
Abstract
In numerous stainless steels, nitrogen is used as an alloying element to improve mechanical and corrosion properties. The typical nitrogen content is up to 0.5 pct. A common method for alloying is to blow nitrogen gas into an Argon Oxygen Decarburization (AOD) converter. Depending on the steel composition, operating practice, and process conditions, the hitting grade of the N content can be a problem. According to Sieverts’ law, nitrogen solubility depends on the nitrogen partial pressure. In this study, the applicability of Sieverts’ law to control the nitrogen content in stainless steels was investigated by test trials in an industrial AOD converter using N2–Ar mixtures. The validity was established in a wide range of nitrogen content (0.1–0.4 pct) and large variety of alloying (Cr, Ni, Mo, Mn) with considerable influence on N solubility. The validity was well established by approaching the equilibrium N content both from above and below. As a conclusion, the nitrogen content can be controlled by regulating the partial pressure of nitrogen in the blowing gas mixture. For practical purposes, the final nitrogen content can be predicted in different situations and guide graphs were drawn to determine the required N2–Ar ratio. These tools can be utilized when designing blowing practices for the AOD converter for nitrogen-alloyed stainless steels.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
It is necessary to know the behavior of each alloying element throughout the stainless steelmaking process, so that the desired composition is achieved with minimized resources and the quality of the final product meets the customer’s needs. Each commercial stainless steel grade has a target composition range defined for all its main components. Nitrogen is an interesting element, as its role and target values vary depending on the steel grade, from very low (<100 ppm) to thousands of ppm in nitrogen-alloyed steels. On the one hand, it can be a harmful impurity, which decreases toughness due to the precipitation of nitrides. Therefore, the N content should be kept as low as possible. On the other hand, nitrogen can be used as an alloying element to improve the mechanical and corrosion properties of steels.[1,2] Fairly small changes in the nitrogen content can significantly affect the properties of the steel. Therefore, the permissible range of nitrogen content can be quite narrow. For example, for steel grade S32205 (Cr22Ni5Mo3), the ASTM A240/A240M specification is 0.14–0.20 pct N[3] and the steel producers have made their own internal limits even stricter. Consequently, it is important to develop means to attain a good hit rate for nitrogen content. In this context, it should be mentioned that the nitrogen alloying method differs from those for most other elements because it can be fed into the molten metal either in gaseous form or as solid nitride ferro-alloys.[4]
In our previous article,[5] we investigated the factors affecting the equilibrium content of nitrogen in stainless steels. It was found that among the main components, the alloying of chromium strongly increases the nitrogen solubility in liquid iron alloys, followed by the alloying of manganese and molybdenum, whereas nickel reduces nitrogen solubility. Increasing the temperature has a decreasing effect on nitrogen solubility, due to the exceptional effect of the main element chromium on the temperature dependence of nitrogen solubility; the attraction between nitrogen and chromium decreases as the temperature increases. We also examined the effect of several other alloying elements and impurities of stainless steels on nitrogen solubility. Combining these observations and examinations led to a published equation that predicts nitrogen solubility very well over a wide composition and temperature range in various stainless steels.
The goal of this article is to find out how blowing a mixture of nitrogen and argon could work as a method for regulating and controlling the nitrogen content in nitrogen-alloyed stainless steels. Our hypothesis is that by replacing a part of the nitrogen in the blowing gas with argon, the partial pressure of nitrogen in the blowing gas and gradually in the entire converter decreases, finally leading to a decreased and stable nitrogen content in the steel corresponding to the relationship between the gas mixture and equilibrium solubility.
The hypothesis was investigated and confirmed in this study by measurement and sampling of several heats in an industrial process in cases where the equilibrium content was assumed to be reached. Based on these observations and the above-mentioned equation, guide graphs were created that process operators can use as an aid in their work when defining the gas mixture required to achieve the appropriate nitrogen content in steel.
Thermodynamics of Nitrogen Solubility in Alloyed Steels
The nitrogen solubility in (dilute) iron alloys can be described as
The equilibrium constant, KN, for reaction [1], can be written as
where aN is the activity of dissolved nitrogen, fN is the activity coefficient for nitrogen, \(P_{N_2}\) is the partial pressure of nitrogen, and [pct N] is the dissolved nitrogen content in steel.
The Gibbs free energy of the solution and equilibrium constant KN of the reaction are related according to
where ΔG0 is the change in the Gibbs free energy of reaction (J), ΔH0 is the change in enthalpy of reaction (J), T is the reaction temperature (K), ΔS0 is the change in entropy (JK−1), and R is the gas constant (8.314 JK−1 mol−1). After taking the logarithm of both sides of Eq. [2], a new expression for nitrogen content can be obtained:
In an ideal solution, fN is equal to 1 and the activity equals [pct N].
According to Eq. [4], the solubility of nitrogen in metal is proportional to the square root of the partial pressure of nitrogen in thermodynamic equilibrium, which is called Sieverts’ law[6]:
where KS is Sieverts’ constant, which is the nitrogen content under one atmosphere of nitrogen partial pressure.
In our previous article[5], the effects of alloying elements on nitrogen solubility were investigated, and the following equation was obtained:
Equation [6] can be utilized as a thermodynamic model for predicting nitrogen content in liquid stainless steels. Its validity was assessed for composition ranges of up to 27 pct Cr, 35 pct Ni, 16 pct Mn, and 7 pct Mo, at a pressure of one bar, and across the temperature range of 1450–1750 °C. [5] If Sieverts’ law is valid, it can be used as a starting point in developing nitrogen control for industrial AOD converters.
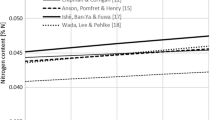
The effect of nitrogen partial pressure on nitrogen content in different metal alloys has been investigated in laboratory-scale experiments, where the melt is surrounded by nitrogen gas or by a mixture of nitrogen and argon at different pressures. Shahapurkar and Small[7] measured the nitrogen solubility in Fe-Cr-Ni alloys at different temperatures and nitrogen gas pressures. According to their results, Sieverts’ law was valid in all their alloys (up to 25 pct chromium content and 35 pct nickel content) over the temperature range of 1450–1600 °C and up to 1 bar nitrogen pressure. Jiang et al.[8] measured the nitrogen content in AISI304 and AISI316L steels at different partial pressures by adjusting the nitrogen pressure using argon dilution and found a relationship between nitrogen partial pressure and nitrogen solubility under 1 bar total pressure. They also combined the results of other researchers[9] with their own measurements and observed a deviation from Sieverts’ law above a pressure of 1 bar when chromium or manganese concentrations exceeded 10 pct. As the pressure and concentrations increased, this deviation also increased. When calculating the activity coefficient of nitrogen in multicomponent alloys, a new parameter, \(\delta_{N}^{p}\), which reflects the effect of nitrogen pressure, is needed when the nitrogen pressure is over 1 bar. Kobayashi et al.[10] investigated the solubility of nitrogen at temperatures of 1500 and 1600 °C with highly alloyed Fe-Cr-Ni-Mo-Mn alloys using a mixture of nitrogen and argon gases at a total pressure of 1 bar. A deviation from Sieverts’ law was observed when the N content exceeded 0.5 pct and when the Cr content approached 30 pct. Wada and Pehlke[11,12] studied the nitrogen solubility in different Fe-Cr-Ni-V-Ti alloys in a temperature range of 1450–1800 °C and up to 1 bar nitrogen pressure. In their measurements, Sieverts’ law was valid even when the Cr content in the alloy was as much as 30 pct.
Takahashi et al.[13] measured nitrogen solubility in two different stainless steel alloys at pressures between 1 and 10 bar, and temperatures between 1521 and 1616 °C. They found a deviation from Sieverts’ law in high Cr (> 18 pct Cr) steels when the nitrogen content exceeded 0.60 pct. This phenomenon was assumed to be caused by the high nitrogen content. Satir-Kolorz and Feichtinger[9] studied nitrogen behavior at elevated pressures up to 100 bar in different alloys from pure iron to high-alloyed steels. At high Cr, Mn, and N contents, the interaction between nitrogen atoms began to cause curvature in the solubility graphs, which is a sign of deviation from Sieverts’ law. To describe the activity of nitrogen in metal, the nitrogen–nitrogen self-interaction parameter \(e_{N}^{(N)}\) should be adopted. Their measurements were performed at 1600 °C, so the effect of temperature was not observed, which limits the utilization of their Cr equivalent method in an industrial process. Siwka[14] used the levitation method and mixtures of argon and nitrogen for studying nitrogen solubility in liquid metals (iron, chromium, nickel, cobalt, and vanadium) and iron alloys, in a nitrogen pressure range from 0.01 bar to 32 bar at different temperatures between 1700 and 1900 °C. The result of his study was a thermodynamic model describing the solubility of nitrogen, where the established nitrogen–nitrogen interaction reduces the effectiveness of nitrogen introduced to the liquid steel.
In most of the reported measurements, the metal melt was kept at a desired nitrogen pressure, and, after a sufficiently long time, the system was considered to have reached equilibrium. In industrial measurements, the time available is limited, but on the other hand, when the gas is injected directly into the melt, the dissolution kinetics are strongly favored and only a few minutes of flushing can be sufficient to reach the equilibrium content. In Chen’s[15] studies, the gas was blown directly into the melt with a submerged lance, and the equilibrium content was achieved very quickly, which also supports the assumptions and observations made in this work.
It can be stated as a summary of this literature review that, in the pressure conditions of the AOD converter and with a nitrogen content below 0.5 pct, Sieverts’ law can be utilized in a wide alloying range. With high chromium or manganese contents and steels aiming at a nitrogen content of above 0.5 pct, deviations from Sieverts’ law can be expected. The referred publications were based on laboratory-scale studies. There seemed to be a lack of extensive systematic research on industrial scale. This research aims to fill this gap and prove the functionality range of Sieverts’ law in the AOD converter.
Nitrogen Control in the AOD Converter
A schematic diagram of the AOD converter is shown in Figure 1. The process involves using a mixture of oxygen and an inert gas to create suitable conditions in the molten steel bath for carbon removal without excessive chromium oxidation. The blowing of oxygen and argon (and nitrogen/air) is performed according to a scheduled program for gas ratios (Figure 2). In the context of the AOD process, CRE (carbon removal efficiency) refers to the percentage of oxygen that reacts with carbon during the AOD process. As the carbon content decreases, the CRE decreases, but it can be stimulated by gradually increasing the proportion of inert gas. The temperature is controlled by adding alloying materials, cooling scrap, or slag formers when needed. Figure 2 offers a conceptual description of the AOD process, illustrating carbon behavior, CRE, temperature, and gas steps. It is worth noting that the last process stage consists of a mixture of nitrogen and argon gases, which illustrates the strategy studied in this work to adjust the nitrogen content by changing the proportion of nitrogen in the blowing gases. Naturally, this can be applied in previous stages of the process.

Conceptual drawing of the AOD Converter

Conceptual illustration of the process flow chart of the AOD process
The nitrogen content of stainless steel in the AOD converter depends on the gases used during the process. When pure nitrogen is blown, the nitrogen content rises toward the equilibrium solubility. Correspondingly, when blowing pure argon, the nitrogen content of the steel decreases.[16] Normal air pressure prevails outside the AOD converter, while inside the converter, there is a mixture of process gases, gases formed as reaction products (CO, CO2), and leakage air from the converter mouth. A very low nitrogen content (< 100 ppm) cannot be achieved cost-effectively in the AOD; vacuum treatment is required. On the other hand, a very high content (>5000 ppm) cannot be reached either, because an overpressure of nitrogen would be needed. The lower and upper limits mentioned above are very much dependent on the maximum nitrogen solubility of the melt, which again is very strongly dependent on its composition and temperature, as shown in our previous article.[5]
The most common method of nitrogen control is to blow nitrogen initially and finally flush the nitrogen down to the desired content with an argon gas blow. It is also possible to blow argon gas initially and finally raise the nitrogen to the desired level with nitrogen blowing. The third alternative procedure is to run the entire decarburization step with nitrogen gas and use argon only in the reduction stage, so the nitrogen level is regulated in this case by changing the length of the reduction step. The fourth method, presented in this work, is to use nitrogen as an inert gas for as long as possible and finally adjust the nitrogen content using a mixture of nitrogen and argon. The required amounts of gases and blowing time in each case are affected by local conditions, such as the geometry of the converter, immersion depth of the gas nozzles, rotation speed of the converter, flow rates of the gases, control system accuracy, and measurement accuracy. These four possible ways, illustrated in Figure 3, have varying levels of effectiveness and hit accuracy. Therefore, determining the gas switch points, which are also illustrated in Figure 3, is a very challenging task for a process engineer.

Illustration of different nitrogen control practices with related inert gas switch points. (A) The change from nitrogen to argon takes place during decarburization. (B) Nitrogen is alloyed at the end of the process. (C) Argon is only blown in the reduction, the length of which varies. (D) The nitrogen content is adjusted at the end of process with a gas mixture
When examining case D in Figure 3, the nitrogen partial pressure can be regulated by varying the nitrogen ratio of the blowing gases. For example, if a blowing gas composition of 30 pct nitrogen and 70 pct argon is selected, after a certain time, a nitrogen partial pressure of 0.3 bar will prevail in the converter and the nitrogen content of the melt should settle at a level corresponding to this pressure.
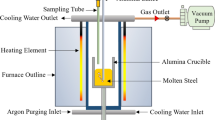
Inert gases are introduced into the melt using the submerged blowing mode. The tuyeres are inside the melt and their number and dimensions are characteristic for each converter. To avoid the injection nozzle melting, it is surrounded by an annular nozzle, from which a jet of nitrogen or argon is injected as a shroud gas at high speed. This reduces the wear of the tuyere bricks by preventing direct contact of oxygen with the lining and by lowering the temperature at the tuyere end.
The desired mixture of process gases flows in the inner pipe, where the proportions of oxygen, nitrogen, and argon vary depending on the process stage; it is desirable to maintain a steady flow in each blowing phase with the help of the converter automation and gas distribution systems. In its simplest form, the control circuit consists of a gas pipeline, control valves, and a flow meter. In a more refined system, each tuyere and even the flow in the inner and outer pipes is controlled separately. Often, at the same time, pressure control in the tuyeres is desired, increasing the number of instruments in the control circuit.
The use of gas injection via submerged tuyeres involves some practical challenges in industrial measurement. A thermal accretion, which may consist of metal oxides or solidified metal, tends to form at the end of the tuyere. The size of thermal accretion varies throughout the process; a schematic illustration is shown in Figure 4. Once the thermal accretion is under control, it will protect the tuyere from excessive wear. If the accretion becomes too big, it can disturb the gas flow and lead to problems in adjusting the gas mixture, because with the same valve position, the flow and pressure will vary, depending on the size of the accretion. This, in turn, makes it difficult to control the mixture of gases and thus maintain the desired nitrogen partial pressure.

Schematic illustration of formation of thermal accretions in tuyeres
A concrete example of this flow control problem can be seen in Figure 5, which shows the measured nitrogen and argon flows together with the calculated momentary nitrogen partial pressure of the blowing gases and its calculated average over the last minute. In this example, the target for nitrogen partial pressure was set to 0.38 bar. The converter is initially idle in this case, the nozzles are above the melt, and the flows of both gases are zero. When the converter is raised to the blowing position, the gas valves open and the automation starts adjusting the flows. The valves are immediately fully opened, and the flows are close to the system’s maximum capacity for a while, from which they start to be throttled until the desired flow is achieved. Presumably, this initial instability does not significantly affect the metallurgical reactions, because precisely in that situation, the contact surface between the gases and the melt is small and the contact time is short. When the melt rises above the tuyeres, the gases start to react. As can be seen in Figure 5, after a while, the gas flows and consequently the partial pressure stabilizes. The variation in the gas flow rate is assumed to be the result of thermal accretions forming at the end of the nozzle, which increases the back pressure, to which the automation system reacts by regulating the position of the valves.

Measured Ar and N2 flows and calculated nitrogen partial pressure in desulfurization stage of a 95 metric ton AOD converter at Outokumpu Avesta
In a metallurgical sense, it is sufficient to know how much of each gas has been blown into the melt. Based on the blown gases, added materials, and known losses, the process model continuously calculates the current state of the process, temperature, and the amount and compositions of liquid metal and slag.
Experiments
The aim of this study was first to observe the changes in nitrogen content in stainless steels when changing the partial pressure of the nitrogen gas in the AOD converter and, second, to study where the content of nitrogen settles when the melt is stirred with a constant gas mixture for a long enough time. In other words, the aim was to study the applicability of Sieverts’ law for nitrogen control in an industrial process. The measurements of this study were performed in an AOD converter with a nominal batch size of about 95 metric tons. Process gases can be mixed with each other almost without restrictions. The converter can be tilted around the swiveling axis so that the tuyeres are above the melt surface when the converter is not in the blowing position.
These tests focused on stainless steel grades with a targeted nitrogen content of between 0.1 and 0.4 pct. It might have been challenging to achieve a lower nitrogen content with this mixed gas method, because very low nitrogen flow rates cannot be reliably measured and adjusted. On the other hand, at very high nitrogen contents, Sieverts’ law does not necessarily apply, as mentioned above.
As shown in Figure 2, the AOD process consists of different process steps: decarburization, reduction, and desulfurization. The desulfurization step is used for steels that require a very low sulfur content or precise temperature control. In these situations, the reduction slag is partially removed and replaced with new slag. With nitrogen-alloyed steels, the focus in controlling the nitrogen content is on the final stages of the process, so the behavior of nitrogen during decarburization was ignored in this study. In these experiments, the nitrogen switch point, where the inert gas is changed from pure nitrogen to a mixture of nitrogen and argon, was placed in the reduction phase or, in certain cases, in the desulfurization phase. All the reduction materials had been added by that stage and the reduction reactions were presumed to be complete. From this point, the desired gas flows for both gases (and nitrogen partial pressure) were maintained for a so long a time that no further changes occurred in the nitrogen content.
In each experiment, immediately after the end of blowing, the converter was turned to standby position and sampling and temperature measurement were performed. All the samples were analyzed using the following methods: Optical Emission Spectroscopy (Thermo Scientific™ ARL™ 4460 OES) or Infrared combustion (LECO TC-600) for N, S, and C; X-ray fluorescence (Thermo Scientific™ ARL™ 9900 Simultaneous-Sequential XRF) for other elements.
Results
The test series was started with tests to investigate the reliability of the method and hypothesis. Table I lists the results of 5 heats, where the nitrogen content in the initial samples varied between 0.155 and 0.194 pct. In these heats, a gas mixture with an argon to nitrogen ratio of 80:20 was blown for 3 min, after which a second sample was taken, and the temperature was measured. The results are shown in Figure 6, where it can be seen how the heats where the nitrogen content was initially high ended up with a lower nitrogen content. Likewise, heats that started with a lower nitrogen content ended up with a higher level, corresponding to the calculated value. In these heats, the final nitrogen contents were between 0.163 and 0.176 pct. The contents of some minor alloying elements are not shown in the result tables as they were very low (typically < 0.1 pct) in all the samples and, therefore, their impact on the outcome can be considered negligible. Table I also shows the nitrogen contents predicted by Equation [6] based on the same measurements, and the biggest observed error (70 ppm) is significantly smaller than the allowed ± 200–300 ppm deviation for the level of this steel and N.

Nitrogen content of test heats from Table II after 3 min blowing of 0.20 bar nitrogen
A larger set of measurements was then performed using the same method for five different types of steels with widely varying contents of Cr, Ni, Mo, and Mn. A target gas flow was calculated for each test heat using Eq. [6] and this target gas flow was maintained for at least 3 min. The results of these measurements are shown in Figure 7 and Table II, where the comparisons with the nitrogen contents calculated by Eq. [6] are also shown.

Measured nitrogen content after desulfurization compared to model predictions
The measurements mentioned above are from the final, desulfurization, stage of the AOD converter. Sometimes, it may be necessary to adjust the nitrogen content at an earlier stage of the process. Experiments were also carried out with this in mind in the reduction stage. Heats from six different types of steel were chosen for the experiments, as listed in Table III. It is known[16] that high sulfur and oxygen contents lower the rate of nitrogen absorption and desorption. Therefore, for these measurements, only heats in which the reduction was considered successful were chosen. A sufficiently high silicon content (Si > 0.20 pct) and low sulfur content (S < 0.0030 pct) in the sample taken at the end of this stage were used as a criterion. The other selection criterion was long blowing (> 5 min) with an unchanged blowing ratio. The initial nitrogen contents were not measured, but they can be assumed to have been very close to the nitrogen saturation content. Estimated initial nitrogen contents at one atm nitrogen pressure are listed in Table III as NInit. The measured results are also shown in Table III and Figure 8, and they are well in line with the predictions of Eq. [6]. In these experiments, the duration of blowing time was sufficient to ensure that the equilibrium was attained, as the difference between the predicted and the measured result is not dependent on the duration of blowing.

Measured nitrogen content in different alloys after reduction stage in AOD converter compared to predictions
Finally, steel type Cr25Ni7Mo4 with a high Cr content (Cr ~26 pct), which was previously found to be a risk factor in the applicability of Sieverts’ law, was chosen for investigating how changing the nitrogen partial pressure affects the measured nitrogen content. For these experiments, we selected heats with the least variation in the main composition (excluding nitrogen) and temperature and where a pre-selected gas mixture had been uniformly blown during the reduction phase. The results of the selected heats are listed in Table IV. Figure 9 shows the measurement results as a function of the square root of the nitrogen partial pressure. The measurement results should follow a straight line if Sieverts’ law is valid for this steel grade. As can be seen, the measurements follow the line drawn according to Sieverts’ law very closely, calculated based on the nominal composition of this steel type at a temperature of 1700 °C, and is of the form \(N_{Siev.}=\sqrt{{N_2}}N_{max}\), where Nmax is the nitrogen maximum solubility for this composition at 1 bar nitrogen pressure. Applying Eq. [6] gives a value of 0.409 pct. The minor deviations in the results can be explained by variations in the Cr content and temperatures, as the nitrogen content increases when the Cr content increases or as the temperature decreases. Table IV also shows the nitrogen content in every heat calculated by Eq. [6] (N Calc.).

Effect of nitrogen partial pressure on nitrogen content in Cr25Ni7Mo4 type stainless steel at T ~1700 °C in test heats
Discussion
As stated in the literature study, nitrogen solubility in stainless steels is related to the partial pressure of nitrogen in the ambient atmosphere along with the so-called Sieverts’ law. It was established in the literature via laboratory experiments that Sieverts’ law can be applied to stainless steels containing up to 30 pct Cr and 20 pct Mn, and max. 0.5 pct N. The equilibrium nitrogen content depends on the composition of the metal alloy, temperature, and nitrogen partial pressure. Correspondingly, at a known steel composition and operation temperature, the targeted N content in nitrogen-alloyed steels can be achieved by equilibrating the liquid metal with a gas mixture containing a fixed pN2, which is precalculated by applying the derived equations. This study aimed to find out how well this principle suits nitrogen control in high-alloyed steels produced in an industrial AOD converter. The studied range extended to max. 26 pct Cr and 0.4 pct N. As the results showed, the validity of Sieverts’ law was established.
By applying this knowledge, it is easy to construct graphs which can be utilized in nitrogen control for different steel grades. Figure 10 shows such a graph for the required nitrogen partial pressure as a function of temperature for steel type Cr22Ni5Mo3. With the help of the diagram, the required gas mixture blown to reach the desired nitrogen content can be determined for each temperature. When this mixture is blown for a reasonable time and at the right temperature, the nitrogen content will end up as predicted in Figure 10. It is useful to evaluate the nitrogen content along with the overall progress of the process because variations in chromium, nickel, molybdenum, and manganese, as well as other alloying elements, as well as temperature, can significantly affect the behavior of nitrogen. Based on the quality and reliability of other process models, as well as the raw materials in use, blowing gas mixtures can be adjusted.

Guide graph for choosing appropriate nitrogen pressure for steel type Cr22Ni5Mo3
This study does not take a stand on the kinetics of the nitrogen content changes in the AOD converter as it would require a separate investigation. However, according to these results, it is evident that a minimum duration of 3 min flushing is sufficient when the initial nitrogen content is to a lesser extent outside the target range, with the possibility of an extended flushing in cases of substantial deviation. The strength of using a stable gas mixture is that blowing can be continued for a considerable time without too violent a change in nitrogen content. With the “conventional method,” blowing must be stopped after blowing the necessary amount of argon gas so that the nitrogen content does not drop too low. With this “new method,” it is possible to respond, for example, to the fact that material additions made at a late stage have time to dissolve and any reaction products are evenly mixed into the entire melt. This should have positive effects in terms of the ability to produce high quality.
Figure 11 shows another version for a tool which can be used for four different nitrogen-alloyed steel types to achieve the desired nitrogen content. With rising temperatures, the nitrogen partial pressure must be increased. Table V shows the nominal compositions and typical trace element contents for scrap-based steelmaking for the steels in Figure 11.

Required nitrogen partial pressure at different temperatures for different steels to achieve the target nitrogen content
Conclusions
The control of the nitrogen content of molten steel in an AOD converter is an important part of the production of stainless steels. The nitrogen content of the steel depends on the composition, temperature, and ambient nitrogen partial pressure and can be controlled based on the solubility equation and Sieverts’ law. In this study, the applicability of these thermodynamic principles in nitrogen content control in an industrial AOD converter was investigated. Measurements were made on nitrogen-alloyed stainless steels by stirring the melt with a nitrogen–argon mixture to achieve the equilibrium nitrogen content.
The results showed that the nitrogen content in the AOD converter repeatedly ends up at the level predicted by Sieverts’ law. The partial pressure of nitrogen in the blowing gas can be regulated by the mutual ratio of nitrogen and argon. This method is an effective way to control the process and to achieve the right nitrogen content in the steel melt.
Based on these results, Sieverts’ law is applicable in industrial AOD operations. Exploiting this idea requires precise knowledge of the nitrogen equilibrium content at each temperature and the ability to reliably adjust the nitrogen partial pressure in the process. Among these preconditions, instructions can be drawn up for routine process operation. In this article, these kinds of instruction graphs have been presented, which process operators can use as an aid in their work. These graphs provide instructions on what kind of gas mixture should be used depending on the composition and temperature of the steel and, of course, the desired nitrogen content. In this way, the desired nitrogen content can be achieved with high reliability and reproducibility, which saves time and reduces quality variation. These graphs are also useful when planning or developing the blowing practice for existing or new types of steels.
References
D.T. Llewellyn: Ironmaking Steelmaking, 1993, vol. 20(1), pp. 35–41.
H. Hänninen, J. Romu, R. Ilola, J. Tervo, and A. Laitinen: J. Mater. Process. Technol., 2001, vol. 117, pp. 424–30.
ASTM International: ASTM A240/A240M—20b Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications, ASTM International, West Conshohocken, 2020.
G. Balanchandran, M.L. Bhatia, N.B. Ballal, and P.K. Rao: ISIS Int., 2001, vol. 41(9), pp. 1018–27.
J. Pitkälä, L. Holappa, and A. Jokilaakso: Metall. Trans. B, 2022, vol. 53B, pp. 2364–76.
A. Sieverts: Z. Met., 1929, vol. 21, pp. 37–46.
D.S. Shahapurkar and W.M. Small: Metall. Trans. B, 1987, vol. 18B, pp. 225–30.
Z. Jiang, H. Li, Z. Chen, Z. Huang, D. Zou, and L. Liang: Steel Res. Int., 2005, vol. 76(19), pp. 730–35.
A.H. Satir-Kolorz and K. Feichtinger: Z. Met., 1991, vol. Bd 82, pp. 689–97.
Y. Kobayashi, H. Todoroki, and N. Shiga: Ironmaking Steelmaking, 2014, vol. 41(6), pp. 459–63.
H. Wada and R.D. Pehlke: Metall. Trans. B, 1977, vol. 8B, pp. 443–50.
H. Wada and R.D. Pehlke: Metall. Trans. B, 1981, vol. 12(2), pp. 333–39.
F. Takahashi, Y. Momoi, K. Kajikawa, and H. Yamada: Tetsu-to-Hagané, 2011, vol. 97(10), pp. 525–31.
J. Siwka: ISIJ Int., 2008, vol. 48(4), pp. 385–94.
J. Chen, Q. Chen, Z. Chen, Z. Jiang, Z. Huang, and J. Pan: Met. Mater. Int., 2012, vol. 18(1), pp. 143–48.
R.J. Fruehan: ISIJ Int., 1996, vol. 36, pp. S58–61.
Funding
Open Access funding provided by Aalto University.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all the authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Pitkälä, J., Holappa, L. & Jokilaakso, A. Nitrogen Control in Production of N-Alloyed Stainless Steels in AOD Converter: Application of Sieverts’ Law. Metall Mater Trans B 55, 524–536 (2024). https://doi.org/10.1007/s11663-023-02974-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-023-02974-3