
Abstract
Progressive induction hardening is an in-line steel heat treatment method commonly used to surface harden powertrain components. It produces a martensitic case layer with a sharp transition zone to the base material. This rapid process will induce large residual stresses, where a compressive state in the case layer will shift to a tensile state in the transition zone. For fatigue performance, it is important to quantify the magnitude and distribution of these stresses, and moreover how they depend on material and processing parameters. In this work, x-ray diffraction in combination with a layer removal method is used for efficient and robust quantification of the subsurface stress state, which combines electropolishing with either turning or milling. Characterization is done on C45E steel samples that were progressively induction hardened using either a fast or slow (27.5 or 5 mm/s, respectively) scanning speed. The results show that although the hardening procedures will meet arbitrary requirements on surface hardness, case depth and microstructure, the subsurface tensile stress peak magnitude is doubled when using a fast scanning speed. However, the near-surface compressive residual stresses are comparable. In addition, the subsurface tensile residual stress peak is compared with the on-surface tensile stresses in the fade-out zone.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Progressive induction hardening is an in-line heat treatment method that is well suited for high-volume production and moreover eco-friendly, with the prerequisite that low-carbon electricity is used (Ref 1, 2). It is commonly used to surface harden powertrain components, such as cam- and crankshafts, to improve their mechanical performance. The surface is locally heated, using an induction coil, above austenitization temperature and then subsequently quenched with a shower spray to harden into martensite (Ref 2). Austenitization of the surface layer will depend on the initial microstructure and reached heating temperature, where the latter in turn depends on material parameters and process details such as generator power, AC frequency, heating time, scanning speed and coil design (Ref 3). Ideally, the resulting case depth should be equivalent to the austenitization extent. Or in other words, steel hardenability and quenching characteristics should be hypercritical.
A main characteristic of induction hardening is the generation of high residual stresses (RS), where the martensitic surface’s compressive residual stresses are balanced by tensile stresses in the surface and subsurface transition zone (Ref 4). It is well known that compressive residual stresses are beneficial for a component to avoid fatigue failure, since it lowers the mean stress experienced over a load cycle (Ref 5). There are several experimental methods available for quantification of residual stresses, as reviewed by Withers and Bhadeshia (Ref 6). Mechanical methods include curvature measurements, hole drilling and compliance methods. To achieve better axial and lateral resolution, x-ray diffraction (XRD) is frequently adopted to measure residual stresses. Commonly, these methods also have limitations, either due to stress relaxation during depth residual stress profiling by destructive layer removal or by loss of resolution with increasing depth using nondestructive techniques, as for synchrotron (SXRD) or neutron diffraction (ND).
The present authors have in a previous work explored the capabilities of using large-scale research infrastructures (LSRI) such as SXRD and ND, to measure residual stresses of induction hardened samples (Ref 7). It has since then also been employed by Jászfi et al. to study induction hardening (Ref 8). Presently, these techniques are expensive and requires long lead times since access to appropriate beamlines is limited. In addition, the penetration depths of x-rays and even neutrons are restricted, and it can be difficult to resolve the sharp transition for residual stresses generated by induction hardening. For example, with bulk measurements using neutrons, the measurement volume in a single spot could be of millimeter size rather than in microns. Moreover, these novel LSRI measurements often require complex sample preparation and ad hoc data analysis, including calibration samples with a stress-free state. Therefore, the attention in this work was directed toward semi-destructive or destructive measurements using a standardized lab-XRD system by developing suitable layer removal methods.
Kristoffersen and Vomacka (Ref 9) used lab-XRD to characterize the complex stress distribution for single-shot induction hardened 42CrMo4 (AISI 4140) steel bars, which had an as-delivered quenched and tempered microstructure. By grinding and deep etching, they confirmed that the compressive residual stresses of the case layer (with a peak magnitude of 400-800 MPa) were balanced by a subsurface tensile stress peak of 300-400 MPa. These findings are similar to the experimental results reported by Coupard et al. (Ref 10), where a low-alloyed carbon steel was induction hardened to 2-3 mm case depth. Subsurface residual stresses was also the topic of a non-peer-reviewed thesis work by Petterson (Ref 11), where single-shot induction hardened cylinders in 50CrMo4 showed 600 MPa tensile residual stresses in the transition zone. This thesis work employed a combination method of machining and electropolishing to measure stresses down to 5 mm depth.
A favorable near-surface residual stress state is promoted by contour hardening using induction (Ref 12), whereas through hardening can lead to a tensile residual stress state (Ref 13). Moreover, it is known that the quenching intensity also influences the magnitude of compressive stresses. For instance, Areitioaurtena et al. (Ref 14) experimentally showed that compressive residual stresses doubled in magnitude as the quenchant polymer concentration was lowered from 12 to 4%, which resulted in a faster quench after induction heating of a 42CrMo4 steel.
In general, the magnitude and distribution of residual stresses in a hardened workpiece are rather complex to predict, since it dynamically depends on material, heating and quenching. Researchers have attempted to capture these dynamics of the induction hardening by finite element simulations. For instance, Li et al. (Ref 15) showed by simulations how the induction heating process parameters, such as frequency, power and scanning speed, affect the temperature profile. This will in turn significantly affect the residual stress distribution, although the case depth is maintained. Moreover, they showed that the cooling rate also has a significant effect on residual stresses and distortion. That is, a higher quenching rate induced higher surface compressive stresses and thus higher tensile stresses in the core.
As seen in a recent study by Torkamani et al. (Ref 16), induction hardened of a bearing steel C56E2 can outperform through hardened 100Cr6 in terms of wear, which were attributed to the superior compressive residual stress state. However, Savaria et al. (Ref 17) have shown that residual stresses generated from induction hardening can have a negative impact on the bending fatigue strength and that crack initiation can occur subsurface due to high tensile residual stresses in the transition zone. The present work concerns this residual stress state of the transition zones, both on- and subsurface, and moreover how it is altered by the induction hardening process parameters. In addition, attention is also directed toward the measurement methodology and how the stress state should be efficiently quantified and assessed using x-ray diffraction and a layer removal method that combines electropolishing with either turning or milling.
2 Material and Methods
The material used in the present work was standard quench and tempering steel grade EN C45E with alloying content as given in Table 1. The delivery condition was ferritic–pearlitic microstructure with a hardness of 230 HV10, as determined by bulk measurements on the cross sections. The material was delivered as workpieces turned to 24 mm diameter and cut to 100 mm length. The induction hardening was done as a progressive scanning operation using a generator with nominal power 150 kW (Teknoheat TA150) equipped with a single-turn coil. The coil inner diameter was 30 mm, which determines the coupling distance to 3 mm. The samples have center holes used to rotate it during progressive scanning to secure the sample during heating. The shower quench was integrated in the coil and the quenchant was 10 % Petrofer AQUATENSID BW-FF. This study was preceded by a screening study, which is omitted from the paper, where suitable induction hardening process parameters were evaluated by visually assessing the peak temperature after heating followed by hardness profile measurements. Two extremes, for this induction system setup, were selected for in-depth characterization and will be discussed in the present work. The generator output for these two parameter setups was recorded and is given in Table 2. Heat treatment was done using progressive scanning with two different settings, slow and fast scanning speed, and these are entitled as process ID 50/50 and 100/275, respectively. The first two letters in the process ID refers to the generator power output in percentage, and the numbers following the forward slash refers to the scanning speed in tenths of a millimeter (10−1 mm) per second. An overview of the induction hardened samples with slow and fast scanning speed is shown in Figure 1, where it is seen that the oxidation varies along the sample. The oxide thickness (and color) will depend on the surface temperature reached during heating. Near the start and stop edges, the oxide turns from light blue to dark blue and then brown, and this area should correspond to the fade-out zone where austenitization/hardening depth gradually drops and fades to the base metal.

Overview of induction hardened samples. (A) 50/50 sample, with marker pen annotation for on-surface RS measurements and etching spot for subsurface. (B) 100/275 sample, with marker pen annotation for on-surface RS measurements. (C) 100/275 sample with electropolished deep etching spot. (D) 100/275 sample that was turned and electropolished. (E) 100/275 sample that was milled and electropolished. (F) 100/275 sample that was turned and electropolished, as a repetition of (D). In addition, the start and stop fade-out zones visually appear as bands of darker surface oxides
The microstructure and hardness were evaluated on polished and nital-etched (3%), cross sections and longitudinal cuts of the induction hardened samples using a Jeol LV6610 scanning electron microscopy (SEM) instrument, light optical microscopy and a Qness Q10 hardness tester, respectively. These cross sections were taken at the sample center with a radial cut, whereas the longitudinal cuts were taken to isolate the transition from base material to hardened zone.
The residual stresses were measured using x-ray diffraction with a G2R XStress 3000 system and Xtronic 1.1.13 software, both from Stresstech Oy. The system was equipped with a chromium x-ray source (λ:0.229 nm) and a 1 mm collimator (diameter of the circular measurement spot) for the on-surface mapping and a 2 mm collimator for the depth profiles. The modified sin2χ method was used with ten tilt angles (in the interval ± 40°) measuring the (211) lattice plane with diffraction angle 156.4°. The stress calculation was done assuming elastic strain theory according to Hooke’s law, using a Young’s modulus of 211 GPa and a Poisson’s ratio of 0.3. The measurements were taken in accordance with the standard SS-EN 15305:2008 (Ref 15).
XRD measurements were firstly taken on-surface, along the axis with a 1 mm collimator (measurement spot), with 1 mm measurement steps over the fade-out zones and 10 mm in the hardened center. These steps are indicated by marker pen in Fig. 1(A) and (B). Thereafter, depth profiles were made in the center of the hardened zone, as seen from the circular etching spot in Fig. 1 (A), (C-F). The methodology for measuring deep subsurface residual stress profiles were developed by evaluating different layer removal methods, by either (I) solely electropolishing, (II) milling followed by electropolishing or (III) turning followed by electropolishing. The different removal techniques are seen from samples C, D/F and E in Fig. 1. All electropolishing was done with a Fisher CMS Couloscope using a saturated salt electrolyte, that is, 500 g distilled water and 88 g NaCl. Milling and turning was done in incremental steps down to depths of 1.5 mm, 3.0 mm and 5.0 mm and followed by 0.6 mm additional electropolishing to capture the respective depth profiles. Milling was done using a solid cemented carbide end mill (R216.24-08030CAI08G 1610) with an 8 mm diameter and a 1.5 mm edge radius from Sandvik. Milling parameters were 80 m/min cutting speed, 150 mm/min feed and 0.5 mm depth of cut with flood cooling. The turning was done using a CoroCut N123J1-0500S01025-XB7105 from Sandvik. The turning parameters were 63 m/min cutting speed, 0.25 mm/turn feed and 0.5 mm depth of cut with flood cooling.
3 Results
3.1 Induction Hardening: On-Surface Residual Stresses, Hardness and Microstructure
The logged generator data of power and derived energy input (ratio of power and servo speed in kJ/mm) from the hardening cycles of the two samples can be seen as a function of servo position in Fig. 2. These results clearly visualize the difference in process response between the slow and fast scanning speeds and highlight the dynamic behavior of the hardening cycle. The servo speed reaches a steady-state nominal speed of 27.5 mm/s a few hundred milliseconds before the power reaches its nominal value of 120 kW. The result shows a difference in the energy input of the two samples, where the 50/50 sample in Fig. 2(A) has a much higher energy input, 6 kJ/mm, compared to the 100/275 sample, 4.3 kJ/mm. The 50/50 sample also shows a significant power overshoot of about 10 % and a corresponding overshoot in energy input before reaching the steady-state value. For the 100/275 sample in Fig. 2(B), the power delay leads to a relatively low energy input during the first 10 mm of the hardening cycle, i.e., the start region of the sample, and conversely, to an energy spike toward the stop region of the sample. It can be noted that the servo speed and the derived energy input have sinusoidal shapes for the 100/275 sample, which is due to servo limitations.

Generator power and calculated energy input as a function of servo position over the scanning cycle of the two samples: (A) Slow scanning speed sample 50/50 and (B) fast scanning speed sample 100/275
Mapping of the on-surface residual stresses for the two samples along the hardened zone is shown in Fig. 3. The first position of the profile is located just outside the start fade-out zone, as shown in Fig. 1, and the last position just after fade-out stop. The results show that for both samples, a significant tensile RS peak extends over the fade-out zones, at both start and stop. These high tensile residual stresses arise to balance the compressive residual stresses that are generated in the hardened case, which are also shown in Fig. 3. Furthermore, both samples show similar compressive RS magnitude in the hardened cases. However, the two samples have large differences in tensile residual stresses over the fade-out zones. That is, the 100/275 sample has almost 200 MPa higher tensile RS magnitude when compared to the 50/50 sample. Moreover, the 50/50 sample shows a difference in RS magnitude between hoop and axial direction for the start zone, although just a slight difference for the stop zone. In addition, compressive residual stresses of 100-350 MPa are seen close to the edges of the sample. These are in fact residual stresses from the turning operation when manufacturing the samples, hence in the base metal outside of the heat affected zone.

On-surface residual stresses mapped along the two samples in both axial and hoop direction for samples with slow (50/50) and fast (100/275) scanned speeds. The error bars represent the deviation from a linear fitting of the diffraction data
Case-layer hardness after induction hardening is shown in Fig. 4, where the measurement points are mean values of three profiles and the error bars are the corresponding standard deviations. The two samples show similar surface hardness, near 700 HV1, in this as-quenched condition. On the other hand, a slight difference is observed in case depth, with 1.9 and 2.2 mm for the 100/275 and 50/50 sample, respectively. It may also be noted that the 100/275 sample shows a slightly steeper hardness gradient in the transition zone, when compared to the 50/50 sample. This difference is explained by the faster heating generating a narrower transition zone from case to core by the larger thermal gradient.

Hardness profiles for slow (50/50) and fast (100/275) induction scanning given as mean values of 3 profiles. Error bars refer to standard deviation of these profiles for a given surface depth
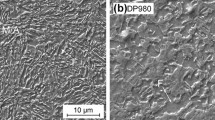
Evaluation of the micrographs in Fig. 5 concluded that the martensitic case layer after induction hardening extended approximately 1.4 and 1.3 mm for the 100/275 and 50/50 sample, respectively. Moreover, a sharper transition zone from case layer to ferritic–pearlitic base metal was seen for the 100/275 sample. This observation agrees well with the hardness profiles, as shown in the hardness profiles in Fig. 4. To further illustrate this difference, micrographs were captured at 1.5 mm surface depth, as shown in the transition zone in Figure 5.2. Here, the martensitic structure is more evident for the 50/50 Sample, while there are larger un-dissolved features of the base metal for the 100/275 sample

Micrographs from the metallographic examination after induction hardening. The top and bottom row shows the 50/50 and 100/275 sample, respectively. Representative micrographs were taken as overviews, (1) at surface, (2) at 1.5 mm in the transition zone and (3) at 3 mm in the base metal
The microstructure and hardness were also evaluated along the sample as shown in Fig. 6. When comparing these images and hardness values with the on-surface residual stresses in Fig. 3, it is realized that the location of the microstructure and residual stress transition is not identical in position. Instead, the surface residual stresses extend further than the change in microstructure.

Micrographs of the start and stop regions of sample 100/275 and 50/50. The approximate axial position measured from the edge of the 100/275 sample is indicated by the superimposed scale bar. Hardness indents are annotated with the corresponding hardness value in the top of the image
3.2 Methodology for Deep Transition Zone Residual Stress Profiling
In this work, three different methods have been evaluated and compared to establish an efficient and robust method for measuring deep subsurface residuals stresses. Firstly, a reference by solely electropolishing was done to 6 mm depth, which is very time-consuming but should have lowest impact on the inherent stress state. Secondly and thirdly, both milling and turning were combined with electropolishing to increase the removal rate and consequently reduce the time to measure a deep profile. Figure 7 shows that residual stress profiles from all methods correlate well if the influence of the machining operation is removed by subsequent electropolishing. Moreover, in a detailed comparison of the profiles it is seen that the machining influence varies between milling and turning in the interval 0.05-0.38 mm. The turning profile was repeated on another sample (4), as shown in dark blue in Fig. 7, which showed similar profile as sample 2 and 3. These results conclude that the machining impact on the residual stresses is strong in the first 100-300 µm of the surface. Accordingly, it is essential to account for machining influence and thereby adjust electropolishing before presenting the final RS assessment.

Measured subsurface residual stress profiles of the two 100/275 samples that were milled and turned, respectively, along with the 100/275 sample that was subjected to deep electro polishing. The figure shows (A) raw data and (B) adjusted profiles where data points affected by machining have been removed
3.3 Verification of Tensile Stress Peak after Induction Hardening
The subsurface RS profiles were evaluated using solely electropolishing for a 100/275 sample and by turning in combination with electropolishing for a 50/50 sample are shown in Fig. 8. For the 50/50 sample, a polynomial trend line, 5-degree, has been added to connect the measurement points to a profile as these profiles were derived by the incremental machining approach. By comparing the two samples, it is seen that while the near-surface residual stresses are similar, there is a large difference with increasing depth in the transition zone. Here the 100/275 sample show a tensile stress peak of 350-400 MPa at 3-4 mm depth, whereas the 50/50 sample has a much lower tensile stress peak of 50-100 MPa and at a greater depth of 5-5.5 mm. Figure 8 includes both as-measured data points and corrected values in accordance with the method proposed by Moore and Evans for cylindrical component geometry (Ref 18), which accounts for the stress relaxation of the material removal. The calculated RS profile in the radial direction from this correction method was also included in Fig. 8. In general, the corrected values suggest a higher tensile residual stress state for both samples.

Deep residual profiles and corrected profiles according to Moore and Evans (Ref 18) for (A) 50/50 sample and (B) 100/275 samples. Error bars represent the error connected to the linear fit of the diffraction data. Note that the measurement points for the 50/50 profile have been connected using 5-degree polynomial trend line fitting
4 Analysis and Discussion
Induction hardening is a common heat treatment process in the automotive industry as it allows for in-line surface hardening of large production volumes. Moreover, it generally provides low component distortion and a favorable residual stress state with high compressive surface stresses, which promotes increased fatigue life. The induction hardening process can be tailored to generate similar results with respect to hardness and microstructure using entirely different process settings, for instance, by adjusting generator power and scanning speed. In this work, it is shown that adjusting these parameters also has significant impact on the residual stress state and in particular the magnitude of the tensile RS peak in the transition zone.
4.1 Subsurface Residual Stress Profiling in the Transition Zone
The case depth after induction hardening is commonly several millimeters while XRD residual stress profiles usually are assessed for tens to a few hundreds of microns. That is, the tensile RS peak in the transition zone is seldom quantified. This work illustrates a sound and efficient methodology to measure residual stresses to surface depths exceeding 5 mm by combining machining and electropolishing for destructive layer removal. The profiles retrieved by solely electropolishing are expected to cause the lowest amount of stress relaxation, since it removes less material gentler when compared to machining methods. Nevertheless, it is a very time-consuming method that required more than 10 hours processing time in the present work. On the other hand, the faster combination method with machining needs adaptation to account for differences in machinability and material response when removing either the hard surface material or the much softer transition zone and base material. This was not done in the present work, although appropriate adjustments of machining parameters may lower the impact on the residual stress state and thus the amount of subsequent electropolishing required. This can be illustrated by comparing the raw data with the adjusted profile in Fig. 7. The large altering of residual stresses in the first hundreds of microns by machining can probably be minimized by appropriate adjustment of machining parameters. Still, all three samples evaluated for the 100/275 induction hardening parameter setup showed very similar results, that is, only a slight offset in both depth and magnitude at each measuring point. As the residual stress profiles stay similar among the samples, it may be concluded that the combination method with machining and electropolishing is a robust assessment of residual stresses at larger surface depth. In fact, the slight deviation among the profiles could as well be material or process related.
As shown in Fig. 8, the deep residual stress profiles of samples 50/50 and 100/275 are quite dissimilar. However, this cannot be concluded from only measuring near-surface compressive residual stresses, which is common practice. For the near-surface measurements, to 0.5 mm depth, both samples show compressive residual stresses in the range of 600-800 MPa. In the subsurface transition zone, there is a shift to tensile stresses, where the peak magnitudes are much different between the two induction hardening processes. The fast scan sample 100/275 shows a tensile RS peak magnitude of 350-400 MPa, which after correction reach 600 MPa. This RS magnitude is comparable to previous reported results on subsurface tensile residual stresses after induction hardening (Ref 9,10,11). It may also be compared to the nondestructive LSRI measurements previously reported by the present authors on induction hardened C45 (Ref 7), where the tensile RS peak magnitude was assessed to 350 MPa. This lower value could thus be explained by the large gauge volume when using SXRD and ND in the subsurface. On the other hand, the current 50/50 sample shows a much lower peak magnitude for subsurface tensile residual stresses, that is, measured lower than 100 MPa in tension with corrected values and less than 200 MPa without correction. It is well known that the large residual stresses from induction hardening are generated by the volume change associated with the martensitic phase transformation and plasticity, evoked by the rapid (and non-uniform) heating and quenching (Ref 3). Nevertheless, it is still very challenging to model the stress development due to the process complexity and multi-physical couplings (Ref 13). On the other hand, it has been shown by simulation that component preheating lowers the tensile RS peak magnitude in the transition zone (Ref 19). This can be related to present work, where the high energy input 50/50 sample shows a much lower tensile RS peak magnitude subsurface.
4.2 Comparison of On- and Subsurface Residual Stresses
Apart from inducing new residual stresses by fast removal techniques, such as milling and turning, there are other limitations (or drawbacks) by using layer removal to measure residual stresses. The most obvious is relaxation and redistribution of the residual stresses of interest by the fact that material is removed. For this reason, the true stress state is difficult to determine. On the other hand, methods to mathematically compensate for this material removal have been proposed, most famously by Moore and Evans who presented geometry-dependent compensation models (Ref 18). On the other hand, a more convenient method to get insight into the subsurface tensile stress state would be to measure the tensile stress peak in the on-surface case-layer fade-out zone. Admittedly, it is not obvious that the magnitude of these RS peaks would be related. Nevertheless, the hypothesis was attempted in the present work by comparing the tensile RS peak level on- and subsurface.
In Fig. 9, the on-surface axial RS, over the fade-out zones, are compared to the subsurface axial RS profiles for sample 50/50 and 100/275. The results show that the residual stress profiles have comparable RS peak magnitudes. On the other hand, the shape of the RS profiles is quite different with on-surface RS profiles (in blue) having wider peaks that spans more than 10 mm. A numerical comparison of measured residual stresses of the two sample is given in Table 3. Here it is seen that the RS peak magnitude of the 50/50 sample is much lower for subsurface measurements, when compared to on-surface measurements. However, if the subsurface RS data are corrected in accordance with Moore and Evans (Ref 18), the difference is less. This is quite the opposite when comparing on- and subsurface peak values for the 100/275 sample. Accordingly, on-surface RS measurements cannot be used to evaluate the absolute magnitude of a subsurface tensile RS peak. However, part of the discrepancy could be due to the difference in measurement approach. Whereas subsurface measurement RS data points are an average residual stress for a given depth and defined by the size of the collimator, the on-surface RS data points are an average of the 1 mm surface measurement spot. This will limit the on-surface resolution, especially when the stress gradient is large. What is more interesting though is the relative difference in RS peak magnitude among the two samples. Both on- and subsurface RS measurements show the same trend; that is, the magnitude of the tensile RS peak is much higher for the fast scanning speed 100/275 sample. For this reason, on-surface RS measurements can be an effective tool to assess what induction hardening parameters that are most favorable for the RS state in a screening study. Thereafter, the subsurface tensile RS peak could be measured for a limited number of workpieces using our suggested combination layer removal technique. A benefit of on-surface measurements is that it does not suffer from stress relaxation by material removal.

Comparison of on-surface residual stress profiles (blue color) with subsurface residual stress depth profiles (gray color) for the 50/50 and 100/275 samples in axial direction. Note the different scaling of x-axis (Color figure online)
4.3 Impacts of Induction Hardening Scanning Rate and Power Input
During the induction hardening of both samples, that is, sample 50/50 and sample 100/275, heating was done to similar peak temperatures, as judged visually. Moreover, arbitrary requirements on case hardening would be fulfilled by both samples as surface hardness, case depths and microstructure constituents, which were comparable among the samples. Even near-surface compressive residual stresses are similar. However, when characterizing tensile residual stresses in the transition zone, both on- and subsurface, the magnitude and position are quite dissimilar. On a more detailed investigation, it can be realized that the microstructural change in the transition zone is much sharper transition for the 100/275 sample, when compared to the 50/50 sample, see Fig. 5 and 6. This can also be seen from the hardness profile in Fig. 4. Probably, the faster scanning speed with the lower energy input (in kJ/mm), see Fig. 2, provides a faster temperature sequence with more cooling from heat transfer from the core metal. This figure also highlights the differences between calculated energy inputs in the start and stop regions of the samples, which is believed to influence microstructure and residual stress development after quenching. The potentially large temperature gradients that originate from process parameter choices are often accompanied by larger stress gradients and less auto-tempering of the fresh martensite. This knowledge is very important from both a design and function perspective as such high tensile stress peak may compromise the fatigue strength of the component in service. The results also indicate the complexity of the induction hardening process, where the resulting hardening response will not only be a function of the apparent process parameters, but also on the unavoidable dynamic characteristics of the hardening cycle.
5 Conclusions
The present work has concerned the residual stress state after induction hardening with attention to the transition zone tensile residual stress peak. In summary, the following conclusions are made:
-
Robust and efficient subsurface residual stress profiling can be done to large depths by lab-XRD using a combination layer removal technique, where electropolishing is used together with either turning or milling. However, it is vital to use an appropriate amount of electropolishing after the machining step to measure the actual residual stresses from the heat treatment and not from machining itself.
-
XRD measurements confirmed subsurface tensile residual stress peaks, after induction hardening, of 400-600 MPa with fast scanning speed and 40-200 MPa with slow scanning speeds, respectively. Tensile residual stress peak values are at least located 0.5 mm deeper than the case depth (400HV limit). Accordingly, as these tensile residual stresses are in the base metal, which has low hardness and yield strength, it may have detrimental impact on the fatigue life, especially when the case depth is near the lower bound for the intended load case.
-
The relative magnitude of tensile residual stresses in the subsurface transition zone, that is, underneath the case layer, could be related to measured residual stresses in the on-surface case-layer fade-out zone. Here, the relatively fast scanning speed and lower energy input (in KJ/mm) in sample 100/275 showed much higher magnitude of tensile residual stresses, both on- and subsurface when compared to the slow scanning speed and high energy input of the 50/50 workpieces. It is suggested that this relation of on- and subsurface tensile residual stresses could be used to perform screening studies and explore combinations of material properties and process parameters in the context of induction hardening.
References
G.E. Totten and M.A.H. Howes, Steel Heat Treatment Handbook, CRC Press, Boca Raton, 1997, p 1
Holm T, Olson P, Troell E. Steel and its Heat Treatment-a Handbook. Publication no. 12801
V. Rudnev, D. Loveless and R.L. Cook, Handbook of Induction Heating, CRC Press, Boca Raton, 2017. https://doi.org/10.1201/9781315117485
J. Grum, Measuring and Analysis of Residual Stresses After Induction Hardening and Grinding, Mater. Sci. Forum, 2000, 347–349, p 453–458.
P.J. Bouchard, Residual stresses in lifetime and structural integrity assessment, Encyclopedia of Materials: Science and Technology. K.H.J. Buschow, R.W. Cahn, M.C. Flemings, B. Ilschner, E.J. Kramer, S. Mahajan et al., Ed., Elsevier, Oxford, 2001, p 8134–42
P.J. Withers and H.K.D.H. Bhadeshia, Residual Stress. Part 1 – Measurement Techniques, Mater. Sci. Technol., 2001, 17, p 355–65. https://doi.org/10.1179/026708301101509980
J. Holmberg, A. Steuwer, A. Stormvinter, H. Kristoffersen, M. Haakanen and J. Berglund, Residual Stress State in an Induction Hardened Steel Bar Determined by Synchrotron- and Neutron Diffraction Compared to Results from Lab-XRD, Mater. Sci. Eng., A, 2016, 667, p 199–207. https://doi.org/10.1016/j.msea.2016.04.075
V. Jászfi, P. Prevedel, P. Raninger, J. Todt, D. Mevec, Y. Godai et al., Residual Stress Distribution of a Locally and Inductively Quenched and Tempered 50CrMo4 Steel Analysed by Synchrotron Transmission Techniques, Mater. Des., 2022, 221, p 110936. https://doi.org/10.1016/j.matdes.2022.110936
H. Kristoffersen and P. Vomacka, Influence of Process Parameters for Induction Hardening on Residual Stresses, Mater. Des., 2001, 22, p 637–644. https://doi.org/10.1016/S0261-3069(01)00033-4
D. Coupard, T. Palin-luc, P. Bristiel, V. Ji and C. Dumas, Residual Stresses in Surface Induction Hardening of Steels: Comparison Between Experiment and Simulation, Mater. Sci. Eng. A, 2008, 487, p 328–339. https://doi.org/10.1016/j.msea.2007.10.047
Pettersson N. Investigation of Material Removal Techniques for Residual Stress Profile Determination on Induction Hardened Steel. Master theisis work, Karlstad University 2017. http://www.diva-portal.se/smash/get/diva2:1130679/FULLTEXT01.pdf
J.J. Coryell, D. Matlock and J.G. Speer, The Effect of Induction Hardening on the Mechanical Properties of Steel with Controlled Prior Microstructures, Mater. Sci. Technol. Assoc. Iron Steel Technol., 2005, 163, p 2–8.
V. Savaria, H. Monajati, F. Bridier and P. Bocher, Measurement and Correction of Residual Stress Gradients in Aeronautical Gears After Various Induction Surface Hardening Treatments, J. Mater. Process. Technol., 2015, 220, p 113–123. https://doi.org/10.1016/j.jmatprotec.2014.12.009
M. Areitioaurtena, U. Segurajauregi, M. Fisk, M.J. Cabello and E. Ukar, Numerical and Experimental Investigation of Residual Stresses During the Induction Hardening of 42CrMo4 Steel, Eur. J. Mech. A. Solids, 2022, 96, p 104766. https://doi.org/10.1016/j.euromechsol.2022.104766
Z. Li, B.L. Ferguson, V. Nemkov, R. Goldstein, J. Jackowski and G. Fett, Effect of Quenching Rate on Distortion and Residual Stresses During Induction Hardening of a Full-Float Truck Axle Shaft, J. Mater. Eng. Perform., 2014, 23, p 4170–4180. https://doi.org/10.1007/s11665-014-1196-0
H. Torkamani, A. Vrček, R. Larsson and M.-L. Antti, Micro-Pitting and Wear Damage Characterization of Through Hardened 100Cr6 and Surface Induction Hardened C56E2 Bearing Steels, Wear, 2022, 492–493, p 204218. https://doi.org/10.1016/j.wear.2021.204218
V. Savaria, F. Bridier and P. Bocher, Predicting the Effects of Material Properties Gradient and Residual Stresses on the Bending Fatigue Strength of Induction Hardened Aeronautical Gears, Int. J. Fatigue, 2016, 85, p 70–84. https://doi.org/10.1016/j.ijfatigue.2015.12.004
M.G. Moore and W.P. Evans, Mathematical Correction for Stress in Removed Layers in X-Ray Diffraction Residual Stress Analysis, SAE Technical. Paper, 1958, 580035(1958), p 6. https://doi.org/10.4271/580035
Markegård L, Kristoffersen H. Optimized Properties of Car Components–an Explanation of How Residual Stress is created during Surface Hardening. Swedish Suppliers of Heat Treatment Equipment Conference (2002)
Acknowledgments
The authors would like to thank RISE Research Institutes of Sweden AB and the members of the Swedish Heat Treatment Centre for financing support of this study.
Funding
Open access funding provided by RISE Research Institutes of Sweden.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This invited article is part of a special topical issue of the Journal of Materials Engineering and Performance on Residual Stress Analysis: Measurement, Effects, and Control. The issue was organized by Rajan Bhambroo, Tenneco, Inc.; Lesley Frame, University of Connecticut; Andrew Payzant, Oak Ridge National Laboratory; and James Pineault, Proto Manufacturing on behalf of the ASM Residual Stress Technical Committee.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Holmberg, J., Wendel, J. & Stormvinter, A. Progressive Induction Hardening: Measurement and Alteration of Residual Stresses. J. of Materi Eng and Perform 33, 7770–7780 (2024). https://doi.org/10.1007/s11665-024-09703-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-024-09703-0