
Abstract
Fusion welding techniques such as tungsten inert gas (TIG) welding process have been widely used in industrial and construction applications. The molten metal flow in the weld pool has a major impact on the microstructure evolution, chemical element distribution and defects formation during solidification, which subsequently determines the performance of the welds. However, limited real-time experimental data availability of internal flow behavior has been considered as a major barrier to achieve a thorough understanding and development of accurate weld pool prediction models. In situ x-ray imaging with the tracking particles facilitated us to visualize the flow evolution during the solid–liquid–solid transformation. Experimental results indicated the flow patterns are progressively becoming complicated with the expansion of the melt pool. The shape of the melt pool also changed according to this flow evolution. Our analysis of flow patterns concerning the underlying variation of the driving forces suggests that gravity-derived buoyancy has a considerable effect on determining fluid flow at the melt pool periphery compared to other regions.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Fusion welding can be considered as a prominent effective and economical way to join metallic materials. Tungsten inert gas (TIG) is one of the most widely employed fusion welding. In the TIG process and many other electric arc welding processes, an electric arc is formed between the tungsten cathode and the metal anode (workpiece) during the welding, which melts the sections of the metals to be joined, creating a melt pool. Molten metals then rapidly solidify to make the joints, once the arc is discontinued (Ref 1,2,3). The formation of weld pool is a thermophysical process that involves heat transfer, fluid flow and instantaneous phase transformation, which directly influence the qualities and shapes of the weld joints. Complex metal transfer and molten metal flow dynamics are closely linked to the driving forces within the melt pool (Ref 4,5,6). Previous investigations on driving forces of molten melt flow indicate that buoyancy, arc and electromagnetic force, Marangoni force and recoil pressure (for heat input with high energy mode) dictate the flow mechanisms within the pool. As a result of outward flow caused by negative surface tension gradient (driven Marangoni force) and buoyancy, the melt pool shape can be shallow and wide. In contrast, the depth of melt pool formed with inward flow driven by positive surface tension gradient and arc forces are deeper (Ref 7,8,9,10,11). There are numerous other fusion welding methods available. However, when fundamental driving forces acting on the melt pool is concerned, TIG welding represents a simplified and reasonably overall representation of arc welding methods. Conventionally, most microscopy (Optical and SEM) techniques can only investigate the weld pool ex situ, once it solidified or limited to the melt pool surface during the welding process. The critical information on the temperature distribution and dynamic flow conditions inside the molten alloys can be hardly obtained through these ex-situ methods, which are crucial for validating and improving the numerical simulations (Ref 12,13,14,15,16,17). With the recent advances in synchrotron x-ray characterization, in situ investigations became a powerful tool to study melt pool dynamics in welding and additive manufacturing processes (Ref 10, 18,19,20,21,22). In addition, three-dimensional information related to melt pool evolution has also been investigated through multiple optical camera arrangements (Ref 23, 24). However, optical imaging was limited to collect surface details of the weld pool. Thus, in this contribution, we utilized a fast synchrotron x-ray imaging with tracer particles to measure and study the flow circulations characteristics inside the weld pool during the rapid phase transformation process.
2 Experimental Setup
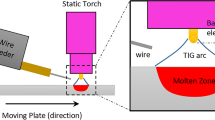
In situ fast x-ray imaging experiments were performed at the I12 beamline of the Diamond Light Source, UK. The field of view of the camera used was approximately 12×8 mm2 with ~10 μm pixel size. LM24(A380) alloy was selected as the experimental material with 25 mm (Length) ×12 mm (Height) ×6 mm (Width) samples. TIG welding was used to demonstrate general and common representative conditions of the melt pool phenomenon that occurs in a majority of the arc-based fusion welding process. Tungsten carbide particles were used as tracking particles for flow, and their average radius was around 15 μm. These particles were placed on the top surface of the sample using an adhesive(superglue) that leaves nearly no residues. The chemical composition of the samples is shown in Table 1. Figure 1 shows a schematic representation of the experimental setup. Further experiment details can be found in ref.(Ref 10, 25).

Schematic experimental configuration that represents the Synchrotron x-ray beam passing through the object
3 Results and Discussion
The representative evolvement and quantitative geometric changes of the melt pool as well as the motion of tungsten particles are presented in Fig. 2. Under the present experimental parameter, an elliptical melt pool formed in the initial 1 s with a well-marked convex shape appeared on under the welding tip. A small number of tracers made inward circular motion along the axis of symmetry of the melt pool during this period. As the arc continued, further expansion of the melt pool size occurred and the center area became concave, and the tracers gradually moved outward. When the center surface of the melt pool declined as the enlargement of the melt pool size (from 2 s to 4 s), some of the aggregate or large particles demonstrated a notable vertical downward movement. Definitely, these unique morphological changes of the melt pool are analogous under other parameters. In addition, the depth of the melt pool grew flatly through the whole welding process compared with the increment of width/diameter of the melt pool; this is commonly referred as the dominant driving forces variation in the arc welding process. As the negative surface tension gradient-driven Marangoni force and gravity-driven buoyancy are the main driving forces (occupying most of the time when the metal is in the liquid state), the outward flow of molten metal tends to form a wider but shallow shape. Figure2B shows the quantitative variation of the molten volume. With some minor deviation in the symmetry and/or overall shape of the melt pool, molten metals volume increases steadily. The volume growth rate of the molten pool increases from 80 mm3/s at 1 s to 125 mm3/s by 1.6 s, compared with relatively slower average rate of 40 mm3/s within initial 1 s. Significant increase in both the depth and the width/diameter contribute to this surging volume of the liquid metal.

(A) Typical molten pool evolution and tracers motion trajectory. (B) Dynamic change of melt pool depth, diameter, and molten volume. Process parameter: 100 A, 11.5 V, Alternative Current (AC), 3 s
The actual velocities of tracking particles are affected by the density difference between themselves and the substrates (Al). According to the Olson formula, the average velocities difference due to the sinking effect is approximately ±6−10 % (only low Reynolds numbers and laminar flow conditions are considered), which is inappreciable contrast to the ultra-high dynamic molten metal flow (Ref 26, 27). Moreover, the effect of gravity-induced sinking is inconspicuous until it becomes the main driving force within the melt pool. Thus, in this paper, tracking particle movement is used as a direct representative for the actual flow evolution. The parameters chosen to reveal and analyze the molten metal flow conditions are 100 A AC and 3 s. Figure 3 visually displays the flow of particles in the melt pool at each 1 s over the phase transformation duration, and individual vectors represent one particle’s motion within 0.1 s. Those gray and blue outlines convey the shapes of the melt pools at the beginning and end of the time node, respectively, while the purple line depicts the axis of symmetry. With the heat began to transfer to the substrates, alloys started to melt and the flow in the central area showed significant inward movement, with the velocities above 45 mm/s as opposed to the slower flow speed at the boundary (about 15 -30 mm/s) in Fig. 3(a). In the next second, the peak velocities area gradually shifts outward from the center. Although the flow velocities at the bottom and edge of the melt pool did not change much, there was a clear upward movement of particles from the base region. The clearly evident outward flow trend at the center region appeared after the arc continued to work for about 2 - 3 s, while at this period, the flow at the peripheral area showed mainly vertical movement. When the arc is extinguished, the majority of the tracking particles began to move vertically downward, accompanied by few rapid upward movements.

Vector maps of the tracers’ motion in the melt pool over time. (a) 0 to 1 second. (b) 1 to 2 second. (c) 2 to 3 second. (d) 3 to 4 second. The unit for X and Y axis is 10 μm for each pixel.
In order to further extended analyses of the flow variation inside the melt pool, we extracted the flow in single directions (horizontal and vertical) and used the interpolation method to fully demonstrate the complex flow behavior. As shown in Fig .4, the positive value in the horizontal direction represents an outward movement (away from the center of the melt pool) and an upward movement. As the arc existed, the horizontal flow changed from negative to positive along with the expansion of the melt pool, and most of the flow in this direction appeared outward when the arc existed for 3 s. As measured vertically, the velocity of tracking particles is mostly positive while turned to negative along the boundary region. This means that the influence of gravity-driven buoyancy on the melt pool, especially the boundary area, gets more noticeable with the increasing melt volume.

Spatiotemporal evolution of particles velocity in horizontal and vertical direction from 0 to 4 s. (a) represents the horizontal direction while (b) represents vertical direction. Each figure represents the velocity change in every second, and the unit for X and Y axis is 10 μm for each pixel.
To date, a number of previous studies have investigated the effects of different driving forces on the molten metal flow in the welding process (e.g., (Ref 28,29,30)). From these studies, it is noted that surface tension-driven force is regarded as the most influencing one, which received the greater attention. However, the results highlighted here show the additional effects caused by the gravity-driven buoyancy forces, which made the flow more complicated. In general, as melt pools are formed, arc force is thought to be primarily responsible for causing the melt pool to flow inward. The heat accumulation on the substrates stepwise changed these simple flow patterns, resulting in surface tension forces replacing the main driving force. Although the overall flow conditions gradually changed outward, some small inward flow in the center region is still controlled by the arc force. The complication of the flow patterns also comes from the increasing influence of gravity with the increasing melt volume. It contributed more to the border(outer) area as the melt pool grows larger once the arc ends. Therefore, multiple forces caused the flow patterns to evolve from simple to complex, from one vortex to manifold vortices.
4 Summary
In this paper, we have briefly presented the high energy x-ray radiographic imaging approach, which was set out to explore the internal flow conditions during the fusion welding process. Through the analysis of tracers trajectories, simple to intricate flow evolution patterns in the melt pool are represented. The overall results of spatiotemporal distribution of molten metal flow combined with the consideration of underpinning melt pool driving forces provide a comprehensive reference to understand the flow evolution fundamentals in the weld pool. With the specific focus on gravity effects, it is possible to understand that gravity exerts more influence on the fluid flow at the melt pool’s peripheral area along with the rapid growth of pool size, which facilitates gravity to dominate the convection with soaring self-weight.
Reference
X.L. Gao, L.J. Zhang, J. Liu, and J.X. Zhang, A Comparative Study of Pulsed Nd: YAG Laser Welding and TIG Welding of Thin Ti6Al4V Titanium Alloy Plate, Mater. Sci. Eng. A, 2013, 559, p 14–21. ((in English))
A.K. Lakshminarayanan, V. Balasubramanian, and K. Elangovan, Effect of Welding Processes on Tensile Properties of AA6061 Aluminium Alloy Joints, Int J. Adv. Manuf. Technol., 2009, 40(3–4), p 286–296. ((in English))
S. Kumar, C. Pandey, and A. Goyal, Microstructure and Mechanical Behavior of P91 Steel Dissimilar Welded Joints Made with IN718 Filler, Int. J. Press. Vessels Pip., 2021, 190, 104290.
C. Ma, B. Chen, C. Tan, X. Song, and J. Feng, Characteristics of Droplet Transfer, Molten Pool Formation, and Weld Bead Formation of Oscillating Laser Hot-Wire Tungsten Inert Gas Hybrid Welding, J. Laser Appl., 2021, 33(1), p 189. (in English)
A.H. Zitouni, P. Spiteri, M. Aissani, and Y. Benkheda, Heat Transfer Mode and Effect of Fluid Flow on the Morphology of the Weld Pool, Defect Diffus. Forum, 2021, 406, p 66–77. ((in English))
S. Kou, Fluid Flow and Solidification in Welding: Three Decades of Fundamental Research at the University of Wisconsin, Welding J., 2012, 91(11), p 287s–302s. ((in English))
K. Tsao and C. Wu, Fluid Flow and Heat Transfer in GMA weld Pools, Weld. J., 1988, 67(3), p 70s–75s.
G.M. Oreper and J. Szekely, Heat- and Fluid-Flow Phenomena in Weld Pools, J Fluid Mech., 2006, 147(1), p 53–79. ((in English))
S. Kou and D. Sun, Fluid Flow and Weld Penetration in Stationary Arc Welds, Metall. Trans. A, 1985, 16(1), p 203–213.
F. Wu, K.V. Falch, D. Guo, P. English, M. Drakopoulos, and W. Mirihanage, Time Evolved Force Domination in Arc Weld Pools, Mater. Des., 2020, 190, 108534.
A. Ebrahimi, C.R. Kleijn, and I.M. Richardson, A Simulation-Based Approach to Characterise Melt-Pool Oscillations during Gas Tungsten Arc Welding, Int. J. Heat Mass Transf., 2021, 164, 120535.
K. Martinsen, S.J. Hu, and B.E. Carlson, Joining of Dissimilar Materials, CIRP Ann. Manuf. Technol., 2015, 64(2), p 679–699. ((in English))
A.K. Unni and V. Muthukumaran, Numerical Simulation of the Influence of Oxygen Content on the Weld Pool Depth during Activated TIG Welding, Int J Adv Manuf Technol, 2021, 112(1–2), p 467–489. ((in English))
J. Xiang, H. Park, K. Tanaka, M. Shigeta, M. Tanaka, and A.B. Murphy, Numerical Study of the Effects and Transport Mechanisms of iron Vapour in Tungsten Inert-Gas Welding in Argon, J. Phys. D Appl. Phys., 2020, 53(4), 044004. ((in English))
A. Traidia and F. Roger, Numerical and Experimental Study of Arc and Weld Pool Behaviour for Pulsed Current GTA Welding, Int. J. Heat and Mass Transf., 2011, 54(9–10), p 2163–2179. ((in English))
B. Wei, C. Jia, W. Wu, C. Fang, and C. Wu, Stirring Effect of the Rotating Arc on the Molten Pool during Non-Axisymmetric Tungsten NG-GTAW, J. Mater. Process. Technol., 2020, 285, 116769.
T.F. Flint, L. Scotti, H.C. Basoalto, and M.C. Smith, A Thermal Fluid Dynamics Framework Applied to Multi-Component Substrates Experiencing Fusion and Vaporisation State Transitions, Commun. Phys., 2020, 3(1), p 196.
C. Zhao, N.D. Parab, X. Li, K. Fezzaa, W. Tan, A.D. Rollett, and T. Sun, Critical Instability at Moving Keyhole Tip Generates Porosity in Laser Melting, Sci., 2020, 370(6520), p 1080.
D. Guo, K. Yan, M.D. Callaghan, D. Daisenberger, M. Chatterton, J. Chen, A. Wisbey, and W. Mirihanage, Solidification Microstructure and Residual Stress Correlations in Direct Energy Deposited Type 316L Stainless Steel, Mater. Des., 2021, 207, 109782.
W.U. Mirihanage, M. Di Michiel, A. Reiten, L. Arnberg, H.B. Dong, and R.H. Mathiesen, Time-Resolved X-ray Diffraction Studies of Solidification Microstructure Evolution in Welding, Acta. Mater., 2014, 68, p 159–168. ((in English))
L. Aucott, H. Dong, W. Mirihanage, R. Atwood, A. Kidess, S. Gao, S. Wen, J. Marsden, S. Feng, M. Tong, T. Connolley, M. Drakopoulos, C.R. Kleijn, I.M. Richardson, D.J. Browne, R.H. Mathiesen, and H.V. Atkinson, Revealing Internal Flow Behaviour in Arc Welding and Additive Manufacturing of Metals, Nat. Commun., 2018, 9(1), p 5414. ((in English))
L. Aucott, D. Huang, H.B. Dong, S.W. Wen, J.A. Marsden, A. Rack, and A.C.F. Cocks, Initiation and Growth Kinetics of Solidification Cracking during Welding of Steel, Sci. Rep., 2017, 7(1), p 40255.
C.B. Jia, X.F. Liu, C.S. Wu, and S.B. Lin, Stereo Analysis on the Keyhole and Weld Pool Behaviors in K-PAW with Triple CCD Cameras, J. Manuf. Process., 2018, 32, p 754–762.
Z. Liang, H. Chang, Q. Wang, D. Wang, and Y. Zhang, 3D Reconstruction of Weld Pool Surface in Pulsed GMAW by Passive Biprism Stereo Vision, IEEE Robot. Automat. Lett., 2019, 4(3), p 3091–3097.
F. Wu, T.F. Flint, K.V. Falch, M.C. Smith, M. Drakopoulos, and W. Mirihanage, Mapping Flow Evolution in Gas Tungsten Arc Weld Pools, Int. J. Heat Mass Transf., 2021, 179, 121679.
R.M. Olson (1973) Essentials of Engineerring Fluid Mechanics
W.U. Mirihanage and D.J. Browne, Sedimentation Speed of a Free Dendrite Growing in an Undercooled Melt, Comput. Mater. Sci., 2010, 50(1), p 260–267. ((in English))
H. Hao, J. Gao, and H. Huang, Numerical Simulation for Dynamic Behavior of Molten Pool in Tungsten Inert Gas Welding with Reserved Gap, J. Manuf. Proces., 2020, 58, p 11–18. ((in English))
J. Hu, H. Guo, and H.L. Tsai, Weld Pool Dynamics and the Formation of Ripples in 3D Gas Metal Arc Welding, Int. J. Heat Mass Transf., 2008, 51(9), p 2537–2552.
J.P. Oliveira, T.G. Santos, and R.M. Miranda, Revisiting Fundamental Welding Concepts to Improve Additive Manufacturing: From Theory to Practice, Prog. Mater. Sci., 2020, 107, 100590. ((in English))
Acknowledgments
This work is supported by the EPSRC (UK) grant EP/P02680X/1 and EP/R031711/1. Diamond Light Source is acknowledged for granting the beamtime at I12 (EE EE20611-1).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is an invited submission to the Journal of Materials Engineering and Performance selected from presentations at the symposium “Joining,” belonging to the area “Processing” at the European Congress and Exhibition on Advanced Materials and Processes (EUROMAT 2021), held virtually from September 12–16, 2021, and has been expanded from the original presentation.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wu, F., Falch, K.V., Ramachandran, S. et al. X-Ray Imaging of Complex Flow Patterns during Tungsten Inert Gas Welding. J. of Materi Eng and Perform 31, 7114–7119 (2022). https://doi.org/10.1007/s11665-022-07042-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-07042-6