient of aluminum in the visible light spectrum is significantly greater, new laser beam sources are currently being developed in the red, green and blue light spectrum. However, these lasers are still in the development stage and accordingly not yet available for large laser powers.
An alternative can be offer the Extreme High-Speed Laser Metal Deposition (EHLA) procedure, which is a further development of LMD. The main difference is the change in the main energy input from the substrate to the powdery material (Ref 11). This allows the energy input between powder material and substrate to be separated and individually controlled by suitable parameter selection. This means that almost all coating metals can be processed and almost all metals combinations can be created using conventional laser beam sources in the IR light spectrum (Ref 12,13,14). So far, there is only a small amount of prior knowledge regarding the economic possibilities of EHLA in terms of deposition and surface rate available.
In this project, the maximum deposition and surface rate of cm2/min for a 100 µm coating thickness by means of EHLA for the use of an 8 kW IR-beam source for the Al-based alloy AlSi10Mg were evaluated. Thereby, the influence of varying process parameters such as surface speed, laser spot diameter, powder mass flow and laser power on the coating characteristics is investigated.
Methods and Materials
Extreme High-Speed Laser Material Deposition (EHLA)
EHLA offers new possibilities due to its unique process properties for the economical and low- resource coating of aluminum. A schematic figure of the EHLA process with the most important process parameters is given in Fig. 1. The powder material is fed to the deposition process via a continuous powder feed nozzle HighNo 4.0 positioned coaxially to the laser beam (Ref 15). The focus of the powder gas stream is positioned above the substrate. In this process, most of the laser energy is absorbed by the powder particles before they hit the substrate, which enables new materials and material combinations to be processed (e.g., Al and Al-based alloys). The residual energy forms a small melt pool on the substrate surface. Since the energy input is directed into the coating material, the heat influence for the substrate is small. Process speeds of up to 500 m/min can be achieved. In combination with the track displacement, coatings with layer thicknesses in a range between 20 to 350 µm are produced (Ref 11, 16,17,18). Depending on the coating material and process parameters, deposition efficiencies of up to 96% can be achieved (Ref 14).

Left: EHLA Process; right: Schematic illustration of EHLA Process
The process parameters that influence the energy input into the powder particles and the substrate material are the particle velocity vparticle and the powder mass flow mp in the powder gas stream. The energy input into the substrate is mostly influenced by process speed vp and track displacement which is the lateral distance between one coating pass and the following pass. This affects the pool size and the size of the heat affected zone. In addition, the cooling rate of the coating can mainly be controlled by the process speed (Ref 19).
For the investigations of the maximum deposition and surface rate with the use of an 8 kW—IR disk laser by means of EHLA, the Al-based alloy AlSi10Mg is used as coating material and AlMgSi0.5 as substrate. The maximum deposition and surface rates are to be determined for two different process speeds, 100 m/min and 200 m/min. The speed 100 m/min is already used partially for EHLA processes, but the maximum deposition and surface rates are unknown. In addition, the potentials from doubling the process speed to 200 m/min are to be examined. Table 1 presents an overview of the process parameters that are kept constant. For this purpose, a modified HighNo 4.0 nozzle is used for the material feed (Ref 15) and the 8 kW disk laser from TRUMPF is used as the beam source. The inert gas argon is used as a shielding and conveying gas.
Within the scope of this investigation, the maximum surface and deposition rate for a 100 µm layer thickness are determined. The generated layer thickness is monitored in the first step by means of inductive layer thickness measurement. The beam intensity required to produce a layer depends on the laser power and the area affected, thus the spot diameter, which is continuously increased to achieve maximum utilization of the 8 kW. The surface rate is a product of the process speed \(\vec{v}_{{{\text{Proz}}}}\) (surface speed/radial speed) and the track displacement f per revolution of the pipe (axial speed) (s. Equation 1). The track overlap is calculated from the laser spot diameter and the track overlap, whereby the track width is set equal to the laser spot diameter. Within these experimental procedures, the track overlap is kept in the range of 75–85%, whereby the track offset is continuously increased as the laser spot diameter is extended.
Equation 1: Surface rate: \(\vec{A}\) = surface rate [cm2/min]; process speed = \(\vec{v}_{p}\) [m/min]; Track Displacement = f [mm/rev]].
To achieve the layer thickness of 100 µm, the material supply per time must be continuously scaled up by increasing the surface rate. For this purpose, the max. deposition rate for the 8 kW and max. surface rate is to be determined. In this context, the deposition rate corresponds to the powder mass flow that is fed to the EHLA process. However, the laser power is continuously increased as the area or deposition rate grows and is varied for the individual steps. In Table 2, an overview of the goals is shown below. For each trial conducted, the coating thickness is determined inductively by means of approx. 4—6 measuring points and subsequently verified through metallographic analysis.
AlSi10Mg
For the trials, AlSi10Mg manufactured by TLS (meanwhile ECKART TLS) has been used as the coating material. The powder used has a particle size distribution of 20–63 µm, presents a spherical morphology and a density of approx. 2.67 g/cm3. The exact chemical composition of the material is listed in Table 3 (Ref 20).
Setup
A Hornet 4-axis machine is used as the handling system for the study to increase the surface in addition to the deposition rate. On this machine, rotationally symmetrical parts of up to 45 kg can be machined on the tiltable spindle at up to 1300 RPM. The TruDisk8001 laser with an emitting wavelength of 1030 nm and a maximum output power of 8 kW is used in this study to identify the potential for increasing economic efficiency. The laser radiation is coupled into an optical fiber with a core diameter of 600 µm and a numerical aperture of NA = 0.1. The Beo D90 motorized processing optics are used to vary the laser spot diameter in a range between 1.2 and 4 mm.
The powdery coating material AlSi10Mg is conveyed to the EHLA system by means of a powder conveyor from Oerlikon and fed into the application process via a HighNo powder nozzle from the company HD Sonderoptiken GmbH. To achieve the longest possible service life, the exchangeable tips of the HighNo nozzles are coated using a DLC coating to prevent wear.
Results
Despite the high reflectance of aluminum and the associated welding challenges, through EHLA it is possible to deposit Al-based alloys as coating material as well as to coat Al. Due to the changed energy input, processing by IR laser is possible and the use of laser powers up to 8 kW could be demonstrated.
100 m/min
Based on prior experience, a parameter set has been determined as the initial study. At a speed of 100 m/min with a laser spot of Ø 1.2 mm, the coating shown in Fig. 2 and the parameter set summarized in Table 4 is identified. Thereby, a surface rate of 200 cm2/min could be achieved with a deposition rate of approx. 9 g/min. The produced coating of AlSi10Mg is dense and defect free bonded to the substrate. An average layer thickness of approx. 131 µm could be produced (Fig. 3).

Basic trial at 100 m/min; surface rate 200 cm2/min, powder mass flow approx. 9 g/min

Overview of the achieved spot diameter, deposition rate and surface rate for a 100 µm layer thickness with utilization of up to 8 kW laser power at 100 m/min
Based on this parameter set, the laser spot has been enlarged and consequently, the surface and deposition rate have been increased. As the surface area rate increases, more material must be fed into the process to reach 100 µm layer thickness. In the context of the study, no efficiency analysis has been carried out, which is why the listed deposition rate corresponds to the powder feed. The laser beam diameter on the substrate surface could be increased from 1.2 mm to 4 mm and thereby, a surface rate of up to 800 cm2/min could be achieved. To achieve a layer thickness of 100 µm, approx. 29 g/min AlSi10Mg had to be fed into the process. The metallographic analysis showed that with a laser spot diameter of 4 mm, the energy applied was not sufficient to produce a defect-free layer (s. Fig. 4 left). The laser intensity is not sufficient to create a defect-free bond to the substrate using a laser spot diameter of Ø 4 mm. The cross section of the defect-free coating produced with a laser power of 8 kW and a laser spot diameter of Ø 3.6 mm is shown in Fig. 4 right. A maximum surface rate of 800 cm2/min is achieved for a process speed of 100 m/min. A material supply of approx. 22.6 g/min is required to produce the coating of approx. 103 µm thickness in average (Table 5).

Left: Trial at 100 m/min using 8 kW with a laser spot Ø4 mm; surface rate 800 cm2/min; right: trial at 100 m/min using 8 kW with a laser spot Ø3,6 mm; surface rate 800 cm2/min
200 m/min
In comparison with the trials at 100 m/min, the trials have been carried out for process speed 200 m/min. During this process development, the laser spot diameter has increased from Ø 1.2 mm up to Ø 3.2 mm for a maximum laser power of 8 kW. This resulted in a maximum surface rate of up to 1600 cm2/min with a deposition rate of approx. 30 g/min for a 100 µm layer thickness (s. Fig. 5).

Overview of the achieved spot diameter, deposition rate and surface rate for a 100 µm layer thickness with utilization of up to 8 kW laser power at 200 m/min
However, no defect-free coating is produced at the surface rate of 1400 to 1600 cm2/min as well as for laser spot diameters ≥ 2.6 mm (s. Fig. 6). At 200 m/min, this results in a maximum surface rate of 1300 cm2/min with a laser spot diameter of 2.4 mm. An overview of the parameters used is shown in Table 6.

Trial at 200 m/min using 8 kW; surface rate 1300 cm2/min, powder mass flow approx. 34 g/min
Discussion
Using LMD, energy is added to the substrate, which requires a large laser power or a laser operating in visible wavelength range to introduce sufficient energy to create a molten pool in the substrate. The reflectance of Al in the liquid state is greater, which means there is a potential risk of destroying the optics, optical fiber or powder nozzle. Since the primary energy input is into the powdered filler material instead of the substrate, the heating of the substrate and powder material can be partially separated. The surface-to-volume ratio of the particle is different, which means that Al or Al-based alloys can be processed with IR lasers at comparatively lower laser powers. In the LMD application field, the energy density, given in Eq. 2, is usually used to compare the parameter correlation of process speed, laser spot diameter an laser power (Ref 21). For melt bath-based processes, however, this is a useful comparison, but in case of EHLA, the main energy input is into powder particles, as can be seen in Fig. 7.
Equation 2: Energy Density Laser Metal Deposition (LMD) ED,LMD [Jmm−2]; PL: Laser Power [W]; dlaser spot: Laser Spot Diameter [mm];\(\vec{v}_{process}\):Process Speed [mmin−1] (Ref 21).

Schematic presentation of the EHLA process with sketch of the particle interaction in the laser beam
Therefore, first calculations are being carried out as a result of the process comparison with the Laser Powder Bed Fusion (LPBF), which calculates the energy volume density depending on the powder mass flow (s. Eq. 3). For the EHLA method, this mass flow considered energy volume density has to be considered in combination with the intensity as well as the interaction time of laser spot with the substrate surface for a comparison. The residual energy is used to melt the material is given in Table 7.
Equation 3: Volume energy density in EHLA Ev,EHLA [J/mm3], PL: Laser power [W], \({{\rm{\dot m}}_{\rm{p}}}\): Powder mass flow [g/s]; ρMat: density of the supply material [g/mm3] (Ref 19).
The heating of the particles depends on many influencing variables, such as particle velocity, laser intensity, powder mass flow, particle morphology and the interaction path in the laser beam. The intensity of the laser beam depends on the laser line and the laser spot diameter (s. Eq 4). The residual energy generates a small melt bath on the substrate surface to enable a metallurgical bond. The heat input into the substrate surface therefore depends on the remaining laser intensity as well as the process speed and the resulting interaction time with the laser beam (s. Eq 5).
Equation 4: Intensity of the laser spot I [Wmm−2]; PL: Laser Power [W]; ALaser Spot: Surface of the Laser Spot [mm2].
Equation 5: Interaction Time Substrate tinteraction [s]; dlaser spot: Laser Spot Diameter [mm]; \(\vec{v}_{{{\text{process}}}}\): Process Speed [mmin−1].
The laser power has to be increased with increasing laser spot diameter as well as increasing powder mass flow. The interaction time of the particles in the laser beam as well as the introduced intensity at the process speed 100 m/min and laser spot diameter 4 mm is not sufficient to achieve a defect-free layer as well as defect-free bonding. At the working parameters of 200 m/min and a laser spot diameter of 2.4 mm with an even larger powder mass flow, the introduced volume energy is smaller, but the laser intensity is greater. This combination results in a dense and defect-free bonded layer. However, the consideration is very complex, which is why the combination of the individual variables must be considered for comparison here.
In the investigations, it has been shown that at a process speed of 100 m/min, a surface rate of 800 cm2/min is feasible at a power of 8 kW for a 100 µm layer thickness. In this context, the required laser power does not have to be increased equivalently to the enlargement of the spot diameter. Hence, the heating of the particles depends on the intensity (laser power/cross- sectional area of the laser spot) as well as the interaction time in the laser beam.
With an increase in the laser spot diameter, the interaction distance of the particles in the laser beam and the interaction time, respectively, grows as can be seen in Fig. 7. By increasing the laser spot diameter from 1.2 mm at 2200 W to 3.6 mm at 8000 W, the intensity has decreased from 1945.23 Wmm−1 to 785.95 Wmm−2. By doubling the process speed, the surface rate for a 100 µm layer thickness can be increased by 62.5% to 1300 cm2/min. However, the maximum laser spot of Ø 2.4 mm is approx. one third smaller than at 100 m/min. Therefore, a greater laser intensity of approx. 1769,4 Wmm−2 is required for the layer generation due to the higher process speed. Through the higher surface rates at 200 m/min, a higher feed rate of approx. 34 g/min is required. Increasing the process speed leads to an increase in the cooling rate and a finer microstructure (Ref 19). Whether an increase in the surface rate by enlarging the laser spot and increasing the track offset due to increasing laser power leads to comparable results of the microstructure must be further investigated in additional studies.
Due to the possible partial differentiation and the thus separately controllable heating of coating material and substrate, it is possible to create material combinations with different material properties. However, this allows for example aluminum substrate to be coated with iron-based alloys or iron substrate to be coated with aluminum (s. Fig. 8). This is especially interesting for lightweight applications, as EHLA can be used to produce dense coatings such as Fe-based coatings on Al substrates for increasing wear resistance. Figure 9 depicts the coating of an aluminum pipe with stainless steel 316L as an intermediate layer. A Metal Matrix Composite (MMC) of 316L + WC is deposited on the intermediate layer of 316L as wear protection. The coating still needs to be tested in application and the bonding investigated with regard to metallic brittle phases.

Cross sections: upper: coating of AlSiMg0.5 with stainless steel; bottom: Coating of Steel ST52 with Al

Coating of an aluminum cylinder with 316L and an wear resistant coating using the Metal Matrix Composite (MMC) of 316L + WC
Conclusions
In this study, the deposition of an Al-based alloy on Al substrates with a conventional 8 kW IR- laser beam source has been successfully demonstrated using EHLA. The results achieved are summarized below.
-
The feasibility of generating a coating with an Al-based alloy on an Al substrate using EHLA has been demonstrated for process speeds of 100 m/min and 200 m/min.
-
At a process speed of 100 m/min, a maximum surface rate of 800 cm2/min could be achieved for a 100 µm layer thickness and the maximum laser power of 8 kW. A laser spot diameter of Ø 3.6 mm and a deposition rate of approx. 22.5 g/min have been used to achieve this.
-
The surface rate could be increased to 1300 cm2/min with a process speed of 200 m/min. A laser spot diameter of Ø 2.4 mm and a deposition rate of approx. 34 g/min have been used to produce the coating.
-
The required laser power does not rise equivalently to the enlargement of the laser spot diameter or increase in the deposition or surface rate.
The results demonstrate the potential to increase the surface as well as deposition rate through increasing the laser power using EHLA. The use of larger laser powers can increase productivity significantly. In combination with the potential to process challenging to weld materials as well as the potential to create unconventional material pairings, this provides new possibilities for manufacturing and production, e.g., in the field of lightweight construction and so reduce the secondary energy demand.
Further steps should be taken to investigate how a greater increase in Laser performance affects the process. In addition, it will be investigated whether the energy efficiency per kg of material applied increases or decreases with higher laser powers.
References
Maschinenbau-Wissen. Dichte von Aluminium und Al-Legierungen. In: Maschinenbau-Wissen.de (2009).
J. Döschner, Aluminium-Produktion in Deutschland: Schmutzig, teuer, überflüssig. Tagesschau. https://www.tagesschau.de/wirtschaft/aluminium102.html.
J. Vasters, G. Franken, Aluminium: Information zur Nachhaltigkeit. Hannover (2020).
H. Elsner, D. Homberg-Heumann, D. Huy, R. Lutz, K. Moldenhauer, M. Pein, M. Schauer, S. Schmidt, M. Schmitz, H. Sievers, M. Szurlies, and H. Wilken, Deutschland-Rohstoffsituation (2018).
H.-P. Zepf, Faserverbundwerkstoffe mit thermoplastischer Matrix: Hochleistungswerkstoffe für rationelle Verarbeitung; mit 27 Tabellen und 107 Literaturstellen. Kontakt & Studium, Vol 529. Renningen-Malmsheim: expert-Verl (1997).
A. Guminski, E. Rouyrre, and M. Wiener, CO2-Verminderung in der Primäraluminiumherstellung. FFE Forschungsgemeinschaft für Energiewirtschaft (2019).
International Aluminium Institute. IAI MATERIAL FLOW MODEL–2021 UPDATE.
Finanzen.net. Aluminiumpreis Chart. In: https://www.finanzen.net/rohstoffe/aluminiumpreis.
Laser world of Photonics. Wellenlänge und Absorption. In: https://world-of-photonics.com/de/newsroom/photonik-branchenportal/photonik-kompakt/in-30- sekunden/wellenlaenge-und-absorption/.
J. Landry, Wie funktioniert das Laserätzen? Das Material absorbiert die Energie des Laserstrahls (2019).
Koß Stephan, A. Holzer, S. Megahed, S. Ziegler, J. H. Schleifenbaum, and K. Schmitz, Investigation of the coating of hydrodynamic plain bearing contact surfaces by means of Extreme High-Speed Laser Material Deposition (EHLA) (2021).
T. Schopphoven, A. Gasser, and G. Backes, T. Schopphoven, A. Gasser, and G. Backes, EHLA: Extreme High-Speed Laser Material Deposition: Economical and effective protection against corrosion and wear, Vol 14.
T. Li, L. Zhang, G. G. P. Bultel, T. Schopphoven, A. Gasser, J. H. Schleifenbaum, and R. Poprawe, Extreme High-Speed Laser Material Deposition (EHLA) of AISI 4340 Steel.
T. Schopphoven, A. Gasser and G.E.H.L.A. Backes, Extreme High-Speed Laser Material Deposition, LTJ, 2017, 14, p 26–29.
HD Special Optics for Laser Technology. HIGHNO-NEW GENERATION OF THE COAXIAL POWDER NOZZLE.
TWI, What is Extreme High Speed Laser Application (EHLA).
T. Schopphoven, A. Gasser, K. Wissenbach, T. Schopphoven, A. Gasser, K. Wissenbach and R. Poprawe, Investigations on ultra-high-speed laser material deposition as alternative for hard chrome plating and thermal spraying, J. Laser Appl., 2016, 28, p 7778.
M. Rettig, J. Grochowicz, K. Käsgen, R. Eaton, A. Wank, A. Hitzek, C. Schmengler, S. Koß, M.Voshage, J. H. Schleifenbaum, C. Verpoort, T. Weber, Carbidic Brake Rotor Surface Coating Applied by High-Performance Laser-Cladding; EuroBrake2020; 2020.
Koß Stephan, S. Koß, S. Ewald, M.-N. Bold, J. H. Koch, M. Voshage et al., Comparison of the EHLA and LPBF Process in Context of New Alloy Design Methods for LPBF, Vol 1161.
ECKART, Produktdatenblatt TLS AlSi10Mg.
G. Marchese, X. G. Colera, F. Calignano, M. Lorusso, S. Biamino, P. Minetola, and D. Manfredi, Characterization and Comparison of Inconel 625 Processed by Selective Laser Melting and Laser Metal Deposition, Vol 19. 2016 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim (2017).
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is an invited paper selected from presentations at the 2022 International Thermal Spray Conference, held May 4–6, 2022 in Vienna, Austria, and has been expanded from the original presentation. The issue was organized by André McDonald, University of Alberta (Lead Editor); Yuk-Chiu Lau, General Electric Power; Fardad Azarmi, North Dakota State University; Filofteia-Laura Toma, Fraunhofer Institute for Material and Beam Technology; Heli Koivuluoto, Tampere University; Jan Cizek, Institute of Plasma Physics, Czech Academy of Sciences; Emine Bakan, Forschungszentrum Jülich GmbH; Šárka Houdková, University of West Bohemia; and Hua Li, Ningbo Institute of Materials Technology and Engineering, CAS.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Koß, S., Vogt, S., Göbel, M. et al. Coating of Aluminum with High Deposition Rates through Extreme High-Speed Laser Application. J Therm Spray Tech 32, 1689–1697 (2023). https://doi.org/10.1007/s11666-023-01592-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-023-01592-4