
Abstract
The fusion zone microstructures in K-TIG-welded and post-weld solution heat-treated new superalloy VDM Alloy 780 were examined. In addition, the kinetics of the base metal grain growth during solution heat treatments were analyzed. (S)TEM analyses show that major interdendritic microconstituents formed in the fusion zone due to elemental microsegregation are MC carbides and coarse irregularly shaped Laves phase. Additionally, minor secondary interdendritic phases are found to include γ′, γ″, and tiny plate-like Laves particles. To prevent any potential deterioration of mechanical properties caused by the irregular Laves phase, post-weld solution heat treatments (PWSHTs) at 954 °C to 1060 °C/1 hours were performed to remove the Laves phase. PWSHT at 954 °C only partially eliminates the Laves particles while forming an abundance of interdendritic δ/η phase. Laves phase is dissolved entirely without forming δ/η platelets after PWSHT at 1060 °C. It is proven that Laves eutectics in VDM Alloy 780’s fusion zone can be eliminated through PWSHT without significantly coarsening the base metal’s grain size in comparison to Alloy 718 as a result of substantial grain growth inhibition likely caused by solute segregation at grain boundaries.

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Alloy 718 has gained tremendous success in the aerospace industry for almost six decades since its invention, owing to its outstanding mechanical properties, corrosion resistance, and hot workability. Nevertheless, its service temperature capability is restricted to only 650 °C because the main strengthening phase, γ″, loses its stability beyond this temperature. Hence, a new superalloy called VDM Alloy 780 was recently developed to achieve a higher temperature capability (up to 750 °C) without losing Alloy 718’s good workability.[1,2] The alloy is suitable for use in aerospace applications, such as in the hot section of aircraft engines. Unlike Alloy 718, VDM Alloy 780 is strengthened by γ′ precipitates with significantly higher Al content and slightly lower Ti content. Another striking difference with Alloy 718 is the high concentration of Co, up to 25 wt pct[3] in VDM Alloy 780, replacing Fe substantially and Ni to a certain degree. Niobium (Nb), Mo, and Cr amounts are almost identical in both superalloys.
Welding is extensively used in the aerospace industry to fabricate the jet engine's hot structural parts. TIG welding is one of the most widely employed techniques for fabricating aircraft engines’ hot structural parts. Notably, there have been substantial advancements in the TIG welding technology, known as keyhole TIG (K-TIG) welding, which is capable of using faster welding speed and achieving deeper weld penetration (up to 12 mm thickness[4]), a capability that conventional TIG welding lacks.[5] Moreover, K-TIG welding possesses simplicity of operation and cost-effectiveness compared to electron and laser beam welding processes.[6] Detailed descriptions of the K-TIG welding process have been extensively provided elsewhere.[7]
The fusion zone microstructure of superalloy welds significantly influences the service performance of the weldments. The superalloy’s weld fusion zone usually comprises γ dendrites and interdendritic microconstituents that form during the weld solidification. The microconstituents are typically formed due to elemental microsegregation. After welding, the welded superalloys are usually subjected to post-weld solution heat treatments (PWSHTs) to eliminate residual stresses and homogenize the fusion zone microstructure.
Developing an appropriate PWSHT for a superalloy weldment requires proper knowledge of the fusion zone microstructure in its as-welded state. An essential factor to consider when selecting a suitable PWSHT is the secondary phase microconstituents present in the fusion zone, as their nature and type may exert a notable influence on the mechanical properties of the weldment.[8,9] In some instances, these secondary phase constituents may be undesirable, brittle intermetallic phases, posing a potential detriment to the mechanical integrity of a superalloy weld.[9,10] Moreover, they also might tie up crucial elements for precipitation hardening, which could further exacerbate the elevated-temperature performance of the weld.[10] In this case, it becomes essential to eliminate or reduce the undesirable intermetallic phases through PWSHT. Consequently, in designing an appropriate PWSHT, one must understand what secondary phase microconstituents are formed within the fusion zone. It is also essential to consider the base metal’s grain size when developing the appropriate PWSHT for specific applications. For instance, fine grain size is preferred for fatigue-limited parts to optimize the welded superalloy’s fatigue properties. In this instance, the PWSHT must also be carefully developed to avoid excessively coarsening the grain size of the base metal.
Therefore, to develop appropriate PWSHT that optimizes the performance of the weldment, the microconstituents that form in the fusion zone of VDM Alloy 780 and the base metal’s grain growth behavior during PWSHT need to be understood. However, the secondary phase microconstituents in the fusion zone of VDM Alloy 780 have not been conclusively identified. Furthermore, their response to PWSHT is yet to be reported. This paper presents and discusses the results of the study of the fusion zone microstructures of the as-welded VDM Alloy 780 and after PWSHTs and base metal’s grain growth kinetics during solution heat treatments, which is essential in developing suitable PWSHT to achieve optimum and reliable properties of the VDM Alloy 780 weldment.
2 Experimental Procedure
2.1 Welding and Material
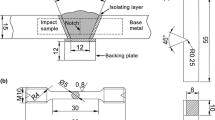
Full penetration bead-on plate welding was carried out autogenously using a K-TIG welding machine on a 300 × 30 × 5.7 mm as-received VDM Alloy 780 plate, whose nominal composition is presented in Table I. Welding current and speed used in this study were 480 A and 9 mm/s, respectively. The gap between the electrode tip and VDM Alloy 780 plates was maintained at a distance of 1.5 mm. Shielding gas with a flow rate of 10 L/min consisting of high-purity argon (99.99 pct) was used. These K-TIG welding parameters were chosen based on our previous design of experiment study[11] to achieve full penetration in a single pass with a minimum weld width of at least 1.5 mm and lowest extent of weld imperfections, such as underfill, excess weld metal, and pore diameters in VDM Alloy 780 for aerospace applications.
2.2 Post-weld Solution Heat Treatment
After the bead-on-plate welding, the plate was sectioned perpendicular to its longitudinal axis at the center. These transverse sections were subjected to an hour of PWSHTs using a lab furnace at various temperatures from 954 °C to 1060 °C. Following the PWSHTs, water quenching (WQ) was carried out.
2.3 Investigation of Base Metal’s Grain Growth
Solution heat treatments (SHTs) were performed on the 10 × 10 × 5.7 mm unwelded specimens in a lab furnace in the air at temperatures between 954 °C and 1080 °C, then air cooled. Through the air cooling, It took around 2 minutes for the sample to reach room temperature from the SHTs temperature. Hence, it is reasonable to assume that the grain growth during the air cooling is negligible due to the fast cooling rate. Water quenching (WQ) was also performed on some additional samples that were solution heat-treated at this temperature range. It was later confirmed that the water quenched and air cooled samples had a comparable grain size. SHTs with various holding times from 10 to 720 minutes, followed by air cooling (AC) at 1060 °C, were also additionally carried out. As a benchmark, the same SHTs with identical soaking times followed by WQ were also performed on wrought Alloy 718, whose nominal composition is presented in Table II. It is worth noting that in all SHT experiments, including the ones carried out on the weld fusion zone, when the specimens were being inserted, the furnace temperature dropped by roughly 30 °C. The SHTs then started when the furnace temperature returned to the SHT temperatures, which was consistently achieved within 5 minutes. Thus, the specimens were assumed to reach the SHT temperatures once the furnace reached the target temperatures within this 5-minute waiting time. This led to the situation where the initial grain size of the specimens (grain size at t = 0) may not be the same as before being inserted into the furnace since grain growth may occur during this 5-minute waiting time. As a result, additional heat treatments were performed to measure the grain size of the specimens upon 5 minutes of exposure upon inserting the specimens into the furnace before the commencement of the SHTs by water quenching the specimens once the furnace temperature reached back to the SHTs temperatures. Abrams three-circles method was used to measure the grain size of all samples on optical micrographs as stipulated in the ASTM E112 standard.
2.4 Microstructural Characterization
The samples’ cross-sections were mounted and then subjected to a multistep grinding. After the grinding, mechanical polishing was performed with a 3 μm diamond suspension, which was then followed by polishing with colloidal silica. Subsequently, the samples were electrolytically etched using a 10 pct C2H2O4 solution at 2.5 V for 1 seconds. Scanning electron microscopy analyses were performed employing a Zeiss field emission scanning electron microscope equipped with Symmetry S2 electron backscatter diffraction (EBSD) and Oxford energy dispersive spectroscopy (EDS) detectors. Transmission electron microscopy (TEM) examinations were carried out utilizing an FEI Talos F200X scanning transmission electron microscope (STEM) equipped with a Super-X 4-quadrant EDS detector (at Manitoba Institute of Materials, University of Manitoba). The TEM specimens were lifted out from specimens mounted in bakelites with a dual-beam FIB/SEM in a FEI Versa 3D workstation.[12] Additional TEM specimens obtained from the same areas lifted out with FIB/SEM were prepared by twin-jet electropolishing of 3 mm diameter disks in 8 pct perchloric acid at − 30 °C and 30 V.
2.5 Thermodynamic and Kinetics Modeling
Thermo-Calc software (2021b version) was used to perform thermodynamic calculations using a thermodynamic database dedicated to Ni-based superalloys (TTNI8) based on a classic Scheil module assuming no back diffusion during solidification to predict the solidification phases and phase constituents and their compositions that form in the weld fusion zone. The Scheil calculation was terminated when the liquid mass fraction reached 0.01. In order to study the influence of elemental microsegregation in the interdendritic region on the precipitation behavior of secondary phases during cooling and PWSHT, precipitation kinetics simulation by JMatPro software (version 6.2.1) was carried out to generate continuous cooling transformation (CCT) and time temperature transformation (TTT) diagrams. The CCT and TTT calculations were set to terminate once the phases reached 0.5 pct of the amount precipitated. JMatPro was also used to simulate homogenization Kinetics during PWSHT.
3 Results and Discussion
3.1 As-Received VDM Alloy 780
The SEM micrographs of the as-received microstructure are depicted in Figure 1. The as-received microstructure consists of a completely recrystallized γ matrix with Nb-rich carbides and Ti-rich nitrides particles (Figure 1(a)) based on SEM-EDS analysis as reported by Ariaseta et al.[11] and nm-sized γ′ precipitates (Figure 1(b)) as the secondary phase constituents.

As-received microstructure of VDM Alloy 780, (a) SEM backscatter electron (BSE) image in low magnification, (b) SEM micrograph that shows γ′ in the microstructure
3.2 Fusion Zone Microstructure of As-Welded VDM Alloy 780
3.2.1 Optical microscopy
Figure 2(a) displays the weld bead appearance after the K-TIG welding, showing a full penetration weld. The weld fusion zone exhibits a cellular dendritic microstructure, as shown in Figure 2(b). No fusion zone solidification cracks are observed. The average of secondary dendrite arm spacing is approximately 7.4 ± 1.0 μm. These measurements were obtained in the area near the weld centerline. In a study by Quested and McLean,[13] it was established that cooling rate influences secondary dendrite arm spacing (λs), as described by the following equation:
where θ is the cooling rate, and n and ks are constants. By utilizing 62.9 and 0.407 as values for ks and n, respectively, determined through experiments on Alloy 718[14] and substituting the measured λs of 7.4 μm in Eq. [1], the calculated cooling rates during weld solidification of K-TIG-welded VDM Alloy 780 are about 190 °C/s. Although the calculated weld cooling rate obtained from Eq. [1] is only a rough estimation, the calculated value is reasonably close to the cooling rate within the solidification temperature range of TIG-welded austenitic stainless steel (~ 220 °C/s) experimentally measured by the direct plunging of a thermocouple into the trailing edge of the weld molten pool during welding by Kadoi et al.[15]

OM images showing fusion zone of VDM Alloy 780 in the as-welded state; (a) OM macrograph that shows the full penetration weld bead; (b) OM micrograph that shows the cellular dendritic structure in the weld centerline
3.2.2 Solute redistribution in the fusion zone
The average dendrite core composition near the fusion boundary is presented in Table III. The value was obtained by SEM-EDS analysis on a minimum of 30 spots. These data can determine alloying elements’ equilibrium partition coefficient (k) during solidification in the fusion zone. Considering a rapid cooling estimated within the VDM Alloy 780’s weld fusion zone (roughly in the range of two orders of magnitude), back diffusion in the dendrites is expected to be significantly limited. Hence, it is assumed that no diffusion occurs in the solidified solid. The findings of DuPont et al. support this assumption,[16] who observed insignificant diffusion of substitutional elements in γ during fusion zone solidification. Based on the well-known Scheil equation[17] that assumes no back diffusion and undercooling at the tip of dendrites and local equilibrium at the interface of the solid/liquid, the dendrite core, which is the first solid to form, will have a composition of kC0. The following equation then can be used to calculate the initial k values.
where C0 and CS are the alloy’s nominal and dendrite core compositions, respectively. The k values for the major metallic alloying elements in VDM Alloy 780, including Al, Ti, Nb, Cr, Fe, Mo, and Ni, are presented in Table III.
It was found that Ti and Nb exhibit k values significantly below unity, indicating strong rejection of these elements into interdendritic liquid. In addition, Al and Mo tend to partition to the interdendritic liquid to a smaller degree than Ti and Nb. On the other hand, Ni, Cr, and Co exhibit k values greater than 1, suggesting their selective partitioning toward the dendrite core. The solute redistribution pattern of Mo, Ti, Co, Nb, Cr, and Ni is consistent with those reported in other superalloys[18,19,20] (see Table III again). Note that, as for the light elements, e.g., C and B, it was not possible to measure their concentrations in the present work owing to the inability of SEM-EDS to quantify light elements accurately. However, it was reported by Thompson et al.[21] that C extensively partitions to interdendritic liquid in Alloy 718, as confirmed using Auger electron spectroscopy. Xu et al.[22] reported that B substantially expands the solidification temperature range of superalloys, suggesting it strongly segregates to the liquid during the solidification. Hence, it is reasonable to assume that both elements have k values much lower than unity in VDM Alloy 780. It should be noted that k values may not be constant throughout the solidification, yet they effectively elucidate the formation of microconstituents in the fusion zone, which will be presented shortly.
3.2.3 Secondary phase microconstituents in the fusion zone
Figure 3 shows a BSE image showing interdendritic microconstituents in the fusion zone. Two major particles are observed. The first particle is relatively large-sized and irregularly shaped with a eutectic-type morphology, while the second one shows blocky morphology. The composition of these particles based on SEM-EDS analysis shows strong Nb enrichment,[11] suggesting that these microconstituents appear to be Laves phase and MC carbides.

BSE image showing secondary phase microconstituents in the as-welded VDM Alloy 780
Microchemical analysis through STEM-EDS on the blocky particle, as presented in Table IV, shows high Nb content in the particle, together with a significant concentration of Mo and Ti. Figure 4 shows the HAADF micrograph and selected area diffraction patterns (SADPs) from [101], [102], and [213] zone axes of the blocky interdendritic microconstituent. The analysis of SADPs in the three different zone axes that are depicted in Figures 4(b) to (d) shows a cubic NaCl crystal structure for this particle, suggesting the particle to be MC carbide. The measured lattice parameter of the particle based on the electron diffraction analysis (a = 0.440 nm) is also very close to lattice parameters of MC-type carbide reported in the weld fusion zone of other Ni-based superalloys.[9,23,24,25] Based on the STEM-EDS analysis and SADPs, the blocky particle is positively identified as an MC-type carbide primarily composed of Nb, with Mo and Ti as minor elements.

(a) TEM micrograph of MC carbide with the SADPs from [101], [102], and [213] zone axes depicted in (b) to (d), respectively
Figure 5 displays a TEM bright-field (BF) micrograph together with SADPs of \(\left[ {02\overline{2}3} \right]\), \(\left[ {20\overline{2}3} \right]\), and \(\left[ {22\overline{4}3} \right]\) zone axes of another interdendritic microconstituent, which is irregularly shaped. STEM-EDS analysis on the irregular-shaped particle, as presented in Table IV, reveals a notable concentration of Ni, Cr, and Nb in these particles. SADP analysis implies that the particle is the HCP Laves phase. The measured lattice parameters of the particle (a = 0.478 nm and c = 0.780 nm) are consistent with the ones reported for the Laves phase in commercial Nb-bearing superalloys.[9,19,23] A substantial alteration in the nominal composition of VDM Alloy 780 compared to that of reference material Alloy 718 involved significantly improved Co and decreased Fe concentrations. The impact of these alterations in the chemical composition is reflected in the composition of the Laves phase (Table IV), particularly compared to the Laves phase reported for Alloy 718.[26] In contrast to the Laves phase of Alloy 718, which is rich in Fe but free of Co, the Laves phase of VDM Alloy 780 is abundant in Co but contains no Fe. The effect of modification of the nominal composition of the alloy to the chemical composition of the Laves phase that is rich in Co with reduced Fe concentration relative to the Laves phase of Alloy 718 is also found in the Laves phase in the as-welded ATI 718Plus.[9,19] Similar to VDM Alloy 780, ATI 718Plus has enhanced Co concentration and reduced amount of Fe compared to Alloy 718.

(a) TEM BF micrograph of irregular-shaped Laves eutectic with the SADPs from \(\left[ {02\overline{2}3} \right]\), \(\left[ {20\overline{2}3} \right]\), and \(\left[ {22\overline{4}3} \right]\) zone axes depicted in (b) to (d), respectively
Figure 6(a) shows an SEM micrograph that reveals tiny plate-like precipitates with thickness varying from 5 to 10 nm to 90 to 100 nm surrounding the irregular-shaped Laves phase. We speculated that these particles might be either δ or η phase in our previously published work[11]; however, the identification of the fine plate-like particles remained inconclusive since our preliminary work was only based on SEM-EDS analysis.

(a) SEM micrograph showing the tiny plate-like particles near irregular Laves phase, (b) SEM micrograph that shows the area marked red in (a) in higher magnification showing γ′ particles near Laves phase
Figure 7 depicts a STEM BF image of plate-like particles with the SADPs from \(\left[ {10\overline{1}0} \right]\), \(\left[ {11\overline{2}1} \right]\), and \(\left[ {30\overline{3}2} \right]\) zone axes of the long plate-like particle. The analysis of the SADPs obtained from the plate-like particle strongly indicates an HCP crystal structure. Although the plate-like phase with HCP crystal structure in commercial Ni-based superalloys is typically reported as η phase particles,[23,27] the measured particle’s lattice parameters of a = 0.475 nm and c = 0.780 nm do not match the typical lattice parameters of η phase reported in the literature for other commercial superalloys.[23,27,28,29] Instead, the HCP crystal structure and the lattice parameters strongly indicate the fine plate-like phase particle as the Laves phase, as the lattice parameters are very similar to those of the Laves phase reported in the literature.[9,19,23] The plate-like particle composition acquired by the STEM-EDS analysis is provided in Table V. It is shown that the stoichiometric formula is approximately nearing A2B, where A is Ni, Co, and Cr, and B is Nb, Al, Mo, Ti, and Si, which is consistent with Laves phase composition. Therefore, based on the crystallographic information obtained from the SADPs analysis, i.e., HCP crystal structure and the measured lattice parameters and the microchemical analysis obtained from the STEM-EDS, the fine plate-like particle is identified as the Laves phase.

(a) TEM BF micrograph of plate-like Laves particles and the corresponding SADPs from \(\left[ {10\overline{1}0} \right]\), \(\left[ {11\overline{2}1} \right]\), and \(\left[ {30\overline{3}2} \right]\) zone axes (b), (c), and (d), respectively
It is also found that γ′ particles are observable adjacent to the Laves phase, as shown by SEM (Figure 6(b)) and TEM (Figure 8(a)) images. Their presence is confirmed by superlattice reflections in the SADP shown in (Figure 8(b)), which was taken from the area close to the Laves particle. Judging from their spherical morphology, they most likely precipitate from solid during the cooling. Figures 6(b) and 8(a) also show that the γ′ phase becomes finer and unresolvable in the γ matrix farther away from the Laves eutectic, which can be explained by the inhomogeneous distribution of Ti, Nb, and Al due to microsegregation. These elements are notably known to influence γ′ precipitation. The matrix adjacent to Laves phase contains the highest concentration of Nb, Ti, and Al, which results in γ′ faster nucleation and growth and, ultimately, coarser γ′ than the in the matrix farther away toward the dendrite core. It is also shown that γ″ precipitates are present close to the Laves phase (Figure 8(b)). Note that the SADPs of γ″ could not be seen in this study, possibly due to their tiny size. However, their disk-shaped morphology strongly indicates the evidence of γ″ particles, which is their typical morphology as commonly found in Alloy 718. The formation of γ″ close to the Laves phase can also be explained by the local segregation of Nb in the interdendritic region. Similar to γ′, γ″ was not observed in the dendrite core.

(a) TEM micrograph showing γ′ particles are present adjacent to a Laves particle; (b) superlattice reflections from [103] zone axis that confirms the presence of γ′ close to a Laves particle; (c) TEM micrograph that shows the presence of γ″ particles close to the Laves phase
3.2.4 Solidification pathway in the fusion zone
To understand the solidification path of VDM Alloy 780 during welding, it is worth noting again that the Nb concentration of VDM Alloy 780 is 5.39 wt pct, which is almost identical to the typical Nb concentrations of ATI 718Plus and Alloy 718, widely used Nb-bearing commercial superalloys, in which MC carbides and Laves phase are commonly observed as solidification products due to elemental microsegregation.[9,19,26,30,31] Therefore, it is plausible to assume that VDM Alloy 780 follows a solidification reaction sequence similar to ATI 718Plus and Alloy 718.
Generally, Nb-bearing superalloys exhibit a solidification pathway that can be described in a three-step reaction sequence.[31] The solidification commences with the L → γ reaction, basically as dendrites forming from the liquid. MC carbide-forming elements, e.g., C, Ti, Nb, and Mo, continually partition to interdendritic liquid during the dendrite growth, eventually forming the MC carbides over a temperature range through L → γ + MC reaction. As the solidification resumes, a rejection of Nb into the residual liquid continues, ultimately forming Laves phases over a temperature range through L → γ + Laves reaction owing to Nb supersaturation. A thermodynamic calculation was carried out based on the Scheil module to simulate the solidification pathway (Figure 9), where only phases and phase constituents observed and identified experimentally were included in the simulation. The solidification products predicted by the thermodynamic calculation align with the experimental observation that includes MC carbides and Laves phase with the pathway in line with the description above.[31]

Solidification path of VDM Alloy 780 predicted by Thermo-Calc
The brittle Laves phase, especially the large-sized irregular one, requires careful consideration when welding VDM Alloy 780 due to its well-known adverse impact on the mechanical performance of Nb-bearing superalloys.[32] Previous studies by Schirra et al.[33] have shown that the coarse irregular-shaped Laves phase in Alloy 718 acts as easy crack initiation and propagation, deteriorating low cycle fatigue capability and enhancing fatigue crack growth rates.[27] Similar findings were reported by James,[34] who observed a faster crack growth at high temperatures in the weld fusion zone of Alloy 718 containing a significant amount of the Laves phase compared to a weldment where the Laves phase was fully dissolved. Therefore, this study highlights the importance of developing an appropriate PWSHT to eliminate the potentially detrimental irregular-shaped Laves phase in VDM Alloy 780 weldment.
3.2.5 Comparison of as-welded fusion zone microstructure to Alloy 718 and ATI 718Plus
As earlier mentioned, VDM Alloy 780 was designed using Alloy 718 as a reference, with a significant increase in Co from 0.06 to 25 wt pct and a significant reduction of Fe from 20.4 to 0.47 wt pct while keeping the relatively comparable concentration of Cr, Nb, and Mo. (see again Tables I and II). Compared to another Nb-bearing superalloy that was also developed by using Alloy 718 as a reference, i.e., ATI 718Plus, the Co content of VDM Alloy 780 is also considerably higher, and the Fe is substantially lower than that of ATI 718Plus, in which both elements are typically around 9 wt pct in ATI 718Plus.[19] Despite having a significant modification in Co, Fe, and Ni, the solidification phase constituents that form in the fusion zone are the same in all three Nb-bearing superalloys, i.e., MC carbide and Laves phase, as widely reported for Alloy 718[26] and ATI 718Plus,[19] which can be explained by the similarity of Nb and C concentrations in the three alloys that governs the same solidification reaction sequence, as described by DuPont et al.[31]
The striking impact of the substantial addition of Co that significantly replaces Fe and, to some degree, Ni in VDM Alloy 780 with respect to Alloy 718 and ATI 718Plus on the weld solidification characteristics is the difference in the chemical composition of the Laves eutectic that forms in the fusion zone. It is shown in Figure 10(a) that the Laves eutectic in the K-TIG-welded VDM Alloy 780 exhibits considerably higher content in Co and a lower concentration in Ni than those of TIG-welded ATI 718Plus[19] and Alloy 718,[26] consecutively. In contrast to ATI 718Plus and Alloy 718, which contain a fair amount of Fe, the Laves eutectic in VDM Alloy 780 was free of Fe. Meanwhile, Nb, Cr, and Mo concentrations were reasonably comparable in all three alloys. Note that although K-TIG and TIG are entirely different welding processes, the partition coefficients of most of the alloying elements in K-TIG-welded VDM Alloy 780 were similar to those of TIG-welded ATI 718Plus[19] and Alloy 718[26] (see again Table III); implying arguably comparable cooling rates after welding using the two processes. Hence, it is still plausible to fairly compare the chemistry of the solidification phases in the weld fusion zone obtained by the two processes. Figure 10(b) shows the chemical composition of the solidifying liquids in all three alloys just before forming Laves eutectics calculated by Thermo-Calc based on the classic Scheil solidification simulation. It is noticeable that the solidifying liquid in VDM Alloy 780 is the richest in Co and is lean in Fe. The Ni concentration in the liquid of VDM Alloy 780 is also the lowest compared to two other Nb-bearing superalloys. The difference in the content of Co, Ni, and Fe of the solidifying liquid in VDM Alloy 780 with respect to ATI 718Plus and Alloy 718 during solidification as a result of the modification in the alloy’s nominal composition can plausibly explain why the Laves phase in VDM Alloy 780 has the most significant amount of Co, meager in Fe, and lowest concentration of Ni since Laves phase forms from the solidifying liquid as a solidification product via a eutectic reaction. It is rational to assert that the composition of the liquid determines the final composition of the solidification products. Additionally, it is also found that MC carbide in the fusion zone of VDM Alloy 780 in this study is much richer in Co (9.9 at. pct) than that of ATI 718Plus (1.4 at. pct)[19] and Alloy 718 (0 at. pct),[26] which further confirms the high content of Co in the solidifying liquid in VDM Alloy 780 due to the modification of alloy’s nominal composition leads to the Laves phase that is richer in Co in comparison to ATI 718Plus and Alloy 718.

(a) Comparison of Laves eutectic compositions of VDM Alloy 780 to those of Alloy 718[26] and ATI 718Plus[19]; (b) composition of solidifying liquid in all the three alloys just before forming Laves eutectic calculated by Thermo-Calc based on the classic Scheil simulation. The nominal composition of ATI 718Plus used for the calculation was based on the work by Asala et al.,[19] whereas the compositions shown in Tables I and V were used for the VDM Alloy 780 and Alloy 718, respectively
It has also been shown earlier that γ′/γ″ precipitates are observed close to the Laves phase. It is also reported in ATI 718Plus[19] and Alloy 718[35] that γ′/γ″ particles are present near the Laves phases in the interdendritic region of the fusion zone, but they were not observed in the dendrite cores. As discussed earlier, the local precipitation of γ′/γ″ could be attributed to the segregation of Ti, Nb, and Al that triggers and accelerates their precipitation in the interdendritic region with respect to the dendrite core. In order to ascertain the influence of local segregated composition in the interdendritic region with respect to the dendrite core, precipitation calculation by JMatPro was carried out to generate the CCT diagrams of VDM Alloy 780 and two other Nb-bearing superalloys. The matrix compositions adjacent to the Laves particle of all three alloys obtained from Thermo-Calc calculation based on the classic Scheil simulation were used (Table VI). As for the dendrite core, the composition of VDM Alloy 780’s dendrite core determined by SEM-EDS analysis was used for the CCT diagram calculation (see again), whereas the dendrite core compositions reported in the literature for ATI 718Plus[19] and Alloy 718[36] were utilized. As shown in the calculated CCT diagram in Figure 11, precipitation of γ′/γ″ phases occurs earlier in the matrix near the Laves phase in comparison to the dendrite cores of all three superalloys. The calculated TTT curves can qualitatively explain the presence of γ′/γ″ phases as revealed by the microstructure observation on the matrix close to the Laves phase but not in the dendrite core in this work for VDM Alloy 780 and in literature for ATI 718Plus[19] and Alloy 718.[35] The CCT diagram calculation by JMatPro confirms that despite having a modification of alloy nominal composition with respect to two other Nb-bearing superalloys, the locally segregated composition close to the Laves phase in VDM Alloy 780 that is richer in Ti, Nb, and Al than the dendrite core leads to accelerated precipitation of γ′/γ″ phases in the interdendritic region relative to the dendrite core, which has been also reported in ATI 718Plus[19] and Alloy 718.[35]

Calculated CCT diagrams of (a) VDM Alloy 780, (b) Alloy 718, and (c) ATI 718Plus based on the matrix compositions just adjacent to the Laves phase obtained from the Thermo-Calc calculation. The solid lines designate 0.5 pct precipitation in the interdendritic region adjacent to Laves phases, whereas the dotted lines designate 0.5 pct precipitation in the dendrite core
It can also be seen from the calculated CCT diagrams shown in Figure 11 that γ″ precipitation curve of Alloy 719 is closer to that of γ′ compared to VDM Alloy 780 and ATI 718Plus. A possible explanation for this might be that the difference in the Co contents in Alloy 718 in comparison to the other two Nb-bearing superalloys could influence the γ″ precipitation behavior. Yao et al.[37] reported in their study in 718 base superalloys that the Co addition hinders γ″ precipitation while promotes precipitation of γ′. Based on their findings, it could be inferred that faster precipitation of γ″ in Alloy 718 compared to VDM Alloy 780 and ATI 718Plus during continuous cooling, as shown in the calculated TTT diagrams, was possibly due to the meager amount of the Co concentration in the alloy. Thus, based on the calculated CCT diagrams, it could be expected that a higher number density of γ″ form in Alloy 718 compared to two other Nb-bearing superalloys.
3.3 Fusion Zone Microstructures After Post-weld Solution Heat Treatment
The fusion zone microstructure after undergoing an hour post-weld PWSHT at 954 °C is depicted in Figure 12(a). Irregular-shaped Laves phase particles are still present, indicating partial removal at temperatures up to 954 °C. In addition, a high number density of γ′ phase precipitates in the interdendritic region at 954 °C. No evidence of γ″ was found after 954 °C PWSHT. PWSHT at 1010 °C leads to a significant reduction of Laves phase particles, and they become minimal when the PWSHT is performed at 1040 °C. No γ′ forms at 1010 °C and temperatures higher than 1010 °C. The Laves phase particles are fully dissolved after the PWSHT that was performed at 1060 °C. The PWSHT temperature that completely removes the Laves phase in VDM Alloy 780 in this work is close to those reported for TIG-welded Alloy 718 (1066 °C)[38] and ATI 718Plus (1050 °C)[19] with the same solution time. Thus, it is reasonable to assume that the Laves phases in these three Nb-bearing superalloys have similar dissolution temperatures, and they can be eliminated through an hour of PWSHT at 1060 °C.

SEM images of the fusion zone microstructure after an hour of PWSHTs at various temperatures from 954 °C to 1060 °C
Another effect of PWSHT on the weld fusion zone microstructure is the formation of interdendritic plate-like particles, where excessive precipitation of plate-like phase particles occurs upon PWSHT at 954 °C (Figure 12(a)). It is also observed that these plate-like precipitates form and grow from the Laves phase (Figure 13). The morphology of these precipitates suggests that this phase could be either δ or η phase. Researchers have also observed similar occurrences in Alloy 718[8,39] and ATI 718Plus[19] during PWSHT at the same temperature range. The extent of plate-like precipitate formation is reduced after performing PWSHTs at 1010 °C (Figure 12(b)) and 1040 °C (Figure 12(c)) as the extent of plate-like particles diminishes with the PWSHT temperature, and eventually, no plate-like phase particles are present at 1060 °C (Figure 12(d)).

BSE micrographs showing plate-like particles form and grow from Laves phase
Figure 14 depicts a TEM BF micrograph that shows interdendritic plate-like particles after PWSHT at 954 °C alongside the corresponding SADPs obtained using zone axes parallel to \(\left[ {01\overline{1}1} \right]\), \(\left[ {01\overline{1}2} \right]\), and \(\left[ {\overline{1}2\overline{1}3} \right]\). Analysis of the SADPs indicates these particles to be HCP η phase. The measured lattice parameters of a = 0.510 nm and c = 0.831 nm are nearly identical to the ones reported in the literature for η phase in ATI 718 Plus superalloy[27,40] STEM-EDS mapping shows that Ni, Nb, Al, and Ti are found to partition to the particles, which is also consistent with the plate-like phase reported by Ghica et al.[2] in the heat-treated base metal of VDM Alloy 780 through an extensive HRTEM study, which they identify predominantly as η phase. Even though they observed fine δ stripes within the plate-like phase, their quantity is only half of the η phase. Later, Sharma et al.[41] carried out an EBSD analysis with advanced indexing methods on the base metal of heat-treated VDM Alloy 780, in which they also found that the major phase η phase within the plate-like precipitates is η phase. Also, the plate-like phase composition in this work (Table VII) reveals that they are rich in Co, and the Nb concentration is much higher than concentrations of Al and Ti, which is also similar to the η-based plate-like phase in the heat-treated base metal of VDM Alloy 780 reported by Ghica et al.[2] Furthermore, the stoichiometric formula is close to (Ni, Co, Cr)3(Ti, Mo, Al, Nb), consistent with η phase composition.

(a) TEM BF micrograph of plate-like precipitates; (b), (c), and (d) show SADPs of a plate-like precipitate from \(\left[ {01\overline{1}1} \right]\), \(\left[ {01\overline{1}2} \right]\), and \(\left[ {\overline{1}2\overline{1}3} \right]\) zone axes, respectively, implying the HCP η phase structure
Note that fine δ stripes may also be present together with η within the plate-like particles in this study since they were typically found to coexist, as reported by Ghica et al.[2] in the heat-treated base metal of VDM Alloy 780 through their HR-TEM analysis. However, the SADPs of the δ phase from the plate-like particles in this study were not obtained by TEM, possibly due to δ stripes that were very thin. It was reported by Ghical et al.[2] that δ stripes could be as thin as 1.5 nm. Thus, the interdendritic plate-like particles formed during PWSHT in this work are referred to as δ/η phase.
Apart from removing Laves phase, it is also crucial to carefully consider the presence of δ/η precipitates with substantial amounts when selecting an appropriate PWSHT, as they could negatively influence the mechanical properties.[42,43] The detrimental effect of the abundance of plate-like particles on mechanical properties was also reported by Ram et al.[8] in TIG-welded Alloy 718. They found that the Laves/δ aggregates along the interdendritic region are the primary cause of the reduced fusion zone's tensile ductility in comparison to the base metal. Hence, avoiding the fusion zone microstructure with excessive δ/η phase particles is necessary to prevent any potentially harmful effect on the mechanical properties (Figure 15).

STEM-EDS elemental mapping analysis of δ/η particles in the fusion zone of the specimen after PWSHT
3.4 Analysis of the Microstructure Evolution During Post-weld Solution Heat Treatment: Comparison to Alloy 718 nd ATI718Plus
It has been shown that the Laves phase in VDM Alloy 780 can be entirely eliminated through 1060 °C PWSHT, which is also the case for Alloy 718[38] and ATI 718Plus.[19] It was reported by Sui et al.[44] that long-range diffusion of Nb plays an essential role in the Laves dissolution mechanism in L-DEDed Alloy 718 during the homogenization heat treatment. Since the dendrite arm spacings and the size of Laves phase particles in L-DEDed Alloy 718 reported by Sui et al. were similar to those of the K-TIG welded VDM Alloy 780 in this study and the TIG-welded Alloy 718[38] and ATI 718Plus,[19] the dissolution mechanism of Laves phase that involves long-range diffusion of Nb in the L-DEDed Alloy 718 could also reasonably be applied to the welded superalloys. Notably, the Nb concentrations in the nominal composition of the three Nb-bearing superalloys are typically similar (5.0 to 5.5 wt pct). The similarity in the Nb content in the alloys could result in a similar Nb microsegregation profile across the dendrites. Additionally, the Nb concentration in the Laves phases (see again Figure 10(a)) and the typical dendrite arm spacings of all three superalloys welded by TIG or K-TIG are similar. As the Nb atoms diffuse away from the interdendritic region toward the dendrite core during the homogenization or the dissolution of the Laves phase, the comparable dendrite arm spacing and Nb microsegregation profile across the dendrites could result in a similar homogenization kinetics due to similar diffusion length and concentration gradient. Homogenization kinetics of Nb atoms by JMatPro was performed to ascertain this assertion on VDM Alloy 780, ATI 718Plus, and Alloy 718 during PWSHT at 1060 °C using their nominal compositions. SDAS was set to be 7 μm for all alloys in the simulation. Figure 16 shows the calculated homogenization kinetics obtained by JMatPro simulation. It is shown that the Nb microsegregation profiles across the half dendrite at the initial condition are similar in all three alloys. From the simulation, it is also shown that PWSHT at 1060 °C homogenizes the Nb concentration across the dendrites after 1 hour in all three alloys, which is consistent with the experimental results where complete removal of Laves phase is achieved.

JMatPro simulation on the homogenization kinetics of Nb in (a) VDM Alloy 780, (b) ATI 718Plus, and (c) Alloy 718 at 1060 °C up to an hour
The local segregated composition also influences the precipitation behavior of secondary phases in the interdendritic region. As shown earlier in Figure 12, γ′ and excessive δ/η phases form during PWSHT 954 °C in the interdendritic region, but these phases were not observed in the dendrite core. Figure 17(a) depicts the TTT diagram created by the JMatPro simulation of VDM Alloy 780. It can be clearly noticed that the precipitation of γ′ and δ/η phases takes place at more than one degree of magnitude earlier in the interdendritic region than in the dendrite core during PWSHT at 954 °C. In addition, note that Laves eutectic constituents partially dissolve at 954 °C, which releases Nb atoms from the Laves phase into the surrounding, eventually enhancing the Nb concentration in the interdendritic region. This may lead to γ′ and δ/η phases that grow even further during PWSHT. Even though the JMatPro simulation at 954 °C predicted γ″ precipitation, no evidence γ″ was found in the post-weld solution heat-treated sample. It was likely that the pre-existing γ″ in the weld fusion zone dissolved during the PWSHT. It is worth noting that the TTT diagram calculation by JMatPro does not consider the change in composition due to the homogenization effect during PWSHT. As can be seen in Figure 17(a), γ′ and δ/η phases are predicted to precipitate even at temperatures above 1060 °C, while in contrast, they dissolve entirely at 1060 °C in reality. The discrepancy between the calculation and the experimental results can be explained by an extensive homogenization of alloying elements at 1060 °C, which changes the interdendritic composition.

Calculated TTT diagrams by JMatPro for (a) VDM Alloy 780, (b) ATI 718Plus, and (c) Alloy 718 based on the interdendritic compositions obtained by Thermo-Calc calculation and dendrite core compositions. The solid lines designate 0.5 pct precipitation in the interdendritic region adjacent to Laves phases, whereas the dotted lines designate 0.5 pct precipitation in the dendrite core
Similar precipitation behavior of secondary phases is also reported for Alloy 718[8] in ATI 718Plus,[19] where excessive plate-like particles form along the interdendritic region but not in the dendrite core during PWSHT at 954 °C/1 hour due to the effect of locally segregated compositions. In Alloy 718, the plate-like phase is well known to be identified as the δ phase. In contrast, in VDM Alloy 780, as found in this study, and ATI 718Plus, the plate-like particles are predominantly composed of η phase with fine δ stripes expected to exist within the platelets. In ATI 718Plus, these fine δ stripes are reported to be very insignificant.[27] The reason why the plate-like precipitates that form in the interdendritic region predominantly belong to the η phase in VDM Alloy 780 and ATI 718Plus while the one that forms in Alloy 718 belongs to the δ may be due to the higher Co content of the VDM Alloy 780 and ATI 718Plus. Rosler et al.[1] reported in their study that an increase in Co content leads to an enhancement of η phase formation in Ni-based superalloys. Apart from the higher Co content in the interdendritic region compared to Alloy 718, as shown by Thermo-Calc calculation depicted in Table VI, Laves phases in VDM Alloy 780 and ATI 718Plus are also much richer in Co than the Laves phase in Alloy 718 (see again Figure 10(a)). During the partial dissolution of Laves phases at 954 °C, Co atoms are released from the Laves phase to the surrounding, further increasing the local Co concentration in the interdendritic regions of VDM Alloy 780 and ATI 718Plus. This could explain the formation η phase in VDM Alloy 780 and ATI 718Plus as the major plate-like phase instead of the δ phase. The calculated TTT diagrams depicted in Figures 17(b) and (c) show that PWSHT at 954 °C/1 hour passes through the precipitation curves of δ and η phases for Alloy 718 and ATI 718Plus, respectively, based on the interdendritic composition shown in Table VI. This precipitation simulation by JMatPro is consistent with the experimental findings from the literature for Alloy 718[8] and ATI 718plus,[19] where a high amount of δ and η phases locally form during PWSHT at 954 °C along the interdendritic region of Alloy 718 and ATI 718Plus, respectively.
It can also be seen from the calculated TTT diagrams in Figures 17(b) and (c) that γ′/γ″ phases are predicted to form during PWSHT at 954 °C ATI 718Plus and Alloy 718. However, to the best of our knowledge, no evidence of γ′ or γ″ has been reported in the post-weld solution heat-treated Alloy 718 in the literature. As for ATI 718Plus, only γ′ was reported to form during PWSHT at 954 °C, whereas the γ″ was speculated to dissolve during the PWSHT.[19] This suggests that the evolution of hardening precipitates in VDM Alloy 780 is similar to that of ATI 718Plus, where only γ′ that was found to precipitate in the interdendritic region during PWSHT 954 °C. This precipitation behavior of forming γ′ instead of γ″ in the interdendritic region of VDM Alloy 780 and ATI 718Plus during the PWSHT could be due to the enhanced Al and Co contents in both alloys with respect to Alloy 718. In their previous study, Rosler et al.[1] reported that an improved Co content together with an enhanced Al content has a synergistic effect on switching the precipitation of hardening phases from γ″ to γ′. Furthermore, as excessive formation of δ/η phases occurs, the Nb atoms in the interdendritic region are significantly consumed to form δ/η phases, which could eventually suppress γ″.
3.5 Grain Growth in the Base Metal
3.5.1 Grain size evolution with solution heat treatment temperature
Figure 18 shows the base metal’s grain size evolution with SHT temperature subjected to 1 hour SHT, revealing a constant grain size of 980 °C. Then, it was observed that grain growth started above 1010 °C. SEM micrographs of samples subjected to SHT at 980 °C and 1010 °C, as observed on polished surfaces, are presented in Figures 19(a) and (b), respectively, where it is revealed that the grain boundaries of the specimen subjected to SHT at 980 °C are pinned by γ′. In contrast, no γ′ particles are observed after treatment at 1010 °C, suggesting that 1010 °C surpasses the γ′ solvus temperature. Solis et al.[3] reported that γ′ solvus temperature in VDM Alloy 780 is within 995 °C to1000 °C range through in situ neutron diffraction analysis, which aligns with the γ′ solvus temperature calculated using Thermo-Calc (Figure 10). The effect of γ′ on retarding grain growth has been reported in previous studies, such as Collins et al.[45] and Song et al.[46] on polycrystalline Ni-based superalloys during subsolvus SHT. In the γ′-free microstructures, grain growth with SHT temperature took place gradually between 1010 °C and 1080 °C from 52 to 74 μm. Notably, the extent of grain size increase in VDM Alloy 780 within 1010 °C to 1080 °C, as shown in Figure 18, is significantly smaller than in the widely used Alloy 718. This is important because completely removing the deleterious irregular Laves phase without forming δ/η phase requires PWSHT at least at around 1060 °C. The ability to remove Laves phase without substantial grain growth in the base metal is undoubtedly desirable. Kinetics of grain growth comparison between Alloy 718 and VDM Alloy 780 is discussed next.

Evolution of base metal grain size of VDM Alloy 780 in comparison to Alloy 718 with SHT temperature during an hour SHT and Thermo-Calc calculation on equilibrium γ′ fraction of VDM Alloy 780

SEM-in-lens images of samples subjected to SHT at 980 and 1010 °C followed by WQ are shown in (a) and (b), respectively
3.5.2 Grain growth kinetics at 1060 °C: A comparison to Alloy 718
Comparing the kinetics of grain growth in VDM Alloy 780 at 1060 °C with Alloy 718 becomes essential due to the occurrence of coarse irregular Laves phases in the weld fusion zone of both alloys following welding and the potential for PWSHT to eliminate these Laves phases in both alloys at 1060 °C. However, it is worth noting that the PWSHT at 1060 °C for Alloy 718 is recognized for significantly coarsening the grain size of the base metal since 1060 °C exceeds the solvus temperature of δ phase solvus. As a result, PWSHT at this temperature is often considered unfeasible to implement on Alloy 718 weld joint[47] due to excessive grain coarsening in the base metal, which deteriorates the tensile[48] and fatigue[49] performances.
Figure 20 displays the kinetics of grain growth in VDM Alloy 780, which is considerably slower than Alloy 718 at 1060 °C. It is shown that after 50 minutes SHT, the grain size of VDM Alloy 780 coarsened only from 55 to 63 μm. In Alloy 718, a substantial grain coarsening occurred from 55 to 90 μm under the same soaking time, revealing a more substantial retardation grain growth retardation for VDM Alloy 780. The difference in grain size between these alloys became much more significant, where the grain coarsened to 150 in Alloy 718 and 76 μm in VDM Alloy 780. The sluggish grain coarsening in the alloy during isothermal heat treatment at supersolvus temperatures is also reported by Haghighat[50] and Sharma.[51]

Change of grain size in VDM Alloy 780 with time at 1060 °C in comparison to Alloy 718
The slower grain growth during supersolvus heat treatment compared to Alloy 718 is beneficial in maintaining finer grain structure during PWSHT to remove the Laves particles in the fusion zone. It is proven that the brittle Laves eutectics in VDM Alloy 780’s fusion zone can be eliminated through PWSHT without significantly coarsening the base metal’s grain size in comparison to Alloy 718
3.5.3 Analysis of grain growth kinetics
To gain deeper insights into the sluggish grain growth of VDM Alloy 780, its isothermal grain growth kinetics at 1060 °C were analyzed together with Alloy 718 based on the well-known parabolic grain growth equation.
where t is time, K is a constant depending on the temperature and material composition, D0 is the initial grain size, D is grain size after a particular soaking time, and m is the grain growth exponent. Applying the natural logarithm to the differentiated form of Eq. [3] yields Eq. [4].
In Eq. [4], the calculation for dD/dt is expressed in the following manner[52]:
In this analysis, the m value is of interest since it is usually used as a basis to analyze the grain growth mechanism. The m value also indicates the extent of grain growth inhibition, where the higher the m value, the larger the restriction toward the grain boundary migration. In an ideal system, m is typically equal to 2, indicating that grain growth is controlled by bulk diffusion.[53] The m values were calculated by performing linear regression on the ln(dD/dt) vs. lnD plot shown in Figure 21, where m values of ~ 11 and ~ 5 were obtained for VDM Alloy 780 and Alloy 718, respectively. As per Higgins,[54] various factors influence the deviation of the m value from the ideal value of 2 in a polycrystalline alloy, namely the pinning effect caused by second-phase particles, material texture, and solute segregation at grain boundaries. The m value of ~ 5 for Alloy 718 has been reported to indicate a grain growth mechanism that is controlled by the inhibition of grain boundary migration due to the pinning effect caused by second-phase particles.[55] It is confirmed by several researchers[52,56] that in Alloy 718, the grain growth at supersolvus temperatures is governed by the pinning effect caused by MX particles, where M is Nb and Ti, and X is C and N. The m = 5 calculated in this work was also consistent with the fixed m value calculated from the ln(dD/dt) vs lnD experimental data points replotted from work carried out by Ruan et al.[52] between 1050 °C and 1100 °C. As for VDM Alloy 780, MX particles are also the only second-phase particles in the microstructure during SHT at 1060 °C.

Plots of ln(dD/dt) against lnD at 1060 °C for both alloys in this work, compared with the ln(dD/dt) vs lnD experimental data points replotted from the work by Ruan et al.[52] at 1050 °C and 1100 °C for Alloy 718
In order to estimate the extent of pinning by MX particles in VDM Alloy 780 and compare it quantitatively with Alloy 718, the pinning pressure (Pz) of the randomly dispersed MX particles in both alloys was calculated. However, instead of using the classical Zener pinning equation (Eq. [6]) that assumes a homogeneous particle size distribution, the modified Zener pinning equation that takes into account heterogeneous particle size distribution expressed as shown in Equation [7][57] was used in the calculation as MX particles in both alloys vary in size. Eivani et al.[58] reported that the heterogeneous size distribution of second-phase particles significantly affects pinning pressure.
where γgb is the surface tension of grain boundary or grain boundary energy, Vf is the particle volume fraction, and r is the particle radius. The Vf was estimated by area fraction, i.e., Af in this analysis. The area fraction of a particular particle (\({A}_{{f}_{i}})\) was calculated by dividing the particle area by the field of view area of a single OM image obtained through the measurement using ImageJ software. Subsequently, an equivalent particle radius ri is determined, equal to the perfect circle radius with an identical particle area. At least 25 OM images that give about 700 MX particles per image were used to measure the r and Af of MX particles.
Table VIII shows the average values of Pz/γgb of MX obtained from 25 OM images of both alloys subjected to SHT for 12 hours, where it was found that the Pz/γgb from the MX particles in both alloys at 1060 °C was estimated to be comparable. If it was assumed that γgb of both alloys was similar, their Pz would be comparable. If it was assumed that γgb of VDM Alloy 780 was significantly greater than Alloy 718, the Pz of VDM Alloy 780 would become larger than that of Alloy 718. However, in this case, compared to Alloy 718, the grain growth driving pressure, which can be estimated as γgb/2D[57] where D represents grain diameter, would be substantially higher in VDM Alloy 780 for a specific grain diameter and may outweigh the Pz, which ultimately may result in a higher net driving pressure for grain growth in VDM Alloy 780 in comparison to Alloy 718. The more significant net driving pressure for grain growth should not lead to a substantially retarded grain growth relative to Alloy 718 by assuming comparable grain boundary mobilities in both alloys. Hence, it is reasonable to believe that the twofold higher m value in VDM Alloy 780 cannot be attributed to grain boundary pinning caused by the MX particles.
As for the second possible factor proposed by Higgins,[54] the material’s texture, it is reported that strong textured regions within the material may impede grain growth.[53] Grains aligned in a specific preferred orientation tend to experience hindered growth due to the presence of low-angle boundaries, known for their restricted mobility.[53] Figure 22 shows inverse pole figure (IPF) maps of both alloys that were heat-treated at 1060 °C/1 hour. Notably, neither alloy exhibits a strong or preferential texture. This observation aligns with the weak texture in the pole figures (PFs) presented in Figures 23(a) through (f). Hence, the material’s texture cannot reasonably explain the sluggish grain growth of VDM Alloy 780.

IPF maps of the base metals of both alloys subjected to SHT at 1060 °C. Note that the scale bars are different in the IPF maps

The \(\left\langle {001} \right\rangle\), \(\left\langle {111} \right\rangle\), \(\left\langle {101} \right\rangle\) PFs of VDM Alloy 780, as shown in (a), (b), and (c), respectively, and Alloy 718, as shown in (d), (e), and (f), respectively
The inability of texture and pinning effects caused by second-phase particles to account for the twofold higher m value in VDM Alloy 780 relative to Alloy 718 underscores a possible influence of solute segregation at grain boundaries, as suggested by Higgins[54] that could be the cause of the sluggish grain growth in the supersolvus temperatures. The attribution of slow grain growth in VDM Alloy 780 to solute segregation was also speculated by Haghighat,[50] which could be associated with high Co concentration (25 wt pct) or due to the combined effect of various alloying elements. As shown in the nominal composition of VDM Alloy 780 in comparison to Alloy 718, the main striking difference is high Co content (25 wt pct) that substitutes Fe significantly and Ni to a certain level. Several researchers[59,60,61] have reported that the segregation of solutes to grain boundaries may influence grain growth processes in two primary modes. Firstly, a thermodynamic effect, the alloying element segregates to the grain boundary, which diminishes the driving pressure for grain growth via a reduction in grain boundary energy.[59,62,63] Secondly, a kinetic mechanism known as solute drag,[60,64] i.e., zero mobility of the grain boundaries, comes into play. Segregated solute atoms tend to remain within the migrating grain boundaries, which is attributed to strong interactions with the solute atoms. Consequently, the migrating grain boundary is compelled to drag solute atoms and can only migrate as fast as the diffusing solutes. Experimentally, it is reported in the literature that the thermodynamic and kinetic mechanisms work together, and the relative importance of each depends on various factors, such as the interactions between solute atoms and grain boundaries, temperature, and solute diffusivity.[65] A further detailed study is needed to characterize the possible solute segregation at grain boundaries in VDM Alloy 780, which is the future work of this study.
4 Summary and Conclusions
The fusion zone microstructures in K-TIG-welded and post-weld solution heat-treated new superalloy VDM Alloy 780 were examined. In addition, the kinetics of the base metal grain growth during solution heat treatments were analyzed. The main findings are summarized as follows.
-
1.
Extensive (S)TEM analyses show that major interdendritic microconstituents formed in the fusion zone due to elemental microsegregation are MC carbides and coarse irregularly shaped Laves phase. Additionally, minor secondary interdendritic phases are found to include γ′, γ″, and tiny plate-like Laves particles.
-
2.
To prevent any potential deterioration of mechanical properties caused by the irregular Laves phase, PWSHTs were carried out at 954 °C to 1060 °C to remove the Laves phase. PWSHT at 954 °C only partially eliminates the Laves particles while forming an abundance of interdendritic δ/η phase, which may impose another harmful effect on the mechanical properties. At 1060 °C, Laves phase is dissolved entirely without forming δ/η platelets.
-
3.
The base metal grain growth of VDM Alloy 780 during SHT has been studied. The onset of grain growth was observed above 1010 °C, which appears to be due to γ′ dissolution, followed by a gradual increase in grain size during an hour SHT between 1010 °C and 1080 °C from 53 to 74 μm in the absence of γ′.
-
4.
It is proven that Laves eutectics in VDM Alloy 780’s fusion zone can be eliminated through PWSHT without significantly coarsening the base metal’s grain size in comparison to Alloy 718 as a result of substantial grain growth inhibition likely caused by solute segregation at grain boundaries.
References
J. Rösler, T. Hentrich, and B. Gehrmann: Metals, 2019, vol. 9, p. 1130.
C. Ghica, C. Solis, J. Munke, A. Stark, B. Gehrmann, M. Bergner, J. Rösler, and R. Gilles: J. Alloys Compd., 2020, vol. 814, p. 152157.
C. Solís, J. Munke, M. Bergner, A. Kriele, M. Mühlbauer, D. Cheptiakov, B. Gehrmann, J. Rösler, and R. Gilles: Metall. Mater. Trans. A, 2018, vol. 49A, pp. 4373–81.
S. Cui, Y. Shi, T. Zhu, and W. Liu: J. Manuf. Process., 2019, vol. 37, pp. 418–24.
S. Cui, Z. Liu, Y. Fang, Z. Luo, S.M. Manladan, and S. Yi: J. Mater. Process. Technol., 2017, vol. 243, pp. 217–28.
Z. Fei, Z. Pan, D. Cuiuri, H. Li, S. Van Duin, and Z. Yu: J. Manuf. Process., 2019, vol. 45, pp. 340–55.
Z. Fei, Z. Pan, D. Cuiuri, H. Li, B. Wu, D. Ding, L. Su, and A.A. Gazder: J. Manuf. Process., 2018, vol. 32, pp. 482–93.
G.D. Janaki Ram, A. Venugopal Reddy, K. Prasad Rao, and G. Madhusudhan Reddy: Sci. Technol. Weld. Join., 2004, vol. 9, pp. 390–98.
K. Vishwakarma, N. Richards, and M. Chaturvedi: Mater. Sci. Eng. A, 2008, vol. 480, pp. 517–28.
M. Strum, L. Summers, and J. Morris Jr.: Weld. J., 1983, vol. 62, pp. 235s–s242.
A. Ariaseta, N. Sadeghinia, J. Andersson, and O. Ojo: Weld. World, 2023, vol. 67(1), pp. 209–22.
R.M. Langford and M. Rogers: Micron, 2008, vol. 39, pp. 1325–30.
P. N. Quested and M. McLean, Solidification technology in the foundry and cast house, 1980, pp. 586–91.
L. Ling, Y. Han, W. Zhou, H. Gao, D. Shu, J. Wang, M. Kang, and B. Sun: Metall. Mater. Trans. A, 2015, vol. 46A, pp. 354–436.
K. Kadoi, S. Ueda, S. Tokita, and H. Inoue: J. Alloys Compd., 2020, vol. 828, p. 154423.
J. DuPont, A. Marder, M. Notis, and C. Robino: Metall. Mater. Trans. A, 1998, vol. 29A, pp. 2797–06.
T.F. Bower: Trans. Metall. Soc. AIME, 1966, vol. 236, pp. 624–34.
D. F. Paulonis, J. M. Oblak, and D. S. Duvall, (Pratt and Whitney Aircraft, Middletown, Conn.: 1969).
G. Asala, J. Andersson, and O.A. Ojo: J. Adv. Manuf. Technol., 2016, vol. 87, pp. 2721–29.
O. Ojo, N. Richards, and M. Chaturvedi: Metall. Mater. Trans. A, 2006, vol. 37A, pp. 421–33.
R.G. Thompson, D.E. Mayo, and B. Radhakrishnan: Metall. Trans. A, 1991, vol. 22A, pp. 557–67.
H. Xu, Y. Zhang, H. Fu, F. Xue, X. Zhou, and J. Xie: J. Alloys Compd., 2022, vol. 891, p. 161965.
A. Ariaseta, A.K. Khan, J. Andersson, and O. Ojo: Mater Charact, 2023, vol. 204, p. 113178.
L.O. Osoba, R.G. Ding, and O.A. Ojo: Mater Charact, 2012, vol. 65, pp. 93–99.
O. Ojo, N. Richards, and M. Chaturvedi: Scr. Mater., 2004, vol. 51, pp. 683–88.
M. Cieslak, G. Knorovsky, T. Headley, and A. Romig Jr, Sandia National Lab.(SNL-NM), Albuquerque, NM (United States), 1989.
E. Pickering, H. Mathur, A. Bhowmik, O. Messé, J. Barnard, M. Hardy, R. Krakow, K. Loehnert, H. Stone, and C. Rae: Acta Mater., 2012, vol. 60, pp. 2757–69.
G. Asala, A. Khan, J. Andersson, and O. Ojo: Metall. Mater. Trans. A, 2017, vol. 48A, pp. 4211–28.
F. Laves, H.J. Wallbaum, and Z. Kristallogr: Cryst. Mater., 1939, vol. 101, pp. 78–93.
G. Knorovsky, M. Cieslak, T. Headley, A. Romig, and W. Hammetter: Metall. Trans. A, 1989, vol. 20A, pp. 2149–58.
J.N. DuPont, M. Notis, A. Marder, C. Robino, and J. Michael: Metall. Mater. Trans. A, 1998, vol. 29A, pp. 2785–96.
S. Sui, H. Tan, J. Chen, C. Zhong, Z. Li, W. Fan, A. Gasser, and W. Huang: Acta Mater., 2019, vol. 164, pp. 413–27.
J.J. Schirra, R.H. Caless, and R.W. Hatala: Superalloys, 1991, vol. 718, pp. 375–88.
L.A. James: Weld J. Res. Suppl., 1978, vol. 57, pp. 17s–23s.
A. Segerstark, J. Andersson, L.-E. Svensson, and O. Ojo: Materials Charact., 2018, vol. 142, pp. 550–59.
C.H. Radhakrishna and K.P. Rao: J. Mater. Sci., 1997, vol. 32, pp. 1977–84.
X. Yao, F. Liu, S. Yang, D. Liu, D. Jia, and W. Sun: J. Mater. R. Technol., 2021, vol. 15, pp. 4427–36.
A. Kaldellis, A. Alexandratou, A. Kladis, S. Deligiannis, P. Tsakiridis, and G. Fourlaris, (EDP Sciences: 2021), p. 02004.
K. Sivaprasad and S. Ganesh Sundara Raman: Metall. Mater. Trans. A, 2008, vol. 39A, pp. 2115–27.
O.M. Messé, J.S. Barnard, E.J. Pickering, P.A. Midgley, and C.M.F. Rae: Philos. Magn., 2014, vol. 94(10), pp. 1132–52.
J. Sharma, A. Nicolaÿ, M. De Graef, and N. Bozzolo: Mater Charact, 2021, vol. 176, p. 1111053.
L.C.M. Valle, L.S. Araújo, S.B. Gabriel, J. Dille, and L.H. De Almeida: J. Mater. Eng. Perform., 2013, vol. 22, pp. 1512–18.
S. Antonov, M. Detrois, R.C. Helmink, and S. Tin: J. Alloys Compd., 2015, vol. 626, pp. 76–86.
S. Sui, J. Chen, Z. Li, H. Li, X. Zhao, and H. Tan: Addit. Manuf., 2020, vol. 32, p. 101055.
D. Collins, B. Conduit, H. Stone, M. Hardy, G. Conduit, and R. Mitchell: Acta Mater., 2013, vol. 61, pp. 3378–91.
K. Song and M. Aindow: Mater. Sci. Eng. A, 2008, vol. 479, pp. 365–72.
T. Sonar, V. Balasubramanian, S. Malarvizhi, T. Venkateswaran, and D. Sivakumar: Mater Charact, 2021, vol. 174, p. 110997.
G.D.J. Ram, A.V. Reddy, K.P. Rao, G.M. Reddy, and J.K.S. Sundar: J. Mater. Process. Technol., 2005, vol. 167, pp. 73–82.
B. Pieraggi, J. F. Uginet, and F. Pamiers Cedex, (The Minerals, Metals & Materials Society Pittsburgh: 1994).
M. Hafez Haghighat, J. Sharma, B. Gehrmann, H. Alves, and N. Bozzolo: Metall. Mater. Trans. A, 2023, vol. 54A, pp. 2092–2111.
J. Sharma, M.H. Haghighat, B. Gehrmann, C. Moussa, and N. Bozzolo: Superalloys, Springer, Cham, 2020, pp. 450–60.
J.J. Ruan, N. Ueshima, and K. Oikawa: J. Alloys Compd., 2018, vol. 737, pp. 83–91.
F. Najafkhani, S. Kheiri, B. Pourbahari, and H. Mirzadeh: Arch. Civ. Mech. Eng., 2021, vol. 21, pp. 1–20.
G.T. Higgins: Met. Sci., 1974, vol. 8(1), pp. 143–50.
J.J. Bhattacharyya, S.R. Agnew, and G. Muralidharan: Acta Mater., 2015, vol. 86, pp. 80–94.
G. Muralidharan and R.G. Thompson: Scr. Mater., 1997, vol. 36, pp. 755–61.
M. Pa, M. Ferry, and T. Chandra: ISIJ Int., 1998, vol. 38, pp. 913–24.
A.R. Eivani, S. Valipour, H. Ahmed, J. Zhou, and J. Duszczyk: Metall. Mater. Trans. A, 2011, vol. 42A, pp. 1109–16.
R. Kirchheim: Acta Mater., 2002, vol. 50, pp. 413–19.
J.W. Cahn: Acta Metall., 1962, vol. 10, pp. 789–98.
P. Lu, F. Abdeljawad, M. Rodriguez, M. Chandross, D.P. Adams, B.L. Boyce, B.G. Clark, and N. Argibay: Materialia, 2019, vol. 6, p. 100298.
J. Weissmüller: Nanostruct. Mater., 1993, vol. 3, pp. 261–72.
J. Weissmüller: J. Mater. Res., 1994, vol. 9, pp. 4–7.
M. Hillert and B.O. Sundman: Acta Metall., 1976, vol. 24(8), pp. 731–43.
C.M. Barr, S.M. Foiles, M. Alkayyali, Y. Mahmood, P.M. Price, D.P. Adams, B.L. Boyce, F. Abdeljawad, and K. Hattar: Nanoscale, 2021, vol. 13, pp. 3552–63.
Acknowledgments
This study is based on results obtained from the FEAST project funded by VINNOVA. We sincerely thank GKN Aerospace Sweden AB and Brogren Industries AB for their invaluable support and contributions. We also thank VDM Metals GmbH for providing the samples and input for this manuscript. Tremendous help from Mattias Igestrand for operating the welding machine and Dr. Andrea Fazi from Chalmers University Technology for the assistance with FIB lift-out is also appreciated.
Data Availability
No data were used for the research described in the article.
Conflict of interest
The authors declare that they have no conflict of interest.
Funding
Open access funding provided by University West.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ariaseta, A., Khan, A.K., Andersson, J. et al. Microstructural Analysis of K-TIG-Welded New Ni-Based Superalloy VDM Alloy 780. Metall Mater Trans A (2024). https://doi.org/10.1007/s11661-024-07451-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11661-024-07451-3