
Abstract
Optimization of all the process parameters for laser powder bed fusion (L-PBF), considering the effects of individual parameters on Ti6Al4V fabricated parts, can be complex and challenging. Therefore, for the first time, the effects of three main variable process parameters (laser power, scan speed, and hatch spacing) on three outcomes parameters (surface roughness, bulk porosity, and production rate of parts) were studied in this work. Then, the combination of above-mentioned process parameters in the form of volumetric energy density (VED) was investigated in order to establish a practical method for optimization of process parameters for making Ti6Al4V parts with the desired quality targets, i.e., the smoothest surface, the lowest bulk porosity and a higher production rate. It was revealed that although VED is a reliable metric for the optimization of process parameters, some thresholds and ranges should be considered for all three parameters of laser power, scan speed, and hatch spacing. It was demonstrated that by employing an optimum laser power of 180 W or 270 W and changing the scan speed and hatch spacing to keep VED in the range of 50-100 J/mm3, fabrication of samples with micro-roughness Ra < 10 µm and bulk porosity less than 0.15% is achievable. In addition, the surface of the L-PBF fabricated parts may appear in two categories of surface morphology; wavy surface classified “meso-roughness topography” and non-wavy surface termed “micro-roughness”. Since there was not any correlation between the value of roughness of samples with meso-rough surface and their bulk porosity, and besides, their process parameters were far from optimized parameters, the samples with meso-rough surface were not included in the final results. However, it was realized in the samples with micro-rough surfaces, the value of their micro-roughness could accurately indicate the porosity content of Ti6Al4V samples.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Laser powder bed fusion (L-PBF), also known as selective laser melting (SLM), is one of the additive manufacturing (AM) techniques that are being progressively developed to fabricate metallic parts for various applications (Ref 1, 2). Ongoing research activities are aiming to optimize the process parameters to improve parts quality through a better understanding of the effect(s) of process parameters on the microstructure, surface finish, and mechanical properties of materials produced by L-PBF (Ref 3,4,5). A good surface finish is desirable as poor surface conditions could adversely affect the mechanical properties (Ref 6,7,8). Although understanding the effect of all the main process parameters, such as laser power, or scan speed, on the quality of final products is necessary; in parametric optimization procedures, it is hard to involve all the parameters, due to a large number of variables.
To reduce the complexity of optimization, in previous studies such as (Ref 9,10,11), the aim was to optimize a combined parametric measure termed the energy input or energy density as one of the most important measures. The primary goal of process optimization in most studies is to fabricate parts with the highest density and smoothest surface (Ref 12, 13). Equation 1 is a well-known formula for calculating volumetric energy density (VED in J/mm3). It combines the four main process parameters of laser power, P (W); scan speed, v (mm/s); hatch spacing, h (mm); and layer thickness, t (mm).
However, in some studies, the researchers have simplified Eq 1 or have changed some of its parameters, according to their research objectives. Carter et al. (Ref 14) used two-dimensional energy density (J/mm2), Eq 2, where the layer thickness was constant, while Wang et al. (Ref 15) combined laser power and scan speed to form a linear energy density (LED in J/mm), Eq 3, which is similar to heat input (energy per unit length) in welding (Ref 16). In some other studies (Ref 17, 18), the researchers replaced hatch spacing h with laser spot size W0 in VED, when they attempted to characterize the laser deposition of a single track. Although the equations used for the calculation of energy density may vary in different studies, the concept of energy density is nearly the same and their findings can be used for other research. Bertoli et al. (Ref 17) and Prashanth et al. (Ref 19) stated that using VED as a design parameter still requires caution, while Carter et al. (Ref 14) found two-dimensional energy density to be a good criterion to check the void area (%). Koutiri et al. (Ref 20) reported that VED, as a combined process parameter, is reliable for the optimization of densification but not for surface roughness. Attar et al. (Ref 21) and Gong et al. (Ref 22) reported a nonlinear correlation between VED and the density of their titanium fabricated parts.
In Eq 1, 2, and 3, P is laser power, while v indicates scan speed, h is hatch spacing, and t represents layer thickness.
Although it is still a common practice to use Eq 1 for calculating VED, by keeping some parameters constant, the applicability of the VED equation in real practice is not yet clear, and this requires a comprehensive investigation. Besides, the acceptable ranges of individual process parameters of laser power, scan speed and hatch spacing are not fully studied.
Since Ti6Al4V (also known as Ti64) alloy, with its applications in industrial fields like the aerospace (Ref 23, 24) and biomedical (Ref 25, 26), has attracted significant interest for fabricating of parts via L-PBF technique, in this research work, Ti64 alloy is the material of interest.
So, the main goal of this work was to establish a practical methodology for finding the most suitable L-PBF process parameters (i.e., laser power, hatch spacing, and scan speed) and their effects on the quality of Ti64 samples based on their surface topography, internal or bulk porosity and production rate.
Production rate, as one of the most important outcome parameters, has not been considered in detail in past studies. When a range of optimized process parameters are determined, the production rate can be the deciding factor in finalizing the selected optimized process parameters from the optimization matrix. The findings and outcome of this study can be applicable to manufacturing industry where commissioning of a newly installed L-PBF machine usually requires optimization.
2 Materials and Experimental Procedures
2.1 Materials and L-PBF Equipment
Pre-alloyed powder Ti-6Al-4V (grade 5) sourced from TLS Technik GmbH & Co. Germany,Footnote 1 was used for the preparation of L-PBF samples. Figure 1(a), which is the SEM image of powder particles, exhibits spherical morphology for the particles. For the SEM metallography, an FEI Quanta 450 FEG-SEM was utilized in its secondary electrons mode, with a beam voltage of 15 kV for particle morphology and 20 kV for the remaining of micrographs. The working distance (WD) in SEM was set around 10 mm. Figure 1(b) shows the size distribution of the powder particles, measured with a Malvern Mastersizer 2000 analyzer. For analysis of powder size, a small quantity of Ti64 powder (around 2 g collected by a laboratory spatula) was dispersed in the distilled water of the beaker of the equipment. The refractive index of the particle (RI) was set on 2.15, according to the manual of analyzer suggested for titanium alloys. The absorption factor was fixed on 0.1 as a non-transparent mixture of water and particles.

(a) SEM image of Ti64 powder particles, and (b) size (diameter) distribution of Ti64 powder particles
For the chemical analysis of the powder, ICP-AES technique was used to measure the weight percentage of vanadium, iron, and aluminum. The percentages of all gases were measured using a LECO ONH836 analyzer, and for carbon, a LECO CS200 instrument was employed. The chemical composition of the powder given in Table 1 confirms that the powder used for this investigation satisfies the requirement of ASTM F2924-14 (Ref 27) for Ti64.
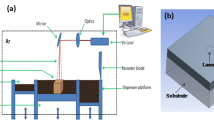
The L-PBF system, used in this study, was a ProX DMP 200 selective laser melting (SLM) 3D printing machine. This machine employs a fiber laser with a maximum power of P = 300 W in continuous laser mode. The laser focal offset distance (FOD) was + 2 mm rendering a laser beam spot size of 70 µm with a wavelength of λ = 1070 nm. The chamber of the L-PBF was filled with ultra-high-purity grade argon and the maximum allowed oxygen content in the chamber was regulated at 500 ppm. The L-PBF process parameters used in this work will be discussed in the next section.
2.2 Design of Experiments and L-PBF Process Parameters
Design of experiments covers a wide range of VED from 24 to 180 J/mm3, as given in Table 2. (The energy density calculated in Table 2 is in accordance with Eq 1 explained in the Introduction.) The samples were fabricated as cuboid with dimensions of 10 mm [L] × 10 mm [W] × 3.8 mm [H] and classified in three groups of A, B, and C. Each group was divided into three subgroups with five samples in each. Therefore, the number of samples in each group (A, B, and C) is fifteen, and the total number of samples investigated in this study is forty-five. The series number of each sample follows its group, starting from 1 to 5 for the first subgroup, like B1 to B5 of group B, then 6-10 for the second subgroup and, series numbers 11-15 for the third subgroup. The L-PBF process parameters of all the samples were designed so that the VED of the samples with the same series number, like A7, B7 and C7, is the same as presented in Table 2.
As seen from Table 2, the three process parameters of laser power, scan speed and hatch spacing are the variables. However, the layer thickness for all the samples was the same (30 µm), as recommended by the machine manufacturer. A uni-directional laser scan strategy was chosen for fabricating all cuboids on a 12-mm-thick build plate. Figure 2(a) shows all samples on the build plate after removing from L-PBF machine chamber, while Fig. 2(b) demonstrates the arrangement of the sample on the substrate, corresponding to all samples in Fig. 2(a).

(a) Top view of all cuboid samples on the build plate, (b) arrangement of cuboids on the build plate and (c) an example of a cuboid sample, A7, fabricated with an embossed letter “A” and series number “7” on its side wall
Figure 2(c) illustrates one of the samples, series A7, attached to its support structure as specified on the photograph. The build orientation and laser path direction of sample A7, Fig. 2(c), is identical for all other samples. In order to examine the repeatability of the L-PBF process parameters, each sample had a pair, made with the identical process parameters.
2.3 Analysis Method
All samples (prepared in duplicate) were inspected visually once removed from the build chamber. Based on the initial examination, all paired samples looked alike, suggesting there is a high degree of repeatability in manufacturing. After removing all samples from the built plate, the Ra (roughness average) and Rz (average maximum height of the profile) (Ref 28) of the top surface (the surface viewed in Fig. 2) of all the samples were measured with a Mitutoyo SJ-410 stylus-type surface profilometer, with tip radius of 2 µm and angle of 60°. However, since the Ra and Rz trends were similar (see Fig. S1, S2 and S3 in supplementary material), the values of Ra are presented in this report. The roughness measurement was performed on two areas of the surface. All the roughness measurements were performed on the samples’ pairs (or twins) as well. The travel path of the stylus was perpendicular to the laser track (see Fig. 3a), with an evaluation scan length of 3.2 mm. This scan length was more than 20 times the largest hatch spacing, i.e., 150 μm, covering most of the irregularities and periodicities of the surface. Since the Ra value is a guideline of surface roughness (Ref 29) and may not be sufficient for characterizing surface quality, it was necessary to examine the surface topography with SEM and analyze the roughness results from a stylus profilometer at the same time.

(a) Paths for stylus travel and halving a sample which are perpendicular to laser path, (b) photograph of the second halved section of the sample mounted in Bakelite and polished, (sizes on the photos are not to scale)
After measuring the roughness, all the samples were halved using a diamond wheel cutting saw perpendicular to the laser track, as shown in Fig. 3(a), followed by mounting in Bakelite and conventional grinding and polishing down to 1-µm diamond paste. A final polish, a mixture of 75% colloidal silica (0.04 µm) with 25% of hydrogen peroxide (30% concentration) solution, was employed.
Figure 3(b) displays the other halved section of the same sample after being mounted and polished. The support structure is presented in Fig. 3(b). All samples in the polished condition were examined for their porosity content by a Zeiss Axio Imager2 optical microscope and via 2D area fraction image analysis using ImageJ software.Footnote 2
3 Results and Discussion
3.1 Surface Topography
Analysis of the surface topography found that the profile of the top surface can fall in two main categories of wavy and non-wavy surfaces. The peak-to-peak distance in wavy surface profile is far greater than the selected hatch spacing. A11 is one example of the samples with a wavy surface profile shown in Fig. 4. Figure 4(a) displays a SEM image of the A11 top surface, while Fig. 4(b) shows optical microscopy of its cross section (transverse to laser path). Figure 4(c) illustrates a typical surface profile of A11 examined with the stylus profilometer. The two dash lines shown in Fig. 4(a), and the arrows in Fig. 4(b), demonstrate two typical peaks in A11. Their distances can reach 1 mm, i.e., twenty times greater than the hatch spacing of 50 µm for A11. The wavy surfaces of some samples such as A11 is a result of high energy density (180 J/mm3, Table 2). Dai et al. (Ref 30) reported that when the energy density is relatively high, a combination of a serious fluctuation of melt pool and the material piles up occurs on the top surface. According to the research conducted by Krakhmalev and Yadroitsev et al. (Ref 31); lowering scan speed (and consequently excessive energy density) causes metal vaporization due to over-heating. This vaporization which is due to selection of improper process parameters can disturb the melt pool.

(a) SEM micrograph of top surface, (b) optical microscopy of sectioned and (c) surface profile of sample A11 (P = 270 W, h = 50 µm, v = 1000 mm/s, VED = 180 J/mm3)
The roughness of the samples with wavy top surfaces is named meso-roughness, while the non-wavy surface is termed micro-roughness. To categorize the samples with the meso-rough and micro-rough surfaces, the distance between the consecutive peaks (wavelength) was firstly measured. If the distance was greater than the hatch spacing, it proved that a few laser tacks were joined together to make a wave. A typical peak-to-peak distance of 373 µm observed in sample C12 in Fig. 5 reveals that nearly five laser tracks (with hatch spacing 75 µm) were merged together to make two peaks and a valley between each peak. So, C12 is categorized as a sample with meso-rough surface. The samples with meso-roughness are not included in the optimization procedures. This is due to the uncertainty in measuring the roughness for wavy surface profile as it comprises two distinct surface topographies, one for the wavy character and the other is the true dimension of the surface asperities classified as roughness.

Waves observed on top surface of C12 (P = 90 W, h = 75 µm, v = 333 mm/s, VED = 120 J/mm3)
In non-wavy (micro-rough) surfaces, the long distance from peak-to-peak is absent. It should be noted that the periodic pattern of the surface profile in some samples (with non-wavy surfaces) like A10, Fig. 6(c), should not be confused with the wavy surface profile. The peak-to-peak distance in A10 is nearly the same as hatch spacing. This periodic pattern is related to the individual tracks (as seen from Fig. 6a) and is generally found in samples fabricated with hatch spacing h ≥ 100 µm. In some cases, like A10, the individual tracks are nearly separated from each other due to an inter-track lack of fusion, leading to the formation of elongated pores, Fig. 6(b).

(a) SEM micrograph of top surface, (b) optical microscopy of transverse section and (c) surface profile of sample A10 (P = 270 W, h = 150 µm, v = 1800 mm/s, VED = 33 J/mm3)
As seen from Table 3, in groups A and B, the wavy surface (meso-roughness) was observed only in the samples with hatch spacing at 50 µm (A6, B6, A11 and B11) where VED ≥ 100 J/mm3 (see Table 2 for VED). In hatch spacing at 50 µm, the laser beam overlaps with the previous track and, as it starts melting the powder particles, it re-melts a portion of the previous track. However, when VED < 100 J/mm3, meso-roughness (wavy surface profile) does not occur in samples fabricated with hatch space 50 µm, such as A1 and B1. This reveals that the effect of an individual process parameter on the quality of sample is in correlation with the other parameters or their combination.
In group C, the meso-roughness was observed not only in the samples with series numbers 6 and 11 (as observed in groups A and B), but also in C7, C12 and C13, which is attributed to the low laser power in the C group. This will be explained in Sect. 3.3.1 when the effect of laser power is discussed.
Figure 7 shows the surface topography and profile of A13, the smoothest surface achieved in this study, with minimal spattered particles on the top surface. Figure 8(a) demonstrates open pores and lumps of semi-sintered or partially melted particles on the top surface of C2. Figure 8(c) exhibits the surface profile of C2 with irregularities that are related to the surface features observed in Fig. 8(a). These irregularities are seen in the cross section of sample C2 in Fig. 8(b).

(a) SEM micrograph of top surface, (b) optical microscopy of transverse section and (c) surface profile of sample A13 (P = 270 W, h = 100 µm, v = 1000 mm/s, VED = 90 J/mm3)

(a) SEM micrograph of top surface, (b) optical microscopy of transverse section and (c) surface profile of sample C2 (P = 90 W, h = 75 µm, v = 833 mm/s, VED = 48 J/mm3)
The Ra values for meso-rough samples are not the determining criteria for comparison of the surface quality of the samples, because the Ra values in this study were not filtered from the Ra numbers specific to waviness. For that reason, in the first step of screening for surface quality, the samples with meso-roughness were separated from those with micro-roughness. The samples with meso-rough surfaces are not desired for the following reasons:
-
Their surface requires greater machining to achieve dimensional accuracy and a smoother surface.
-
They generally require higher energy density, i.e., VED > 100 J/mm3 to be fabricated, which is not preferable as explained next.
-
Although their overall internal porosities may be low, some large pores, as big as 250 µm, can be observed, as shown with an arrow in Fig. 9. These large pores are the outcome of high energy density and heat accumulation, which may cause metal evaporation and formation of keyhole (Ref 31,32,33). Also, large pores can be the result of excessive shrinkage as an outcome of high energy density (Ref 4).

Sample A11 with keyhole pores near its surface
After initial characterization of the surfaces and discarding of samples with wavy surfaces, the effects of each process parameters on Ra (the micro-roughness of non-wavy surfaces) were investigated to discover the best procedure for optimizing the process parameters.
3.2 Correlation Between Surface Roughness and Porosity
Porosity is the second parameter as a quality target after surface roughness, which should be as low as practically achievable. After measuring the porosity level of each sample and comparing it with their corresponding micro-roughness, a nonlinear correlation between porosity and micro-roughness of the sample was observed, Fig. 10. As shown, porosity increases with increasing micro-roughness in an exponential way. The magnified graphs in Fig. 10 reveals that the samples with Ra < 13 µm have a level of porosity less than 1% in groups A and B and 2% in group C. The porosity level of all parts dramatically increases to nearly 25% when Ra rises to maximum of 20 µm.

Porosity vs. roughness in samples of (a) group A, (b) group B, and (c) group C. The right graphs are the magnified part of left graphs
The magnified graph in Fig. 10(c) shows that the lowest micro-roughness (Ra) and minimum achievable porosity in group C belongs to sample C14 with Ra = 11.2 µm and porosity level of 0.53%. However, the shaded areas in magnified graphs in Fig. 10(a) and (b) reveal that the micro-roughness of some samples in groups A and B can be less than 10 µm, and their porosity can reach a minimum level of, or less than, 0.15%. So, Ra ≤ 10 µm should be a target for fabricating the samples in groups A and B for the lowest porosity.
This correlation between the roughness and porosity level of L-PBF parts is associated with the melting process of the new layer of powder on the rough surface. When the surface is rough, the powder particles of a new layer cannot completely fill in the gaps between the peaks of the surface asperities or penetrate inside the open pores on the surface. This problem can be exacerbated when the particles of 40 µm or beyond (refer to Fig. 1) are located between two peaks, making bigger cavities. Once the new layered powder (with some previous solidified layers) are melted, the cavities (of non-filled gaps) underneath the top layer are entrapped, leading to closed internal pores.
By discovering this correlation between the bulk porosity and micro-roughness, the procedure for measuring porosity can be eliminated in manufacturing or optimization process since the surface quality could be used as a valid representation of the internal integrity of the L-PBF fabricated parts. Therefore, in the next sections, the effect of each process parameters on the surface morphology and micro-roughness is discussed to highlight the effect of process parameters on the quality of L-PBF parts.
3.3 Surface Quality and Process Parameters
3.3.1 Laser Power
Figure 11 demonstrates the micro-roughness of all samples in groups A, B, and C with respect to their series numbers, 1-15. The reason some data for some series numbers (like 6 and 11) are missing is because of the meso-roughness of those series which are disregarded. As seen in Fig. 11, the majority of the samples in group C shows poorer micro-roughness than their A and B counter parts. A similar comparison between samples in groups A and B shows that the Ra values of most samples in the group B series (P = 180 W) are lower than the roughness average of group A (P = 270 W); however, there are some exceptions where group A samples have a smoother surface.

Graph of micro-roughness Ra of all samples
This means that in a constant, energy density trial (samples with the same series numbers) using a higher laser power favors a smoother surface finish. However, there are some thresholds for high laser power beyond which the surface roughness deteriorates. In this study, it was noticed that laser power 180 W and 270 W was competing in terms of fabrication of samples with smoother surfaces. So, laser power 270 W may be considered as the top threshold, going beyond which is not recommended. Laser power 90 W appears to be on or below the bottom threshold since the parts fabricated with 90 W exhibited greater micro-roughness. They also showed higher porosity content, Fig. 10(c), to confirm the correlation between porosity and surface micro-roughness. In groups A and B, some samples can be found with 3.6 µm < Ra < 10 µm, but in group C, the minimum micro-roughness Ra is 11.2 µm.
This observation, for the bottom threshold of laser power at 90 W in group C, may be explained by the duration of time given to the system to absorb the energy density. The low scan speed for group C makes the delivery time for the same amount of energy level longer than those for groups A and B. This may result in some dissipation of heat rather than absorption of thermal energy for melting the powder particles and solidified layers. In other words, the melt pool in the samples with low laser power of 90 W can suffer from unbalanced viscosity and difference in surface tension. In such condition, the molten material cannot spread properly, and therefore, the solidified liquids with curvature form is produced as reported by (Ref 30). This may explain the observation of more samples with wavy surface, when compared with groups A and B. For a very high laser power, like 270 W or higher, it seems the melt pool depth does not change significantly from increasing the laser power but the temperature of the melt pool increases (Ref 34, 35). Keshavarzkermani et al. (Ref 35) reported that when the laser power is doubled from 150 to 300 W, the melt pool depth and width at constant LED increase around 25% and 4%, respectively. After increasing the laser power at a constant energy density, the melt pool size does not change considerably, but its temperature raises, leading to overheating of the melt pool, and the most volatile element, such as aluminum in Ti64, may evaporate (Ref 36) and cause turbulence in the melt pool, resulting in a rougher surface at higher laser power.
3.3.2 Scan Speed
The SEM micrographs of the top surface of all samples exhibit a range of morphological features composed of solidified tracks joined laterally to form fused lines parallel to each other. Figure 12 shows the typical SEM images of the surface morphology for C4, C9, and C14 (P = 90 W, h = 125 µm) samples fabricated with different scan speeds of 833, 600, and 333 mm/s, respectively. The morphology of the individual tracks in each sample appears to have changed with the scan speed. As the scan speed decreases, the tracks become more uniform and continuous which is associated with the melt pool lifetime. The lower scan speed in sample C14, Fig. 12(c), increases the melt pool lifetime where the melt pool and its interface with solid powder can be carried forward without any breakage. In contrast with sample C14, where the liquid–powder interface continuously pushes forward, C4 with high scan speed is faced with intermittent melt pool solidification resulting in broken tracks. The necks evident in each track of sample C4 (some shown with arrows in Fig. 12a) supports this hypothesis. Apart from necking, some large individual spherical beads, like the 112 µm one shown in Fig. 12(a), are built by joining partially melted particles. Before these large beads solidify, they are unable to wet the other particles to develop a bigger melt pool; hence, they instantly solidified into large beads.

SEM images of the top surface of three samples of group C; (a) C4, (b) C9, and (c) C14
In addition to the melt pool lifetime, it is postulated that the resulting morphology of the tracks is also due to the shape of the melt pool, which then correlates with the applied scan speed. As the scan speed decreases, the melt pool geometry is expected to change from a long tear shape to an oval, similar to that reported for welding (Ref 37), Fig. 13. The only difference between L-PBF and welding is the melt pool lifetime of L-PBF fabricated parts, 1.47-2 ms, estimated by Li and Gu (Ref 38), promoting the preservation of the melt pool geometry at a time.

Effect of welding speed on the geometry of weld pool due to growth rate, adapted from Suutala (Ref 37)
Another reason that can explain the surface morphology of parts at very high scan speed is based on Plateau–Rayleigh conditions in which, the melt pool becomes unstable; breaking and forming beads attributed to the surface energy of the melt pool streak (Ref 39).
Figure 14 shows the SEM images of A3, A8, and A13, which were fabricated under the same laser power and hatch spacing (P = 270 W, h = 100 µm), but different scan speeds. When the laser scan speed decreases, the dwell time of laser beam and the lifetime of the melt pool increase. Therefore, the melt can wet the powder substrate and spread beyond the laser spot size to overlap with the adjacent track.

Top surface morphology of three samples of group A; (a) A3, (b) A8, and (c) A13
The surface profiles shown in Fig. 15 correspond to the same SEM images as samples A3, A8, and A13, illustrated in Fig. 14. As seen from Fig. 15, the average micro-roughness Ra decreases with decreasing scan speed, indicating the formation of a smoother surface, as qualitatively shown by the SEM micrographs in Fig. 14.

Typical surface profiles of samples; (a) A3 (P = 270 W, h = 100 µm, v = 2500 mm/s, VED = 36 J/mm3), (b) A8 (P = 270 W, h = 100 µm, v = 1800 mm/s, VED = 50 J/mm3), and (c) A13 (P = 270 W, h = 100 µm, v = 1000 mm/s, VED = 90 J/mm3). (The distance between the dash lines represents a span of 1 mm on the surface.)
Each peak in the surface profiles shown in Fig. 15(a), (b), and (c) represents a laser track. In any span of 1 mm of the profile, like the dash lines shown in Fig. 15, almost ten peaks can be counted, confirming the hatch spacing 100 µm in these series of the samples. By decreasing the scan speed from sample A3 to A13, the number of peaks does not change; however, the heights of the peaks to the valleys drop, resulting in smoother surfaces with lower Ra.
The graphs in Fig. 16, which illustrate the effect of scan speed on the surface micro-roughness Ra for all samples in three groups of A, B and C, confirm that a lower scan speed renders a smoother surface. It should be noted that the samples with meso-rough surfaces are not included in these graphs. Also, in each category of the samples shown in the legend of each graph in Fig. 16, higher sample series number like A15 has lower scan speed compared to those samples which have lower series number, like A5.

Graphs of Ra vs. laser scan speed of (a) group A, (b) group B, and (c) group C. (Higher series number of the samples in the legend of the graphs are corresponding to lower scan speed.)
3.3.3 Hatch Spacing
Figure 17 shows the graphs of micro-roughness of each subgroup of the three groups against hatch spacing. In each subgroup of the samples in all graphs of Fig. 17, higher number in samples series are related to higher hatch spacing. As can be seen from all the graphs in Fig. 17, for each subgroup, there is a hatch spacing, called optimum hatch spacing, where the roughness has the lowest value. In most cases, the optimum hatch spacing is equal to or beyond 75 µm which is close to the laser beam spot size, 70 µm. The deterioration of surface quality for hatch spacing below the employed laser spot size is associated with laser beam overlap, which has already been discussed in Sect. 3.1. By increasing the hatch spacing beyond the optimum, the micro-roughness Ra increases since the inter-track gaps start appearing due to lack of fusion between each track.

Graphs of Ra vs. hatch spacing of (a) group “A”, (b) group “B,” and (c) group “C.” (In each subgroup, higher series numbers of the sample are related to higher hatch spacing.)
Figure 17 also shows that for a constant Ra value, the value of optimum hatch spacing increases with decreasing scan speed. In other words, to achieve the same Ra value when decreasing the scan speed, a higher hatch spacing is needed. Also, Fig. 17 reveals that for fixed hatch spacing, the Ra decreases with scan speed, which was already discussed in the previous section. When the scan speed lowers from one subgroup to another, the minimum hatch spacing in which the tracks bond together shifts to a higher value due to the higher dwelling times of the laser and consequently widening of the laser track and melt pool. Thus, there is an interdependency between the hatch spacing and the scan speed.
By lowering the scan speed from one subgroup to the other, the corresponding Ra of the optimum hatch spacing generally decreases. In Fig. 17(a), the optimum hatch spacing of subgroup A7 to A10 is 75 µm (with corresponding roughness Ra = 8.7 µm); however, by lowering the scan speed and moving to the next subgroup, A13 to A15, the optimum hatch spacing shifts to 100 µm with corresponding Ra = 3.5 µm. This effect, whereby the lowered scan speed lowers the Ra, is owing to the increased energy density, which will be discussed in Sect. 3.3.4.
3.3.4 Volumetric Energy Density, VED
This section presents the main focus of this study, where the soundness of VED as a combined process parameter is investigated. The graph of micro-roughness Ra versus VED, Fig. 18, reveals that the roughness of the samples in group C is generally higher than that of the A and B groups’ samples. This has already been observed in previous graphs, like Fig. 10 and 11, and was attributed to the low laser power 90W, which was explained earlier in Sect. 3.3.1. Almost all samples in groups A and B fabricated with VED > 50 J/mm3 have a roughness average of Ra < 10 µm, which was determined as a target to fabricate samples with a minimum porosity of 0.15%.

Micro-roughness Ra vs. VED (The graph on the right is the enlarged part of the left graph.)
Sample B12 (with VED of 120 J/mm3) with Ra of 4.3 µm can be seen in enlarged graph (on the right-hand side) of Fig. 18. But as no samples of group A with VED beyond 100 J/mm3 appeared in enlarged graph of Fig. 18, the optimum range of energy density can be determined as 50 J/mm3 < VED < 100 J/mm3.
As seen from Table 2, there are a few samples in each group which were fabricated with the same or very similar VED but at different hatch spacings and scan speeds. Samples of A1 and A14 were fabricated with the same VED of 72 J/mm3 and Sample A7 was fabricated under VED 67 J/mm3, which is close to 72 J/mm3. The two vertical dash lines in Fig. 18 indicate the VED of 67 and 72, showing that although samples fabricated with the same VED may not have the same Ra; their micro-roughness will be lower than 10 µm, which fall in the acceptable range.
It should be noted that the VED parameter alone does not suffice for optimization of the L-PBF process, and the individual parameters must fall in acceptable ranges. The samples in group C are a good example, where the low laser power does not satisfy the requirements of their roughness or porosity criteria.
Table 4 summarizes all values of Ra and their corresponding porosity level for the samples in groups A and B fabricated within 50 J/mm3 < VED < 100 J/mm3. These samples satisfy all defined targets of porosity less than 0.15%. The samples in group C are disregarded because they could not meet the defined quality of surface and porosity.
3.4 Production Rate and Volumetric Energy Density
Apart from surface roughness and porosity, production rate as the third target parameter should be considered when optimizing the process parameters. The production rate of samples (for layers melting) can be calculated based on the equation below:
where h is hatch spacing in µm, v is scan speed in mm/s, and t is layer thickness in µm. It should be noted that the time consumed for spreading the powder over previous layers and the travel time when laser beam is off are not considered in Eq 4. Laser power is not a parameter in Eq 4, but it is clear that when the laser power increases, to keep the VED constant, it is recommended to increase the scan speed to keep the melt pool lifetime constant. So, increasing laser power is indirectly in favor of production rate.
Figure 19 illustrates the correlation between the production rate and VED at different laser powers: 270, 180, and 90 W. Samples in group C could not be included in the graph as an optimum process parameter. Although the required energy for fabricating the samples with the same VED is constant, their production rate is different owing to different scan speeds. So, samples in group A are preferred over their group B counterparts due to the higher production rate. The shaded area in Fig. 19 covers all samples shown in Table 4.

Graph of production rate vs. VED of all samples fabricated with laser power 270 W, 180 W
Based on the micro-roughness and porosity of A13, the process parameters of A13 can be chosen as the optimum parameters but it is obvious that A15, with its higher production rate, can satisfy all the outcome parameters of roughness, its correlated porosity, and production rate.
4 Conclusions
The results presented are based on the material, fabrication equipment, and experimental conditions implemented in this research work. The outcome and values stated below may be a guideline for other researchers using different powder distribution, machines, or process parameters. In this study, the feasibility of employing VED as a merit tool for quality assessment of printed parts was explored with its limitations. Besides, it is reported that the individual parameters comprising VED must fall in a pre-determined ranges. Surface roughness, porosity and production rate of the parts are the outcome parameters for assessment of the quality.
It was confirmed that by categorizing the surface morphology of the samples into wavy (with meso-roughness) and non-wavy patterns (with micro-roughness), a reasonable correlation between micro-roughness and porosity could be established. The parts with smoother surfaces and low micro-roughness fall at the lower level of porosity. In the samples fabricated with laser power 270 and 180 W (groups A and B), when the micro-roughness Ra ≤ 10 µm, the expected porosity should be ≤ 0.15%. The minimum achievable micro-roughness and porosity in the samples fabricated with laser power 90 W (group C) was 11.2 µm and 0.53%, respectively.
The correlation between the individual process parameters and micro-roughness Ra is held as below:
-
By lowering the laser scan speed in each subgroup of samples, the average micro-roughness Ra reduces.
-
There is an optimum hatch spacing in each subgroup of samples where the Ra is minimum. In most cases, the optimum hatch spacing is beyond the laser spot size of 70 µm. For initial optimization, it is recommended that the hatch spacing should not be below the laser spot size, which results in an overlap between the laser beam and the previously solidified track. Hatch spacing below the optimum value causes a wavy surface, which is not desirable.
-
Higher laser power induces a smoother surface, but it cannot be beyond or below some limits, as it causes surface deterioration. Laser power 270 W was found to be the top threshold. The laser power 90 W was not preferable, as the minimum achievable micro-roughness was Ra > 10 µm, with minimum porosity beyond 0.5%.
In this study, it has been demonstrated when a laser power of 180 or 270 W is chosen, with hatch spacing beyond the beam spot size 70 µm and energy density range of 50 J/mm3 <VED <100 J/mm3, the Ti6Al4V parts with Ra ≤10 µm and porosity less than 0.15% can be fabricated via the L-PBF process.
Notes
TLS, Technik GmbH & Co is a subsidiary of ALTANA’s ECKART division (www.eckart.net).
References
D. Banerjee and J.C. Williams, Perspectives on Titanium Science and Technology, Acta Mater., 2013, 61(3), p 844–879.
L. Murr, S. Quinones, S. Gaytan, M. Lopez, A. Rodela, E. Martinez, D. Hernandez, E. Martinez, F. Medina, and R. Wicker, Microstructure and Mechanical Behavior of Ti-6Al-4V Produced by rapid-Layer Manufacturing, for Biomedical Applications, J. Mech. Behav. Biomed. Mater., 2009, 2(1), p 20–32.
R.K. Enneti, R. Morgan, and S.V. Atre, Effect of Process Parameters on the Selective Laser Melting (SLM) of Tungsten, Int. J. Refract. Metal Hard Mater., 2018, 71, p 315–319.
B. Song, S. Dong, B. Zhang, H. Liao, and C. Coddet, Effects of Processing Parameters on Microstructure and Mechanical Property of Selective Laser Melted Ti6Al4V, Mater. Des., 2012, 35, p 120–125.
Z. Kuai, Z. Li, B. Liu, Y. Chen, S. Lu, X. Tang, and T. Liu, Selective Laser Melting of CuCrZr Alloy: Processing Optimisation, Microstructure and Mechanical Properties, J. Market. Res., 2022, 19, p 4915–4931.
Y.Y. Sun, S. Gulizia, C.H. Oh, D. Fraser, M. Leary, Y.F. Yang, and M. Qian, The Influence of As-Built Surface Conditions on Mechanical Properties of Ti-6Al-4V Additively Manufactured by Selective Electron Beam Melting, Jom, 2016, 68(3), p 791–798.
A. Dareh Baghi, S. Nafisi, R. Hashemi, H. Ebendorff-Heidepriem, and R. Ghomashchi, Effective Post Processing of SLM Fabricated Ti-6Al-4 V Alloy: Machining vs Thermal Treatment, J. Manuf. Process., 2021, 68, p 1031–1046.
Ó. Teixeira, F.J.G. Silva, L.P. Ferreira, and E. Atzeni, A Review of Heat Treatments on Improving the Quality and Residual Stresses of the Ti-6Al-4V Parts Produced by Additive Manufacturing, Metals, 2020, 10(8), p 1006.
G. Kasperovich, J. Haubrich, J. Gussone, and G. Requena, Correlation Between Porosity and Processing Parameters in TiAl6V4 Produced by Selective Laser Melting, Mater. Des., 2016, 105, p 160–170.
J. Han, J. Yang, H. Yu, J. Yin, M. Gao, Z. Wang, and X. Zeng, Microstructure and Mechanical Property of Selective Laser Melted Ti6Al4V Dependence on Laser Energy Density, Rapid Prototyp. J., 2017, 831, p 142236.
C.-P. Jiang, A.T. Wibisono, S.-H. Wang, T. Pasang, and M. Ramezani, Selective Laser Melting of Free-Assembled Stainless Steel 316L Hinges: Optimization of Volumetric Laser Energy Density and Joint Clearance, Metals, 2022, 12(7), p 1223.
C. Qiu, C. Panwisawas, M. Ward, H.C. Basoalto, J.W. Brooks, and M.M. Attallah, On the Role of Melt Flow into the Surface Structure and Porosity Development During Selective Laser Melting, Acta Mater., 2015, 96, p 72–79.
E. Yasa, J. Deckers, and J.-P. Kruth, The Investigation of the Influence of Laser Re-melting on Density, Surface Quality and Microstructure of Selective Laser Melting Parts, Rapid Prototyp. J., 2011, 17(5), p 312–327.
L.N. Carter, X. Wang, N. Read, R. Khan, M. Aristizabal, K. Essa, and M.M. Attallah, Process Optimisation of Selective Laser Melting Using Energy Density Model for Nickel based Superalloys, Mater. Sci. Technol., 2016, 32(7), p 657–661.
L. Wang, Q.S. Wei, Y.S. Shi, J.H. Liu, and W.T. He. Experimental Investigation into the Single-Track of Selective Laser Melting of IN625. in Advanced Materials Research (Trans Tech Publ., 2011).
S. Kumar and A. Shahi, Effect of Heat Input on the Microstructure and Mechanical Properties of Gas Tungsten Arc Welded AISI 304 Stainless Steel Joints, Mater. Des., 2011, 32(6), p 3617–3623.
U.S. Bertoli, A.J. Wolfer, M.J. Matthews, J.-P.R. Delplanque, and J.M. Schoenung, On the Limitations of Volumetric Energy Density as a Design Parameter for Selective Laser Melting, Mater. Des., 2017, 113, p 331–340.
J. Ciurana, L. Hernandez, and J. Delgado, Energy Density Analysis on Single Tracks Formed by Selective Laser Melting with CoCrMo Powder Material, Int. J. Adv. Manuf. Technol., 2013, 68(5–8), p 1103–1110.
K. Prashanth, S. Scudino, T. Maity, J. Das, and J. Eckert, Is the Energy Density a Reliable Parameter for Materials Synthesis by selective Laser Melting?, Mater. Res. Lett., 2017, 5(6), p 386–390.
I. Koutiri, E. Pessard, P. Peyre, O. Amlou, and T. De Terris, Influence of SLM Process Parameters on the Surface Finish, Porosity Rate and fatigue Behavior of As-Built Inconel 625 Parts, J. Mater. Process. Technol., 2018, 255, p 536–546.
H. Attar, M. Calin, L.C. Zhang, S. Scudino, and J. Eckert, Manufacture by Selective Laser Melting and Mechanical Behavior of Commercially Pure Titanium, Mater. Sci. Eng., A, 2014, 593, p 170–177.
H. Gong, K. Rafi, H. Gu, T. Starr, and B. Stucker, Analysis of Defect Generation in Ti-6Al-4V Parts made Using Powder Bed Fusion Additive Manufacturing Processes, Addit. Manuf., 2014, 1–4, p 87–98.
L.V. Santos, V.J. Trava-Airoldi, E.J. Corat, J. Nogueira, and N.F. Leite, DLC Cold Welding Prevention Films on a Ti6Al4V Alloy for Space Applications, Surf. Coat. Technol., 2006, 200(8), p 2587–2593.
B. Blakey-Milner, P. Gradl, G. Snedden, M. Brooks, J. Pitot, E. Lopez, M. Leary, F. Berto, and A. du Plessis, Metal Additive Manufacturing in Aerospace: A Review, Mater. Des., 2021, 209, p 110008.
M. Geetha, A.K. Singh, R. Asokamani, and A.K. Gogia, Ti Based Biomaterials, the Ultimate Choice for Orthopaedic Implants—A Review, Prog. Mater Sci., 2009, 54(3), p 397–425.
B. Vandenbroucke and J.P. Kruth, Selective Laser Melting of Biocompatible Metals for Rapid Manufacturing of Medical Parts, Rapid Prototyp. J., 2007, 13(4), p 196–203.
ASTM F2924–14, Standard Specification for Additive Manufacturing Titanium-6 Aluminum-4 Vanadium with Powder Bed Fusion. 2014.
ASME B46.1-2019, Surface Texture (Surface Roughness, Waviness, and Lay). (The American Society of Mechanical Engineers, USA, 2019).
C. Sahay and S. Ghosh. Understanding Surface Quality: Beyond Average Roughness (Ra). in 2018 ASEE Annual Conference & Exposition (2018).
D. Dai and D. Gu, Tailoring Surface Quality Through Mass and Momentum Transfer Modeling Using a Volume of Fluid Method in Selective Laser Melting of TiC/AlSi10Mg Powder, Int. J. Mach. Tools Manuf., 2015, 88, p 95–107.
P. Krakhmalev and I. Yadroitsev, Microstructure and Properties of Intermetallic Composite Coatings Fabricated by Selective Laser Melting of Ti-SiC Powder Mixtures, Intermetallics, 2014, 46, p 147–155.
H. Attar, M. Bonisch, M. Calin, L.-C. Zhang, S. Scudino, and J. Eckert, Selective Laser Melting of In Situ Titanium-Titanium Boride Composites: Processing, Microstructure and Mechanical Properties, Acta Mater., 2014, 76, p 13–22.
A.M. Khorasani, I. Gibson, A. Ghaderi, and M.I. Mohammed, Investigation on the Effect of Heat Treatment and Process Parameters on the Tensile Behaviour of SLM Ti-6Al-4V Parts, Int. J. Adv. Manuf. Technol., 2019, 101(9), p 3183–3197.
S.R. Pulugurtha, J. Newkirk, F. Liou, and H.-N. Chou. Functionally Graded Materials by Laser Metal Deposition. in 2009 International Solid Freeform Fabrication Symposium (University of Texas at Austin, 2009).
A. Keshavarzkermani, E. Marzbanrad, R. Esmaeilizadeh, Y. Mahmoodkhani, U. Ali, P.D. Enrique, N.Y. Zhou, A. Bonakdar, and E. Toyserkani, An Investigation into the Effect of Process Parameters on Melt Pool Geometry, Cell Spacing, and Grain Refinement During Laser Powder Bed Fusion, Opt. Laser Technol., 2019, 116, p 83–91.
T. Mukherjee, J.S. Zuback, A. De, and T. DebRoy, Printability of Alloys for Additive Manufacturing, Sci. Rep., 2016, 6, p 19717.
N. Suutala, Effect of Solidification Conditions on the Solidification Mode in Austenitic Stainless Steels, Metall. Trans. A, 1983, 14(1), p 191–197.
Y. Li and D. Gu, Thermal Behavior During Selective Laser Melting of Commercially Pure Titanium Powder: Numerical Simulation and Experimental Study, Addit. Manuf., 2014, 1, p 99–109.
I. Yadroitsev, A. Gusarov, I. Yadroitsava, and I. Smurov, Single Track Formation in Selective Laser Melting of Metal Powders, J. Mater. Process. Technol., 2010, 210(12), p 1624–1631.
Acknowledgments
This work was undertaken in part at the OptoFab node of the Australian National Fabrication Facility (ANFF), utilizing Commonwealth and South Australian State Government funding. Adelaide Microscopy is gratefully acknowledged for the access provided to its electron microscopy facilities. Thanks to PhD student, John Daniel Arputharaj, for some supplementary experiments he performed to support this article. A. Dareh Baghi is grateful to the Australian Government and Adelaide University for his PhD scholarship.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
11665_2023_8060_MOESM1_ESM.docx
Figure S1: Graph of roughness average (Ra) and average maximum height of profile (Rz) versus samples numbers fabricated with laser power 270 W (group A). Figure S2: Graph Ra and Rz versus samples numbers in group B (fabricated with laser power 180 W). Figure S3: Graph Ra and Rz versus samples numbers fabricated with laser power 90 W (group C). (DOCX 89 kb)
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Dareh Baghi, A., Nafisi, S., Hashemi, R. et al. A New Approach to Empirical Optimization of Laser Powder Bed Fusion Process for Ti6Al4V Parts. J. of Materi Eng and Perform 32, 9472–9488 (2023). https://doi.org/10.1007/s11665-023-08060-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-023-08060-8