
Abstract
Aim of this work is to improve the bond between a strain sensor and a device on which the strain shall be determined. As strain sensor, a CMOS-integrated chip featuring piezoresistive sensor elements was used which is capable of wireless energy and data transmission. The sensor chip was mounted on a standardized tensile test specimen of stainless steel by a bonding process using reactive multilayer systems (RMS). RMS provide a well-defined amount of heat within a very short reaction time of a few milliseconds and are placed in-between two bonding partners. RMS were combined with layers of solder which melt during the bonding process. Epoxy adhesive films were used as a reference bonding process. Under mechanical tensile loading, the sensor bonded with RMS shows a linear strain sensitivity in the whole range of tested forces whereas the adhesive-bonded sensor has slightly nonlinear behavior for low forces. Compared to the adhesive-bonded chips, the sensitivity of the reactively bonded chips is increased by a factor of about 2.5. This indicates a stronger mechanical coupling by reactive bonding as compared to adhesive bonding.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Strain sensors are key devices for the measurement of dynamic and static deformation for structural health monitoring (SHM) and condition monitoring (CM). They can help to reduce costs in production environments because they give precise information about the age of a component and about when it has to be replaced. To get reliable and reproducible measurement results, it is necessary to provide a good fixation of the sensor element with high mechanical coupling to the surface to be examined and with long-term stability including low drift behavior of the sensor signal. Furthermore, high temperatures during the bonding process should be avoided to prevent thermomechanical stress or even damage of the sensor element or the device to be investigated. Several bonding methods have been reported to fulfill the aforementioned process constraints. Epoxy bonds are easily established, but they tend to degrade in harsh environments. They therefore offer less longevity than metal-based bond interfaces. As alternative, metal alloy bonding techniques, including diffusion bonding, solder bonding, eutectic bonding, or transient liquid phase (TLP) bonding, can be used (Ref 1). These techniques lead to high joint strength and long-term stability. But, the mating parts need to be heated up to elevated temperatures which can cause thermomechanical stress and even damage of the components. Therefore, a bonding process would be desirable where only the bond region is selectively heated up in short time to prevent unnecessary heat transfer to the surrounding components by heat conduction. As one possibility, the use of heating up the bond region within few seconds by induction has been reported (Ref 2).
In this work, the use of reactive bonding for mounting strain sensors is investigated and compared with adhesive bonding. With that method, the energy for heating up the bond region is provided by exothermal chemical reaction directly within the bond interface. Compared to induction heating, the timescale for the reactive bonding is reduced to few milliseconds, thus minimizing the energy loss due to heat conduction. Thus, reactive bonding shows to be a predestined tool for joining of thermally and mechanically sensitive materials (Ref 3).
Reactive Multilayer Systems
Principle and Properties
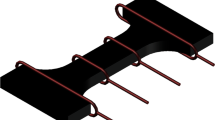
Reactive multilayer systems (RMS) are energy storing films with a thickness in the micrometer range (typically 10-100 µm). They consist of several hundreds of parallel layers of at least two different repeating materials such as Ni and Al or Zr and Si with dimensions of several nanometers for each single layer. Energy is stored by the separation of the different materials and is released in an exothermic reaction if atoms start to diffuse and mix after the activation energy has been applied at one spot of the RMS (Fig. 1).

Schematic drawing of a reactive multilayer system (RMS). Exothermic reaction was started at the left-hand side by an ignition-spark (or laser pulse). Self-propagating reaction zone travels from left- to right-hand side
A self-propagating reaction takes place if enough heat is released to activate the neighboring area in the RMS. The activation energy to start the RMS reaction can be supplied by a laser pulse or an electric current or spark. At the end of the reaction, a new alloy or intermetallic phase has been formed. The microstructure of the RMS after reaction was not investigated within this work explicitly but in general we found NiAl phases predominantly in XRD analysis.
The amount of energy released can be well adjusted by material choice, total thickness of the RMS film, stoichiometric ratio of the different elements, and by the period thickness. Period thickness (or also called “bilayer thickness”) is defined as thickness of the smallest stack of layers which is repeated periodically within the RMS. Furthermore, these parameters have influence on the reaction speed of the RMS film which ranges from 0.1 to 90 m/s (Ref 4) in lateral direction. A detailed description of the fabrication and characterization of reactive multilayer films and foils is given in (Ref 5).
During the past years, an increasing importance on reactive bonding processes has been observed. For example, reactive multilayer foils are used for bonding sputtering targets to control the stress which is caused by the coefficient of thermal expansion (CTE) mismatch between metal targets, compared with their backing plates (Ref 6). In addition, reactive joining provides new solutions for applications within the field of micro-electro-mechanical systems (MEMS) (Ref 7), even for wafer bonding (Ref 8). Furthermore, a new assembly method for wireless SAW strain sensors using reactive multilayer foils has been described in (Ref 9). Here, the metal-based bond interface which is provided by the reacted foil in combination with solder layers prevents aging as well as damping effects which are generated by gluing.
Depending on the material, maximum energy content is in the range of 17-110 kJ/mol (Ref 4). In this work, the binary Ni/Al-RMS has been used with a stoichiometric ratio of 1:1 for Ni and Al in order to harvest the maximum reaction energy possible for this material system.
An energy content of 1090 J/g corresponding to 51 kJ/mol was measured using Linseis STA PT1600 in Ar atmosphere and a heating rate of 10 K/min (measurement: Fraunhofer IFAM Bremen). A lateral speed of 5.4 m/s for the reaction front was determined by a high-speed camera taking 50,000 fps (Fig. 2). These values are essential for correct simulation of the bonding process (section 5.3.).

Picture of the RMS reaction front taken by a high-speed camera. The reactive multilayer was ignited on the left-hand side resulting in a reaction front traveling to the right. RMS were placed between two glass panes to keep the RMS flat. Reaction temperature is high enough to use a camera for visible light
The period thickness of the RMS used for this work was 50 nm, which is a good compromise between loosing too much energy due to increased number of interdiffusion zones in case of lower bilayer thickness and loosing reaction speed due to longer diffusion paths of the atoms in case of increased period thickness.
Fabrication
At Fraunhofer IWS, RMS films are manufactured by means of magnetron sputter deposition, which is a physical vapor deposition technique and takes place in a chamber for high vacuum. The standard equipment “Multi-Sputter-Lab 600” from German company VTD Vakuumtechnik Dresden GmbH was used. Up to four different materials can be sputtered simultaneously or subsequently (Fig. 3).

Top view drawing of sputter chamber from Fraunhofer IWS
During deposition process, the hexagonal substrate holder rotates resulting in the desired periodic sequence of the different materials of the reactive multilayer film. Maximum five substrates can be deposited at the same time, the sixth position is a dummy position for target starting process. Each of the five substrate positions allows for a homogenous deposition area of 430 × 220 mm which results from the dimensions of the sputter equipment. The RMS films can be released from the substrates to manufacture freestanding RMS or the deposition area can be used to fix the components for direct RMS deposition.
Freestanding RMS are preferred if the components to be bonded are too large or too thick (> 4 cm) to be placed into the sputter chamber. It is also more economic to use freestanding RMS if the bonding area is much smaller than the component itself. Direct deposition of the RMS film onto the mating parts is advisable if the parts are small and thin or the bonding area is nearly as large as the part itself.
If preforms are needed with precise dimensions, free standing RMS can be cut by a laser process which has to be optimized to avoid ignition of the RMS. In our work, preforms of 3 × 4 mm2 were fabricated for chip bonding. For ignition of the preforms, they featured an additional tail at one side of 2 mm length and 1 mm width where the ignition needle can be placed easily.
If solder or brace is needed for the bonding process, it can be deposited prior and after the deposition of the RMS film without breaking the vacuum because the sputter tool has four sputter sources. Normally, only 2-3 sources are needed for the RMS film itself, enabling to mount a third or fourth material such as Sn-based solder or Ag-based brace. This procedure avoids oxide formation between RMS film and solder layers.
For this work, we produced RMS films of 40 µm thickness which were electroplated with 10 µm Sn on each side. For Sn layers of that thickness plating is more economic than sputter deposition.
CMOS-Integrated Strain Sensor Chip
Within this work, a CMOS-integrated sensor system for the measurement of dynamic and static deformations has been used. Its main applications are in the field of structural health monitoring and condition monitoring (Ref 10). All relevant subfunctions are covered in a silicon-based chip of about 2.0 × 2.8 × 0.3 mm3. The chip includes 32 PMOS type sensor elements, distributed on the chip surface, and sensitive for normal stress σxx-σyy. Furthermore, the read out electronics and a telemetric interface for data and energy transfer are integrated (Fig. 4 and 5). For testing purposes, the chip can be contacted by wire-bonding. Therefore, contact pads are provided at one side of the chip. This leads to an asymmetric arrangement of the sensors related to the chip edges. For wireless use, the pads can be removed, leading to symmetric conditions.

Layout and dimensions of the used sensor chip. The bond pads on the left side are used for contacting by wires

Positions of the 32 PMOS strain-sensitive sensors on the chip
Chip Assembly
Electrical Contacting
In this work, electrical contacts have been used. This has been performed by attaching the chip to a flexible printed circuit board (PCB) by means of two different techniques. On the one hand, the chip is glued to the PCB by epoxy, and the electrical contacts are realized by wire bonding. After that, the fragile bond wires are protected by a glob top (Fig. 6a). The second way uses an anisotropic conductive adhesive (ACF, 3MTM anisotropic conductive film 5363) for attaching and contacting the chip to the flexible PCB in one single process step (flip chip method, Fig. 6b).

(a) (left) and (b) (right): Chip assembly by wire bonding (left) and by flip chip bonding (right, both schematically)
Read out of the 32 sensor signals is performed by an external electronic unit which is connected to a personal computer, using a graphical user interface (GUI) for reading out and saving the data.
Chip Mounting
Two different methods for mounting the sensor chip with its backside to the workpiece to be examined have been used.
First, the sensor chip is attached to the substrate by reactive bonding. For this purpose, it is necessary to provide solderable surfaces on both bonding partners. The surfaces have been coated with a 50 nm TiW adhesion layer, followed by 200 nm Ni and 200 nm Au, performed by magnetron sputtering. As reactive material, 40 µm thick Ni/Al reactive foil, coated on both sides with 10 µm Sn by electroplating, and cut to pieces of 3 × 4 mm2 by laser, is used. The bonding process is established using a flip chip bonder (fineplacer, Finetech GmbH & Co.KG) for precise adjustment of the sensor chip and the RMS foil to the workpiece and for providing the appropriate bonding pressure using the integrated force module. The reaction is initiated by an electric spark using two tungsten needles, which are attached to the edge of the RMS foil and connected to a DC power source (Fig. 7).

Precise alignment of the chip to substrate and RMS by means of a flip chip bonder (left and right), ignition of the RMS by two electrodes (right)
As second bonding method, an epoxy-based adhesive foil (Structobond®, S+P Samson GmbH) has been used. Therefore, pieces of epoxy foil, 25 µm thick, are cut and placed between sensor chip and workpiece, using the fineplacer. Curing is performed at 134 °C for 90 min.
Simulation of Reactive Bonding Process
Finite elements simulation COMSOL Multiphysics® version 5.5 was used to calculate the temperature load of the Si chip during reactive bonding process. Fig. 8 depicts the simulated bonding assembly as described in section 5.1 and 5.2.

Bonding assembly indicating materials and dimensions which were used for simulation of the heat flow during reactive bonding process
Figure 9 shows the simulated temperature profile for the front side (active side) of the Si chip and for the solder on both sides of the RMS film.

Simulated temperatures during the reactive bonding process. Solder temperatures close to the steel specimen and close to the chip are displayed as well as the chip temperature itself and the liquidus temperature of the Sn solder
The reaction process of the RMS is finished after less than 1 millisecond. The generated heat of the RMS is transferred to the Sn layers causing them to melt and is further going into the mating parts. According to the simulation, the maximum temperature the Si chip reaches during reactive bonding is 243 °C. This seems high compared to the gluing process (134 °C for 90 min). However, the temperature load of the chip during reactive bonding is much lower: time above 200 °C is 3 ms, time above 100 °C is 28 ms.
The complete bonding process is finished after a few milliseconds. The joining is realized by the solidified solder. The short process time of reactive bonding is a big advantage compared to other bonding processes like gluing. Furthermore, the ultrashort reactive bonding duration enables bonding of temperature-sensitive devices based on microelectronic circuits. Since the bonding layer consists of metals, good thermal conductivity, as well as high shear and tensile strength, is possible (Ref 11).
The maximum temperature of the Si chip during reactive bonding can be further reduced if necessary. The chip was contacted by ACF film and a flexboard which both feature a low thermal conductivity. If both components can be omitted or fixed after the bonding process, the chip can be cooled by an Al bloc acting as a heat sink during reactive bonding. In this configuration, the maximum chip temperature would stay below 115 °C, based on simulations, while both solder layers still reach the melting point.
Experimental and Results
As first step, it is necessary to know the output signal of the sensors (offset signal) without influence of any external forces acting on the chip due to the assembly process. Therefore, sensor chips have been electrically connected by bond wires only, without mechanical fixation of the chip. Then, all sensor signals have been measured. To visualize the strain distribution on the chip surface, a net of triangles having their corners at the sensor positions is created via Delaunay triangulation. After that, a contour plot is created by using cubic interpolation of the sensor values (uncalibrated and dimensionless Fig. 10).

Strain distribution (sensor offset) without chip assembly
To examine the influence of PCB gluing to the chip, sensor signals have been measured after chip assembly, and the change in sensor signal compared to the state without assembly has been calculated (Fig. 11). A small amount of compressive stress occurs in the central chip region. On the other hand, tensile stress can be observed at the chip edges. This can be explained by differences in the coefficients of thermal expansion (CTE) of PCB (polyimide) and adhesive (epoxy) compared to the silicon chip. Hence, stress develops within the assembly when cooling down after thermal curing of the epoxy.

Change in strain distribution after chip assembly compared to the signals without assembly
To investigate the sensor behavior under mechanical load conditions, sensor chips have been attached with their back side to a standard tensile testing probe of stainless steel (Fig. 12) with the two different methods, which have been described in the previous section: Adhesive bonding and reactive bonding. For the experiments with reactive bonding, the steel probes had been covered by additional Ni and Au layers.

Standard tensile testing probe (stainless steel, 12.5 mm width, 1.5 mm thick) with mounted chip assembly
After chip attachment to the testing probe, the change in sensor signal has been measured. For the adhesive-bonded chip, the stress distribution is similar to that before assembly, but the values are increased (Fig. 13). After reactive bonding (Fig. 14), the remaining stress is higher compared to the adhesive-bonded chip.

Change in strain distribution after adhesive bonding

Change in strain distribution after reactive bonding
Tensile test probes with attached sensor chips have been mounted onto a tensile testing machine (Zwick Roell Z010), and test forces have been applied between 0 and 1200 N, in steps of 200 N. Sensor signals have been taken for all 32 sensor elements and offset signals have been corrected. The measured stress distributions for an adhesive-bonded chip (number v43) and reactive-bonded chip (v72) at 1200 N tensile force are shown in Fig. 15 and 16, respectively. In both cases, a tensile stress can be observed in the center region. To get knowledge upon the force sensitivity of both chips, the sensor output of one single sensor laying in a central region has been chosen, and the signals are shown in Fig. 17. Whereas the reactive-bonded chip shows good linearity, the adhesive-bonded chip shows nonlinear behavior in the lower force region. Furthermore, it is obvious, that the reactively bonded chip shows a significant higher force sensitivity than the adhesive-bonded one. This indicates that the metallic interface of the reactive bonding provides better mechanical coupling from chip to tensile probe compared to the epoxy-bonded one.

Change in strain distribution at 1200 N tensile force for adhesive-bonded chip v43. The sensor which has been used for sensitivity measurement is marked by a circle

Change in strain distribution at 1200 N tensile force for reactive-bonded chip v72

Conclusion
A CMOS-integrated strain sensor chip has been successfully bonded on a standardized tensile specimen of stainless steel by a reactive bonding process using Ni/A1 reactive multilayer systems (RMS). Reactive bonds have been compared with a standard epoxy adhesive bonding using integrated stress measurement capabilities of the sensor chip. Under mechanical tensile loading, the RMS-bonded sensor shows a linear behavior in the whole range of tested forces whereas the adhesive-bonded sensor is slightly nonlinear for low forces. Compared to the adhesive-bonded chips, the sensitivity of the reactively bonded chips is increased by a factor of about 2.5 indicating a stronger mechanical coupling due to the metallic composition of the RMS and the solder layers.
Temperature simulations reveal a much lower thermal load for the sensors in case of reactive bonding because the bonding process takes only a few milliseconds. The short process time of reactive bonding is an important advantage for many applications like bonding or encapsulation of temperature-sensitive components.
References
W. Reinert, P. Merz, Metallic Alloy Seal Bonding, in: Handbook of Silicon Based MEMS Materials and Technologies, Second Edition, 2015.
B.D. Sosnowchik, R.G. Azevedo, D.R. Myers, M.W. Chan, A.P. Pisano and L. Lin, Rapid Silicon-to-Steel Bonding by Induction Heating for MEMS Strain Sensors, J. Microelectromech. Syst., 2012, 21(2), p 497–506.
B. Rheingans, R. Furrer, J. Neuenschwander, I. Spies, A. Schumacher, S. Knappmann, L.P.H. Jeurgens and Ju. Janczak-Rusch, Reactive Joining of Thermally and Mechanically Sensitive Materials, J. Electron. Pack., 2018, 140(4), p 41006.
D.P. Adams, Reactive Multilayers Fabricated by Vapor Deposition: A Critical Review, Thin Solid Films, 2015, 576, p 98–128.
T. P. Weihs, Fabrication and Characterization of Reactive Multilayer Films and Foils. In: Barmak, K. u. Coffey, K. (Hrsg.), Metallic films for electronic, optical and magnetic applications: structure, processing and properties. woodhead publishing series in electronic and optical materials, Bd. 40. Oxford: Woodhead Publ 2013, S. 160–243.
A. Duckham, J. S. Subramanian, J. Newson, M. Brown, Y. u. Lin, Z. He, Room Temperature Solder Bonding of Sputtering Targets to Backing Plates. In: 49th Annual technical conference proceedings of the society of vacuum coaters, 2006, S. 55–59.
A. Schumacher, U.Gaiß, S. Knappmann, G. Dietrich, S. Braun, E. Pflug, F. Roscher, K. Vogel, S. Hertel, D. u. Kähler, W.Reinert, Assembly and Packaging of Micro Systems by Using Reactive Bonding Processes. EMPC 2015. 20th European microelectronics and packaging conference & exhibition. 2015.
Ju. Braeuer and T. Gessner, A hermetic and room-temperature wafer bonding technique based on integrated reactive multilayer systems, J. Micromech. Microeng., 2014, 24(11), p 115002.
P. Nicolay, J. u. Bardong, H. Chambon, P. Dufilie, Glue-Less and Robust Assembly Method for SAW Strain Sensors. In: 2018 IEEE International Ultrasonics Symposium (IUS), S. 1–4.
M. Kuhl et al., A Wireless Stress Mapping System for Orthodontic Brackets Using CMOS Integrated Sensors, IEEE J. Solid-State Circuits, 2013, 48(9), p 2191–2202. https://doi.org/10.1109/JSSC.2013.2264619
A. Schumacher, S. Knappmann, G. Dietrich, and E. Pflug, Assembly of MEMS-Based Devices by Reactive Bonding, In Micro-Nano-Integration: 6. GMM-Workshop: 5-6 Oct. 2016, Piscataway, NJ, Frankfurt am Main: IEEE; VDE, 2016.
Acknowledgment
The IGF Project No. 19897 N of the Research Community Hahn-Schickard-Gesellschaft für angewandte Forschung e.V. is supported via AiF within the program for promoting the Industrial Collective Research (IGF) of the German Ministry of Economic Affairs and Energy (BMWi), based on a resolution of the German Parliament.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is an invited paper selected from abstracts submitted to the 5th International Conference on Nanojoining and Microjoining (NMJ 2020), which was to be held from September 20-23, 2020, in Leipzig, Germany. The conference was postponed due to the coronavirus (COVID-19) pandemic. The paper has been expanded from the planned presentation.
Rights and permissions
About this article

Cite this article
Schumacher, A., Shah, V., Steckemetz, S. et al. Improved Mounting of Strain Sensors by Reactive Bonding. J. of Materi Eng and Perform 30, 7796–7804 (2021). https://doi.org/10.1007/s11665-021-05993-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-021-05993-w