
Abstract
Synthesis of crystalline slags of 12CaO·7Al2O3 phase from the corresponding melt compositions in different atmospheric conditions and different purities is investigated. Observations using a thermogravimetry coupled with differential thermal analysis showed that the dehydration of a zeolitic 12CaO·7Al2O3 phase occur at 770 °C to 1390 °C before it congruently melts at 1450 °C. The X-ray diffraction pattern of the slag showed that a single 12CaO·7Al2O3 phase is produced from a mixture, which has small SiO2 impurity with a 49:51 mass ratio of CaO to Al2O3. A scanning electron microscope and electron probe micro-analyzer showed that a minor Ca-Al-Si-O-containing phase is in equilibrium with a grain-less 12CaO·7Al2O3 phase. Moreover, 12CaO·7Al2O3 is unstable at room temperature when the high-purity molten slag is solidified under oxidizing conditions contained in an alumina crucible. On the other hand, a high-temperature in-situ Raman spectroscopy of a slag that was made of a higher purity CaO-Al2O3 mixture showed that 5CaO·3Al2O3 phase is an unstable/intermediate phase in the the CaO-Al2O3 system, which is decomposed to 12CaO·7Al2O3 above 1100 °C upon heating in oxidizing conditions. It was found that 5CaO·3Al2O3 is present at room temperature when the 12CaO·7Al2O3 dissociates to a mixture of 5CaO·3Al2O3, 3CaO·Al2O3, and CaO·Al2O3 phases during the cooling of the slag at 1180 °C ± 20 °C in reducing atmosphere. It is proposed that low concentrations of Si stabilize 12CaO·7Al2O3 (mayenite), in which Si is a solid solution in its lattice, which is named Si-mayenite. Regarding the calculated CaO-Al2O3-SiO2 diagram in this study, this phase may contain a maximum of 4.7 wt pct SiO2, which depends on the total SiO2 in the system and the Ca/Al ratio.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In 1909, the binary CaO-Al2O3 phase diagram was initially reported by Shepherd and Wright.[1] In addition to the pure CaO and Al2O3 phases, they observed four compounds in a range of 15 to 70 wt pct Al2O3, which were CaO·Al2O3 (denoted by CA), 5CaO·3Al2O3 (denoted by C5A3), 3CaO·Al2O3 (denoted by C3A), and an unstable form of both 3CaO·5Al2O3 (denoted by C3A5) and C5A3. Also, in 1911, they published a preliminary report on the ternary CaO-Al2O3-SiO2 system,[2] which was of great importance on a study of the constitution of Portland cement clinker. Later on, Rankin and Wright[3] in 1915 documented the ternary CaO-Al2O3-SiO2 phase diagram, which was an updated version of the preliminary report. They had stated that C5A3 formation occurred in two forms, a stable and an unstable monotropic form. The stable form melts at 1455 °C ± 5 °C and has two eutectic mixtures with C3A and CA phases. On the other hand, the unstable form has neither a definite melting point nor any range of temperatures regarding its stability.
It was not until 1936 that Büssem and Eitel[4] showed that the CaO:Al2O3 ratio of the synthesized stable C5A3 phase from Rankin and Wright’s study was 12:7 rather than 5:3, in which they suggested the chemical compound was 12CaO·7Al2O3 (denoted by C12A7). Regarding this phase, Nurse et al.[5,6] found that at elevated temperatures, C12A7 is unstable in anhydrous or moist-free CaO-Al2O3 systems. It is in equilibrium with H2O above 950 °C and forms Ca12Al14O32(OH)2 when is fully saturated; water is present as hydroxyl ions in the crystal structure. The observation was in agreement with Roy and Roy,[7] who had previously reported the zeolitic behavior of the phase. The zeolitic behavior means that the phase absorbs and desorbs water as a function of temperature (with pH2O fixed). They found that C12A7 could absorb water vapor even at 1000 °C at a pH2O of 1.6 × 10−3 atm. In a similar conclusion, Imlach et al.[8] claimed that the C12A7 phase is stable at high temperatures as it absorbs excess of oxygen from an oxidizing atmosphere, even where pO2 is as low as 10−8 atm. In other words, according to them, the phase is very efficient at extracting oxygen from the surrounding atmosphere.
According to Büssem and Eitel,[4] the C12A7 phase in its anhydrous form has the following physical properties: a = 11.982 Å, V = 1720.24 Å3, and bulk density = 2.85 × 103 kg m−3, in the cubic I-43d (220) space group. In 1962, Jeevaratnam et al.[9] used a petrographic microscope to investigate the C12A7 crystal structure and showed results that were in agreement with the work of Büssem and Eitel as well. As mentioned earlier, Rankin and Wright[3] claimed that C12A7 melts at 1455 °C ± 5 °C, whereas Nurse et al.[6] used a high-temperature microscope and proposed that C12A7 crystals are seen to melt at 1392 °C ± 3 °C. Later, Hallstedt[10] optimized the thermodynamic data of C12A7 phase using CALPHAD, which stands for the Calculation of Phase Diagram technique, and reported that the phase melts congruently at 1449 °C and has a eutectic with other phases C3A and CA on each side. Thermodynamic properties of the C12A7 phase have been evaluated based on the phase equilibrium information given by Rankin[3] and Nurse et al.[6] An updated thermodynamic description of the CaO-Al2O3-SiO2 system has been established using FactSage™, a thermochemical simulation software. A part of the CaO-Al2O3 phase diagram that includes the C12A7 phase is calculated and shown in Figure 1. It is worth noting that the presented phase diagrams for this binary system in the literature[11,12,13] may not show the C12A7 phase, assuming that it is not a stable phase.

A stoichiometric compound of C12A7 has a unit cell that consists of (Ca24Al28O64)4+·2O2−, in which the first part is a lattice framework with 12 subnanocages and the latter is called an extra framework oxide ions that are randomly distributed in the cages.[14] The stability of anhydrous C12A7 has been investigated intensively as the phase exhibits excellent properties as inorganic electrides.[15,16,17,18] Electrides are regarded as ionic compounds, where electrons act as anions and can be utilized in various fields, such as catalysis, batteries, reducing agents, and electronic and optoelectronic devices.[17,19] Furthermore, studies have been conducted to investigate the stability and properties of synthetic doped C12A7 compounds with a cationic dopant, i.e., Si,[20] Fe,[21] Mg,[22] Cu,[23] etc., where the dopant substitutes the cation site of the (Ca24Al28O64)4+ framework based on its ionic radii.
In 2017, the European Commission under the Horizon 2020 program launched a project that is named ENSUREAL (www.ensureal.com). The project works on a sustainable alumina recovery from bauxite that is based on a smelting-reduction process that produces calcium-aluminate slags that can be further leached in the Na2CO3 solution for alumina recovery.[24,25,26,27,28,29,30,31,32] One of the known leachable and favorable phases in the slags is the C12A7 phase, which has been reported in several studies.[24,33,34,35] However, the formation of the C12A7 phase in slags produced from the smelting reduction of bauxite, and its behavior under different conditions is still unclear.[27] Therefore, it is necessary to study the stability of C12A7 as well as other known metastable phase, C5A3, that are produced from calcium-aluminate melts at different conditions.
Experimental Procedure
Slagmaking
The C12A7 phase consists of 12 moles CaO and 7 moles Al2O3, which is equivalent to a mass ratio of 49:51 of CaO to Al2O3 (C/A). In the current study, four slags (denoted as slags 3(a) to (d)) were made in the mass ratio of 49:51 C/A, and four other slags (denoted as slags 4(a) to (d)) were in the ratio 54:46. The slag numbers here are based on the labeled slags in our previously published work and are kept in this research to be more convenient for the readers.[24] The slags were made from different raw material purity and atmospheric conditions. The compositions of the CaO and Al2O3 powders used for the pure mixture are 99.9 wt pct CaO and 99.95 wt pct Al2O3, whereas the less pure mixtures were made from 96 wt pct CaO and the same 99.95 wt pct Al2O3. Table I shows the names, composition, and melting parameters of each sample. In addition to the eight different slags, slag 3(a) was re-melted in a reducing condition to see the stability of phases that were formed in its first treatment.
Mixtures of CaO and Al2O3 powders were appropriately prepared using a polyethylene-based mixing jar that contained ceramic balls. The weight of each mixture was 25 g. The mixtures were poured into either a graphite or alumina crucible with about 30 and 50 mm inner diameter and height. In the melting of slags 3(c), 3(d), 4(c), 4(d), and re-melted 3(a), to reduce the oxygen interference and create either a reducing or oxidizing atmosphere, the top of the crucible was closed using a lid. On the other hand, the remaining slags were not smelted using the lid. The relatively small crucibles were then placed into a larger graphite crucible. The crucibles were heated by using a 75-kVA open induction furnace slowly at the rate of 30 °C/min until the temperature reached 1650 °C. The temperature was kept for 30 minutes before it was subsequently cooled down in the furnace slowly. A hydrated phase of CaO, which is Ca(OH)2, may exist when the CaO is exposed in a moisture-containing atmosphere. However, the dissociation of Ca(OH)2 takes place at around 525 °C. In our experimental work, the working temperature is substantially higher than that temperature as mentioned above (1650 °C). Therefore, any structural moisture is eliminated. The thermocouple used in the study was tungsten/rhenium (C-type), which was encapsulated by alumina and graphite insulation tubes. The schematic of the melting setup is shown in Figure 2.

A schematic diagram of the melting setup with different crucibles and atmospheric conditions from (a) cross-section and (b) top views
The melting profile of the slag-making step is shown in Figure 3. On average, the heating rate from room temperature to 1000 °C and from 1000 °C to 1650 °C was 37.9 and 26.1 °C/min, respectively, whereas the cooling rate from 1650 to 1450, 1450 to 1000, 1000 to 600, and 600 to room temperature were, respectively, 32.5, 29.2, 10.0, and 1.1 °C/min, on average.

Melting temperature (°C) as a function of t (hour) from the slag making experiment
Characterization Techniques
High-resolution imaging, energy dispersive spectroscopy (EDS) analysis, and X-ray element mapping of slags were carried out using a Hitachi SU6600™ scanning electron microscope (SEM). We used a high-resolution electron probe micro-analyzer (EPMA) JXA-8500F™, which was supported by wavelength dispersive spectroscopy (WDS), to get high accuracy on quantitative analysis of elements in selected phases of the slags. To obtain clear images from the SEM and EPMA instruments, a flat and relatively smooth surface of slag samples is necessary. First, the surface of the slag was ground using a Si-C abrasive paper 800 (22 μm) and 1200 (15 μm) grit. Second, it was polished using a polyurethane-based pad as the polisher and an abrasive diamond water-based type as the polishing agent gradually from 9, 6, 3, and 1 μm particle size. The polished samples were cleaned by tap water and a cotton swab. Finally, alcohol was squirted on the sample surface to replace the water and provide better cleaning efficiency. The sample was dried in an oven for over a day.
Phase identification of the slags was undertaken with a Bruker D8 A25 DaVinci™ X-ray diffraction (XRD) machine with CuKα radiation, between 10 and 75 deg diffraction angle, 0.01 deg step size, 6.0 mm slit width, and 2.5 deg for both the primary and secondary soller slit. The sample for XRD characterization was provided by pulverizing the slags using a Retsch RS-200 vibratory ring mill at 800 rpm for 1 minutes. Additional grinding using an agate-based mortar and pestle also was performed to ensure the particle size was fine enough. The identification and qualitative phase analysis of the obtained XRD peaks were done by using DIFFRAC.EVA™, where the diffraction of the corresponding slags was then compared with the Powder Diffraction File™ (PDF®) and Crystallography Open Database (COD).[36]
For thermal analysis, thermogravimetry (TG) and differential thermal analysis (DTA) NETZSCH STA 449C™, combined with QMS 403C™ mass spectrometry, was used. An alumina crucible was used and exposed in synthetic air, which flows at 30 mL/min and was heated at a ramp of 10 °C/min up to 1500 °C. Thus, after 30 minutes it was cooled down to room temperature at 10 °C/min. The TG-DTA apparatus has a demoisturizer unit. Therefore, the moisture content of the gas should be quite low. Unfortunately, the moisture content was not measured. As a mass reference, an empty alumina crucible was used and exposed in the same condition as mentioned above before every TG-DTA experiment. Afterward, a 10 g sample of pulverized slags was weighed and added to the empty crucible. The instrument measured and recorded the mass loss and DTA curve (μV/mg) as a function of time and temperature. The result was then subtracted with the result of the previous run without the sample.
Furthermore, a Jobin Y’von LabRAM HR Evolution™ high-temperature Raman spectrometer was used to determine the Raman spectra of the slags. It uses a visible pulse laser with a wavelength of 532 nm. The laser output power, slide width, and scanning wavenumber range are 100 mW, 200 μm, and 200 to 1200 cm−1, respectively. A platinum crucible with 5 mm diameter and 2 mm depth was used when experimenting with the measurement. The heating rate from room temperature to 1000 °C was 500 °C/min, in which the spectrum was measured after holding at 500 °C, 800 °C, and 1000 °C for 10 minutes. Furthermore, from 1000 °C to 1485 °C, the heating rate was 200 °C/min, in which the spectrum was measured after 10 minutes at 1200 °C, 1300 °C, 1400 °C, 1450 °C, and 1485 °C. The measurements were carried out under ambient pressure.
Results
The Appearance of Slags
After cooling down the slag samples to room temperature, we cut half of the crucible of slags 3(c), 3(d), 4(c), 4(d), and re-melted C12A7 and took an image of the cross-section as shown in Figure 4. The colors of the slags from the reducing atmosphere are dark gray, while slags from the oxidizing atmosphere are dominant in white, and the slag from the re-melting of slag 3(a) at reducing atmosphere is dark green. The appearance result agrees with the literature[15,19] as it is said that a slag containing CA and C3A phase is likely to have gray color, whereas a slag that is produced from a melting process using a carbon crucible that contains C12A7 phase has a dark green color.

A cross-section view of slags 3(c), 3(d), 4(c), 4(d), and the remelted slag 3(a)
Phase Analysis
The XRD patterns of slags 3(b), (c), and (d) are shown in Figure 5. The patterns indicate the effect of atmospheric conditions on the slag phases. The order of phases from the strongest to the weakest intensities on slag 3(b) is C5A3, CA, and C3A. On slag 3(c), the order of phases is C3A, CA, and C5A3,while on slag 3(d) the order is CA and C3A.

XRD patterns of slags 3(b), (c), and (d), produced from pure mixtures in reducing with O2 presence, reducing, and oxidizing conditions, respectively
The XRD patterns of slags 3(a) and (b) are shown in Figure 6. The patterns show the comparison of the phases of the slags produced from different purities. The strongest peak observed on slag 3(a), which was produced from a less pure mixture, is the C12A7 phase. On the other hand, as mentioned earlier, slag 3(b), which was produced from the highly pure mixture, consists of C5A3, C3A, and CA phases.

XRD patterns of slags 3(a) and (b)
XRD results of slag 3(a) and slag 3(a)-remelted at reducing conditions are compared in Figure 7. The PDF database number 01-078-2975, which refers to the C12A7 phase, is also included in the figure. As seen, the congruent C12A7 phase is still stable at room temperature even after the slag 3(a) has been re-melted. There are weak peaks at 17.5, 26.5, and 32 degrees in both slag 3(a) and in re-melted slag 3(a) XRD patterns, in which later we find that the peak may belong to a Ca-Al-Si-O-containing phase on the slags.

XRD patterns of slag 3(a) and slag 3(a)-remelted
The XRD patterns of slags 4(b), (c), and (d) are shown in Figure 8. The results show that under reducing conditions with O2 presence, C5A3 and C3A are the observable phases on slag 4, which was produced from pure mixtures. Meanwhile, C5A3 does not exist on slags 4(c) and (d), which are both reducing and oxidizing conditions. The existing phases on slags 4(c) and (d) are C3A and CA.

XRD patterns of slags 4(b), (c), and (d), produced from pure mixtures in reducing with O2 presence, reducing, and oxidizing conditions, respectively
The effect of mixture purity on the phase equilibrium of slag 4 is shown in the XRD patterns in Figure 9. As seen, the slag that was produced from a less pure mixture has C12A7 and C3A in equilibrium at room temperature. Meanwhile, the slag that was produced from a pure mixture has C5A3 and C3A phase. Both slags 4(a) and (b) were exposed to reducing conditions with O2 presence during the melting treatment.

XRD patterns of slags 4(a) and (b)
In summary, the phases of all of the slags that were identified with various diffraction database references are shown in Table II.
Microstructural Analysis
The x-ray mapping of elements performed for slags 3(a) and 3(b) as typical results is shown in Figures 10 and 11, respectively. As shown earlier from the XRD results, slag 3(a) consists of a single C12A7 phase; meanwhile, slag 3(b) consists of C5A3, CA, and C3A phases. The result of X-ray mapping elements for slag 3(a) shows that in addition to C12A7, the slag also has another phase that is visually distinct because of its irregular shape and brighter contrast compared to the matrix. The phase has a higher concentration of calcium and silicon compared to the matrix (hereafter named the Ca-Al-Si-O-containing phase).

(a) BSE image of slag 3(a) where the area inside of the white rectangular line is observed by X-ray map to show different concentrations of (b) calcium, (c) aluminum, and (d) silicon

(a) BSE image of slag 3(b) where the area inside of the white rectangular line is observed by X-ray map to show different concentrations of (b) calcium, (c) aluminum, and (d) silicon
Furthermore, the X-ray mapping of elements in slag 3(b) in Figure 11 shows that two phases exist in the slag: a matrix and a bright phase. It seems that the bright phase, which is present between the matrix boundaries, has a slightly higher concentration of calcium than the matrix. Also, it is shown that a relatively low silicon concentration is concentrated within the grain boundaries.
In Figure 12, a BSE image of slag 3(a) is shown. The EDS point number 825 to 831 and 832 to 839 measures the elemental composition of the Ca-Al-Si-O-containing phase and matrix, respectively. The Ca-Al-Si-O-containing phase consists of 43.27 wt pct Ca, 27.81 wt pct Al, 2.32 wt pct Si, 0.82 wt pct Mg, and 25.78 wt pct O, on average, as shown in Table III. However, a portion of the detected Ca, Al, and O may be from the matrix as this phase is small. Meanwhile, the matrix consists of 37.94 wt pct Ca, 34.84 wt pct, and 27.23 wt pct O, on average (Table III). The mass ratio of Ca/(Al + Si) on the Ca-Al-Si-O-containing phase and matrix is 1.44 and 1.09, respectively. Also, a standard deviation (σ) is calculated and shown in the table as well.

SEM-BSE image of slag 3(a) with EDS point on the Ca-Al-Si-O-containing phase, which is number 825 to 831, and the matrix, which is number 832 to 839
Typical SEM-BSE images of slag 3(b) are shown in Figure 13, which includes the EDS measurement points on both the bright phase and matrix, and the EDS results are given in Table IV. On average, the bright phase consists of 45.29 wt pct Ca, 25.15 wt pct Al, 0.09 wt pct Si, and 29.47 wt pct O. Meanwhile, the matrix consists of the average composition of 42.03 wt pct Ca, 31.51 wt pct Al, and 26.46 wt pct O.

SEM-BSE images of slag 3 (b) with the EDS point on both (a) the bright phase, which is number 886 to 893, and (b) the matrix, which is number 894 to 903
BSE images of slags 3(a) and 3(b) are shown in Figures 14 and 15. The images were taken by EPMA. The BSE image of slag 3(a) confirms the equilibrium of the Ca-Al-Si-O-containing phase and C12A7 on the slag. Moreover, the WDS result of randomly selected points on the phases of the slags is presented in Table V. The mass ratios of CaO/(Al2O3 + SiO2) of the matrix and Ca-Al-Si-O-containing phase on slag 3(a) are 0.89 and 1.49, respectively. Meanwhile, the mass ratio of CaO/(Al2O3 + SiO2) on the matrix of slag 3(b) is 0.86.

BSE images of slag 3(a) taken by the EPMA instrument, which shows the matrix (C12A7) and the Ca-Al-Si-O-containing phase in (a) × 100 and (b) × 500 magnifications

BSE images of slag 3(b) taken by the EPMA instrument that shows the matrix (C5A3) and bright phase (C3A) in (a) × 100 and (b) × 500 magnifications
Raman Spectroscopy
A Raman spectrum measurement of slags 3(a) and (b) at room temperature is shown in Figure 16. The strongest band of C12A7 in the present study is detected at 521 cm−1; meanwhile, other moderate intensities are seen at 312, 772, and 880 cm−1. The measured bands are in agreement with the literature.[46] The band of bright phase on slag 3(a) that was observed in Figure 14 cannot be detected because of noises and its low quantity. On the other hand, the Raman measurement of slag 3(b) shows that the C5A3 bands at 790, 601, 441, 345, and 300 cm−1 are in relatively fair agreement with the C5A3 bands in the literature.[47] The C3A and CA bands are seen at 758 and 519 cm−1, also in good agreement with the literature.[46]

Raman spectra of slags 3(a) and (b) at room temperature
In addition to room temperature, the in-situ Raman measurements of slags 3(a) and 3(b) at 500 °C, 800 °C, 1000 °C, 1200 °C, 1400 °C, 1450 °C, and 1485 °C are shown in Figures 17 and 18, respectively. In Figure 17, the C12A7 band intensity at 490 ± 10 cm−1 decreases as the temperature increases. It is worth noting that the Raman band can be shifted from room to elevated temperatures because of the structural changes of the material from the crystal to amorphous phase, as reported in the literature.[48] Therefore, as shown in Figures 16 and 17, the C12A7 band shifts as the temperature increases. Furthermore, the band is undetected at temperatures ≥ 1450 °C, which indicates that the C12A7 phase does not exist at these temperatures.

In-situ Raman spectroscopy result of slag 3(a) at 500 °C, 800 °C, 1000 °C, 1200 °C, 1300 °C, 1400 °C, 1450 °C, and 1485 °C

In-situ Raman spectroscopy analysis of slag 3(b) at 500 °C, 800 °C, 1000 °C, 1200 °C, 1300 °C, 1400 °C, 1450 °C, and 1485 °C
Moreover, the Raman measurement of slag 3(b) at elevated temperatures shows that up to 1000 °C, the C5A3, C3A, and CA phases are stable. At 1200 °C, however, the C5A3 bands are not detected, while a strong band that is located at the same location as the C12A7 band is observed. This band is undetected at temperatures ≥ 1450 °C, as observed for slag 3(a). The Raman measurements at 1450 °C and 1485 °C show that one or several phases co-exist in the heated slag as some weak bands are observed at these temperatures. However, it is very difficult to identify them because of the noises and their low intensity. The noise is probably the result of the unmelted slag at these particular temperatures.
TG-DTA Analysis
Figure 19 shows the TG-DTA graphs of slag 3(a) from room temperature to 1500 °C, which was performed in a furnace that was exposed to synthetic air, using an alumina crucible. In Figure 19(a), the significant mass loss at the beginning of the measurement should not be taken into consideration as it may have resulted from an error of weight calibration or buoyancy effect at low temperatures. It is reported that the buoyancy effect at high temperatures becomes negligible.[49,50] It is also noted here that the TG-DTA results in the current study have been subtracted by each of the same experimental conditions without the sample. The correction runs were performed before each sample analysis.

TG-DTA graph of slag 3(a) that shows: (a) the change of mass percentage (pct) and DTA curve (μV/mg) as a function of temperature, (b) the differential of energy during heating and cooling steps at 600 °C to 1500 °C, and (c) TG-DTA as a function of time
Moreover, as seen, the sample gained mass up to 0.8 wt pct starting from 250 °C to 770 °C. Then it started to lose mass of about 2 wt pct from 770 °C to 1390 °C. Therefore, in total, up to 1.2 wt pct of the sample mass was lost compared to the original weight during the heat treatment. In Figure 19(b), several peaks of endothermic reactions during the heating step can be seen at 1270 °C, 1340 °C, and 1450 °C. Meanwhile, the peaks of exothermic reactions during the cooling step can be seen at 671 °C and 1180 °C. Figure 19(c) shows the overall TG-DTA result as a function of time.
Furthermore, Figure 20 shows the TG-DTA graph of slag 3(b) from room temperature to 1500 °C, which was performed in the same atmospheric condition and crucible as for slag 3(a). Similar to the previous result from slag 3(a), the immediate mass loss at the beginning of the measurement should not be taken into consideration because of the weight calibration. The sample lost 0.01 wt pct mass from 76 °C °C to 380 °C. Then, it gained a mass of 0.05 wt pct when the heating continued up to 470 °C. It gradually lost about 0.5 wt pct mass from 470 °C to 1310 °C. Thus, from 1310 °C to 1500 °C the sample lost mass significantly up to 1.7 wt pct. Therefore, the total mass loss is 2.1 wt pct during heat treatment. Moreover, the several peaks of endothermic reactions during the heating step are seen at 1310 °C, 1350 °C, and later at 1500 °C after holding for ca. 3 minutes. On the other hand, the peaks of exothermic reactions during the cooling step are seen at 750 °C and 1220 °C.

TG-DTA graph of slag 3(b) that shows: (a) the change of mass percentage (pct) and DTA curve (μV/mg) as a function of temperature, (b) the differential of energy during heating and cooling steps at 600 °C to 1500 °C, (c) TG-DTA as a function of time
Discussion
Based on the XRD, EDS, WDS, and metallography observations, the effect of both atmospheric conditions and material purity on the stability of C12A7 and C5A3 are discussed. Also, the evolution of phases of slags 3(a) and 3(b) from the Raman spectra and TG-DTA measurements are discussed.
The Effect of Atmospheric Conditions and Materials Purity on C12A7 Stability
As shown in the schematic of the melting setup in Figure 2, the partial pressure of O2 or CO2(g) was conditioned by the use of different crucibles and the use of a lid to limit the contact of the melts with the surrounding air. The typical setup has been reported in the literature,[15,19] which used a graphite crucible to synthesize the C12A7 phase at elevated temperatures. The O2(g) partial pressure at 1600 °C is 4.4 × 10−16 atm as calculated using FactSage™. The calculation is in agreement with the research,[15] which stated that heating a closed-lid graphite crucible at 1600 °C created a strongly reducing atmosphere as low as pO2 = 10−16 atm inside of the crucible. The pressure is substantially lower than the pressure used by Imlach,[8] which was managed to synthesize a stable C12A7 at elevated temperatures with pO2 = 10−8 atm.
Based on the XRD results of slags 3(a) and 3(a)-remelted, the congruent C12A7 phase is stable at either reducing atmosphere or a low partial pressure of O2(g). According to the XRD results of slags 3(b) and 3(c), the C5A3 phase exists with C3A and CA phases at similar atmospheric conditions. It is important to note here that C12A7 does not co-exist with the C5A3 phase in any given atmospheric conditions. We did not observe both C12A7 and C5A3 phases from slags 3(d) and 4(d), which were produced from the oxidizing atmosphere. We can confirm that the intensity of C5A3 peaks is decreased as the partial pressure of O2 is decreased, which is shown by comparing the XRD results between slags 3(b) and (c), and between slags 4(b) and (c), where the graphite crucibles were exposed to air or closed using the lid, respectively. On the other hand, the lower intensity of the peaks due to the change of O2 (g) partial pressure is not seen in the C12A7 phase. We did not proceed to smelt a series of Slag 4(a) that contains C12A7 in equilibrium with the C3A phase at different atmospheric conditions. However, the re-melting of slag 3(a) at reducing condition only produces a congruent C12A7 phase. Therefore, the intensity of C12A7 peaks on the slag 3(a)-remelted sample cannot be compared with the original slag 3(a).
In an equilibrium condition, only two-phase regions can exist except the invariant points. However, as shown in the XRD results in Figures 5 and 8, there are three co-existing phases in slag (b) and (c), in which only pure samples were mixed. It is suggested that the metastable C5A3 phase likely resulted from a continuous cooling. If the experiment was held at elevated temperatures below the solidus or was cooled down much more slowly than the current experiment, then we could see only two phases exist.
The silicon effects
According to the EDS and WDS results on the matrix and Ca-Al-Si-O-containing phase of slag 3(a), the major impurity in the CaO-Al2O3 slag impurities is SiO2, which is 2.75 wt pct, on average. The other contaminants, i.e., TiO2, MgO, MnO, FeO, and P2O5, accumulatively constitute < 1 wt pct of the slag. Therefore, it is more interesting to investigate the effect of the silicon element (or SiO2) on the stability of the C12A7 phase than that of the other impurities.
Based on the phase and microstructure observations, it is evident that SiO2 acts as one of the essential factors in the stabilization of C12A7 at room temperature, as the phase occurs only at slags produced from less pure mixtures. On slag 3(a), SiO2 exists either in the matrix (C12A7) in a solute component in the C12A7 lattice or in the Ca-Al-Si-O-containing phase. We propose two of the most likely explanations for how silicon or SiO2 in both the matrix and solid solution phase can stabilize C12A7:
-
(1)
In the C12A7 matrix, the silicon cations may stabilize the extra framework O2− anions in C12A7 unit cells, which prevent the anions from leaving the cages in reducing conditions. Hence, this prevents the C12A7 from decomposing to either C5A3 and C3A[51] or C3A and CA phases.[5,8,15] The C12A7 lattice might be slightly changed because of the Si–O bond in the matrix.
-
(2)
In the Ca-Al-Si-O secondary phase, SiO2 may act as a “supporting phase” that helps C12A7 retain its structure at elevated temperatures and a very low O2 (g) partial pressure. The Ca-Al-Si-O-containing phase consists of oxides that may become the primary donor of O2− ions to the C12A7 unit cell at elevated temperatures in reducing atmospheres.
The carbon effects
In addition to silicon, another impurity that contributes to the stability of C12A7 is C22− anions, which can substitute O2− anions in reducing conditions. The C22− anions originate from the graphite crucible. Kim et al.[19] claimed that the C22− ions dissolve into the melt from the graphite crucible to compensate for the oxygen deficiency in C12A7, which makes the C12A7 phase stable in reducing atmosphere. The C22− and O2− have close anion sizes, which are 1.2 and 1.4 Å, respectively. Thus, the C22− ions may act as a template instead of the extra framework O2- in the cages. In the current work, all C12A7-containing slags, i.e., slags 3(a), remelted-3(a), and 4(a), were produced from reducing atmosphere by using graphite crucibles, which are in agreement with the result from Kim et al. However, as seen in the XRD patterns of slags 3(b), 3(c), 4(b), and 4(c), these slags were melted using a graphite crucible as well, yet no C12A7 phase was detected on the slags. Instead of C12A7, the C5A3, C3A, and CA phases are in equilibrium in these slags. Therefore, we suggest that the decomposition of C12A7 to C5A3, C3A, and CA follows a path as shown in reaction (1):
The decomposition of C12A7 to three different phases may seem a complex solid-state phase transformation, which is dependent on the kinetics rate of crystallization. This is supported by a study done by Zhmoidin and Chatterjee.[52] They reported the removal of stabilizing additives (gases or anion template) from C12A7 or its melt leads to the densification of the structure with the formation of C5A3 or a mixture of C5A3, C3A, and CA.
Based on the XRD results of slags 3(b), 3(c), 4(b), and 4(c), we suggest that the role of C22− ions on the stabilization of C12A7 is not significant in a one-stage melting treatment. The result is in agreement with the study from Kim et al.,[19] in which they needed a two-stage melting treatment at 1600 °C to produce a stable C12A7 at room temperature using a graphite crucible. As we successfully synthesized a stable C12A7 only in a one-stage melting treatment (slag 3(a)), we may conclude that the silicon or SiO2 impurity in the mixture is a more significant factor than that of C22− ions on the stabilization of the C12A7 phase.
The Evolution of C12A7 and C5A3 Phases at Elevated Temperatures
Table VI shows the evolution of the C12A7 phase in slag 3(a) at elevated temperatures based on TG-DTA measurement. It is important to consider that the TG-DTA measurement was performed under an oxidizing atmosphere. It was exposed to synthetic air with a flow rate of 30 mL/min in an alumina crucible.
Table VII shows the evolution of the C5A3 phase on slag 3(b) at elevated temperatures based on the TG-DTA measurement.
In addition to the TG-DTA result of C5A3 described above, it was found that the C5A3 phase is unstable in the oxidizing condition when it is heated at temperatures > 1100 °C, as seen in the in-situ Raman spectra measurement in Figure 18. At these temperatures, the C5A3 bands disappear and at the same time, the C12A7 phase occurs in the slag. Hence, we suggest that the slag absorbs the necessary O2 gas or O2− anions from the atmosphere to constitute a stable C12A7 at elevated temperatures.
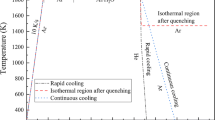
Based on the experimental results obtained in the current study and the supportive literature data,[5,15,51] a box chart showing the stability of the C12A7 phase formed from the liquid state in different atmospheric conditions and purity is presented in Figure 21. Explanations regarding the figure are as follows:

Box chart of the stability of the C12A7 phase in different atmospheric conditions and purities of the mixtures
-
1.
A slag that is made from melting a pure mixture of CaO and Al2O3 in a reducing atmosphere is unlikely to have the C12A7 phase according to the authors’ results in the current study and literature.[6,16] An exception was a report after Kim et al.,[15] in which they smelted the mixture two times before they obtained the C12A7 phase.
-
2.
In an oxidizing condition using a pure mixture, Nurse et al.[5] stated that the C12A7 phase can be obtained when a certain level of moisture is accessible. This agrees with the authors’ current results, where C3A and CA are produced from the liquid slag instead of the C12A7 phase.
-
3.
We suggest that a stable C12A7 phase can be obtained from a calcium-aluminate melt with a proper composition that contains impurities that are exposed in either a reducing or oxidizing atmosphere by using an inert crucible. A suitable crucible to contain the melt during the treatment is deemed necessary to produce a stable C12A7 at room temperature. An alumina crucible is not suitable to produce C12A7, as no C12A7 phase was obtained at room temperature using an alumina crucible. The reason is the dissolution of the alumina crucible into the melt upon a treatment that destabilizes the C12A7 phase.
-
4.
The effect of less-pure materials and the use of an inert crucible on the stability of C12A7 have never been reported before. Therefore, the current results could be useful for further research or industrial use in manufacturing C12A7 in a relatively simple method.
Updating the CaO-Al2O3-SiO2 Phase Diagram at Low SiO2 Concentrations
The updated CaO-Al2O3-SiO2 phase diagram at low SiO2 mass fraction that includes the C12A7 phase is shown in Figure 22, which is constructed using FactSage™ by considering the obtained results of this work. The maximum solubility of SiO2 in C12A7 phase is calculated as the following equation:

Part of ternary CaO-Al2O3-SiO2 phase diagram at low SiO2 mass fraction, which shows curve a-b as the maximum solubility of SiO2 in Si-mayenite phase
The maximum SiO2 solubility in the C12A7 phase is a mathematical equation of curve a-b in the diagram in Figure 22, which is valid for Al2O3 concentrations between 41 and 45 wt pct. The C12A7 phase is called mayenite in the literature, and as it was proved that it is stabilized by the silicon component, it is logical to call it Si-mayenite here. In other words, we suggest that both the matrix and Ca-Al-Si-O-containing phases as indicated in Figures 12 and 14 are Si-mayenite. The one that contains less Si is a primary phase (matrix), and the other, which contains higher silica, is a eutectic phase, which is formed from a richer silica melt. This corresponds to Figure 22. The introduction of a small amount of SiO2 to the stoichiometric C12A7 causes its crystal structure stability to be in a significantly wider compositional range in which the ratio of C/(A+S) is almost fixed, while C/A is changed to larger numbers than the stoichiometric molar ratios in C12A7 in the Si-mayenite. The provided phase diagram data in Figure 22 show that the Si-mayenite can dissolve a maximum amount of around 4.7 wt pct SiO2. However, the amount of silica in Si-mayenite depends on the total silica in the system and also the Ca/Al ratio.
Concluding Remarks
The stability of 12CaO·7Al2O3 and 5CaO·3Al2O3 phases at room temperature produced from melts that are exposed to different atmospheric conditions and various raw materials purity was investigated. The main conclusions of this work are summarized as:
-
The dehydration of the 12CaO·7Al2O3 phase takes place at 770 °C to 1390 °C upon heating before it melts congruently at 1450 °C.
-
Stable 12CaO·7Al2O3 phase at room temperature is evident, which is enforced by impurities, i.e., SiO2, which plays a significant role in maintaining the 12CaO·7Al2O3 structure with good reproducibility.
-
As the silicon stabilizes the 12CaO·7Al2O3 phase (Si-mayenite), it is possible to produce a stable phase in either reducing or oxidizing atmosphere by using a single melting process.
-
The 5CaO·3Al2O3 phase is an unstable/intermediate phase in the ternary CaO-Al2O3-SiO2 system. It is decomposed to 12CaO·7Al2O3 above 1100 °C. However, in the current study, it exists only at room temperature when the 12CaO·7Al2O3 dissociates to a mixture of 5CaO·3Al2O3, 3CaO·Al2O3, and CaO·Al2O3 phases during the cooling of the slag at 1180 °C ± 20 °C in a reducing atmosphere and is made from a pure 99.9 pct CaO to 99.95 pct Al2O3 mixture.
References
E.S. Shepherd, G.A. Rankin, and F.E. Wrigth, Am. J. Sci., 1909, vol. 28, pp. 293–333.
E.S. Shepherd and G.A. Rankin, J. Ind. Eng. Chem., 1911, vol. 3, pp. 211–227.
G.A. Rankin and F.E. Wright, Am. J. Sci., 1915, vol. 39, pp. 1–79.
W. Büssem and A. Eitel, Cryst. Mater., 1936, vol. 95, pp. 175–188.
R.W. Nurse, J.H. Welch, and A.J. Majumdar, Trans. Br. Ceram. Soc., 1965, vol. 64, pp. 409–418.
R.W. Nurse, J.H. Welch, and A.J. Majumdar, Trans. Br. Ceram. Soc., 1965, vol. 64, pp. 323–32.
D.M. Roy and R. Roy, 4th Int. Congr. Chem. Cem., 1960, 1, 307–14.
J.A. Imlach, L.S.D. Glasser, and F.P. Glasser, Cem. Concr. Res., 1971, 1, 57–61.
J. Jeevaratnam, L.S.D. Glasser, and F.P. Glasser, Nature, 1962, vol. 194, pp. 764–765.
B. Hallstedt, J. Am. Ceram. Soc., 1990, vol. 73, pp. 15–23.
D. Jerebtsov and G. Mikhailov, Ceram. Int., 2001, vol. 27 pp. 25–28.
G. Eriksson and A.D. Pelton, Metall. Trans. B. 1993, 24, 807–816.
E. Haccuria, T. Crivits, P.C. Hayes, and E. Jak, J. Am. Ceram. Soc., 2016, vol. 99, pp. 691–704.
R. Strandbakke, C. Kongshaug, R. Haugsrud, and T. Norby, J. Phys. Chem. C., 2009, vol. 113, pp. 8938–8944.
S.W. Kim, Y. Toda, K. Hayashi, M. Hirano, and H. Hosono, Chem. Mater., 2006, vol. 18 pp. 1938–1944.
L. Palacios, A. Cabeza, S. Bruque, S. García-Granda, and M.A.G. Aranda, Inorg. Chem., 2008, vol. 47, pp. 2661–2667.
D. Jiang, Z. Zhao, S. Mu, V. Phaneuf, and J. Tong, Inorg. Chem., 2017, vol. 56, pp. 11702–11709.
A. Schmidt, M. Lerch, J.-P. Eufinger, J. Janek, R. Dolle, H.-D. Wiemhöfer, I. Tranca, M.M. Islam, T. Bredow, H. Boysen, and M. Hoelzel, Solid State Sci., 2014, vol. 38, pp. 69–78.
S. Kim, M. Miyakawa, K. Hayashi, T. Sakai, M. Hirano, and H. Hosono, J. Am. Chem. Soc., 2005, vol. 127, pp. 1370–1371.
S. Fujita, K. Suzuki, M. Ohkawa, T. Mori, Y. Iida, Y. Miwa, H. Masuda, and S. Shimada, Chem. Mater., 2003, vol. 15, pp. 255–263.
S.G. Ebbinghaus, H. Krause, D.-K. Lee, and J. Janek, Cryst. Growth Des., 2014, vol. 14, pp. 2240–2245.
M.I. Bertoni, T.O. Mason, J.E. Medvedeva, A.J. Freeman, K.R. Poeppelmeier, and B. Delley, J. Appl. Phys., 2005, vol. 97, pp.103713.
S. Maurelli, M. Ruszak, S. Witkowski, P. Pietrzyk, M. Chiesa, and Z. Sojka, Phys. Chem. Chem. Phys., 2010, vol. 12, pp. 10933–10941.
F.I. Azof, Y. Yang, D. Panias, L. Kolbeinsen, and J. Safarian, Hydrometallurgy, 2019, vol. 185 pp. 273–290.
F.I. Azof, L. Kolbeinsen, and J. Safarian, Proc. 35th Int. ICSOBA Conf., 2017, pp. 243–53.
A. Lazou, C. Van Der Eijk, E. Balomenos, and J. Safarian, Proc. Eur. Metallurgical Conf., 2019, pp. 17–34.
F.I. Azof, L. Kolbeinsen, and J. Safarian, Metall. Mater. Trans. B 2018, vol. 49, pp. 2400–2420.
M.P. Vafeias, D. Marinos, D. Panias, J. Safarian, C. van Der Eijk, I. Solhem, E. Balomenos, M. Ksiazek, and Davris, Proc. 2nd Int. Bauxite Residue Valoris. Best Pract. Conf., 2018, pp. 111–17.
F.I. Azof, L. Kolbeinsen, and J. Safarian, Proc. Eur. Metall. Conf. 2019, pp. 511–26.
J. Safarian and L. Kolbeinsen, Sustain. Ind. Process. Summit, vol. 5, 2016, pp. 149–58.
J. Safarian and L. Kolbeinsen, Sustainability in Alumina Production from Bauxite, in: Sustain. Ind. Process. Summit, 2016: vol. 5, pp. 75–82.
F.I. Azof, M. Vafeias, D. Panias, and J. Safarian, Hydrometallurgy, 2020, vol. 191, pp. 1–12.
O.C. Fursman, H.E. Blake Jr., and J.E. Mauser, US Department of the Interior, 1968, pp. 1–24.
H.E. Blake, O.C. Fursman, A.D. Fugate, and L.H. Banning, US Department of the Interior, 1966, pp. 1–21.
W. Bo, Z. Jianxin, Z. Shufeng, and S. Huilan, in: Light Metals, Grandfield J. (eds), 2014, pp. 87–90. Springer, Cham.
S. Graulis, D. Chateigner, R.T. Downs, A.F.T. Yokochi, M. Quirós, L. Lutterotti, E. Manakova, J. Butkus, P. Moeck, and A. Le Bail, J. Appl. Crystallogr., 2009, vol. 42, pp. 726–729.
S. Matsuishi, T. Nomura, M. Hirano, K. Kodama, S. Shamoto, and H. Hosono, Chem. Mater., 2009, vol. 21, 2589–2591.
M.G. Vincent and J.W. Jeffery, Acta Crystallogr., 1978, vol. 34, pp. 1422–1428.
P. Mondal and J.W. Jeffery, Acta Crystallogr. B., 1975, vol. 31, pp. 689–697.
B. Lazić, V.. Kahlenberg, J.. Konzett, and R. Kaindl, Solid State Sci., 2006, vol. 8, pp. 589–597.
W. Hörkner and H. Müller-Buschbaum, J. Inorg. Nucl. Chem., 1976, vol. 38, pp. 983–984.
H.E. Swanson, H.F. McMurdie, M.C. Morris, and E.H. Evans, Natl. Bur. Stand., vol. 539, 1995, pp. 1–89.
W. Wong-Ng, H.F. McMurdie, B. Paretzkin, C.R. Hubbard, A.L. Dragoo, and J.M. Stewart, Powder Diffr., 1987, vol. 2, pp. 106–117.
E. Aruja, Acta Crystallogr., 1957, vol. 10, pp. 337–339.
P.J. Saines, M.M. Elcombe, B.J. Kennedy, J. Solid State Chem. 2006, vol. 179, pp. 613–622.
P. McMillan and B. Piriou, J. Non. Cryst. Solids., 1983, vol. 55, pp. 221–242.
A.G. Kokhman, and G.I. Zhmoidin, Zhurnal Prikl. Spektrosk., 1981, vol. 35, pp.1322–1326.
P. Gillet, Raman spectroscopy at high pressure and high temperature. Phys. Chem. Miner. 23, 1996, pp. 263–275.
A. Lazou, C. Van Der Eijk, E. Balomenos, L. Kolbeinsen, and J. Safarian, J. Sustain. Metall. 2020, vol. 6, pp. 227–38.
Cement Science, Buoyancy Effect of TGA Experiment (2013), https://www.cementscience.com/2013/04/buoyancy-effect-of-tga-experiment.html. Accessed on 22 August 2020
L. Palacios, Á.G. De La Torre, S. Bruque, J.L. García-Muñoz, S. García-Granda, D. Sheptyakov, and M.A.G. Aranda, Inorg. Chem., 2007, vol. 46, pp. 4167–4176.
G.I. Zhmoidin and A.K. Chatterjee, Cem. Concr. Res., 1984, vol. 14, pp. 386–396.
D.M. Roy and R. Roy, Fourth Int. Symp. Chem. Cem., 1960, pp. 307–314.
K. Hayashi, M. Hirano, and H. Hosono, J. Phys. Chem. B., 2005, vol. 109, pp. 11900–11906.
K. Hayashi, M. Hirano, and H. Hosono, Chem. Lett., 2005, vol. 34, pp. 586 - 587.
Acknowledgments
This research has been partially funded by NTNU in association with the Research Domain 5-Materials and the Society in SFI Metal Production (Project No. 237738) and co-funded by the ENSUREAL EU project (Grant Agreement No. 767533). The support from both projects is acknowledged.
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Funding
Open Access funding provided by NTNU Norwegian University of Science and Technology (incl St. Olavs Hospital - Trondheim University Hospital)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Manuscript submitted December 6, 2019.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Azof, F.I., Tang, K., You, J. et al. Synthesis and Characterization of 12CaO·7Al2O3 Slags: The Effects of Impurities and Atmospheres on the Phase Relations. Metall Mater Trans B 51, 2689–2710 (2020). https://doi.org/10.1007/s11663-020-01969-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-020-01969-8