
Abstract
Novel compositionally complex CoNiCr-based superalloys with excellent mechanical properties have been developed, which combine the multiprincipal element nature of high-entropy alloys with the precipitation strengthening in superalloys. A series of advanced polycrystalline γ′-strengthened CoNiCr-based superalloys, called CoWAlloys, with varying contents of Al, W, Ti, Ta, Mo, and Nb are investigated in terms of microstructure, thermophysical properties, yield, and creep strength. The microstructure of all CoWAlloys consists of an fcc solid solution matrix phase (approximate γ composition in at. pct: 50Co–20Ni–20Cr–10X (X = other alloying elements)), which is strengthened by a multicomponent γ′ (Ni,Co)3(Al,Ti,Ta,W,Nb)-based precipitate phase with a very high-volume fraction of around 60 vol pct (approximate γ′ composition in at. pct: 45Ni–30Co–25X). These alloys have high solidus temperatures above 1300 °C and moderate γ′ solvus temperature between 985 °C and 1080 °C leading to a large processing window. The increasing content of γ′-forming elements Ti, Ta, W, and Nb decreases this window, but increases the γ/γ′ lattice misfit and the anti-phase boundary energy, which contribute to a significantly higher yield and creep strength. Their properties are discussed in comparison with conventional polycrystalline Ni-base superalloys and so-called L12-strengthened high-entropy alloys, revealing that the creep strengths of the CoWAlloys are significantly higher. This is due to the reduced strain rate sensitivity of the CoWAlloys due to different underlying deformation mechanisms: By increasing the anti-phase boundary energy, a transition to stacking fault shearing and microtwinning occurs, which leads to the enhanced creep strength. Based on these results, guidelines and strategies for the design of next-generation advanced high-temperature polycrystalline superalloys are proposed.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In 2006, a ternary Co3(Al,W) compound with the L12 structure was rediscovered by Sato et al.[1] after its first discovery by Lee in 1971.[2] This led to the development of the new class of high-temperature Co-base superalloys with a γ/γ′ microstructure, see e.g., Reference 3. This intermetallic γ′ phase is coherently embedded in an fcc γ solid solution phase as in Ni-base superalloys. In comparison to Ni, the diffusion of alloying elements in Co is slower[4] and the melting temperature of Co is higher, which is beneficial for applications at high temperatures. However, the initial low-alloyed Co–Al–W-based superalloys revealed a low phase stability and poor oxidation behavior.[5,6] Two years later, Shinagawa et al. demonstrated that there is a continuous γ/γ′ two phase field between Co/Co3(Al,W) and Ni/Ni3Al, and that Ni enhances the phase stability of Co-base superalloys.[7] In another study by Klein et al., Cr was found to increase the oxidation resistance of Co–Al–W-based alloys considerably.[8] Accordingly, intermediate CoNiAlWCr alloys with γ/γ′ microstructures were found to have a good combination of phase stability, oxidation resistance and mechanical strength.[6] Due to their different, generally lower fault energies of planar defects (anti-phase boundaries and superlattice stacking faults) compared to Ni-base superalloys, they show different deformation mechanisms, which affect the mechanical properties.[9]
Around the same time of the discovery of the Co3(Al,W)-strengthened Co-base superalloys, Yeh et al.[10] and Cantor et al.[11] proposed another novel alloying strategy and designed so-called high-entropy alloys which consist of multiple principal elements in equiatomic concentrations. In recent years, many groups studied single phase medium and high-entropy alloys (MEA & HEA), particularly CoCrFeMnNi, CoCrNi, and derivative alloys due to their interesting mechanical properties. Based on this system, researchers started to also add refractory elements, such as Mo and W, to further enhance the properties of these MEAs and HEAs.[12,13] Another trend in this field of HEA research is to improve the mechanical properties of such multicomponent alloys by incorporating an intermetallic phase in high- or medium-entropy matrices for precipitation strengthening. Similar to the design principles of superalloys, in particular Al and Ti are added to precipitate coherently embedded L12-ordered γ′ phases inside the MEA/HEA matrix.[14,15] Such alloys with γ/γ′ microstructures, whose compositions are outside the design space of traditional Ni-base superalloys, were referred to by Yeh et al. as “High-Entropy Superalloys.”[14] Typically, γ/γ′ Ni-base superalloys contain more than 50 at. pct of Ni and less than 25 at. pct each of other main alloying elements, i.e., Co, Cr, or occasionally Fe.
However, not only the typical γ′-forming elements Al and Ti can be utilized, but also refractory elements, in particular W, can act as γ′ formers, as shown by Sato et al. and Lee through the discovery of the Co3(Al,W) phase.[1,2] Already in 2015, the authors of the present study succeeded in developing such multinary γ/γ′ CoNiCr-based superalloys with high contents of γ′-forming elements, Al, W, Ti, and Ta,[16] called CoWAlloy1 and CoWAlloy2. These CoNiCr-based superalloys are based on the research regarding the influence of various alloying elements X on the microstructure and mechanical properties of Co–Al–W–X alloys, but the underlying design strategy, i.e., the incorporation of a high-volume fraction of multicomponent γ′ precipitates in a compositionally complex matrix, is very similar to the design strategy of Yeh et al.[14] to achieve superior mechanical properties. However, in comparison to their L12-phase strengthened fcc high-entropy matrices also refractory elements, such as W and Mo, and their beneficial effects are used for the design of the CoWAlloys. The resulting alloys exhibited significantly higher γ′ fractions compared to their wrought Ni-based counterparts, while still having a much larger processing window than comparable polycrystalline Ni-base superalloys.[17,18,19,20] Thus, these alloys could be successfully produced by the cast-and-wrought processing route despite their significantly higher γ′ volume fraction. The resulting alloys exhibited significantly enhanced creep strength compared to traditional wrought Ni-base superalloys. Accordingly, these CoNi-Cr-based superalloys are highly interesting novel high-temperature materials.
Although many investigations have already been published on some aspects of the CoWAlloy series,[16,17,18,19,20,21] a general overview about this alloy series and a comparison with commercial polycrystalline Ni-base superalloys and novel L12-strengthened high-entropy alloys is still lacking. In this study, a series of seven different CoWAlloys with different concentrations of γ′-forming elements (Al, W, Ti, Ta, and Nb) and refractory elements (W, Ta, Nb and Mo) and the same content of further elements (Cr, Si, Hf, Zr, B and C) are investigated. In Reference 16 information about how the compositions of CoWAlloy1 and the base alloy CoWAlloy2 were selected can be found. Mo was added to the base alloy CoWAlloy2 to trigger the formation of a grain boundary pinning phase in CoWAlloy3.[17] In CoWAlloy4 and CoWAlloy5, the Ti content was gradually increased and the W content was reduced compared to CoWAlloy2 to lower their density. For the same reason, the Al/W ratio was increased in CoWAlloy6 and additionally to improve the oxidation resistance.[18] Nb was mainly alloyed in CoWAlloy7, because it was known that it is a γ′-forming element and can lead to the formation of grain boundary phases.[22] To reveal their thermophysical and microstructural differences and similarities as well as their mechanical properties, numerous characterization techniques were used. By correlating these properties, detailed insights on how these parameters affect the mechanical behavior are gained and design guidelines for the development of future polycrystalline high-strength superalloys are derived.
2 Experimental
Seven γ′-strengthened CoNiCr-based superalloys, called CoWAlloys, with varying contents of different γ’ formers or grain boundary phase precipitating elements were vacuum arc melted from raw elements (Table I). Afterward, they were cast, homogenized at 1250 °C for 3 hours in air, then preheated to temperatures between 1100 °C and 1200 °C, and finally rolled on a cold rolling mill at Vacuumschmelze GmbH & Co. KG, Hanau, Germany. Afterward, a recrystallization heat treatment was conducted at temperatures between 1000 °C and 1100 °C for 2 or 4 hours (see Table II), depending on the degree of deformation that was achieved during rolling. All samples were oil quenched and subsequently, a two-step aging heat treatment was performed at 900 °C/4 hours (air cooled) and 750 °C/16 hours (air cooled). The transformation temperatures were determined by differential scanning calorimetry (DSC) with a heating/cooling rate of 5 K/min on a Netzsch STA409 or a Netzsch STA 404 F1. The density was measured using the Archimedes principle.
To determine the γ and γ′ composition in the as-aged condition, atom probe tomography (APT) was used. 15 mm long rods with a square cross section and a width of 300 µm were cut from the standard heat-treated material for electro-polishing. A rough polishing step was conducted at about 20 V with 25 pct perchloric acid solved in acetic acid. In a final step, the sample was fine polished at 10 to 15 V with a solution of 2 pct perchloric acid in Butanol. Site-specific lift-outs were performed for CoWAlloy7 using a Zeiss Crossbeam 540 FIB/SEM (Zeiss GmbH, Oberkochen, Germany). APT experiments were conducted using a LEAP 4000X HR (Cameca Instruments, Madison, WI). CoWAlloy1-6 were analyzed at 40 K in voltage mode with a pulse fraction of 20 pct, CoWAlloy7 was characterized in pulsed laser mode to trigger field evaporation at 49 K with a laser energy of 50 pJ and a pulse rate of 125 kHz. The Cameca software IVAS was used for data reconstruction and analysis.
From the heat-treated material, samples were also cut, ground, and polished with a final step using colloidal silica for microstructural investigations using a Zeiss Crossbeam 1540 EsB scanning electron microscope (SEM). Electron backscatter diffraction (EBSD) was performed with an Oxford Instruments Nordlys2 detector in order to determine the grain size.
To prepare samples for transmission electron microscopy (TEM), disks with a diameter of 3 mm were punched from 200 µm thick slices of the as-aged material. Additionally, crept specimens of CoWAlloy1, CoWAlloy2, CoWAlloy3, and CoWAlloy5, which were cut perpendicular to the load axis, were ground to a thickness of 100 µm and also punched to a disk diameter of 3 mm. Electrolytic thinning of the samples was conducted with the electrolyte Struers A2 at − 25 °C with a Double Jet Tenupol-5. TEM investigations were performed on a Philips/FEI CM 200 operated at 200 kV.
The fraction of primary, secondary, and tertiary γ′ was determined by analysis of the SEM and TEM images. Due to the varying morphology, the equivalent spherical radii are used to describe the size of the precipitates.[23] For the analysis of the tertiaries, only very thin electron transparent areas of the TEM images were evaluated and it is assumed that the observed area fraction equals the actual volume fraction.
Additionally, small-angle neutron scattering (SANS) measurements at room temperature were performed at the SANS-1 beamline of the Heinz-Maier-Leibnitz Zentrum (MLZ) at FRM II, Garching, Germany[24,25] to determine the size distribution and volume fraction of the secondary and tertiary γ′ precipitates in the heat-treated condition. Slices of 1 mm thickness were prepared by cutting and grinding. To cover a maximum q-range (range of scattering angles for determination of the precipitate size distribution), data from three detector configurations were collected and combined to one SANS spectrum. The detector distance was varied between 2, 8, and 20 m. The scattering measurement was performed with a beam diameter of 8 mm and a wavelength of 6 Å at the lower detector distances and 12 Å at the detector distance of 20 m. Afterward, the scattering patterns were analyzed, calibrated with water measurements, and merged with the software BerSANS.[26] SASFit[27] was used for fitting the corrected data, in which the γ′ precipitates were modeled as spherical particles, with a log-normal distributed precipitate size. To calculate the scattering factors of the secondary and tertiary γ′ and the surrounding γ matrix phase, their chemical compositions as determined by APT were used.
High-energy X-ray diffraction (HEXRD) experiments were conducted at the HEMS beamline operated by Helmholtz-Zentrum Hereon at PETRA III, DESY (Hamburg, Germany) to determine the lattice parameter of the phases and the lattice misfit between the γ and γ′ phase. Cylindrical samples with a length of about 11 mm and a diameter of 5 mm were heated in Ar atmosphere in a DIL 805A/D quenching and deformation dilatometer (TA Instruments, Hüllhorst, Germany).[28] A beam with an energy of 100 keV (wavelength 0.124 Å) and a size of 1 mm × 1 mm was used. The samples were heated from RT to 500 °C and then up to 850 °C in steps of 50 °C with a dwell time of 15 minutes. From 850 °C to 1050 °C, the steps were reduced to 25 °C again with a dwell time of 15 minutes. The diffraction rings were recorded on a Perkin Elmer XRD 1621 (Perkin Elmer, Norwalk, CT) flat panel detector. The software Fit2D (ESRF, Grenoble, France)[29] was used to integrate the diffraction patterns. Three patterns from the end of each heating step were integrated using the software MAUD (University of Trento, Trento, Italy).[30] Due to the low contrast of the γ′ phase, the (001)-peak of γ′ was fitted manually in Maud and kept constant, while the γ peak was fitted automatically. Based on the three measurements for each temperature, the average lattice parameter for γ and γ′ was calculated.
For compression and creep tests, cylindrical samples were manufactured by wire spark erosion (diameter d = 3 mm/length l = 4.5 mm and d = 4 mm/l = 6 mm, respectively). Compression tests were performed with an electromechanical Instron 4505 testing machine at RT, 600 °C, 750 °C, 800 °C, and 850 °C with a strain rate of 10−4 s−1. The creep tests were conducted in a compression creep apparatus at 750 °C with different stresses. For CoWAlloy1, a different recrystallization heat treatment (1075 °C/4 hours, called nRX) was performed for the creep samples to ensure a nearly complete recrystallization. All creep tests, except the one of CoWAlloy1 at 750 °C/620 MPa, were performed with this recrystallization heat treatment. In order to compare the mechanical properties of the CoWAlloys with commercial cast-and-wrought Ni-base superalloys, specimens of Waspaloy, and Udimet720Li with median grain sizes of 42.5 and 5.1 µm were also tested in compression.
3 Results
The mechanical performance of the CoWAlloys depends strongly on their microstructures and thermophysical properties. In order to directly compare all CoWAlloys with each other, an overview of the grain sizes, γ′ precipitate sizes and fractions of the different γ′ precipitate populations as well as the phase transformation temperatures, densities and lattice misfits between the γ and γ′ phases are summarized in Tables II and III. Additionally, the evolution of the lattice misfit as a function of temperature and the chemical compositions of the γ and γ′ phases are given. In the following subchapters, the underlying experimental results are presented.
3.1 Microstructure
Figure 1 provides an overview about the microstructures of all investigated CoWAlloys. For a comparison of the CoWAlloys’ grain structures with that of the Ni-based reference alloys, the EBSD images of Waspaloy and Udimet720Li are shown in the Supplementary Figure S1.

Microstructures of (a) to (g) CoWAlloy1-7. (1) EBSD images, BSE images of (2) grain structures, (3) γ/γ′ microstructures, and (4) TEM images of γ/γ′ microstructures. Some microstructural images have already been published: CoWAlloy1,[16,21] CoWAlloy2,[16,17,18,20,21] CoWAlloy3,[17] and CoWAlloy6.[18]
The EBSD image of CoWAlloy1 reveals an inhomogeneous grain structure after a recrystallization heat treatment at 1050 °C, as shown in Figure 1(a1) and.[16,21] Next to areas with very fine and coarser grains, larger non-recrystallized areas exist. Accordingly, some materials for creep test were also recrystallized at 1075 °C for a duration of 4 hours (CoWAlloy1_nRX), which leads to a slightly larger grain size (see Table II), but also to a lower amount of non-recrystallized areas (see Supplementary Figure S1). In addition to a small fraction of presumably carbides or borides, a very high fraction of larger primary and smaller secondary γ′ precipitates are present. When the recrystallization heat treatment is conducted at 1050 °C, a comparably high fraction of primary γ′ is present, since this temperature is about 20 °C lower compared to the γ′ solvus temperature.
The grain boundary pinning effect of the primary γ′ precipitates seems to be relatively weak. This could be attributed to the primary γ′ precipitate size, which is not sufficiently large, ranging from 0.2 µm to 0.5 µm in CoWAlloy1. The bright contrast of the γ′ precipitate phase in the SEM-BSE image (Figure 1(a3)) implies the enrichment of heavy elements such as W and Ta in the γ′ phase. The morphology of the γ′ particles is cubic indicating a high lattice mismatch between the γ and γ′ phase. Additionally, only few tertiary precipitates are present as shown in the DADF (displaced aperture dark field) TEM image in Figure 1(a4).
The microstructure of CoWAlloy2 is shown in Figure 1b(1-4) and also presented in References 16,17, through 18, 20,21. The EBSD mapping does not show any non-recrystallized areas, but the grain structure is still inhomogeneous (Figure 1(b1)). Again, a small amount of carbides or borides has precipitated. Previous diffraction experiments indicated that some of them are of the cubic TaC type (Figure 1(b2)).[17] The trimodally distributed γ′ precipitates (Figure 1b(3-4)) show a spherical morphology, which indicates a small lattice misfit. Compared to CoWAlloy1, the fraction of primary precipitates is much lower, but the fraction of tertiary precipitates is significantly higher.
The Mo-containing alloy CoWAlloy3 shows a clearly different microstructure, see Figure 1c(1-4) and.[17] The EBSD map reveals an extremely fine-grained microstructure with clearly less inhomogeneity. SEM analysis of the grain structure in Figure 1(c2) reveals that a significant fraction of a phase with bright contrast has precipitated along the grain boundaries, which was identified to be of µ-Co7Mo6 type with the D85 crystal structure by synchrotron diffraction measurements.[17] TEM-EDX measurements confirmed the identification as μ-phase with the composition (Co,Ni,Cr)7(W,Mo)6 (i.e., approximately 32 at. pct Co, 10.5 at. pct Ni, 10.5 at. pct Cr, 40.6 at. pct W, and 5.4 at. pct Mo). The presence of Mo seems to promote the precipitation of the W-containing Co7W6 µ phase, since the main constituent of the μ-phase is W and not Mo. This phase, which has a solvus temperature of 1160 °C, pins efficiently the grain boundaries during recrystallization and thus causes a much finer grain structure. Similar to CoWAlloy2, few primary γ′ particles in addition to the secondary ones and a larger fraction of tertiary precipitates are present (Figure 1(c3-4)). The morphology for all three size distributions is spherical indicating a low lattice misfit. Due to the consumption of W in the µ phase, less W is available for the formation of γ′. Accordingly, the γ′ precipitate fraction and solvus temperature are lower compared to alloy CoWAlloy2, which only differs in composition by being Mo-free (see Tables II, III).
CoWAlloy4, an alloy with increased Ti and reduced W content compared to CoWAlloy2 and thus a significantly reduced density, is shown in Figure 1(d). It should be emphasized here that a homogeneous, but significantly coarser grain structure has developed, see the EBSD image in Figure 1(d1). The reason for this is the lower degree of deformation during hot rolling, which was more challenging due to the higher γ′ solvus temperature of 1072 °C and the appearance of surface cracks. Accordingly, also a higher recrystallization temperature of 1075 °C had to be selected.
Thus, no primary γ′ particles formed (Figure 1(d3)). The secondary γ′ particles have a more cubic shape compared to CoWAlloy2 (Figure 1(d3-4)). This is a result of the higher Ti/(Al + W) ratio, which should cause a higher lattice misfit.
The alloy CoWAlloy5 with an even higher Ti/(Al + W) ratio and also a lower density compared to the W- and/or Ta-rich alloys exhibits a similar coarse grain structure (Figure 1(e1-2)), since it also had to be recrystallized at a higher temperature of 1075 °C. Only small amounts of carbides and nearly no primary γ′ particles formed. The secondary precipitates show a distinct cubic structure (Figure 1(e3-4)). Similar to CoWAlloy1 and CoWAlloy4, only few tertiary γ′ precipitates are observed in TEM (see Figure 1(e4)).
The microstructure of alloy CoWAlloy6 with a very high Al content is clearly different from the Ti-enriched alloys. Its grain structure is similar to that of CoWAlloy3, as shown in Figure 1(f1-2) and,[18] however, its density is comparable to that of the high Ti-containing alloys CoWAlloy4 and CoWAlloy5. The EBSD image shows a very fine and at the same time homogeneous grain structure (Figure 1(f1)). Next to carbides/borides an additional phase with dark contrast in the BSE image seems to ensure pinning of the grain boundaries during recrystallization (Figure 1(f2)). HEXRD and EBSD measurements identified this phase to be β (Ni,Co)Al with the B2 structure.[18] The γ/γ′ microstructure is shown in Figure 1(f3-4). Despite the lower W content and the consumption of Al in the β (Ni,Co)Al phase, the γ′ content slightly above 60 vol pct seems to be still similar to the other CoWAlloys. The γ′ precipitates are spherical as a consequence of a low lattice misfit. Furthermore, there are again no primary and only some tertiary γ′ precipitates.
In CoWAlloy7, Nb was added to precipitate a grain boundary pinning phase since it is known that Nb promotes the formation of additional intermetallic phases.[22] The microstructure in Figure 1(g2), however, shows that no significant amount of a grain boundary pinning phase precipitated and therefore no refinement was achieved (see Figure 1(g1-2)). The high recrystallization temperature resulting from the low degree of deformation has led to a very coarse-grained microstructure. Thus, Nb shows a lower potential for the precipitation of additional intermetallic phases than Mo, as found in CoWAlloy3. Next to the MC type carbide, presumably a χ Co3W type phase with the D019 crystal structure formed. The latter phase contains a significant Nb fraction and seems to be stabilized by the Nb addition. However, both phases have in total only a volume fraction of 0.3 pct and therefore no significant grain boundary pinning effect occurred during recrystallization. The γ/γ′ structure consists of secondary and tertiary γ′ precipitates, which in contrast to CoWAlloy2 have a more undefined shape (Figure 1(g3-4)). The precipitates are slightly cubic and partially coalesced leading to higher aspect ratios than in the other alloys.
3.2 Phase Composition and Elemental Partitioning Behavior
In addition to a high γ′ volume fraction, the distribution of the elements between the γ- and γ′-phases is also of great importance, since this affects the γ/γ′ lattice misfit and the strength of the phases. The APT reconstruction of CoWAlloy2 in Figure 2(a) reveals that larger secondary γ′ precipitates and some of the fine tertiary γ′ precipitates are present (see Supplementary Figure S2 showing the reconstructions of the other alloys). Based on the measured compositions of γ- and γ′-phase, which are provided in the Supplementary Tables S1 and S2 for both the secondary and tertiary γ′ precipitates of all alloys, the partitioning coefficients kiγ′/γ of the different elements were calculated by the following equation:
where ciγ′ and ciγ are the concentrations of element i in the γ′ and γ phase. In Figure 2(b), the partitioning coefficients kiγ′/γ using the concentration of the secondary γ′ precipitates are plotted (kiγ′/γ using the concentration of the tertiary γ′ precipitates can be found in Supplementary Table S2). For all alloys a similar partitioning behavior exists. The elements Cr, Co and also Si clearly accumulate in the γ-phase, while Ti, Ta, Nb and Hf are strongly enriched in the γ′ phase. In particular for Ti and Ta, a strong segregation tendency into the γ′ phase has already been observed for both Co- and Ni-base superalloys.[31,32,33,34] An enrichment of Ni in the γ′ phase was also observed for other Ni-containing Co-base superalloys.[31] Al exhibits a stronger enrichment in γ′ compared to Ni-free Co-base superalloys,[32,35,36,37] but a lower one compared to Ni-base superalloys.[38,39] A similar behavior was observed for W. In the investigated CoWAlloys, W accumulates in γ′, but less strongly than in Ni-free Co–Al–W-based alloys.[1,35,37] Since W tends to accumulate more in the γ phase in Ni-based superalloys,[39] the high Ni content has caused this relative decrease in the partitioning behavior compared to Co-base superalloys. The element B, which was added to increase the grain boundary strength, was also preferentially enriched in the γ′ phase, which is in agreement with the results of Kolb et al. on the quaternary system Co–Al–W–B.[40]

(a) Example of the investigated atom probe tips of CoWAlloy2, where, in each case, isoconcentration areas for an Al content of 8.6 pct are plotted. To illustrate the distribution behavior, the elements Cr, Co, W, Ta, and Ti were selected. (b) Partitioning coefficients of all alloying elements of the CoWAlloys between the γ matrix and the secondary γ′ precipitates. Data on CoWAlloy2 and CoWAlloy3 have also been published in Ref. [17]
In contrast, in Ni-based superalloys, an enrichment of B in the γ phase was found.[38,39,41] The measurements on the Mo-containing CoWAlloy3 showed that Mo accumulates in the γ phase in a similar way as in Ni-base superalloys.[39,41,42] This is contrary to the partitioning behavior in pure Co-base superalloys, for which several research groups have measured an enrichment of Mo in the γ′ phase.[1,36,43] This also fits well with results of Titus et al.,[44] who ascribed an increase of the γ lattice parameter of a Mo-containing Co–Ni-base superalloy to an enrichment of Mo in the γ phase. This was also confirmed by APT measurements of Meher et al.[33] The only alloy with an elevated Ta content, CoWAlloy1, showed a reduced tendency of W to accumulate in the γ′ phase compared to the other alloys with the same W content. Ta thus appears to displace W from the γ′ precipitates. This should enhance solid solution hardening of the γ phase and thus have a positive effect on the mechanical properties.[45]
3.3 Lattice Misfit as a Function of Temperature
The microstructural investigations revealed clear differences in the morphology of the γ′ precipitates between the different CoWAlloys. This is a result of the different chemical composition and varying partitioning coefficients of the alloying elements. The γ′ precipitates become more cuboidal to reduce the coherency stresses in the lattice, which depend on the lattice misfit δ between the γ and γ′ phase:
where \(a_{\gamma }\) and \(a_{{\gamma^{\prime}}}\) are the lattice parameters of the γ and γ′ phase, respectively. The determination of the lattice parameters as a function of temperature is therefore important to rationalize the γ′ morphologies and mechanical properties of the alloys at the operating temperature. The lattice misfits in the CoWAlloys are positive over the entire temperature range (Figure 3). The detailed measurements of the lattice parameters of both phases are found in the Supplementary Figure S3.

Evolution of the lattice misfit with temperature for all CoWAlloys as measured by HEXRD
This has already been observed for other Co-base superalloys.[1,7,46,47] The larger increase of the γ than of the γ′ lattice parameter and the decreasing γ′ volume fraction with increasing temperature leads to a generally decreasing lattice misfit with temperature (except for CoWAlloy7, which shows an atypical behavior). The alloys CoWAlloy4 and, in particular, CoWAlloy1 and CoWAlloy5 show a large lattice misfit of 0.25, 0.46 and 0.48 pct at the temperature of the last heat treatment step (750 °C), which explains the cubic shape of the γ′ precipitates. As already mentioned, this increase in lattice misfit can be explained by the enrichment of Ti and Ta in the γ′ phase.[46,47] The alloys CoWAlloy2, CoWAlloy3, CoWAlloy6, and CoWAlloy7 have lattice misfits of only 0.18, 0.04, 0.10, and 0.19 pct at 750 °C and thus lower coherency stresses, which is why the precipitates adopt a spherical shape. Alloying with Mo causes a strong decrease in the lattice misfit, since it is incorporated in the γ phase, increases the lattice parameter there, and thus brings it closer to that of the γ′ phase.
3.4 Precipitate Size Distribution and Volume Fraction
The determination of sizes and volume fractions of γ′ precipitates is challenging. Part of the precipitates in the CoWAlloys have a small size and the precipitates show a trimodal size distribution. Accordingly, different techniques such as SANS, EM, and APT were applied for in-depth characterization of the γ′ precipitates.
Although different γ′ morphologies are present, all CoWAlloys have similar precipitate size distributions due to the same aging heat treatment. As determined by SANS, the median precipitate radius of the secondary γ′ precipitates is in the range of 39–43 nm and of the tertiary γ′ precipitates between 8 and 13 nm (Table III). Since CoWAlloy5 has cubic precipitates, but all scattering curves were fitted under the assumption that spherical precipitates are present, its actual secondary γ′ precipitate size might be slightly different. Although the range in sizes of the secondary and tertiary γ′ precipitates as determined by EM is broader with 35–49 and 5–16 nm, the median sizes of 45 ± 4 nm and 9 ± 3 nm are quite similar to those determined by SANS with 40 ± 1 nm and 10 ± 2 nm for the secondary and tertiary γ′ precipitates.
All CoWAlloys seem to have similarly large fractions of secondary and tertiary γ′ precipitates, which results in very high total γ′ volume fractions. This was also stated in Reference 19, where the optimization of the microstructure of CoWAlloy2 by varying the heat treatment parameters was investigated in detail. The median γ′ volume fraction of all CoWAlloys is higher according to SANS compared to EM and APT, 72 ± 8 pct vs 63 ± 2 pct and 61 ± 4 pct and differences in the γ′ volume fractions between all CoWAlloys could be determined by all methods; however, no clear trends were obtained when all fractions are compared with each other (Supplementary Figure S4). Since the γ′ volume fractions determined by EM and APT are quite similar and their determination by SANS is more complex, the γ′ volume fractions as determined by EM are used for the later correlation between microstructure and mechanical properties (see discussion). Additionally. it should be mentioned that the size and volume fraction determination by EM and APT can vary from SANS evaluation as the first two methods apply particle weighted size and volume calculations in contrast to the SANS method inserting the volume weighted size and volume calculation, which gives higher importance for larger particles.[48]
3.5 Mechanical Properties
3.5.1 Yield strength
In addition to processability and microstructural stability, high strength at application temperature is a basic prerequisite for potential future applications. Therefore, the strength of all alloys as a function of temperature was determined and compared with the Ni-based reference alloys Waspaloy and Udimet720Li, which are commercial Ni-base superalloys frequently used in gas turbines (Figure 4).

Evolution of the yield strength with temperature as derived from compression tests: (a) Ti- and Ta-rich CoWAlloys and (b) CoWAlloys with low content of Ti and Ta in comparison with Udimet720Li and Waspaloy. Data on CoWAlloy1, CoWAlloy2, Udimet720Li, and Waspaloy were also published in Refs. [16,17,18, through 19, 21]
Compared with the Ni-based reference alloys, it becomes clear that the CoWAlloy alloys have a yield strength roughly in the range of Udimet720Li and Waspaloy, with Udiment720Li having clearly the highest yield strength up to 700 °C. The Ti- and Ta-rich CoWAlloy1 exhibits the highest strength followed by the higher Ti-containing alloy CoWAlloy5, but CoWAlloy1 does not reach the yield strength of Udimet720Li below 750 °C although both possess similar grain sizes. The alloy CoWAlloy4 with the comparatively low Ti content has even a lower strength than Waspaloy below 800 °C although its grain size is similar to that of Waspaloy. However, while for both Ni-based alloys, the strength decreases significantly with increasing temperature, the yield strength of CoWAlloy4 and CoWAlloy7 decreases only slightly and CoWAlloy1, CoWAlloy2, and CoWAlloy5 exhibit yield strength anomalies at 750 °C. Additionally, these CoWAlloys reach or even exceed the strength of Udimet720Li at temperatures above 750 °C. This is particularly evident in the case of the Nb-containing alloy CoWAlloy7, which has a higher yield strength than Udimet720Li above 850 °C, while it has the lowest compressive strength at room temperature of approx. 900 MPa, probably because it exhibits the largest grain size. Although Mo-containing CoWAlloy3 has a lower γ′ volume fraction than CoWAlloy2, its yield strength is higher at lower temperatures, which is due to the solid solution hardening effect of Mo and the very fine grain size of about 5 µm.[17] However, since the alloys have very different grain sizes and the comparison is therefore quite difficult, the strength-increasing contributions from the grain boundaries were deducted from the yield strengths and the remaining strengths were compared and discussed with each other in the discussion.
3.5.2 Creep strength
For high-temperature applications, the creep resistance is of great importance, as thermally activated processes control plastic deformation and thus deformation already starts at stresses below the yield point. Figure 5 shows creep curves of all CoWAlloys at a compressive stress of 620 MPa and a temperature of 750 °C.

Among the Ti/Ta-rich alloys, CoWAlloy4 is on a par with the Ni-based reference alloys, while the alloys CoWAlloy5 and CoWAlloy1 achieve creep rates, which are over an order of magnitude lower (Figure 5(a)). The low Ti- and Ta-containing alloys also exhibit very good creep properties in spite of their significantly lower strength at the creep temperature of 750 °C compared to the Ni-based reference alloys. CoWAlloy3 reveals similar creep properties as Udimet720Li and Waspaloy, while the minimum creep rates of CoWAlloy2 and CoWAlloy7 are about half an order of magnitude lower. Only the creep strength of alloy CoWAlloy6 is below that of the reference alloys. In summary, the creep strength of the Co-based superalloys thus is in general higher than that of the Ni-based reference alloys.
For a more detailed investigation of the creep properties, further creep tests with the same as well as varying stresses were conducted. Figure 6 illustrates the stress dependence of the minimum creep rate for the CoWAlloy series. Again, it becomes clear that the alloys with the highest Ti + Ta content, CoWAlloy5 and CoWAlloy1, have a significantly higher creep strength than Udimet720Li and Waspaloy. In the low stress range, there is a difference of more than one order of magnitude. In particular, the Ta-containing alloy CoWAlloy1 exhibits excellent creep strength. To reach a minimum creep rate of 1 × 10−7 s−1, for example, CoWAlloy1 can withstand a 300 MPa higher stress than Udimet720Li. Interestingly, the Nb-containing alloy CoWAlloy7 has the highest creep resistance of the low Ti-containing alloys. The stress exponents n of almost all CoWAlloys (8.6 ≤ n ≥ 15.6) are typical for precipitate-hardened materials in the higher stress range.[49,50] Udimet720Li and CoWAlloy3, however, have a significantly lower stress exponent of about 6.

4 Discussion
4.1 Chemical Composition, Microstructure, and Lattice Misfit
One key finding is that all CoWAlloys consist of a Co-rich γ solid solution matrix phase (on average 51Co–20Ni–22Cr–7X (X = other alloying elements)), which is similar to CoNiCr-based medium- and high-entropy alloys, and a Ni-rich intermetallic γ′ precipitate phase (Ni,Co)3(Al,Ti,Ta,W,X) (on average 42Ni–31Co–27X). Accordingly, they can be considered as compositionally complex multi-phase alloys (CCAs) with a high fraction of multicomponent precipitates (60–65 pct). Due to the high Co content, refractory elements such as W and Mo partition more strongly to the γ′ phase than in the well-known Ni-base superalloys and stabilize the L12 crystal structure.
Two alloys, namely CoWAlloy6 and CoWAlloy3, additionally contain a high fraction of a third phase, which pins the grain boundaries and hinders grain growth and coarsening of individual grains by secondary recrystallization. This leads to the smallest grain size and at the same time narrowest grain size distribution, which is beneficial for their strength. The other alloys exhibit significantly broader grain size distributions, which are strongly asymmetric due to a bimodality of the grain structure.
Throughout the CoWAlloy series, various γ′ shapes are observed ranging from a more spherical shape (e.g., CoWAlloy2, CoWAlloy3) to a near perfect cuboidal shape (e.g., CoWAlloy1, CoWAlloy5), which can be attributed to the different lattice misfits (Figure 3). As the lattice misfit is an important design parameter for developing the next generation of CoNiCr-based superalloys, computational tools have to be able to predict it accurately. Recently, we showed that an extended approach of Vegard’s law can predict the lattice misfit of complex 4th-generation Ni-base superalloys up to 1100 °C.[51] This and previous approaches were used for superalloys, in which Ni is clearly the base element. However, in the investigated alloy series, Co is the main element in the γ matrix, while Ni is still the main element of the γ′ precipitate phase. Thus, the lattice parameter of both the γ phase \(a^{\gamma } \) and the γ′ phase \(a^{{\gamma^{\prime}}}\) is determined as follows:
where \(a_{0}^{{{\text{Co}}}}\), \(a_{0}^{{{\text{Ni3Al}}}}\) are the lattice parameters of pure Co and Ni3Al, \(V_{i}^{{{\text{Co}}}}\), \(V_{i}^{{{\text{Ni3Al}}}}\) are the Vegard’s coefficient of solute i in Co and Ni3Al, \(c_{i}^{\gamma }\), \(c_{i}^{{\gamma^{\prime}}}\) are the concentrations of solute i in the γ and γ′ phase, \(x^{\gamma }\), \(x^{{\gamma^{\prime}}} ,\) \(y^{\gamma }\), \(y^{{\gamma^{\prime}}}\) are thermal expansion parameters of the γ and γ′ phase and \(\Delta T\) is the temperature difference between the target and room temperature. Note that, in this work, the lattice parameters and misfits are calculated for a temperature of 750 °C, which is the last aging step and also the used creep temperature, so that compositional changes at higher temperatures do not have to be accounted for.
Due to the stability of the hcp phase in Co at room temperature, Vegard’s coefficient of solutes in fcc Co are difficult to obtain and to the authors’ knowledge only available for the Co–Al, Co–Cr, and Co–Mo systems.[52,53,54] Thus, these coefficients are estimated by using the following approach and the chemical similarity of Co and Ni: The Vegard’s coefficients of solutes i in Ni are well known.[51,55] By taking the lattice parameter of Ni and Vegard’s coefficient of solute i in Ni \(V_{i}^{{{\text{Ni}}}}\), the lattice parameter of a Ni-i mixture is extrapolated to 100 pct i. Subsequently, the slope between this lattice parameter and that of Co at room temperature, which is assumed to be fcc, is then determined to estimate the Vegard’s coefficient \(V_{i}^{Co}\) of solute i in Co:
In Table IV, the determined Vegard’s coefficients \(V_{i}^{{{\text{Co}}}}\) are compared to \(V_{i}^{{{\text{Ni}}}}\) and literature data of the Co–Al, Co–Cr, and Co–Mo systems.[52,53,54] The good agreement between the coefficients determined by the method used in this work and the experimentally determined values validate the used approach. This is essential for the determination of Vegard’s coefficients of solutes, which have not been investigated in literature yet.
Furthermore, the fcc lattice parameter of Co at room temperature and experimentally determined lattice parameters at temperatures between 520 and 1398 °C[56] are fitted with a polynomial fit to obtain \(x^{\gamma }\) and \(y^{\gamma }\), which are \(3.59 \times 10^{ - 5} {\text{\AA}}/{\text{K}}\) and \(1.29 \times 10^{ - 8} {\text{\AA}}/{\text{K}}^{2}\), respectively. For \(x^{{\gamma^{\prime}}} ,\) \(y^{{\gamma^{\prime}}}\), the values determined by Mohan Rao et al. of \(4.20 \times 10^{ - 5} {\text{\AA}}/{\text{K}}\) and \(1.17 \times 10^{ - 8} {\text{\AA}}/{\text{K}}^{2}\) were used.[57]
A comparison of the resulting calculated and the experimentally determined lattice misfits is shown in Figure 7. The calculated lattice misfits using this method are in good agreement with the experimentally determined ones (coefficient of determination R2 = 0.82) showing the feasibility of this approach for the application in computational tools.

Comparison of the calculated lattice misfit via Vegard’s law and the experimentally determined ones at 750 °C
4.2 Influence of γ′-Forming Elements on Thermophysical Properties
In comparison with the base alloy Co–9Al–9W, the thermophysical properties of the CoWAlloys vary considerably. Their densities are strongly reduced, especially in the alloys CoWAlloy4, CoWAlloy5, and CoWAlloy6 with increased Ti or Al content; however, the density is still comparably high due to the significant W content. Their γ′ solvus temperatures are significantly increased compared to that of the ternary alloy Co–9Al–9W of 963 °C,[3] particularly in the high Ti and Ta-containing alloys CoWAlloy1, CoWAlloy4, and CoWAlloy5. Apparently, the γ′-forming elements Ti, Ta, W, and Nb have a strong influence on the γ′ solvus temperature of Co-base superalloys, which are well known from literature.[22,34,35] If the transformation temperatures are plotted against the total content of these strong γ′ formers, the positive influence of these elements on the solvus temperature becomes obvious. However, there is also a slightly negative effect on the solidus and liquidus temperature visible, as shown in Figure 8(a). The γ′ solvus temperatures of the CoWAlloys are significantly lower than that of Udimet720Li (1160 °C),[58] but in the range of Waspaloy (1038 °C).[59] Accordingly, one great advantage of the Co-base superalloys is that they provide a large processing window, i.e., a large gap between solidus and γ′ solvus temperature, while their γ′ volume fraction can be high for typical cast-and-wrought alloys, such as Waspaloy or Udimet720Li, which have γ′ volume fractions below 50 pct.[16,19]

(a) Transformation temperatures, (b) γ′ volume fractions of the fully heat-treated conditions, (c) lattice misfits at 750 °C, and (d) calculated anti-phase boundary energies of CoWAlloy1-7 in dependence of the Ti, Ta, W, and Nb content
Although Ti, Ta, W, and Nb are γ′-forming elements, the γ′ volume fractions are similar throughout the CoWAlloy series according to the characterization by EM (see Figure 8(b)). Even if the γ′ volume fraction as determined by APT or SANS is considered, no correlation between γ′ volume fraction and content of Ti, Ta, W, and Nb can be found (see Supplementary Figure S4b). This can be explained by the total content of γ′-forming elements including Al and the partitioning coefficient of the γ′-forming elements (Figure 2). Al is also a γ′-forming element but does not increase the γ′ solvus temperature in a similar way as the other γ′ formers. The content of Al plus W as well as the total content of γ′-forming elements is quite similar for CoWAlloy2, -3, -4, -6, and -7; accordingly, the γ′ volume fractions are similar. In contrast, CoWAlloy1 and -5 contain a significantly lower content of Al plus W and therefore also a lower total content of all γ′-forming elements including Al. However, this is compensated by the higher content of the much stronger γ′ formers Ti and Ta, which ultimately also leads to a similar γ′ volume fraction. As shown by APT, Ti, Ta, W, and Nb partition predominantly to the γ′ phase and increase the γ′ lattice parameter due to their large atomic size. Thus, the lattice misfit of the alloys increases with increasing content of these strong γ′ formers (Figure 8(c)). Accordingly, the alloys CoWAlloy1 and CoWAlloy5 in particular have high positive lattice misfits, such that the precipitates adopt a cubic shape. This is atypical for wrought superalloys, since alloys such as Waspaloy and Udimet720Li exhibit globular precipitates. Only CoWAlloy3 shows a much smaller misfit as the content of γ′-forming elements would suggest. This can be explained by the preferred enrichment of Mo in the γ matrix phase and the formation of the µ phase, which consumes the γ′-forming element W.
Furthermore, the γ′-forming elements Ti, Ta, W, and Nb also influence the planar fault energies of the γ′ phase. By using the γ′ compositions determined via APT, the anti-phase boundary energy can be calculated by a model introduced by Crudden et al. using correlation coefficients ki (see Reference 60), the APBE (anti-phase boundary energy) of an alloy, \(E_{APB}\), is determined as follows:
where \(E_{APB}^{0}\) is the APBE of pure Ni3Al as measured by Kruml et al.[61] and xi is the content of element i in the γ′ phase. According to the model, as shown in Figure 8(d), the APBE also strongly increases with increasing content of Ti, Ta, W, and Nb and is more than twice as high in CoWAlloy1 (\(E_{APB}\) = 330 mJ/m2) than in CoWAlloy2, CoWAlloy3 and CoWAlloy6 (\(E_{APB}\) ~ 148–161 mJ/m2).
4.3 Correlation Between Thermophysical, Microstructural, and Mechanical Properties
Differences in microstructural and thermophysical properties affect the mechanical properties of the alloys.[62] In order to derive the underlying thermophysical and microstructural reasons for the strength differences of the CoWAlloys, their yield and creep strength were correlated with the γ′ volume fraction, the lattice misfit, and the APB energy (see Figure 9). To account for the different grain sizes of the investigated alloys, the yield strength was corrected by subtracting the contribution from grain boundary strengthening from the determined yield strength at room temperature. Therefore, the Hall–Petch equation with a Hall–Petch constant k = 750 MPa m1/2[63] and the grain sizes in Table II were used. In order to correlate the creep strength with these parameters, the creep strength to reach a creep rate of 10−7 s−1 at 750 °C was used (compare with Figure 6). Due to the similar γ′ volume fraction of the different CoWAlloys, no correlation between both stresses and the precipitate fraction was observed (see Figures 9(a) and (d)), even though it is expected that both the yield and creep strength increase with increasing γ′ volume fraction. Consequently, the γ′ volume fraction is not the reason for the different strengths of the CoWAlloys.

(a to c) Yield strength at RT corrected by the strengthening contribution of the grain boundaries (Hall–Petch strengthening) due to the different grain sizes of the CoWAlloys and (d to f) stress to reach a minimum strain rate of 10−7 s−1 during creep at 750 °C in correlation with the (a, d) γ′ volume fraction, (b, e) lattice misfit at RT (b) and 750 °C (e) and (c, f) calculated APB energy
In contrast, both the yield strength and creep strength increase with larger lattice misfit and higher APB energy, as shown in Figures 9(b, c, e, f). Since the size distribution of the secondary and tertiary γ′ precipitates is quite similar, as shown by SANS and TEM, differences in strengths cannot be attributed to varying precipitate sizes but seem to be related to the aforementioned parameters. However, it is not clear whether all these parameters contribute equally to their strength or whether, for example, an increased lattice misfit is rather a secondary effect, even though other studies have also found a correlation between the lattice misfit and the occurring deformation mechanisms as well as the yield strength[64] and the hardness.[65] Nevertheless, in the following chapter, further evidence is provided which corroborates these findings.
4.4 Yield Strength and Creep Strength Optimization
In order to see, whether the CoWAlloys can compete with conventional Ni-based disk alloys in terms of strength, various alloys are compared with each other in Figure 10(a), which is based on an overview by Reed.[66]

(a) Yield strength as a function of the fraction of strengthening phases for CoWAlloy1-7 and a variety of common Ni-based disk alloys, adapted from Reed.[66] Additionally, data on the advanced disk alloy ME3 (subsolvus)[67,68] and L12-strengthened high-entropy alloys[69,70,71,72] are included. (b) Larson-Miller plot for the creep time to 0.2 pct compressive creep strain. Literature data for Udimet720Li[73] (dotted line) are added for comparison. (a) & (b) Open symbols indicate data from literature
In addition, data of newly developed so-called L12-strengthened high-entropy alloys are included.[69,70,71,72] The CoWAlloys can provide high strengths similar to other state-of-the art cast-and-wrought Ni-base superalloys such as Udimet720Li and Waspaloy. The γ′ precipitate fractions are generally very high compared to conventional Ni-based wrought alloys. However, it seems that a much higher fraction of the strengthening precipitate phase(s) is needed to achieve the same strength as the conventional Ni-base superalloys. This is an indication that the γ′ precipitates in Co-based alloys can be sheared more easily by dislocations at least at the used test parameters and are therefore less effective at high strain rates than the γ′ precipitates in Ni-base superalloys. Consequently, high-performance powder metallurgically produced Ni-base superalloys such as ME3 cannot be surpassed in terms of yield strength.
However, the yield strength of the CoWAlloys surpasses the yield strength of other newly developed “L12-strengthened high-entropy alloys” of the multicomponent Co–Ni–Cr–Fe–Al–X (X = Nb, Ti) system, as published by Zhao et al.,[69] He et al.,[70] Li et al.,[71] Haas et al.,[72] and Tsao et al.[74] Reasons for this might be that these alloys contain Fe, but no refractory elements such as W and Ta and that their fraction of strengthening phases are not high enough.
In order to enable an estimation of the temperature capability during compressive loading at high temperatures, a Larson-Miller diagram is plotted in Figure 10. It shows the creep life up to 0.2 pct strain of the CoWAlloys in comparison with the wrought alloys Udimet720Li and Waspaloy tested in this work and literature data for Udimet720Li.[73] The result is similar as already derived from the Norton plot in Figure 6: Except for CoWAlloy6, all CoWAlloys exhibit significantly higher creep strength than Udimet720Li, with the two high-Ti and high-Ta alloys, CoWAlloy1 and CoWAlloy5, clearly showing the highest creep strength. At a load of 800 MPa and a temperature of 750 °C, a creep time of approximately 1 h would be expected to achieve 0.2 pct creep strain for Udimet720Liand 70 h for CoWAlloy1. For a creep duration limit of 10 h at 800 MPa, a temperature of almost 800 °C could be applied for CoWAlloy1, whereas Udimet720Li can withstand only 700 °C. For CoWAlloy2, under a load of approx. 560 MPa, there is still a temperature gain of approx. 50 °C compared with Udimet720Li. Thus, the CoWAlloys exhibit excellent creep properties.
The results on the yield strength and creep properties raise the question, why the CoWAlloys exhibit only similar yield strengths as the Ni-base superalloys Udimet720Li and Waspaloy during compression testing, but significantly higher creep resistance at 750 °C. Apparently, this must be a consequence of the different strain rates that are applied during the compression test or result during the compression creep test. This is illustrated in Figure 11, which compares the yield strength at 750 °C and the stress required at this temperature to obtain a minimum creep rate of 10−7 s−1 for selected CoWAlloys, Udimet720Li and Waspaloy. The difference between both stresses is much smaller for the CoWAlloys compared to the Ni-base superalloys. Interestingly, this holds true particularly for the high Ti/Ta-containing alloys CoWAlloy1 and CoWAlloy5. Since the stress exponent of the CoWAlloys is higher than that of the Ni-base superalloys and inversely proportional to the strain rate sensitivity, the deformation mechanisms occurring in the CoWAlloys seem to depend differently on the applied strain rate and stress than in the Ni-based reference alloys.

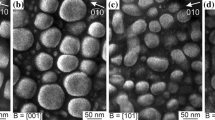
(a) Yield strength at a strain rate of 10−4 s−1 and the stress to obtain a creep rate minimum of 10−7 s−1, both at 750 °C, for the Ni-base superalloys Waspaloy and Udimet720Li and the CoNiCr-based superalloys CoWAlloy1, CoWAlloy2, CoWAlloy3 and CoWAlloy5. (b to e) The defect structure after creep experiments at 750 °C and a creep stress corresponding to a strain rate of approximately 10−7 s−1 for the CoNiCr-based superalloys (b) CoWAlloy1, (c) CoWAlloy5, (d) CoWAlloy2, and (e) CoWAlloy3. TEM (b, c, e) bright-field and (d) weak-beam dark-field images were taken in two-beam conditions close to the (b, d, e) [101] zone axis and the (c) [001] zone axis with g = 020
Previously, we observed in two similar CoNiCr-based superalloys called PHESA1 and PHESA2 that the strain rate sensitivity is significantly smaller when the active deformation mechanism transitions from shearing by APB-coupled dislocation pairs to stacking fault shearing.[75] A transition to stacking fault shearing mechanisms was also associated with a significantly higher creep resistance. This was also assumed for the high Co-containing Ni-base superalloys, called TMW, whose increased creep strength compared to the yield strength indicated a beneficial effect of a deformation via stacking faults and twins.[76]
In order to verify this, the defect structures of interrupted creep specimens at stresses to produce a strain rate of about 10−7 s−1 were analyzed for four different CoWAlloys, which either possess a high APB energy (CoWAlloy1 and CoWAlloy5) or a low one (CoWAlloy2 and CoWAlloy3). As shown in Figures 11(b) and (c), the alloys with the higher APB energy deform predominantly by stacking faults and microtwins. In contrast, after the interrupted creep test, numerous APB-coupled dislocation pairs and stacking fault ribbons are observed in CoWAlloy2 and CoWAlloy3 at the given stresses, which lead to a strain rate of approximately 10−7 s−1. Rarely microtwins were found as compared to our previous study on CoWAlloy2,[20] because there, CoWAlloy2 was crept at lower stresses, which resulted in lower strain rate in the order of 10−8 s−1. Recently, our group could reveal that the occurring main deformation mechanism depends strongly on the effective diffusion length and thus also on the strain rate besides the chemical composition and temperature, which explains the observed results.[77,78,79] This is also accompanied by a higher strain rate sensitivity of CoWAlloy2 compared to CoWAlloy1 and CoWAlloy5. Accordingly, these results further emphasize that an increase of the APB energy forces a transition to stacking fault shearing and microtwinning, which is beneficial for creep strength and leads thus to a lower strain rate sensitivity.
4.5 Implications for Alloy Design
The present comprehensive investigation on the thermophysical and mechanical properties of seven different compositionally complex L12-strengthened superalloys reveals their interesting property profile and the impact of different alloying strategies on the properties. As previously published and further confirmed in this study, superalloys with high γ′ volume fractions could be designed, which still have a large processing window for cast & wrought processing. While the addition of Ti, Ta, W, and/or Nb leads to a decrease of the processing window, the CoWAlloys with the highest amount of these elements, CoWAlloy1 and CoWAlloy5, still have a processing window of about 230 °C. In contrast, the Ni-base superalloy Waspaloy has a larger window of about 300 °C, but its creep strength and high-temperature capability are significantly lower than that of most CoWAlloys. Furthermore, the Ni-base superalloy Udimet720Li with a higher creep strength but lower processing window of 80 °C is still significantly outclassed by CoWAlloy1 and CoWAlloy5 during creep.
Despite the high creep strength, the yield strengths of the CoWAlloys are only similar or below that of Ni-base superalloys with comparable γ′ volume fraction (see Figure 10(a)). Although the calculated APB energy strongly increases in CoWAlloy5 and CoWAlloy1 compared to the other CoWAlloys, the APB energies of CoNiCr-based superalloys are in general considered to be lower than that of Ni-base superalloys.[9,80] Due to the lower partitioning coefficients in Co-rich superalloys,[6] the relatively high Co/Cr and low Al/Ni content in the γ′ phase of these alloys leads to lower APB energies.[60,81] Thus, future alloy design should focus on enhancing the content and partitioning of APB energy increasing elements such as Ta, Nb, W, and Ti in the γ′ phase.
Despite the relatively low yield strength, the CoWAlloys exhibit superior creep strength. As discussed in the previous section, this study validates our previous observation[75,77] that a transition from APB-based shearing to stacking fault shearing and microtwinning significantly enhances creep strength and additionally causes a very low strain rate sensitivity. The potency of the latter mechanisms can be further enhanced by enabling local phase transformations along the stacking faults or the microtwin boundaries toward an ordered χ/η phase instead of a disordered γ phase, as shown by Smith et al. and Egan et al.[82,83,84] In these studies, segregation of Co, Ta, Ti, and Nb to SESFs, Co, Cr, Mo, W to SISFs and Co, Nb to microtwin boundaries led to the transformation of ordered defect phases. In contrast, the segregation of predominantly Co and Cr led to softening by enabling detrimental deformation modes such as stacking fault ribbons and excessive microtwinning. Previous studies on CoWAlloy2 at lower strain rates than in this study,[20] which facilitated the occurrence of segregation-assisted mechanisms,[20,77] revealed the segregation of Co and Cr to microtwin boundaries. This segregation behavior allowed single Shockley partial dislocations to thicken the microtwins and thereby accumulate a lot of plastic strain. In contrast, the additions of Ta, Ti, and Nb in CoWAlloy1, CoWAlloy5 and CoWAlloy7 might trigger the transformation to ordered phases along stacking faults and microtwin, which is the scope of a future study. In summary, future alloy design on this promising material class should focus on further increasing the APB energy and trigger stacking fault shearing and microtwinning. Simultaneously, the segregation behavior needs to be tailored to enable the beneficial local transformation along stacking faults and microtwin boundaries to ordered χ and η phases, while still inhibiting the bulk formation of these and other phases, unless they are needed for grain boundary pinning.
5 Summary and Conclusion
In this study, a set of seven γ′-strengthened polycrystalline CoNiCr-based superalloys with high contents of Co (≈ 40 at. pct), Ni (= 32 at. pct), and Cr (= 12 at. pct) and varying contents of γ′-forming elements, such as Al, W, Ti, Ta, and Nb, as well as the γ-forming element Mo was investigated in terms of microstructure, thermophysical properties, yield, and creep strength. The alloys, called CoWAlloys, were compared with conventional polycrystalline Ni-base superalloys and L12-strengthened compositionally complex alloys and the following conclusions can be drawn:
-
The microstructure of all CoWAlloys consists of an fcc CoNiCr-high-entropy matrix phase strengthened by multicomponent γ′ (Ni,Co)3(Al,Ti,Ta,W)-based precipitates with the ordered L12 crystal structure.
-
The CoWAlloys’ solidus temperatures are between 1300 °C and 1365 °C and their γ′ solvus temperatures are between 985 °C and 1080 °C. Due to the large difference between solidus and γ′ solvus temperature, a large processing window of 225 °C to 375 °C arises, which is beneficial for processing of these high γ′ containing superalloys with γ′ volume fractions of around 60 pct.
-
Through the addition of Mo or an increased Al content a significant fraction of grain boundary pinning phases, i.e., the µ phase (Co7(W,Mo)6) with D85 crystal structure and the β phase ((Ni,Co)Al) with B2 crystal structure, form. Due to their higher solvus temperature of 1160 °C und 1107 °C, they pin the grain boundaries during the recrystallization heat treatment, which leads to a smaller grain size and a more homogeneous grain size distribution.
-
An increasing content of γ′-forming elements Ti, Ta, W, and Nb decreases the solidus temperature but increases the γ′ solvus temperature, the γ/γ′ lattice misfit, and APB energy, which leads to a significantly higher yield and creep strength.
-
The yield strength of the CoWAlloys is significantly better than similar L12-strengthened high-entropy alloys of the Co–Ni–Cr–Fe–Al–X (X = Nb, Ti) system, but only comparable with conventional Ni-base superalloys Waspaloy and Udimet720Li.
-
The creep strength of the CoWAlloys is significantly higher than that of conventional cast & wrought Ni-base superalloys such as Waspaloy and Udimet720Li. One alloy, CoWAlloy1, exhibits a 100 °C higher temperature capability compared to Udimet720Li.
-
The transition from shearing by APB-coupled dislocation pairs to stacking fault shearing and microtwinning during creep leads to significantly higher creep strengths and a reduced strain rate sensitivity.
-
In the pursuit of superior creep resistance for high-temperature applications, the future design of polycrystalline superalloys should focus on three key aspects: (i) optimizing the chemical composition to maximize the APB energy within the γ' phase such that (ii) a transition from APB-based shearing to stacking fault shearing is favored; and (iii) enabling local phase transformations along stacking faults and microtwin boundaries toward an ordered χ/η phase.
Data Availability
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also form part of an ongoing study.
References
J. Sato, T. Omori, K. Oikawa, I. Ohnuma, R. Kainuma, and K. Ishida: Science, 2006, vol. 312, pp. 90–91.
C.S. Lee, Precipitation-Hardening Characteristics of Ternary Co-Al-X Alloys, PhD thesis, The University of Arizona, 1971.
A. Bauer, S. Neumeier, F. Pyczak, and M. Göken: Scr. Mater., 2010, vol. 63, pp. 1197–1200.
S. Neumeier, H.U. Rehman, J. Neuner, C.H. Zenk, S. Michel, S. Schuwalow, J. Rogal, R. Drautz, and M. Göken: Acta Mater., 2016, vol. 106, pp. 304–12.
L. Klein, A. Bauer, S. Neumeier, M. Göken, and S. Virtanen: Corros. Sci., 2011, vol. 53, pp. 2027–34.
C.H. Zenk, S. Neumeier, N.M. Engl, S.G. Fries, O. Dolotko, M. Weiser, S. Virtanen, and M. Göken: Scr. Mater., 2016, vol. 112, pp. 83–86.
K. Shinagawa, T. Omori, J. Sato, K. Oikawa, I. Ohnuma, R. Kainuma, and K. Ishida: Mater. Trans., 2008, vol. 49, pp. 1474–79.
L. Klein, Y. Shen, M.S. Killian, and S. Virtanen: Corros. Sci., 2011, vol. 53, pp. 2713–20.
M.S. Titus, Y.M. Eggeler, A. Suzuki, and T.M. Pollock: Acta Mater., 2015, vol. 82, pp. 530–39.
J.-W. Yeh, S.-K. Chen, S.-J. Lin, J.-Y. Gan, T.-S. Chin, T.-T. Shun, C.-H. Tsau, and S.-Y. Chang: Adv. Eng. Mater., 2004, vol. 6, pp. 299–303.
B. Cantor, I.T.H. Chang, P. Knight, and A.J.B. Vincent: Mater. Sci. Eng. A, 2004, vol. 375–377, pp. 213–18.
Z. Wu, W. Guo, K. Jin, J.D. Poplawsky, Y. Gao, and H. Bei: J. Mater. Res., 2018, vol. 33, pp. 3301–09.
D. Wei, X. Li, S. Schönecker, J. Jiang, W.-M. Choi, B.-J. Lee, H.S. Kim, A. Chiba, and H. Kato: Acta Mater., 2019, vol. 181, pp. 318–30.
A. Yeh, T. Tsao, Y. Chang, K. Chang, J. Yeh, M. Chiou, S. Jian, C. Kuo, W. Wang, and H. Murakami: Int. J. Metall. Mater. Eng., 2015, vol. 1, pp. 1–4. https://doi.org/10.15344/2455-2372/2015/107.
T. Yang, Y.L. Zhao, Y. Tong, Z.B. Jiao, J. Wei, J.X. Cai, X.D. Han, D. Chen, A. Hu, J.J. Kai, K. Lu, Y. Liu, and C.T. Liu: Science, 2018, vol. 362, pp. 933–37.
S. Neumeier, L.P. Freund, and M. Göken: Scr. Mater., 2015, vol. 109, pp. 104–07.
L.P. Freund, A. Stark, F. Pyczak, N. Schell, M. Göken, and S. Neumeier: J. Alloys Compd., 2018, vol. 753, pp. 333–42.
L.P. Freund, A. Stark, A. Kirchmayer, N. Schell, F. Pyczak, M. Göken, and S. Neumeier: Metall. Mater. Trans. A, 2018, vol. 49A, pp. 4070–78.
D. Hausmann, C. Solís, L.P. Freund, N. Volz, A. Heinemann, M. Göken, R. Gilles, and S. Neumeier: Metals, 2020, vol. 10, p. 11.
L.P. Freund, O.M.D.M. Messé, J.S. Barnard, M. Göken, S. Neumeier, and C.M.F. Rae: Acta Mater., 2017, vol. 123, pp. 295–304.
L.P. Freund, S. Giese, D. Schwimmer, H.W. Höppel, S. Neumeier, and M. Göken: J. Mater. Res., 2017, vol. 32, pp. 4475–82.
A. Bauer, S. Neumeier, F. Pyczak, R.F. Singer, and M. Göken: Mater. Sci. Eng. A, 2012, vol. 550, pp. 333–41.
S. Giese, A. Bezold, M. Pröbstle, A. Heckl, S. Neumeier, and M. Göken: Metall. Mater. Trans. A, 2020, vol. 51A, pp. 6195–6206.
R. Gilles, A. Ostermann, C. Schanzer, B. Krimmer, and W. Petry: Phys. B, 2006, vol. 385–386, pp. 1174–76.
S. Mühlbauer, A. Heinemann, A. Wilhelm, L. Karge, A. Ostermann, I. Defendi, A. Schreyer, W. Petry, and R. Gilles: Nucl. Instrum. Methods Phys Res. Sect. Accel. Spectrom. Detect. Assoc. Equip., 2016, vol. 832, pp. 297–305.
U. Keiderling: Appl. Phys. A, 2002, vol. 74, pp. s1455-1457.
I. Breßler, J. Kohlbrecher, and A.F. Thünemann: J. Appl. Crystallogr., 2015, vol. 48, pp. 1587–98.
P. Staron, T. Fischer, T. Lippmann, A. Stark, S. Daneshpour, D. Schnubel, E. Uhlmann, R. Gerstenberger, B. Camin, W. Reimers, E. Eidenberger, H. Clemens, N. Huber, and A. Schreyer: Adv. Eng. Mater., 2011, vol. 13, pp. 658–63.
A.P. Hammersley, S.O. Svensson, M. Hanfland, A.N. Fitch, and D. Häusermann: High Press. Res., 1996, vol. 14, pp. 235–48.
L. Lutterotti, S. Matthies, H.-R. Wenk, in Proceeding Twelfth Int. Conf. Textures Mater. ICOTOM-12, NRC Research Press Ottowa, Canada, 1999, p. 1599.
S. Meher, H.-Y. Yan, S. Nag, D. Dye, and R. Banerjee: Scr. Mater., 2012, vol. 67, pp. 850–53.
I. Povstugar, P.-P. Choi, S. Neumeier, A. Bauer, C.H. Zenk, M. Göken, and D. Raabe: Acta Mater., 2014, vol. 78, pp. 78–85.
S. Meher, L.J. Carroll, T.M. Pollock, and M.C. Carroll: Scr. Mater., 2016, vol. 113, pp. 185–89.
A. Suzuki, H. Inui, and T.M. Pollock: Annu. Rev. Mater. Res., 2015, vol. 45, pp. 345–68.
F. Pyczak, A. Bauer, M. Göken, U. Lorenz, S. Neumeier, M. Oehring, J. Paul, N. Schell, A. Schreyer, A. Stark, and F. Symanzik: J. Alloys Compd., 2015, vol. 632, pp. 110–15.
S. Meher and R. Banerjee: Intermetallics, 2014, vol. 49, pp. 138–42.
P.J. Bocchini, E.A. Lass, K.W. Moon, M.E. Williams, C.E. Campbell, U.R. Kattner, D.C. Dunand, and D.N. Seidman: Scr. Mater., 2013, vol. 68, pp. 563–66.
D. Blavette, E. Cadel, C. Pareige, B. Deconihout, and P. Caron: Microsc. Microanal., 2007, vol. 13, pp. 464–83.
J.Y. Hwang, S. Nag, A.R.P. Singh, R. Srinivasan, J. Tiley, H.L. Fraser, and R. Banerjee: Scr. Mater., 2009, vol. 61, pp. 92–95.
M. Kolb, L.P. Freund, F. Fischer, I. Povstugar, S.K. Makineni, B. Gault, D. Raabe, J. Müller, E. Spiecker, S. Neumeier, and M. Göken: Acta Mater., 2018, vol. 145, pp. 247–54.
D. Blavette, A. Bostel, and J.M. Sarrau: Metall. Trans. A, 1985, vol. 16, pp. 1703–11.
F. Pyczak, S. Neumeier, and M. Göken: Mater. Sci. Eng. A, 2010, vol. 527, pp. 7939–43.
T. Omori, K. Oikawa, J. Sato, I. Ohnuma, U.R. Kattner, R. Kainuma, and K. Ishida: Intermetallics, 2013, vol. 32, pp. 274–83.
M.S. Titus, A. Suzuki, and T.M. Pollock: Scr. Mater., 2012, vol. 66, pp. 574–77.
T. Gaag, N. Ritter, A. Peters, N. Volz, D. Gruber, S. Neumeier, C. Zenk, and C. Körner: Metals, 2021, vol. 11, p. 1707. https://doi.org/10.3390/met11111707.
K. Tanaka, M. Ooshima, N. Tsuno, A. Sato, and H. Inui: Philos. Mag., 2012, vol. 92, pp. 4011–27.
C.H. Zenk, S. Neumeier, H.J. Stone, and M. Göken: Intermetallics, 2014, vol. 55, pp. 28–39.
R. Gilles, D. Mukherji, H. Eckerlebe, P. Strunz, and J. Rösler: Adv. Mater. Res., 2011, vol. 278, pp. 42–47.
M. Whittaker, W. Harrison, C. Deen, C. Rae, and S. Williams: Materials, 2017, vol. 10, p. 61. https://doi.org/10.3390/ma10010061.
L. Thébaud, P. Villechaise, C. Crozet, A. Devaux, D. Béchet, J.-M. Franchet, A.-L. Rouffié, M. Mills, and J. Cormier: Mater. Sci. Eng. A, 2018, vol. 716, pp. 274–83.
S. Neumeier, F. Pyczak, and M. Göken: Mater. Des., 2021, vol. 198, 109362.
H.-L. Luo and P. Duwez: Can. J. Phys., 1963, vol. 41, pp. 758–61.
V.N. Gudzenko and A.F. Polesya: Phys. Met. Metallogr., 1976, vol. 41, pp. 189–93.
L. Brewer, ed.: Molybdenum: Physico-Chemical Properties of Its Compounds and Alloys, International Atomic Energy Agency, Vienna, 1980.
Y. Mishima, S. Ochiai, and T. Suzuki: Acta Metall., 1985, vol. 33, pp. 1161–69.
R. Kohlhaas, D. Ph, N. Schmitz-Pranghe, 1967.
P.V. Mohan Rao, S.V. Suryanarayana, K. Satyanarayana Murthy, and S.V. Nagender Naidu: J. Phys. Condens. Matter, 1989, vol. 1, pp. 5357–61.
D. Furrer and H. Fecht: JOM, 1999, vol. 51, pp. 14–17.
H.J. Penkalla, J. Wosik, and A. Czyrska-Filemonowicz: Mater. Chem. Phys., 2003, vol. 81, pp. 417–23.
D.J. Crudden, A. Mottura, N. Warnken, B. Raeisinia, and R.C. Reed: Acta Mater., 2014, vol. 75, pp. 356–70.
T. Kruml, E. Conforto, B. Lo Piccolo, D. Caillard, and J.L. Martin: Acta Mater., 2002, vol. 50, pp. 5091–5101.
A.J. Goodfellow, n.d., 17.
R.W. Kozar, A. Suzuki, W.W. Milligan, J.J. Schirra, M.F. Savage, and T.M. Pollock: Metall. Mater. Trans. Phys. Metall. Mater. Sci., 2009, vol. 40, pp. 1588–1603.
D.A. Grose and G.S. Ansell: Metall. Trans. A, 1981, vol. 12, pp. 1631–45.
K.A. Christofidou, N.G. Jones, E.J. Pickering, R. Flacau, M.C. Hardy, and H.J. Stone: J. Alloys Compd., 2016, vol. 688, pp. 542–52.
R.C. Reed: The Superalloys—Fundamentals and Application, Cambridge University Press, Cambridge, 2006.
T. Gabb, J. Telesman, P. Kantzos, K. OConnor, NASA Tech. Memo. 2002, 2002–211796.
T.M. Smith, P. Bonacuse, J. Sosa, M. Kulis, and L. Evans: Mater. Charact., 2018, vol. 140, pp. 86–94.
Y.L. Zhao, T. Yang, Y.R. Li, L. Fan, B. Han, Z.B. Jiao, D. Chen, C.T. Liu, and J.J. Kai: Acta Mater., 2020, vol. 188, pp. 517–27.
J.Y. He, H. Wang, Y. Wu, X.J. Liu, T.G. Nieh, and Z.P. Lu: Mater. Sci. Eng. A, 2017, vol. 686, pp. 34–40.
Z. Li, L. Fu, J. Peng, H. Zheng, X. Ji, Y. Sun, S. Ma, and A. Shan: Mater. Charact., 2020, vol. 159, 109989.
S. Haas, A.M. Manzoni, F. Krieg, and U. Glatzel: Entropy, 2019, vol. 21, p. 169.
Y.F. Gu, T. Fukuda, C. Cui, H. Harada, A. Mitsuhashi, T. Yokokawa, J. Fujioka, Y. Koizumi, and T. Kobayashi: Metall. Mater. Trans. Phys. Metall. Mater. Sci., 2009, vol. 40, pp. 3047–50.
T.-K. Tsao, A.-C. Yeh, C.-M. Kuo, K. Kakehi, H. Murakami, J.-W. Yeh, and S.-R. Jian: Sci. Rep., 2017, vol. 7, p. 12658.
A. Bezold and S. Neumeier: Scr. Mater., 2023, vol. 226, 115250.
Y. Yuan, Y.F. Gu, Z.H. Zhong, T. Yokokawa, and H. Harada: Mater. Sci. Eng. A, 2012, vol. 556, pp. 595–600.
A. Bezold, L.P. Freund, A. Förner, J. Völkl, L.-K. Huber, M. Göken, and S. Neumeier: Metall. Mater. Trans. A, 2023, vol. 54A, pp. 1649–60.
A. Bezold, N. Volz, M. Lenz, N. Karpstein, C.H. Zenk, E. Spiecker, M. Göken, and S. Neumeier: Acta Mater., 2022, vol. 227, 117702.
J. Vollhüter, A. Bezold, N. Karpstein, M. Köbrich, E. Spiecker, M. Göken, and S. Neumeier: Metall. Mater. Trans. A, 2023, vol. 54A, pp. 1608–19.
L. Feng, D. Lv, R.K. Rhein, J.G. Goiri, M.S. Titus, A. Van der Ven, T.M. Pollock, and Y. Wang: Acta Mater., 2018, vol. 161, pp. 99–109.
M. Dodaran, A.H. Ettefagh, S.M. Guo, M.M. Khonsari, W.J. Meng, N. Shamsaei, and S. Shao: Intermetallics, 2020, vol. 117, 106670.
T.M. Smith, B.D. Esser, N. Antolin, A. Carlsson, R.E.A. Williams, A. Wessman, T. Hanlon, H.L. Fraser, W. Windl, D.W. McComb, and M.J. Mills: Nat. Commun., 2016, vol. 7, p. 13434. https://doi.org/10.1038/ncomms13434.
T.M. Smith, B.S. Good, T.P. Gabb, B.D. Esser, A.J. Egan, L.J. Evans, D.W. McComb, and M.J. Mills: Acta Mater., 2019, vol. 172, pp. 55–65.
A.J. Egan, F. Xue, Y. Rao, G. Sparks, E. Marquis, M. Ghazisaeidi, S. Tin, and M.J. Mills: Acta Mater., 2022, vol. 238, 118206https://doi.org/10.1016/j.actamat.2022.118206.
Acknowledgments
The authors acknowledge the funding by the German Research foundation (DFG) for the project NE 1733/2-1 within the priority program SPP2006 “Compositionally Complex Alloys – High-Entropy Alloys (CCA-HEA)” and funding by the by the Federal Ministry of Education and Research (BMBF) through the projects 05K19WEC and 05K19W07.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Neumeier, S., Freund, L.P., Bezold, A. et al. Advanced Polycrystalline γ′-Strengthened CoNiCr-Based Superalloys. Metall Mater Trans A 55, 1319–1337 (2024). https://doi.org/10.1007/s11661-024-07319-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-024-07319-6