
Abstract
The Portevin–Le Chatelier (PLC) effect in the Nimonic 263 superalloy was investigated by tensile test in a wide temperature range, from room temperature to 1033 K (760 °C), and at strain rates between 0.1 and 4 × 10–4 s–1. Types A, B, and C serrations were observed depending upon the test temperatures and strain rates. The activation energy (Q) for serrated flow was determined by employing various methodologies for T < 723 K (450 °C), where a normal PLC effect was observed. The value of Q was found to be independent of the method employed. The average Q value of 70 KJ/mol was found to be in agreement with that for diffusion of substitutional solutes such as Cr and Mo in a Ni matrix by pipe diffusion. At temperatures ranging from 723 K to 923 K (450 °C to 650 °C), type C serrations and an inverse PLC effect were noticed, which may be caused by unlocking process.
Similar content being viewed by others
1 Introduction
Serrated flow or the Portevin-Le Chatelier (PLC) effect during plastic deformation has been observed in many metals and alloys. This phenomenon mainly results from dynamic interactions between mobile dislocations and diffusing solutes which are commonly called dynamic strain aging (DSA).[1,2] During the process of plastic deformation, such unstable plastic flow leads to inhomogeneous strain localization that is commonly referred to as PLC bands.[3–5] The PLC bands result in rippled surfaces of samples and are usually undesirable in industrial processes. Moreover, DSA has a large effect on the mechanical properties, leading to yield stress plateaus and reduced tensile elongations.[6,7] Therefore, it is necessary to investigate this phenomenon from micro-mechanisms to macroscopic characteristics.
The PLC effect is generally seen to occur after a critical true plastic strain, ε c, which is dependent on temperature T and strain rate \( \dot{\varepsilon } \). In terms of variation of ε c with T and \( \dot{\varepsilon } \), there exist two types of the PLC effect termed as normal PLC effect and inverse PLC effect, respectively.[8] The normal PLC effect is often observed at low temperatures, in which ε c is found to increase with the increasing strain rate and decreasing temperature, while at high temperatures, the inverse PLC effect exists in which the critical strain increases with the decreasing strain rate or increasing temperature. Various investigations of serrated flow suggest that the measurement of ε c, the critical strain for the onset/termination of serrations, and its dependence on strain rate and temperature are essential to understand the underlying mechanisms of the PLC effect.[9,10] Variation of ε c with T and \( \dot{\varepsilon } \) in the normal PLC regime has been modeled phenomenologically based on Cottrell’s theory.[11] This model is usually expressed as
where \( K \) is a constant, Q is the activation energy, k is the Boltzman constant, T is the absolute temperature, m and β are the respective exponents in the relations for the variation of vacancy concentration C v and the mobile dislocation density ρ m by the relationship[12]
One can obtain the exponent (m + β) as the slope in the plot of \( \ln \dot{\varepsilon } \) vs ln ɛ c at a constant temperature. Using the value of (m + β), activation energy associated with the PLC effect can be evaluated and solute atoms responsible for DSA can also be determined. Later studies were conducted by McCormick[13] and van den Beukel[14] taking into account that a dislocation moves in a discontinuous manner, being temporarily arrested periodically at obstacles, and a McCormick’s equation was developed:
where C s is the local solute concentration at the dislocation required for locking, C 0 is the matrix solute concentration of the alloy, α ≈ 3, L is the average distance between arresting obstacles, U m is the solute–dislocation binding energy, D 0 is the diffusion frequency factor, Q m is the activation energy for solute migration, and K, N, m, β are constants. Using McCormick Equation [4], the activation energy of the normal PLC effect can also be speculated.
As for the Eqs. [1] or [4], it is mainly used to estimate the activation energy for the normal PLC effect. Hayes and Hayes,[15] as well as Pink and Grinberg,[16,17] proposed a method based on the stress drop. The stress drop accompanying serrated flow is measured at a given strain for a range of \( \dot{\varepsilon } \) and T, and is reported on a \( \Delta \sigma = {\text{f}}(\dot{\varepsilon }) \)plot for different temperature values. A constant value of Δσ is then selected from which the corresponding \( \dot{\varepsilon } \) is determined for each temperature. The resulting \( (\dot{\varepsilon }{\text{T}}) \) couples are then reported on an \( \dot{\varepsilon } = {\text{f}}(1/T) \) plot. Q is determined from the slope of this plot, as \( {\text{Q}} = - 1/\log (e) \times {\text{slope}} \times R \). This equation can be used to calculate the activation energy of inverse PLC effect. Using this method, Hayes pointed out that the normal PLC effect in Waspaloy is the result of carbon atmosphere pinning of dislocation at low temperature and the draining of carbon due to a precipitation reaction is the main reason for the inverse PLC effect. Other researchers[18,19] reported that the PLC effect of Ni-based superalloys at low temperature [below 825 K (552 °C)] is caused by interstitial carbon atoms, whereas the inverse PLC effect at high temperature is caused by substitutional solutes. Therefore, there still exist some controversies about which atoms are responsible for the PLC effect in a complex superalloy system.
The aim of the present study is to investigate the influence of strain rate and temperature on the tensile properties and serrated flow behavior of Nimonic 263 alloy. Analysis of the onset of serrated flow as a function of temperature and strain rate is conducted, and the activation energy for the normal PLC effect at low temperature is estimated. The results are compared with diffusion energy of some atoms in Ni matrix, and solute atoms responsible for the PLC effect are identified.
2 Experimental Procedures
The nominal chemical compositions (in wt pct) of Nimonic 263 alloy used in this investigation are 20Co, 20Cr, 5.8Mo, 2.1Ti, 0.45Al, 0.06C, 0.5Mn, 0.4Si, and the balance Ni. Ingots were prepared by vacuum induction melting. After homogenization, the ingots were forged at 1373 K (1100 °C) to 30 mm (diam.) bar, followed by a solution treatment at 1423 K (1150 °C) for 3 hours, and then water quenched to room temperature. Solution treatment at 1423 K (1150 °C) for 3 hours was found to be adequate for dissolving all the carbides and intermetallic compounds which are mostly suppressed to precipitate from the matrix during quick quenching. Binary alloys Ni-0.4C, Ni-24Cr, and Ni-5Mo (at. pct) were designed according to atomic ratio of (Ni + Co) with C, Cr, and Mo in Nimonic 263. In order to study the effect of solute concentration on the PLC effect, Ni-8Mo (at. pct) alloy was also tested. Ni-0.4C alloy after forging was heat treated at 1273 K(1000 °C) for 30 min, and Ni-24Cr, Ni-5Mo, and Ni-8Mo alloys were heat treated at 1423 K (1150 °C) for 3 hours in order to obtain a similar grain size.
Specimens with a gage section of 3 mm in diameter and 20 mm in length were used in tensile tests. The tensile tests were carried out in air at temperatures ranging from room temperature to 1033 K (760 °C) and strain rates between 0.1 and 4 × 10–4 s–1. Before the start of the tensile test, specimens were heated to the desired test temperatures in a split-type, three-zone electric resistance heating furnace and held for 10 minutes to stabilize and homogenize the temperature over the gage section. The engineering properties, such as 0.2 pct offset yield strength (YS) and ultimate tensile strength (UTS), were evaluated from the tension curves.
3 Results
3.1 Microstructures
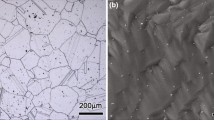
Figure 1 shows the microstructures of the alloys after solution treatment followed by water quenching. The grain size was measured to be about 200 µm from the optical micrograph (Figure 1(a)). Some twins were also observed within the grain. The SEM micrograph (Figure 1(b)) reveals that some irregular γ′ particles homogeneously precipitated in the γ matrix.

Microstructures of the alloy after solution treatment followed by water quenchening (a) Optical micrograph, (b) SEM
3.2 Tensile Properties
Figure 2 shows the temperature dependence of the 0.2 pct offset yield stress and ultimate tensile stress. It can be seen that the YS decreases with the increasing temperature up to 573 K (300 °C) and thereafter shows a broad yield stress plateau until 923 K (650 °C). At temperature of 1033 K (760 °C), the yield stress was observed to increase drastically. The UTS decreases gradually with the increasing temperature up to 773 K (500 °C) and then decreases fast to the minimum value.

Variation of yield stress and ultimate tensile strength with temperature at a strain rate of 4 × 10–4 s–1
Representative tensile stress–strain curves are shown in Figure 3 for specimens tested at temperatures of 473 K, 673 K, 923 K (200 °C, 400 °C, 650 °C) and different strain rates. At low temperature of about 473 K (200 °C), stress–strain curves remained smooth even at the strain rate of 8 × 10–2 s–1 and serrated stress–strain curves were only observed after a large amount of strain accumulation at the lower strain rate of 8 × 10–3 s–1. With the increasing temperature, serrated flow appears to displace to higher strain rates. The general characteristics of various types of serrations are identified as types A, B, and C according to the classification scheme of Rodriguez.[20] Type A serrations are periodic serrations from repeated deformation bands initiating at the same end and propagating in the same direction. These serrations are characterized by an abrupt rise in stress followed by a drop to or below the general level of the stress–strain curve, which is related with locking process of mobile dislocations by solute atoms. Type B serrations are oscillations about the general level of the stress–strain curve that occur in quick succession due to discontinuous band propagation arising from the DSA of moving dislocations. Type C serrations are stress drops below the general level of the stress–strain curve due to unlocking of dislocations. The serration types are shown in Figure 3(d). At lower temperature of 473 K (200 °C), periodic type A serrations showing upward serrations above the general level of stress–strain curves were observed on the stress–strain curve under the strain rate of 4 × 10–4 s–1. At temperature of 673 K (400 °C) and higher strain rate, it also displayed type A serrations, but type (A + B) serrations were observed with the decreasing strain rate. At higher temperature of 923 K (650 °C), type C serrations were observed below 2 × 10–3 s–1.

Typical stress–strain curves from tensile tests on Nimonic 263 alloy deformed at temperatures of 473 K (200 °C) (a), 673 K (400 °C) (b), 923 K (650 °C) (c) and different strain rates, (d) serration type
The critical strain ε c for the onset of serration flow is calculated from the true stress–strain curves as the minimum value of plastic strain at which a perceptible stress drop of 0.4 MPa occurs. A trend is noticed in the variation of ε c with strain rate at a constant temperature, as shown in Figure 4. For a given temperature, it is found that ε c increases with the increasing strain rate at a temperature of 673 K (400 °C) and the normal PLC effect takes place; while ε c decreases with the increasing strain rate at a temperature of 923 K (650 °C) and the inverse PLC effect is seen.

Variation of critical strain, ɛ c , for the onset of serration with strain rate under typical temperatures
The values of Q were determined from methods 1 through 3, as mentioned in the Introduction. Using the first method, the exponent (m + β), as determined from the slopes of plots of \( \ln \dot{\varepsilon } \) vs \( \ln \varepsilon_{\text{c}} \) (Figure 5(a)), was 2.3. The activation energy was determined by applying the value of (m + β) to plots of ln ɛ c vs 1/RT to be about 76 kJ/mol for the normal PLC effect (Figure 5(b)). The activation energy value obtained using McCormick method with the plot of \( \ln (\varepsilon_{\text{c}}^{m + \beta } /T) \) against 1/T is calculated to be about 68 KJ/mol, as shown in Figure 6.

Activation energy determination as per method: (a) plot of critical strain vs strain rate and (b) plot of critical strain vs 1/T

The plot of \( \ln [\varepsilon^{(m + \beta )} /T] \) vs 1/T to calculate activation energy of the normal PLC effect in Nimonic 263 alloy
In the third method, known as the stress drop method which can be used to calculate activation energy for the inverse PLC effect, the magnitude of the stress drop accompanying serrated flow, Δσ, is commonly measured at a given strain for a range of \( \dot{\varepsilon } \) and T. Some authors[21] use the average stress drop Δσ avg at the whole strain regimes instead of Δσ at a given strain to calculate the activation energy for the PLC effect. In the present study, we also use the average stress drop Δσ avg at the whole strain regimes at temperatures of 573 K and 673 K (300 °C and 400 °C) for the normal PLC effect. As for the activation energy of the inverse PLC effect, we think that its underlying mechanism is mainly related with unlocking process which is determined by critical stress exerted on the pinning dislocations. Figure 7(a) shows the plots of \( \dot{\varepsilon } \) vs Δσ avg at 573 K and 673 K (300 °C and 400 °C). Intercepts of \( \dot{\varepsilon } \) at 573 K and 673 K (300 °C and 400 °C) for Δσ avg values of 2 and 4 MPa determined from Figure 7(a) are plotted in Figure 7(b) as plots of \( \ln \dot{\varepsilon } \) vs 1/T, slopes of which were used to determine Q. Figure 7(c) shows the plots of \( \dot{\varepsilon } \) vs Δσ avg at 773 K and 873 K (500 °C and 600 °C). Intercepts of \( \dot{\varepsilon } \) at 773 K and 873 K (500 °C and 600 °C) for Δσ avg values of 4 and 6 MPa determined from Figure 7(c) are plotted in Figure 7(d) as plots of \( \ln \dot{\varepsilon } \) vs 1/T, slopes of which were used to determine Q. The activation energy was about 67 KJ/mol for the normal PLC and 36 KJ/mol for the inverse PLC, respectively. Mean activation energy for the normal PLC effect using the three methods mentioned above is about 70 KJ/mol.

(a) The plot of \( \dot{\varepsilon } \) vs Δσ avg at 573 K and 673 K (300 °C and 400 °C) (Normal PLC), (b) is the plot of \( \ln \dot{\varepsilon } \) vs 1/T, (c) the plot of \( \dot{\varepsilon } \) vs Δσ avg at 773 K and 923 K (500 °C and 650 °C) (Inverse PLC), (d) is the plot of \( \ln \dot{\varepsilon } \) vs 1/T
4 Discussion
The results of tensile tests conducted on Nimonic 263 alloy at various temperatures and strain rates show that a strain aging mechanism operates at intermediate temperatures and lower strain rates. For the common conditions, the YS and UTS of the alloy decreases with the increase in test temperatures. In the present study, the observed plateaus in the YS have been reported in several alloy systems by different investigators.[6,7,18] This behavior results from the nature of dynamic strain aging. When moving dislocations are impeded by forest dislocations, solute atoms around the forest dislocations will gather to the moving dislocations and pin them. The pinning stress superimposes the stress exerted by forest dislocations, leading to the increase of applied stress which activates the movement of mobile dislocations. Meanwhile, the magnitude of pinning stress is related to temperature. For the Nimonic 263 alloy, the pinning stress increases with the temperature changing from 573 K to 923 K (300 °C to 650 °C), which results in the YS plateaus or its gradual reduction.
On the other hand, it is evident that variation of serration types in the PLC effect is controlled by DSA and therefore mainly influenced by concentration and diffusion rate of solute atoms, and mobile and forest dislocation densities. It should be noted that variation of serration types with temperatures or strain rates indicates the transition of the underlying mechanisms, namely from locking process at low temperature (or high strain rate) to unlocking process at high temperature (or low strain rate).[22] For Nimonic 263 alloy, type A serrations which show upward serrations above the general level of stress–strain curves are observed at lower temperatures and high strain rates. Type C serrations are observed at high temperatures and low strain rates. Under intermediate conditions, the type of serration corresponds to a transition state, namely type-(A + B) or -B serrations. Similar results are also observed in alloy 625[7] and Inconel 718SPF.[16] In fact, type A serrations at low temperatures are dominated by the locking process of diffusing solute atoms, whereas type C serrations at high temperatures may be due to unlocking of initially aged dislocations. That is to say, macroscopic serrations are mainly determined by the microscopic aging process. As recently proposed by Fu et al.[22] in Al-Mg alloy, at low temperatures, dislocation is in the unlocked state and the dominant process is diffusion of solute atoms to the dislocation, exerting an additional stress on the mobile dislocations and leading to upward serrations on the flow stress curves. At high temperatures, dislocation is in the locked state before the start of plastic deformation. When the movement of dislocation is activated under the applied stress, downward serrations are produced.
In addition to serration types, the activation energy for the onset of serration has been taken as the solute migration energy and is important to identify which atom is responsible for the PLC effect. It seems that the activation energy in the present study is very close to the activation energy for diffusion of interstitial C atom in dislocation cores in nickel.[23] However, Nakada et al.[23] reported that serrations disappear over the temperature of 300 °C with a carbon concentration of 0.022 wt pct, and with the increase of carbon content, the temperature ranges corresponding to DSA process change to lower temperatures. For Nimonic 263 alloy, it contains about 0.06 wt pct C and therefore serrations should be not associated with carbon. Taking into account, the activation energy for pipe diffusion in the range of 40-70 pct of activation energy for lattice diffusion, it is likely that the possible solutes responsible for the PLC effect of Nimonic 263 alloy at low temperature are substitutional atoms, such as Cr and Mo, rather than C atom. The activation energy for lattice diffusion of Cr or Mo in Ni has been reported as 272 and 213 kJ/mol,[24] respectively, and the average activation energy of diffusion by pipe diffusion is about 0.5 times the activation energy for lattice diffusion. Additionally, this view is further corroborated by the observed (m + β) = 2.3. In general, in the PLC effect involving substitutional solutes, values of (m + β) are in the range 2 to 3, whereas for the PLC effect due to interstitial solutes, (m + β) is in the range 0.5 to 1.[16]
Table I summarizes the activation energy and dominant solute for DSA of superalloys reported in the references. From Table I, it was deciphered that at low temperature, the diffusion of C atom is responsible for the DSA, while at high temperature, there is different opinion as to which element is responsible for DSA.
In order to confirm our postulation, simple binary alloys in Ni-0.4C (at. pct), Ni-24Cr (at. pct), and Ni-5Mo (at. pct) were tested under the same condition.[28] The temperature ranges yielding the PLC effect and serration types found in Ni-24Cr alloy were in excellent agreement with that for the PLC effect in Nimonic 263 alloy. Hence, it implies that the major substitutional solute of Cr in Nimonic 263 alloy is responsible for the PLC effect. However, if only Cr atom was predicted to be responsible for the PLC effect, mean stress drop for PLC effect in Ni-24Cr should be approximately equal to that in Nimonic 263 alloy. But mean stress drop of Ni-24Cr alloy was largely low in comparison with that of Nimonic 263 alloy, as shown in Figure 8. In order to explain the discrepancy shown in Figure 8, the following speculations should be pointed out: (1) an effective solute atmosphere required a minimum solute concentration C min available for diffusing toward mobile dislocations and locking them and (2) the atom with lower solute content than C min may be involved to form a solute atmosphere with the dominant element and worked together with it in DSA process. The minimum solute concentration required for locking has been reported in many references.[7,22,29] In this case, although the serrated flow behavior was not obviously observed in Ni-5Mo alloy, it does not mean that Mo atom had no effect on the DSA process. Moreover, the serrated flow phenomenon was found in the Ni-8Mo alloys, which indicates that Mo atoms made contributions to the dynamic strain aging. Only when the solute concentration of Mo reached a certain critical content, the macroscopic PLC effect or serrated flow appeared on the tensile curves. Thus, in Nimonic 263 alloy, it is likely that Cr atoms combined with other substitutional solute atoms constituted more effective solute atmospheres. In these solute atmospheres, Cr may act as a dominant element during DSA process. Other substitutional solute atoms diffuse along mobile dislocation line, form multi-atomic solute atmospheres with Cr atoms, and work together with them, resulting in the increase of locking strength and corresponding stress drop magnitude. As for the disappearance of serrations at a temperature below 473 K (200 °C) in Nimonic 263 alloy, it may be associated with a carbide formation and carbon atmosphere cannot be formed due to its depletion.

Comparison of mean stress drop variation with the increasing temperature at a strain rate of 4 × 10–4 s–1 for Nimonic 263, Ni-24Cr, and Ni-4Mo alloys
For the inverse PLC effect occurring in the high-temperature regime, it is believed that the diffusion rates are high enough for dislocations to be aged from the start of deformation and type C serrations appear to be due to breakaway of the aged dislocations. The onset of serrations may be determined by solute concentration around mobile dislocations, the aging time of solute diffusing to dislocation, and dislocation density. Shankar[7] thought that if a solute concentration required for the formation of effective locking is insufficient, it may not lead to the flow serrations; meanwhile, if the aging time for the concentration buildup is not sufficient due to the application of a high strain rate, the solute atmosphere cannot be formed. It should be pointed out that densities of mobile and forest dislocations which are presumed to decrease with the increasing strain are likely to modify the profile of the elementary strain and influence the occurrence of inverse critical strains.[9]
5 Conclusions
The PLC effect was investigated in the Nimonic 263 in a wide temperature range, from room temperature to 1033 K (760 °C), and at certain strain rates. The following conclusions were obtained:
-
1.
The PLC effect occurred at intermediate temperature and low strain rate in Nimonic 263 alloy. The trend of serration appears to change from type A to type C with the increasing temperaturesor the decreasing strain rates.
-
2.
The average activation energy for the normal PLC effect calculated by three methods was calculated to be about 70 kJ/mol. Substitutional solute atoms such as Cr and Mo would be responsible for the PLC.
References
C.Y. Cui, T. Jin, X.F. Sun: J. Mater. Sci., 2011, vol. 46, pp. 5546-52.
R.A. Mulford, U.F. Kcoks: Acta Metall., 1979, vol. 27, pp. 1125-34.
Q. Hu, Q. Zhang, P. Cao, S. Fu: Acta Mater., 2012, vol. 60, pp. 1647-57.
H. Jiang, Q. Zhang, X. Chen, Z. Chen, Z. Jiang, X. Wu, J. Fan: Acta Mater., 2007, vol. 55, pp. 2219-28.
Q. Zhang, Z. Jiang, H. Jiang, Z. Chen, X. Wu: Int. J. Plast., 2005, vol. 21, pp. 2150-73.
S. Hong, S. Lee: J. Nucl. Mater., 2004, vol. 328, pp. 232-42.
V. Shankar, M. Valsan, K. Bhanu, S. Rao, S.L. Mannan: Metall. Mater. Trans. A., 2004, vol. 35, pp. 3129-39.
Y. Brechet, Y. Estrin: Acta Metall. Mater., 1995, vol. 43, pp. 955-63.
L.P. Kubin, Y. Estrin: Acta Metall. Mater., 1990, vol. 38, pp. 697-708.
P. Hähner: Acta Mater., 1997, vol. 45, pp. 3695-707.
A.H. Cottrell: Phil. Mag., 1953, vol. 44, pp. 829-32.
R.K. Ham, D. Jaffrey: Phil Mag., 1967, vol. 15, pp. 247-56.
P.G. McCormick: Acta Metall., 1972, vol. 20, pp. 351-4.
A. Van Den Beukel: Phys Stat Sol., 1975, vol. 30, pp. 197-206.
R.W. Hayes: Acta Metall., 1983, vol. 31, pp. 365-71.
E. Pink: Scripta Metall., 1983, vol. 17, pp. 847–52.
E. Pink and A. Grinberg: Mater. Sci. Eng., 1981, vol. 51, pp. 1–8.
C.H. Hale, W.S. Rollings, M.L. Weaver: Mater. Sci. Eng. A., 2001, vol. 300, pp. 153-64.
S.A. Nalawade, M. Sundararaman, R. Kishore, J.G. Shah: Scripta Mater., 2008, vol. 59, pp. 991-4.
P. Rodriguez: Bull Mater Sci., 1984, vol. 6, pp. 653-63.
K. Gopinath, A.K. Gogia, S.V. Kamat, U. Ramamurty: Acta Mater., 2009, vol. 57, pp. 1243-53.
S. Fu, T. Cheng, Q. Zhang, Q. Hu, P. Cao: Acta Mater., 2012, vol. 60, pp. 6650-6.
Y. Nakada, A.S. Keh: Acta Mater., 1970, vol. 18, pp. 437-43.
H. Mehrer: Diffusion in solid metals and alloys, Springer, New York, 1990, p. 133.
B.Max, B.Viguier, E.Andrieu, J.M.Cloue: Metall. Mater. Trans. A., 2014, vol. 45, pp. 5431-41.
C.G.Tian, C.Y.Cui, Y.F.Gu, X.F.Sun: Acta Metall. Sin., 2012, vol.48, pp.1223-8.
R.W. Hayes, W.C. Hayes: Acta Metall. 1982, vol.30, pp.1295-301.
G.M. Han, C.G. Tian, C.Y. Cui, Z.Q. Hu, and X.F. Sun: Acta Metall. Sin., 2014, DOI:10.1007/s40195-015-0230-z.
A. Kalk, C. Schwink: Philos. Mag., 1995,vol.72,pp. 315-39.
Acknowledgments
This work was partly supported by the High Technology Research and Development Program of China (No. 2014AA041701) and the National Natural Science Foundation of China (NSFC) under Grant Nos. 51171179, 51271174, 51331005, and 11332010.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted November 15, 2014.
Rights and permissions
About this article

Cite this article
Han, G.M., Tian, C.G., Chu, Z.K. et al. Activation Energy Calculations for the Portevin–Le Chatelier Effect in Nimonic 263 Superalloy. Metall Mater Trans A 46, 4629–4635 (2015). https://doi.org/10.1007/s11661-015-3000-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-015-3000-7