
Abstract
In this work, the photocatalytic properties of thin films based on titanium oxides for application on flexible glass in photovoltaic panels were presented. Thin films were prepared by gas impulse magnetron sputtering (GIMS), where the gas injection on a target was synchronized in time with the electric pulse supplying the magnetron with the Ti target. The deposition process was carried out under various Ar/O2 atmospheres (with a content of 5–8% O2). The as-deposited TiOx films were non-stoichiometric. The influence of deposition parameters on optical properties, microstructure, hardness, and elastic modulus was examined. In addition, the dependence between the oxygen content in the sputtering atmosphere and the photocatalytic activity of the coatings was examined. The scratch resistance of the coatings and their adhesion to flexible glass were also investigated. It has been shown that the GIMS technique can be used for efficient deposition of non-stoichiometric TiOx coatings on substrates sensitive to the temperature as thin flexible glass and, at the same time, characterized by high adhesion. The TiOx-based semiconductor coatings prepared in this study can be used successfully in transparent electronics and in the construction of modern photovoltaic panels due to their photocatalytic activity, high hardness, and high level of transparency.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Expanding the area of application of functional thin film coatings, especially with transparent electronics or modern photovoltaics, requires, among others, the development of effective methods of their application on polymer substrates or flexible glass. However, the main problem is the deposition of the oxide nanomaterials at low temperature, which is necessary to eliminate the problems associated with the temperature-related deformation of the said substrates. Among the methods that can be used for this purpose, especially modern magnetron sputtering with the so-called gas impulse seems to be a direction worth attention. The GIMS process (gas impulse magnetron sputtering) is a newly developed PVD method in which a portion of gas is injected into the chamber with simultaneous synchronization with an electrical impulse supplied by the magnetron power supply. As our previous works (Ref 1,2,3,4) or the reports of other researchers (Ref 5,6,7) have shown, it allows one to lower the temperature of the application process and at the same time to increase the hardness of the coatings, or to obtain their better adhesion to the substrates. In this process, it is also possible to very precisely select the composition of the gas mixture that is injected over the magnetron and after its ignition (in the form of plasma), it sputters the target material under conditions of clearly reduced pressure. Accordingly, it is also possible to produce non-stoichiometric films.
The material commonly used in the construction of photovoltaic panels or for the production of functional optical coatings is titanium dioxide. Among the advantages of stoichiometric TiO2 films, its high transparency and high photocatalytic activity should be primarily distinguished (Ref 8,9,10). On the other hand, the main disadvantage of TiO2 is its high resistivity (excellent dielectric properties) (Ref 11, 12). For this reason, the solution enabling the full use of the potential of titanium-based oxide materials, especially in transparent electronics or photovoltaics, is the preparation of non-stoichiometric TiOx coatings, i.e., films with reduced oxygen content. On their basis, transparent films with semiconductor (and not dielectric) properties can be obtained, which would exhibit, inter alia, photocatalytic activity.
This paper presents the results of the study of the properties of TiOx-based photocatalytic coatings for application in flexible glass for PV panels. Coatings were prepared by GIMS technique, which allows excellent control of deposition parameters with low oxygen content, as well as the decrease in the substrate temperature which resulted in use of flexible glass, very thin (0.1 mm), delicate, and sensitive to damage. During deposition, the Ar/O2 gas mixture was delivered directly to the target with the aid of a fast valve, the gas impulses were synchronized with powering of the magnetron, and the content of oxygen was changed from 5 to 8%. In this work, the influence of oxygen content in injected gas during the GIMS process on structure, optical and electrical properties, hardness, and scratch resistance, as well as photocatalytic activity, was outlined.
Experimental
Thin Film Manufacturing
Non-stoichiometric TiOx thin films were deposited by gas impulse magnetron sputtering (denoted as GIMS) magnetron sputtering. It is a modern modification of magnetron sputtering which results in better adhesion of coatings to the substrate and higher hardness due to lower sputtering pressure (Ref 1,2,3). Moreover, because of local and pulsed ignition of the plasma, low temperatures of the substrates can be obtained. Therefore, such a deposition technique is particularly desirable for polymeric substrates or thin flexible glass that are susceptible to deformation when exposed to temperature. In the applied GIMS process, a gas mixture (Ar/O2) with different O2 contents (from 5% to 8%) was injected into the working chamber directly on the surface of the metallic Ti target (diameter—30 mm, thickness—3 mm, purity 99.95%) mounted on the magnetron. The Ar/O2 gas mixture was obtained due to the use of a gas mixer that included two individual MKS mass flow controllers set at 30 sccm for Ar and from 1.7 sccm up to 2.6 sccm for O2. The gas mixture was injected by a Festo fast valve in short pulses (a few milliseconds) with a frequency of 1 Hz, which caused the initiation of a glow discharge (injection of small gas portions that did not lead to a continuous discharge). The powering of the magnetron was synchronized with gas pulses and in each cycle lasted 100 ms. A DPS (Dora Power Systems) source was used for magnetron supply working in unipolar mode at the frequency of 165 kHz of sinusoidal pulses with a voltage amplitude of 1.8 kV. The sputtering system was equipped with diffusion and rotary pumps. Before all GIMS processes, the vacuum chamber was evacuated to a base pressure of ca. 5 × 10−5 mbar. During deposition, a local and fast injection of the gas mixture resulted in a vacuum level of 3 × 10−3 mbar. The portion of gas dosed into the chamber was experimentally selected to obtain ignition of the plasma at the lowest possible pressure. The sputtering time was set at 30 min. The thickness of the coatings was related to the O2 content in the Ar/O2 gas mixture. Measurements with the aid of an optical profiler (Talysurf CCI, Tylor Hobson) have shown that the thickness was in the range 280-365 nm. Higher oxygen content in applied gas mixture resulted in decrease in deposition rate. Thin films were deposited on various substrates, including silicon, fused silica, and thin flexible glass.
Characterization of Thin Films
The structure of the as-deposited TiOx coatings was determined using X-ray diffraction in the grazing incidence mode (GIXRD) with the aid of an Empyrean PIXel3D (Panalytical) diffractometer with Cu Kα radiation (0.15406 nm). The X-ray source was powered with 40 kV and 30 mA. The diffraction patterns were collected with the step size equal to 0.05 ° in the 2theta range of 20°-80° and the time per step equal to 2 s. The angle of incidence was constant and equal to 3° from the surface of the sample. For data analysis, MDI JADE 5.0 software was used. The thickness and surface topography were determined by the Talysurf CCI optical profiler (Taylor Hobson). Based on three-dimensional profiles, the surface roughness analysis and the value of the root-mean-square roughness (Sq) were determined. Surface and cross-sectional morphology observations were performed with the use of a Hitachi SU6600 Scanning Electron Microscope (SEM). The accelerating voltage during the measurements was set to 15 kV. The plane of the table with the observed samples was perpendicular or inclined at an angle of 5 degrees to the axis of the electron beam-forming system.
The optical properties of the oxide coatings were analyzed on the basis of transmission characteristics. Measurements were made in the wavelength range of 250-900 nm using an Ocean Optics QE65000 spectrophotometer (Ocean Optics) and a coupled deuterium-halogen light source. The analysis carried out based on the obtained data allowed one to determine the transparency level (Tλ) at λ = 550 nm, the position of the absorption edge (λcutoff), optical band gap energy (Egopt)—with the help of the Tauc plot, as well as the Urbach energy (Eu). Reverse engineering with the aid of Scout software allowed for determination of the refraction index (n) and extinction coefficient (k) of the as-deposited non-stoichiometric coatings.
Electrical properties were determined based on DC current-to-voltage electrical measurements using a Keithley SCS4200 semiconductor characterization system (Keithley Instruments) and an M100 probe station (Cascade Microtech). On the basis of I-V characteristics, the sheet resistance (Rp) and resistivity (r) of the films were determined.
The photocatalytic properties of non-stoichiometric TiOx films were estimated on the basis of the phenol decomposition reaction. The experimental setup consisted of a UV-Vis light source (6 × 20 W Phillips lamps with UV and Vis radiation intensity: 183 and 167 W/m2, respectively) and a cylindrical reservoir, which contained 200 mL of solution with phenol concentration of 25 mg/L and a sample size of 4 cm2. To avoid heating of the solution, we controlled the reaction temperature by circulation of water through the jacket at a constant temperature of ca. 14 °C. All experiments were carried out under agitation with a magnetic stirrer, operating at 500 rpm, to provide good mixing of the suspension. No external oxygen supply was used. 30 minutes of premixing at a constant temperature in a dark condition was enough to achieve an adsorption/desorption equilibrium, and after that time, the light was switched on to initiate the reaction. To determine the change in phenol concentration, the samples containing their solutions were collected from the reactor regularly every 3 hours for 12 hours. The solutions were poured into a quartz cuvette and analyzed using an Ocean Optics QE 65000 UV-Vis spectrophotometer coupled with a Mikropack DH-2000-BAL deuterium-halogen light source. The phenol concentration was calculated from the absorption peak at ca. 275 nm using a calibration curve.
The hardness measurements were performed by using a nanoindenter manufactured by CSM Instrument equipped with a diamond Vickers indenter. Hardness values and reduced elastic modulus values were calculated using the method proposed by Oliver and Pharr (Ref 13). Each data point represents an average of five indentations. To measure the 'film-only' properties and minimize the impact of the substrate, a nanoindentation measurement approximation method has been implemented (Ref 13, 14).
The scratch resistance of the coatings deposited on flexible glass was measured using the Taber oscillating abrasion tester 6160. The oscillating sand tester is described in the ASTM F735 standard as a test method to determine the resistance to abrasion. The oscillating movement of the abrasive sand results in a random pattern of scratches that simulates everyday wear. The distance from the sand tray stroke was equal to 100 mm at a speed of 300 strokes per minute,0 and the abrasive medium was 6/9 silica. Surface topography of non-stoichiometric TiOx films was examined before and after the scratch test with the aid of a TalySurf CCI Lite Taylor-Hobson optical profiler.
Results and Discussion
In Fig. 1, GIXRD patterns of as-deposited TiOx thin films are shown. As can be seen, all coatings prepared by the GIMS technique were amorphous. Except for the broad peaks in the patterns related to SiO2, there is a lack of peaks that could testify about the crystal form of metallic titanium or its oxides. Similar results were also obtained for other oxide materials (Ref 1,2,3), which is a consequence of the applied innovative sputtering method (Ref 5).

GIXRD patterns of thin TiOx films deposited on SiO2 substrates by gas impulse magnetron sputtering with different oxygen contents in injected Ar/O2 gas mixture: (a) 5%, (b) 6%, (c) 7%, (d) 8%
More detailed information about the nucleation and growth of non-stoichiometric TiOx films gives SEM images of their cross section (Fig. 2) and surface topography (Fig. 3). In the case of all coatings, high homogeneity and dense microstructure packing can be found. In particular, there are no microcracks or voids in the films. Cross-sectional images also indicate that coatings deposited in the Ar/O2 atmosphere with the lowest amount of oxygen, that is 5%, had a columnar character (Fig. 2a and b). These columns are densely arranged, and there are no gaps between them, which often occur in the case of coatings from classic or high-energy magnetron sputtering processes (Ref 1, 15). The opposite effect was obtained as a result of sputtering with 8% oxygen, where the grainy microstructure indicates a completely different method of film nucleation. Taking into account the increase in the O2 content in the gas mixture injected into the chamber, it can be concluded that its character gradually changes from columnar to grainy. In the case of surface topography, SEM images (Fig. 3) have shown that all prepared non-stoichiometric TiOx films had similar roughness and any significant changes in their surface diversification were observed.

SEM images (cross section) of TiOx thin films deposited on Si substrates by gas impulse magnetron sputtering with different oxygen contents in Ar/O2 gas mixture: (a) 5%, (b) 6%, (c) 7%, (d) 8%

SEM images (surface) of thin TiOx films deposited on Si substrates by gas impulse magnetron sputtering with different oxygen contents in Ar/O2 gas mixture: (a) 5%, (b) 6%, (c) 7%, (d) 8%
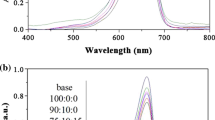
Optical studies with the aid of the transmission method (Fig. 4) have shown that all prepared TiOx coatings were well transparent. As can be seen in Fig. 4(a), there exists a dependence between oxygen content and the transparency level of non-stoichiometric films. The average transmission determined for λ = 550 nm shows that the increase in the amount of O2 from 5 to 8% allows for a significant modification of their optical properties. The mentioned increase in the value of the T550nm coefficient was in the range of 62 to 80% (Fig. 4b). It should be noted that the transmission level for non-stoichiometric TiOx films from the GIMS process with injection of Ar/O2 gas impulses with 7% and 8% oxygen content was similar to ordinary well-oxidized TiO2 coatings (Ref 16, 17). The increase in the O2 content in the gas mixture used also resulted in the so-called blue shift of the optical absorption edge (λ cutoff) (Fig. 4c). It can be assumed that the greater amount of oxygen in the crystal lattice of the TiOx coating resulted in a decrease in the λcutoff value from 338 to 330 nm.

Transmission characteristics (a) of non-stoichiometric TiOx thin films deposited on SiO2 substrates by gas impulse magnetron sputtering (a) and relation between oxygen content in injected Ar/O2 gas mixture and the average transmission value at 550 nm (T550 nm) (b) and the position of the absorption edge (λcutoff) (c)
Based on transmission characteristics and with the aid of the Tauc relationship (for indirect transitions), the value of the optical band gap (Egopt) was estimated (Fig. 5). The increase in oxygen content in the injected Ar/O2 gas mixture was found to result in a slight increase in the Egopt value from 3.31 to 3.41 eV. Such values are similar to well-transparent and stoichiometric TiO2 with anatase structure (Ref 18). This testifies that oxide coatings deposited via an oxygen deficit in the plasma can have a band structure similar to that of stoichiometric ones. Transmission characteristics were also used to determine the absorption coefficient, on the basis of which the Urbach energy (EU) was estimated (Fig. 6). This parameter gives information about the structure disorder (Ref 19). In the case of as-deposited films, EU was in the range of 0.18 to 0.23 eV. These values were low and similar, which testifies to the well-ordered structure of all non-stoichiometric TiOx coatings. Such results are in good agreement with conclusions made based on SEM observations, where homogeneous and well-crystallized (columnar or grainy) microstructures were identified, free of voids or cracks.

Tauc plot for non-stoichiometric TiOx thin films deposited on SiO2 substrates by gas impulse magnetron sputtering (a) and relation between oxygen content in the injected Ar/O2 gas mixture and the optical band gap value (Egopt) (b)

Absorption characteristics of non-stoichiometric TiOx thin films deposited on SiO2 substrates by gas impulse magnetron sputtering (a) and relation between oxygen content in the injected Ar/O2 gas mixture and the Urbach energy value (EU) (b)
Based on transmission measurements, the refractive index (n) and the extinction coefficient (k) were also determined (Fig. 7). As can be seen, the course of the refractive index characteristics is similar for films made with at least 6% oxygen (Fig. 7a). Its value at λ = 550 nm was about 2.35. The opposite relation occurs for the extinction coefficient, which is much higher for a coating made with 5% oxygen in the Ar/O2 plasma (Fig. 7b). This effect is typical for thin film materials with a metallic nature, where light is much more absorbed (Ref 20). The graph of the values of n and k (collected for = 550 nm) as a function of the oxygen content in the Ar/O2 mixture (Fig. 7) allows us to state that the crucial part of the gas impulse sputtering process is the selection of the appropriate amount of oxygen (i.e., below 6%). Due to such an Ar/O2 plasma with oxygen deficit, the metallic fraction begins to play a significant role and determine the properties of oxide coatings based on titanium.

Refractive index (a) and extinction coefficient (b) characteristics of non-stoichiometric TiOx thin films deposited on SiO2 substrates by gas impulse magnetron sputtering and the relationship between oxygen content in the Ar/O2 gas mixture injected and their values collected at λ = 550 nm (c)
The oxygen content in the Ar/O2 gas mixture applied in the GIMS process also had an effect on the electrical properties of the thin films. The increase in the O2 content was found to result in a higher sheet resistance (Rp) and resistivity (r) of the TiOx coatings (Fig. 8). Such an increase is typical and was expected in the case of non-stoichiometric TiOx coatings. Most interesting is the fact that for films as-deposited with less than 8% oxygen, the value of r was in the range 103 - 106 Ωcm, which indicates the semiconducting properties. It should be noted that the resistivity of stoichiometric TiO2 coatings is generally greater than 108 Ωcm (Ref 21). If we take into account the results of light transmission measurements, it turns out that semiconducting coatings with high transparency were obtained. The transmission-to-resistance ratio is definitely the best for the coating as-deposited in the GIMS process with 7% oxygen.

Influence of oxygen content in Ar/O2 gas mixture during deposition of TiOx thin films on their sheet resistance (Rp) and resistivity (r)
The influence of oxygen content on the injected Ar/O2 gas mixture on the photocatalytic properties of TiOx coatings was also examined (Fig. 9). On the basis of phenol decomposition, it was found that all prepared films were photocatalytically active. The highest decomposition rate was obtained for the coating as-deposited with 7% O2. The important factor is that a lower oxygen content during deposition resulted in a higher decomposition rate of the coating at the beginning of photocatalysis. Most probably, it was related to the participation of a higher number of oxygen vacancies that could be used in the recombination process of photogenerated charge carriers due to the O2 deficit in the applied gas mixture (Ref 22). It is also worth emphasizing that the obtained level of photocatalytic decomposition of phenol (at the level of about 3-4%) in the presence of TiOx coatings should be considered high due to the small size of the samples, i.e., 4 cm2. For comparison, TiO2-based nanopowders have an active surface area counted in the tens of m2 per gram (Ref 23). For this reason, the results obtained should be considered satisfactory.

Influence of oxygen content in Ar/O2 gas mixture during deposition of TiOx thin films on their photocatalytic activity, where C—phenol concentration in time, C0—phenol initial concentration (25 mg/L)
The influence of the GIMS process parameters on the hardness and reduced elastic modulus with the aid of nanoindentation was also investigated. The obtained results have shown that the higher content of O2 in the injected Ar/O2 gas mixture resulted in increase in TiOx hardness from 5.73 to 7.02 GPa (Fig. 10a). This effect was expected due to the higher hardness of the oxide coatings as compared to the metallic ones. Furthermore, the hardness of all non-stoichiometric TiOx coatings prepared in the GIMS process is much higher even compared to the stoichiometric TiO2 films obtained in standard magnetron sputtering or evaporation processes (Ref 6, 24). Such a good result may be affected by the reduced pressure in the GIMS process, as compared to the standard magnetron sputtering process, because the gas is injected into the chamber directly near the target and does not lower the vacuum level in the entire volume of the chamber. Similar results have also been shown in other works (e.g., Ref 6). In the case of reduced elastic modulus, the values were in range 157-177.3 GPa (Fig. 10b). It means a good agreement with usually reported values for standard stoichiometric TiO2-based coatings (Ref 24). These results should be considered as an advantage of the non-stoichiometric TiOx coatings prepared in the GIMS process, because higher hardness usually means less flexibility, and hence a higher value of reduced elastic modulus. High hardness and, at the same time, high flexibility may indicate good tribological properties and better adhesion to the substrate.

Influence of oxygen content in Ar/O2 gas mixture during deposition of non-stoichiometric TiOx thin films on: (a) hardness, (b) reduced elastic modulus
The oxygen content in the Ar/O2 gas mixture injected in the GIMS process also had an effect on the scratch resistance of the TiOx coatings deposited on elastic glass substrates. In Fig. 11, three-dimensional surface profiles (from optical profiler) of examined coatings recorded before and after the oscillating abrasion test are shown. As can be seen, all coatings exhibit high adhesion and scratch resistance to the oscillation test with the use of loose abrasive material in the form of quartz sand. As you can see, the material of all coatings was slightly abraded during the test. However, apart from minor scratches and defects of a point nature, there is no visible damage that would indicate complete removal of the films from the flexible glass substrate. The detailed analysis of the surface roughness revealed that there was no significant change in the Sq parameter before and after the oscillating abrasion test (Fig. 12). The roughness of all prepared coatings was extremely low, ranging from 0.7 to 0.8 nm. It increased after the test, but Sq still ranged from 0.9 to 1.9 nm. This shows that non-stoichiometric TiOx coatings were scratch resistant. It should be noted that the smallest increase in the value of the Sq parameter was found from 0.7 nm (before) to 0.9 nm (after the test) in the case of the coating deposited with a content of 7% O2. This suggests that it exhibited the highest scratch resistance among those obtained from the GIMS process.

Surface profiles before (1) and after oscillating abrasion test (2) of non-stoichiometric TiOx thin films as-deposited on elastic glass substrates by gas impulse magnetron sputtering with different oxygen contents in Ar/O2 gas mixture: (a) 5%, (b) 6%, (c) 7%, (d) 8%

Influence of oxygen content in Ar/O2 gas mixture during deposition of non-stoichiometric TiOx thin films on their roughness (Sq—root-mean-square value) before and after the oscillating abrasion test
Conclusions
Non-stoichiometric TiOx thin films prepared by gas impulse magnetron sputtering (GIMS) were transparent, amorphous, and homogenous. Their photocatalytic activity as well as their high scratch resistance and adhesion to elastic glass substrates has been discovered. The low O2 content in the injected Ar/O2 gas mixture (from 5 to 8%) was sufficient to oxidize the sputtered Ti of the metallic target and obtain high-transparency coatings. The increase in oxygen content resulted in a change in the microstructure of the films (from columnar to grainy), increase in transparency level (Tλ), and the optical band gap (Egopt), as well as the value of the refractive index (n). Furthermore, the 'red shift' of the absorption edge (λcutoff) was observed. More oxygen in Ar/O2 plasma used in impulse sputtering resulted in an increase in the hardness and resistivity of TiOx coatings due to its higher oxidization. Complex analysis has revealed that the best results were obtained in the case of the TiOx thin film deposited with 7% of the O2 content in the Ar/O2 gas mixture. This semiconducting and transparent coating could be applied to thin, elastic glass used, for example, in the photovoltaic industry or in transparent electronics.
References
A. Wiatrowski, M. Mazur, A. Obstarczyk, D. Wojcieszak, D. Kaczmarek, J. Morgiel and D. Gibson, Comparison of the Physicochemical Properties of TiO2 Thin Films Obtained by Magnetron Sputtering with Continuous and Pulsed Gas Flow, Coatings, 2018, 8, p 412.
M. Mazur, Analysis of the Properties of Functional Titanium Dioxide Thin Films Deposited by Pulsed DC Magnetron Sputtering with Various O2: Ar Ratios, Opt. Mat., 2017, 69, p 96–104.
M. Mazur, D. Wojcieszak, A. Wiatrowski, D. Kaczmarek, A. Lubańska, J. Domaradzki, P. Mazur and M. Kalisz, Analysis of Amorphous Tungsten Oxide Thin Films Deposited by Magnetron Sputtering for Application in Transparent Electronics, Appl. Surf. Sci., 2021, 570, p 151151.
M. Winnicki, A. Wiatrowski and M. Mazur, High Power Impulse Magnetron Sputtering of In2O3/Sn Cold Sprayed Composite Target, Materials, 2021, 14(5), p 1228.
K. Zdunek, K. Nowakowska-Langier, J. Dora and R. Chodun, Gas Injection as a Tool for Plasma Process Control During Coating Deposition, Surf. Coat. Tech., 2013, 228, p S367–S373.
L. Skowronski, K. Zdunek, K. Nowakowska -Langier, R. Chodun, M. Trzcinski, M. Kobierski, M.K. Kustra, A.A.Wachowiak, W.Wachowiak, T. Hiller, A. Grabowski, L. Kurpaska, M.K. Naparty, Characterization, of Microstructural Mechanical and Optical Properties of TiO2 Layers Deposited by GIMS and PMS Methods. Surf. Coat. Tech., 2015, 282, p p.16-23
R. Chodun, K. Nowakowska-Langier, B. Wicher, S. Okrasa, R. Kwiatkowski, D. Zaloga, M. Dypa and K. Zdunek, The State of Coating-Substrate Interfacial Region Formed During TiO2 Coating Deposition by Gas Injection Magnetron Sputtering Technique, Surf. Coat. Tech., 2020, 398, p 126092.
M. Dell’Edera, C.L. Porto, I. De Pasquale, F. Petronella, M.L. Curri, A. Agostiano and R. Comparelli, Photocatalytic TiO2-based Coatings for Environmental Applications, Catal. Today, 2021, 380, p 62–83.
S. Tanemura, L. Miao, W. Wunderlick, M. Tanemura, Y. Mori, S. Toh and K. Kaneko, Fabrication and Characterization of Anatase/Rutile–TiO2 Thin Films by Magnetron Sputtering: a Review, Sci. Tech. Adv. Mat., 2005, 6, p 11–17.
L. Zhao, C. Zhao, L. Wang, X. Fan, Q. Wang and J. Liu, Preparation and Optical Properties of TiO2/SiO2 Bilayer Antireflection Film, Opt. Mat., 2021, 121, p 111594.
E. Alves Nunes, S.T. Cardoso de Oliveira, A.E. do Carmo Machado, A.A.C.Silva, A. Silva dos Santos, L.S. Cividanes, TiO2 as a Gas Sensor: The Novel Carbon Structures and Noble Metals as New Elements for Enhancing Sensitivity—A Review. Ceram. Int. 2021, 47, pp. 17844–17876
U. Diebold, The Surface Science of Titanium Dioxide, Surf. Sci. Rep., 2003, 48, p 53–229.
W.C. Oliver and G.M. Pharr, An Improved Technique for Determining Hardness and Elastic Modulus Using Load and Displacement Sensing Indentation Experiments, J. Mat. Res., 1992, 7, p 1564–1583.
Y.-G. Jung, B.R. Lawn, M. Martyniuk, H. Huang and X.Z. Hu, Evaluation of Elastic Modulus and Hardness of Thin Films by Nanoindentation, J. Mat. Res., 2004, 19, p 3076–3080.
D. Wojcieszak, Analysis of Eu-effect on Stabilization of the TiO2-Anatase Structure in High Temperature and Photoluminescence Efficiency for the Coatings As-deposited in Magnetron Sputtering Process, Appl. Surf. Sci., 2017, 421, p 128–133.
M. Lequime, A. Macleod, D. Ristau, Advances in Optical Thin Films VI, Proc. SPIE 10691, 1069101, Frankfurt, Germany, doi:https://doi.org/10.1117/12.2503819
A. Macleod, Handbook of Thin Film Deposition, 4th ed. William Andrew Publishing, Norwich, 2018, p 379–416
S. Tanemura, L. Miao, W. Wunderlich, M. Tanemura, Y. Mori, S. Toh and K. Kaneko, Fabrication and Characterization of Anatase/Rutile–TiO2 Thin Films by Magnetron Sputtering: A Review, Sci. Tech. Adv. Mat., 2005, 6(1), p 11–17.
B. Choudhury and A. Choudhury, Oxygen Defect Dependent Variation of Band Gap, Urbach Energy and Luminescence Property of Anatase, Anatase-Rutile Mixed Phase and of Rutile Phases of TiO2 Nanoparticles, Phys. E, 2014, 56, p 364–371.
K. Narashimha Rao, Influence of Deposition Parameters on Optical Properties of TiO2 Films, Opt. Eng., 2002, 41(9), p 2357–2364.
H. Tang, K. Prasad, R. Sanjinès, P.E. Schmid and F. Lévy, Electrical and Optical Properties of TiO2 Anatase Thin Films, J. Appl. Phys., 1994, 75, p 2042.
D. Wojcieszak, D. Kaczmarek, J. Domaradzki and M. Mazur, Correlation of Photocatalysis and Photoluminescence Effect in Relation to the Surface Properties of TiO2: Tb Thin Films, Int. J. Photoen., 2013, 2013, p 526140.
C.H. Lu, W.H. Wu and R.B. Kale, Microemulsion-Mediated Hydrothermal Synthesis of Photocatalytic TiO2 Powders, J. Hazard. Mat., 2008, 154(1–3), p 649–654.
D. Kaczmarek, J. Domaradzki, D. Wojcieszak, E. Prociow, M. Mazur, F. Placido and S. Lapp, Hardness of Nanocrystalline TiO2 Thin Films, J. Nano Res., 2012, 18–19, p 195–200.
Acknowledgments
This work was co-financed from sources provided by the Polish National Science Centre (NCN) as a research project number 2020/39/D/ST5/00424 in the years 2021-2024. SEM images were obtained thanks to the Project Interuniversity Didactic-Technological Center ‘TECHNOPOLIS’ in Wroclaw co-funded by the European Union from the funds of the European Regional Development Fund under the Infrastructure and Environment Program No. UDA-POIS.13.01-021/09-00.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is an invited submission to the Journal of Materials Engineering and Performance selected from presentations at the symposium “New Concepts, Materials and Technologies for Photovoltaic Devices,” belonging to the area “Energy” at the European Congress and Exhibition on Advanced Materials and Processes (EUROMAT 2021), held virtually from September 12–16, 2021, and has been expanded from the original presentation.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wiatrowski, A., Wojcieszak, D., Mazur, M. et al. Photocatalytic Coatings Based on TiOx for Application on Flexible Glass for Photovoltaic Panels. J. of Materi Eng and Perform 31, 6998–7008 (2022). https://doi.org/10.1007/s11665-022-06655-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-06655-1