
Abstract
Purpose
Existing life cycle assessment (LCA) methods for buildings often overlook the benefits of product recovery potential, whether for future reuse or repurposing. This oversight arises from the limited scope of such methods, which often ignore the complex interdependencies between building products. The present paper, backed by its supplementary Python library, introduces a method that addresses this gap, emphasizing the influence of product interdependencies and future recovery potential on environmental impact.
Methods
Implementing the proposed method requires adding a phase, the recovery potential assessment, to the four phases that constitute an LCA according to the ISO 14040/14044 guidelines. Given the disassembly sequence for each product, in the first step of the recovery potential assessment, a disassembly network (DN) is created that displays structural and accessibility dependencies. By calculating the average of the disassembly potential (DP) of each structural dependency (second step) associated with that product, we obtain the DP (0.1–1) at the product level in a third step. Because there is no empirical data available to support a specific relationship between product disassembly potential and recovery potential (RP) (0–1), we employ, in a fourth step, a flexible model specification to represent scenarios of how this relationship may look like. Ultimately, for each scenario, the resulting RP is used to enable a probabilistic material flow analysis with a binary outcome, whether to be recovered or not. The resulting product-level median material flows are then used to quantify the building’s environmental impact for a given impact category in the life cycle impact assessment (LCIA). The results are interpreted through an uncertainty, hotspot, and sensitivity analysis.
Results and discussion
Our results show that not considering the interdependencies between building products in building LCAs results in underestimating the embodied greenhouse gas (GHG) emissions by up to 28.29%. This discrepancy is primarily attributed to a failure to account for additional material flows stemming from secondary replacements owing to the interdependencies during the life cycle. When accounting for end-of-life recovery benefits, a zero-energy building (ZEB) design incorporating some DfD principles demonstrated up to 45.94% lower embodied GHG emissions than the ZEB design with low disassembly potential when assuming that recovered products will be reused.
Conclusions
Our approach provides first-of-a-kind evidence that not accounting for recovery potential may significantly distort the results of an LCA for buildings. The method and its supporting code support the semi-automated calculation of the otherwise neglected potential environmental impact, thus helping to drive the transition towards a more sustainable built environment. The supporting code allows researchers to build on the proposed framework if more data on the relationship between DP and RP become available in the future. Finally, while applied to buildings in this paper, the proposed framework is adaptable to any complex product with limited modifications in the supporting code.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
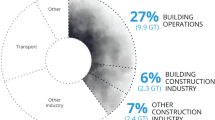
The building sector plays a critical role in global carbon emission reduction (Lu et al. 2020). The European Union (EU) (EC 2021) and international organizations (IEA 2021) have both mandated the achievement of complete decarbonization by 2050. Existing energy efficiency measures have led to a substantial 49% reduction in global emissions from residential buildings (IPCC 2022), yet buildings remain responsible for 21% of total global greenhouse gas (GHG) emissions (IPCC 2022). Furthermore, this industry consumes approximately 40% of all materials (Solís-Guzmán et al. 2014) and generates over a third of all waste in the EU.
Life cycle assessment (LCA) is a method of calculating the environmental impacts of buildings throughout their lifespan and is growing in prominence in the building sector (Rønning and Brekke 2014). LCA is becoming mandatory for new buildings in several EU Member States (ÉCologique 2021; NMD 2022; VCBK 2022; Ympäristöministeriö 2022). Moreover, LCA has become pivotal in the realm of green public procurement and industry competition (Scherz et al. 2022), further emphasizing the importance of environmental impact quantification as it can influence permits and market access.
Embodied environmental emissions arising from production, replacement, transport, and end-of-life (EoL) treatment of building products account for 21% of a building’s lifecycle GHG emissions (Röck et al. 2020) and about 4% of global GHG emissions (IPCC 2022). As we move towards energy-efficient buildings, these embodied emissions could represent up to 90% of total lifecycle GHG emissions (Eberhardt 2020). This necessitates accurate LCA quantification to avoid the burden shifting from operational to embodied impacts (Khan et al. 2022).
Various strategies have been proposed to reduce these embodied emissions (Zhong et al. 2021), including the use of low-carbon materials (Alaux et al. 2023; Cabeza et al. 2013; Chan et al. 2022; Das et al. 2021), demand reduction and increased production efficiency (Müller 2006; Hertwich et al. 2020; Masanet et al. 2021; Milford et al. 2013), and lifetime extension (Cai et al. 2015; Hertwich et al. 2020). Another promising strategy, design for disassembly (DfD), enables resource efficiency by using recycled or reclaimed materials (Antunes et al. 2021; Georgiou and Loizos 2021; Zhao et al. 2021). DfD is defined as “an approach to the design of a product or constructed asset that facilitates disassembly at the end of its useful life, in such a way that enables components and parts to be reused, recycled, recovered for energy or, in some other way, diverted from the waste stream” (ISO 2020).
A central aspect of DfD is the emphasis on product recovery, ensuring that materials are not merely consumed but are continually reintegrated into the building lifecycle (O’Grady et al. 2021). This method promotes a forward-thinking ethos where buildings are conceptualized not just for their immediate function, but also with a vision of their eventual deconstruction, reuse, and repurposing (Munaro and Tavares 2023). The ultimate objective is to envision and actualize structures that, throughout and at the culmination of their life cycle, can be valuable reservoirs of materials for new constructions rather than sources of waste.
Despite the benefits of product recovery realized through DfD in reducing embodied GHG emissions (Aye et al. 2012; Dara et al. 2019; Rios et al. 2019), fewer than 1% of buildings incorporate DfD principles (Munaro and Tavares 2023). The limited adoption of DfD is further highlighted when observing the high recycling rates in the EU’s building sector. The sector showcases an average recycling rate of 71%, with certain Member States, such as the Netherlands, achieving an impressive 100% (Sönmez and Kalfa 2023). Yet, in stark contrast, the rate of construction products recovered for reuse remains alarmingly low, standing at less than 1% of total used construction products (Deweerdt and Mertens 2020). This disparity is largely attributed to the lack of building designs that accommodate disassembly and recovery (Gerhardsson et al. 2020; Guy and Ciarimboli 2012), mainly due to the lack of incentives (Adams et al. 2017). However, other factors contribute to this disparity, including legal (Zatta 2019), logistical (Knoth et al. 2022), and economic barriers (Nordby 2019).
While building LCA methods emphasize the merits of recycled or reclaimed content, they largely neglect the integral role of future product recovery through DfD (Guy and Ciarimboli 2012; Hossain and Ng 2018; Rasmussen et al. 2019). This narrow perspective tends to obscure the potential environmental gains from designing with future disassembly and recovery at the forefront. Paradoxically, this skewed focus can drive up the demand for virgin materials, even as the significance of recycled materials is championed (Atherton 2007). For a holistic environmental evaluation and a genuine shift towards a circular construction paradigm, incorporating the potential for future product recovery through DfD into LCA methodologies is essential.
To ensure that the benefits of product recovery through DfD are accounted for, Lei et al. (2021) identified the need for LCA to take into consideration DfD’s environmental advantages. A refined approach should explore the interdependencies among building products in depth (Vandervaeren et al. 2022), assessing how the complexity and the degree of effort of their disassembly process directly influence future product recovery and the broader environmental consequences associated with buildings.
While progress has been made in understanding the network of interdependencies among products in systems, as represented in works by Denis et al. (2018), Sanchez and Haas (2018), and Vandervaeren et al. (2022), the impact of their future recovery (Bernstein et al. 2012) and advancements in DfD assessments is to facilitate future product recovery for buildings (Cottafava and Ritzen 2021; Durmisevic 2006; Lam et al. 2022). The prevailing methods often neglect or inadequately address the nuanced complexities of product interdependencies and their implications for future recovery. This oversight may lead to undervalued environmental benefits of DfD strategies and a misguided focus in sustainability efforts. Therefore, our goal in this study is to introduce an integrative LCA framework that not only acknowledges these insights but also centers them, offering a more holistic approach to understanding the environmental advantages of strategies emphasizing future product recovery using DfD in the building sector.
In this paper, we aim to showcase the extent to which ignoring interdependencies influences environmental impact estimates. To reach that goal, we integrate two strands of research. First, we adopt the foundational principles of DfD assessment and building product disassembly potential as explored by Cottafava and Ritzen (2021) and Durmisevic (2006). We define disassembly potential (DP) as a quantitative measure that indicates how readily a product can be disassembled at any stage of its life cycle, whether for maintenance, repair, component replacement, or when it reaches its EoL phase. Secondly, we apply the methods and insights derived from the research of Denis et al. (2018), Sanchez and Haas (2018), and Vandervaeren et al. (2022), which focused on developing building disassembly networks (DN). A DN is defined as a systematic representation of the order and interdependencies involved in disassembling building components. The creation of these sequences is fundamental to comprehending the complex relationships among building elements and the impacts of their disassembly on the overall structure.
We utilize material flow analysis (MFA) to measure the inflow and outflow of materials in the system (van Stijn et al. 2021), taking into account the recovery potential (RP) of materials during the lifetime of the building and at the EoL. The RP builds upon the DP by quantifying the likelihood of a product’s full intact recovery for potential reuse or repurposing, either onsite or in another project. While disassembly is a necessary step for recovery, the actual reuse or repurposing of recovered materials depends on various other factors, emphasizing the nuanced distinction between recovery and reuse in circular economy practices in the building sector.
We apply this approach to a zero-energy building (ZEB) case study, seeking to offer insights into trade-offs and opportunities for reducing embodied emissions and minimizing environmental impact in the building sector. We chose the ZEB case study because embodied emissions in such buildings dominate the emissions from the building’s operational life (Chastas et al. 2016).
The remainder of the paper is structured as follows. Section 2 presents the proposed method’s framework. In Section 3, we introduce the ZEB case study. In Section 4, we apply this method to a case study where two scenarios of building designs are created, focusing on varying the connectivity of the products. Here, we present a high disassembly potential (HDP) scenario as a hypothetical optimized scenario and a low disassembly potential (LDP) scenario as a hypothetical worst-case scenario. These scenarios are then compared to a business-as-usual (BAU) scenario, which represents current building practices that incorporate some elements of DfD. This section also showcases the results from the uncertainty, sensitivity, robustness, and hotspot analyses across the three scenarios. Finally, in Section 5, we summarize our findings, discuss their implications, and suggest potential directions for future research.
2 Methods
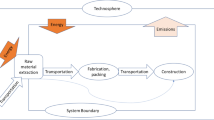
Our method comprises five main steps, which are outlined below and visualized in Fig. 1. As can be seen, our method adds one step to the conventional four steps under ISO 14040 (ISO 2006a) and 14044 (ISO 2006b). Step (1) is to define the goal and scope of the assessment. In this stage, the system boundaries and the functional unit are established. Step (2) is the inventory analysis. This process involves compiling a detailed product inventory of the building system, which includes gathering life cycle inventory (LCI) datasets for each product’s production, transport, and EoL stages. Service life (SL) scenarios for each component are also established at this stage. A crucial part of this step is to identify each product’s disassembly sequence and the dependencies that might affect it. In Step (3), we add the recovery potential assessment. To perform this assessment, we utilize fuzzy number logic to evaluate the dependencies identified in the previous step. This analysis allows us to calculate the DP of each product, which we define as a measure of how easily a product can be disassembled and recovered. A positive correlation is established between the DP and the RP by assuming a functional relationship, with components having a higher DP also showing a higher RP.

Method framework
Step (4) is integration of MFA and LCIA, in which a full life cycle probabilistic MFA is generated based on the RP determined in the previous step. Subsequently, the life cycle impact assessment (LCIA) is conducted as a function of the probabilistic MFA, providing a comprehensive view of the environmental impact across the building’s life cycle.
Finally, Step (5), interpretation, involves interpreting the results of the LCA. This includes conducting uncertainty, hotspot, and sensitivity analyses to test the reliability and validity of our findings. This step also involves the formulation of conclusions and recommendations based on the LCA results.
To make the method widely accessible and practical for use, we have incorporated it into an open-source Python-based library (AbuGhaida et al. 2023).
2.1 Goal, scope, and inventory analysis
The foundation of our method begins with articulating its goal and scope. The goal defines the main objective of our study, which is to showcase the extent to which ignoring interdependencies influences environmental impact estimates resulting from LCA. The scope, meanwhile, delineates the boundaries of our study and specifies the aspects of the building system’s life cycle that we will consider in our analysis. These aspects typically include the production, transportation, use, maintenance, and EoL stages of the building products. The scope also determines which building products are included in our study and how detailed our assessment of these products will be.
The next step (inventory of the building system in Fig. 1) involves identifying and cataloging all building products that constitute the building system. Each product is examined in depth, capturing detailed information about its physical properties and functional roles.
Our approach utilizes a vertical hierarchical categorization, following the principles of systematic building decomposition, akin to the methodologies outlined in Soust-Verdaguer et al. (2023). We structure our data across five levels: material, product, assembly, system, and building. This also resonates with sustainability frameworks such as Level(s) (Dodd et al. 2017).
In this context, a “product” is defined as any manufactured item used in construction, for example, a gypsum board or a precast concrete beam. This definition is particularly significant for composite items, where the flexibility in defining a “product” impacts the structure of the LCI. At the material level, we consider basic substances necessary for manufacturing products, such as water, glass fiber, and stucco for a gypsum board. Further up in our hierarchical model, an assembly is understood as a grouping of products, such as an interior wall composed of steel studs and gypsum board.
We source information from various documents, including bill of materials (BoM), technical drawings, and building information modeling (BIM) models to identify and catalog the building products. BoMs list the necessary products and assemblies for constructing the building, complete with quantities, specifications, and part numbers. Technical drawings visually represent the system, revealing individual products’ spatial relationships and functional roles. BIM models digitally present the physical and functional characteristics of the building, providing multidimensional data. Upon product identification, we record detailed information into an Excel spreadsheet, including factors such as embodied materials and gross weight. We also determine the disassembly sequence or the order in which the product should be disassembled by reversing the initial assembly steps. This information is paramount in evaluating the product’s DP as it reveals the complexity of the disassembly process and how the disassembly of one product might influence others.
Furthermore, we gather life cycle information for each product, including production, transportation, and EoL stages, as part of the LCI. This information, which determines the environmental impact of each product throughout its life cycle, forms the basis for our subsequent LCIA. Finally, we determine SL scenarios for each product to model its expected useful life and replacement intervals. This added layer of information contributes to the depth and accuracy of our product catalog, which is the final step in “Map Building Products to LCI” step in Fig. 1. For a clear understanding of our data collection and organization process, please refer to Fig. 2, which provides a visual representation of how various scenarios and databases are interconnected to enrich the information about a product in terms of its LCI and SL. The centerpiece of this diagram is the “Product”, highlighting its significance in the entire framework.

Relational database structure
The “end-of-life scenario” describes the eventual fate of a product, detailing how it is handled post-use. It encompasses factors such as disposal methods and their corresponding LCIs (such as recycling and incineration), the product’s lower heating value, and percentages indicating how much of the product is landfilled, incinerated, or recycled. Crucially, the EoL details are connected to an overarching LCI database, which links back to the product.
Similarly, the “transport scenario” addresses the movement and logistics surrounding the product. It details the percentage of the product transported under various circumstances, such as directly to the construction site or via a supplier, and the distances involved in these transports. Again, this scenario is tied to the same LCI database, ensuring that transportation’s environmental ramifications are incorporated into the product’s profile. The LCI Database serves as a rich reservoir of background LCI data. It captures crucial details such as technosphere and biosphere flows, and uncertainty distribution types.
On the far right, the “Service Life Scenarios” delve into the expected longevity of the product. With a range of service life data, from maximum and minimum to various quartiles, it provides a multifaceted view of the product’s durability. This section’s data, too, flows back into the central “Product” database, adding another dimension to our understanding.
2.2 Recovery potential assessment
2.2.1 Constructing a disassembly network
The second phase (Step 1 in the recovery assessment phase of Fig. 1) of the method centers on the creation of the DN, and this is achieved using a specialized Python library designed for constructing directed/undirected network graphs (Aric et al. 2004). The primary aim of this network is to identify and depict the relationships and dependencies within the building system being studied. We use the DN as a systematic tool to visually structure and navigate the complexity of product connections within the system.
The concept of the DN is based on several previous studies (Bernstein et al. 2012; Denis et al. 2018; Durmisevic 2006; Sanchez and Haas 2018; Smith et al. 2012; Smith and Chen 2011; Vandervaeren et al. 2022; Yu 2017) and provides a robust blueprint for portraying the dependencies within a given system. This methodology has proven invaluable in representing complex systems in an intuitive, graphical form, making the disassembly process more comprehensible and manageable.
In constructing the DN, we focus on the “parent-child” relationships among the products. This nomenclature was inspired by the work of Formentini and Ramanujan (2023). Within this framework, a “parent product” is a product that supports or otherwise interacts directly or indirectly with another product, referred to as the “child product”. A child product depends on its parent product for structural support or access. The fundamental idea behind the construction of the DN is to map the disassembly sequence to clarify the relationships between the products and the disassembly sequence. Each product in the building system under analysis is treated as a separate entity, or node, in the network.
Each node corresponds to a unique product, and each relationship or dependency is represented as an edge connecting the nodes. The direction of the edge represented by the arrow indicates the direction of disassembly, as shown in Fig. 3. For example, Beam (B1) and Column (C1) are considered two unique nodes in the D. The Edge C1-B1 represents the dependency between C1 and B1, where C1 is the parent product and B1 is the child product. This is further emphasized by the arrow direction. The arrow points from the parent product to the child product, indicating the disassembly direction. In this case, it means that B1 needs to be removed before C1 can be removed.

Example of a DN on a hypothetical case
The value of such a network becomes evident when considering the complexity and interrelatedness of building systems. A building is more than just a collection of individual products; it is a system of systems where each product can have multiple dependencies (Vandervaeren et al. 2022), both upstream and downstream.
2.2.2 Disassembly network assessment
In the second step (Step 2 in the recovery assessment phase of Fig. 1), we categorize interdependencies into structural and accessibility dependencies. Structural dependencies (SD) refer to the physical connections between products, while accessibility dependencies (AD) involve products that are not physically connected but may obstruct or facilitate the disassembly of other products (Vandervaeren et al. 2022). We evaluate each SD between products in the building system based on four indicators: connection type, connection access, form containment, and crossings. This assessment enables using a numerical value to the connections, ranging from 0.1 to 1, using fuzzy number logic based on the work of Cottafava and Ritzen (2021), Durmisevic (2006), van Vliet (2018), and Verberne (2016). The higher the value, the higher the DP of the SD.
We assess the four indicators mentioned earlier for each SD. Connection type values were assigned based on the ease of disassembly. For example, magnetic connections receive a value of 1, and hard chemical connections have a value of 0.1. Connection access, form containment, and crossings were similarly evaluated based on their influence on the disassembly process; the used values are shown in Fig. 4.

Fuzzy number-based assessment of structural dependencies
We then calculate the DP of each SD by using a weighted average approach as given in Eq. 1. However, due to the lack of information on the relative importance of each indicator of Fig. 4, we set all the weights to 1. This provides a single value between 0.1 and 1, representing the overall DP of that specific SD. We then followed a cut-off approach, where any SD with any indicator value of 0.1 was categorized as non-disassemble. The cut-off approach ensures that unrealistic scenarios are avoided. For example, if two products are glued together using a hard chemical glue, the DP would be 0 regardless of the other indicators. The cut-off and DP calculation algorithm are shown in Fig. 5.

Algorithm for performing the calculation of the disassembly potential for each structural dependency
where i is each indicator (connection type, connection access, crossings, and form containment).
Figure 6 presents a stylized example of an application of the DN assessment on the same structure shown in Fig. 3, with the physical structural system removed to emphasize the network graph and the evaluated dependencies. In this figure, each node represents a unique product within the building system, and each edge, marked by arrows, signifies the relationship or dependency between two products.

Application of disassembly network assessment
2.2.3 Product disassembly potential
In the third step (Step 3 in the recovery assessment phase of Fig. 1), we transition from assessing interdependencies or edges of the DN to aggregating the results to the DP for each individual product in the building system. A critical part of this stage involves distinguishing between base and auxiliary products. Base products serve as the foundation or starting point for assembling various components in a building (Durmisevic 2006).
Base products, which are the primary structural and functional components of a building, are largely impacted by other base products because their mutual dependencies greatly influence the overall stability, functionality, and DP of the building system.
On the contrary, auxiliary products, which play secondary roles within the structure, can be affected by both base and auxiliary products. However, auxiliary products often provide more flexibility during disassembly, as their removal or alteration generally does not compromise the DP of the critical base products. This distinction is key because it highlights the need for a comprehensive approach to DP evaluation that fully acknowledges the intricate interdependencies and variable influences among the base and non-base products in a building system.
When we evaluate the DP of a particular product, we pay special attention to the nature of its interdependencies. For instance, if a parent base product depends on a child auxiliary product, this dependency should not significantly influence the DP evaluation of the parent base product. This is because removing or altering the child product is unlikely to substantially impact the DP of the base product. For example, if we consider a relationship between a parent base product (such as a wall) and a child auxiliary product (such as a railing), the SD of the railing on the wall should not be factored into the DP assessment of the wall. This is because the railing can be disassembled/demolished without significantly affecting the wall.
The DP of a given product is determined by calculating the average of the DPs of each SD associated with that product based on Eq. 2. This approach ensures that the overall DP of a product incorporates the cumulative DP of all its associated SDs, thus providing a more comprehensive view of its fit within the broader DN.
where \({DP}_{T}\) is the DP of the target product, \({DP}_{b}\) is the DP of base children products, \({DP}_{a}\) is the DP of auxiliary children products, \({n}_{b}\) is the number of base children products, and \({n}_{a}\) is the number of auxiliary children products.
Equation 2 emphasizes the significance of product classification when assessing DP. If assessing a base product, only base SDs are considered. In contrast, auxiliary product assessment involves considering all related SDs, both base and auxiliary.
2.2.4 Recovery potential assessment of products
In the fourth step (Step 4 in the recovery assessment phase of Fig. 1), we shift our attention to the RP for each product. This measure represents the likelihood that a product can be recovered fully intact during the disassembly process, preserving its potential for future reuse. Given the lack of empirical data on the relationship between DP and RP, we turn to a flexible model, as depicted in Eq. 3.
This equation allows us to account for material-specific properties that may influence the RP of different construction products given their DP. The reason for this nuanced distinction between DP and RP is that disassembly is a necessary step for recovery. However, some types of products can be more fragile than others; in other words, we must consider material characteristics to generalize that at a specific DP, a product can be recovered. By adjusting the constants a, b, c, and d based on the characteristics and behavior of different materials, we obtain a more realistic and adaptable model that captures the complex interplay between DP and RP. This flexibility ensures that the model remains relevant and accurate across a range of construction products with varying attributes.
where RP is the recovery potential of a product; DP is the disassembly potential of a product; and a, b, c, d are constants based on product properties.
To determine these constants, we apply a non-linear least squares regression using the Levenberg-Marquardt algorithm (Moré 1978). The optimization searches for the best-fit parameters that describe the relationship between the input and output variables, which can be used to predict or to gain insight into the underlying relationship between the variables (RP and DP). Building on Durmisevic’s work (2006), we consider three scenarios reflecting different relationships between DP and RP:
-
1.
S1 – (S-curve) Approach: Based on Durmisevic’s assumptions, this scenario presents an approach, where:
-
High DP (greater than 0.67) results in less than 25% waste produced during deconstruction.
-
Medium DP (between 0.33 and 0.66) leads to a waste percentage of 25–80%.
-
Low DP (less than 0.33) sees waste production higher than 80%.
It models a situation where initial improvements in DP rapidly increase the RP, but beyond a certain point, further improvements in DP do not significantly increase the RP.
-
-
2.
S2 – Semi-linear approach: This scenario assumes a linear relationship between DP and RP. Every increase in DP directly corresponds to an increase in RP.
-
3.
Cutoffs approach: These eight scenarios indicate that the RP drops to zero beyond a certain DP. This might be relevant if there are stringent constraints that make recovery impossible beyond a certain point.
These 10 scenarios serve as the basis for creating various hypothetical situations (illustrated in Fig. 7), demonstrating differing degrees of sensitivity to DP, offering a broad perspective on how DP affects RP under a variety of conditions. The constants for each curve, derived from our non-linear least squares regression, can be found in Supplementary Information A.

Curves for the relationship between DP and RP at the product level
One of the main benefits of this approach is its flexibility, which allows for a wide range of possible relationships between DP and RP to be modeled. This flexibility acknowledges the varied nature of product types and properties, recognizing that the link between disassembly and recovery may differ across products.
Moreover, our approach utilizes expert knowledge in the field, specifically the work of Durmisevic (2006). By adopting Durmisevic’s assumptions to model the S curve relationship, we incorporate the understanding that initial enhancements in DP can lead to significant increases in RP, although these improvements may gradually reach a plateau. Our method also provides preparedness for a variety of scenarios. By considering different hypothetical situations, we gain a broad perspective on how DP might influence RP under diverse conditions. This strategy not only prepares us for numerous scenarios, but also provides a robust foundation to respond adaptively as more data become available.
Our utilization of non-linear least squares regression ensures that we obtain the best-fit parameters to describe the relationship between DP and RP. This mathematical technique offers a data-driven way to refine our model, improving its accuracy as more empirical data is gathered. Even though there may not be enough empirical data at present, the established relationship between DP and RP within our model allows us to make predictions. In the sensitivity analysis, we will show how changes in DP might impact the RP in order to verify the robustness of our main findings.
2.2.5 Material flow analysis
MFA (Step 5 in the recovery assessment phase of Fig. 1) is a crucial aspect of this study, conducted on a product-by-product and year by year basis. This method enables an exhaustive life cycle analysis for each product by constructing a detailed narrative of the product’s material flow. The MFA considers the service life of both the product and the building and the RP. Its supporting algorithm’s outline is depicted in Fig. 8.

Algorithm for generating MFA based on RP
At the onset of the MFA, the material flow begins at year zero, representing the initial placement of materials during the construction phase. The primary consideration at this stage is the calculation of the number of times a product would need to be replaced during the building’s service life. This calculation, derived from the service lives of the building and the product, provides the basis for subsequent analyses and enables temporal tracking of material flows.
Given a building and product with service lives of 50 and 25 years, respectively, the product will require replacement once at the 25-year mark. To identify the specific years when product replacements would occur, the formula shown in Eq. 4 is used.
where \({R}_{y}\left[i\right]\) refers to the i-th replacement year and \(i\) ranges from 1 to the ceiling of the ratio of building service life to product service life minus 1 (initial placement).
Equation 4 delineates that the i-th replacement year within a building’s lifespan is determined by multiplying the integer value i with the product’s service life, where i spans from 1 to the rounded-up quotient of the building’s service life divided by the product’s service life, decreased by one, capturing the periodicity and total number of product replacements throughout the building’s lifecycle.
A substantial complexity layer of the MFA emerges when considering interactions between parent products and their downstream child products. Following the flow of Fig. 8, suppose a parent product is scheduled for replacement during a specific year. In that case, the analysis proceeds to investigate all its associated child products. If a child product is also due for replacement in the same year, it is bypassed, as it would be replaced regardless. However, if the child product is not due for replacement, the algorithm then evaluates its RP. A product that cannot be disassembled requires full replacement, which contributes to the total material flow. Conversely, a product that is capable of disassembly propels the algorithm to calculate a probabilistic material flow based on RP. The probabilistic material flow process is reminiscent of a Monte Carlo (MC) simulation. It involves a random draw from a uniform distribution between 0 and 1, repeated multiple times with each draw recorded. A number less than the RP indicates successful disassembly, and no additional material is added to the material flow. If the number exceeds the RP, the product is assumed to be demolished and replaced.
Despite sharing similarities with an MC simulation, this process is distinct due to its binary outcomes; either the product is recovered fully intact, or it is not recovered. This reflects the real-world scenario where a product, given certain conditions, will either be recovered or not, unlike typical MC simulations that draw random values from a distribution of possibilities, resulting in a spectrum of outcomes. This method effectively captures the unpredictability of real-world product recovery. All random draws are recorded, creating a probabilistic material flow over the life cycle of the building that embodies the inherent variability and uncertainty in the product recovery process. More specifically, the probabilistic material flow analysis ultimately generates an array of size equal to the number of draws by summing horizontally across the result of the probabilistic MFA for each time a product can be recovered. Each row in the resulting array represents the mass flow for a given product over the building lifecycle, which is either a zero or any discrete number of times the product can be replaced over the course of the building lifetime, including at the end of the building’s service life, multiplied by the mass of that product.
At the end of the building’s service life, the entire process is repeated, assuming that the whole building will undergo selective disassembly. Products that can be disassembled and have residual service life are assumed to be recovered for further use. Those that cannot be disassembled are assumed to be demolished and downcycled. Similarly, during the building’s lifecycle, products that cannot be recovered are assumed to be demolished and downcycled. If recovery is possible, the product is assumed to be recovered and reused or repurposed on-site.
2.3 Material flow analysis and life cycle impact assessment
2.3.1 Life cycle impact assessment
The LCIA quantifies the potential environmental impacts on specific impact categories of a product throughout its life cycle (EC et al. 2010). The LCIA is executed for each distinct stage of the life cycle based on the data provided by the LCI. For each life cycle stage—production, transport, use, and EoL—a unique LCI is derived. These LCIs are extracted during the second step of our inventory analysis (Section 2.2.1). This systematic approach to LCIA enables us to track and quantify the environmental impacts at every stage of the product’s life cycle.
Following the construction of the LCIA for every single declared unit at each life cycle stage, the total LCIA for each product is calculated by multiplying the median value of the material flow from the MFA by the LCIA of one declared unit (Eq. 5).
where \({I}_{k}\) represents the total environmental impacts of the kth impact category of a life cycle stage, \({LCIA}_{k}\) is computed as the product of the impact of the kth impact category per one declared unit, and \({MFA}_{{\text{median}}}\) represents the median total material flow in the declared unit.
The probabilistic MFA generates an array of possible values, reflecting the potential variability in material flows across different scenarios and stages of the life cycle. In the context of our analysis, choosing the median value over the mean serves the purpose of maintaining mass balance. This is because the median, as the middle point in a distribution, identifies an actual mass flow rather than an average and, consequently, potentially hypothetical value over the array of possible mass flows. Note that we made the outcome of the RP assessment binary; in other words, each material flow related to a product is fully recoverable or not at all.
2.4 Interpretation
2.4.1 Uncertainty analysis
Understanding the inherent uncertainty in LCA is paramount for improving the reliability of the results and guiding decision-making processes (Inti et al. 2017). In this section, we elaborate on the procedures used to handle uncertainty within our model, primarily focused on two components: the MC LCIA and the MC MFA.
In the context of our model, the LCIA provides a deterministic account of environmental impacts associated with one unit of a product through each life cycle stage. However, in the real world, variations are unavoidable due to changing operational conditions and technologies. Therefore, the LCIA values are subject to a degree of uncertainty stemming from these variables, which we capture using a traditional MC simulation (Sonnemann et al. 2003). The MC LCIA provides an analysis that incorporates uncertainties associated with technosphere and biosphere inputs and with impact category characterization factors and reflects them in the outputs as a distribution of potential impacts rather than a single deterministic value. In parallel, the probabilistic MFA generates an array of possible values, reflecting the potential variability in material flows across different scenarios and stages of the life cycle. Here, we make use of this information, whereas the median material flow for a product was used to obtain baseline results.
As such, we construct a three-dimensional matrix that integrates uncertainties from both MFA and LCIA. We accomplish this through a matrix operation using each realization of MC MFA and MC LCIA, leading to a comprehensive distribution of possible environmental impacts. This operation is represented by Eq. 6:
where \({LCIA}_{j,k}\) is computed as the product of the jth draw from the distribution of the kth environmental impact category.
-
\({MFA}_{i,\mathrm{0,0}}\) represents the different realizations (i) of the probabilistic MFA for a given product. Its unit is kg.
-
\({I}_{j,k,i}\), therefore, represents the total potential environmental impact score of a product over the building’s service life.
In this equation, \({I}_{j,k,i}\) represents the total environmental impact owing to a product for each realization from the MFA and each impact category from the LCIA. This process effectively creates a three-dimensional matrix where each dimension represents a realization from the MFA, a realization from the LCIA, and an impact category from the LCIA. Therefore, each element in this matrix represents a potential total environmental impact value considering all possible combinations of LCIA and MFA uncertainties. By performing this operation, we generate a detailed representation of the uncertainty associated with each product’s environmental impact throughout its life cycle. This matrix provides an understanding of the environmental impacts associated with our product’s life cycle that is much more detailed and comprehensive than a deterministic analysis. This uncertainty analysis informs decision-makers about the level of confidence they can have in the results of the LCA (Bamber et al. 2020) and where efforts could be directed to reduce uncertainty.
2.4.2 Hotspot analysis
The hotspot analysis provides insights into the areas of the life cycle with the most significant environmental impact, which helps identify opportunities for potential improvements. As a hotspot analysis at product level would be cumbersome to interpret, owing to the number of products being modeled, we decided to dissect the environmental impacts across the various life cycle stages and building layers. Although this provides a less granular view, we believe that it still provides a sufficiently informative understanding of the environmental performance of the building, while being more parsimonious.
Building assemblies in our analysis are categorized into distinct horizontal layers following Brand’s concept of building “shearing layers” (Brand 1995), which are functionally grouped as described in Soust-Verdaguer et al. (2023). These layers typically include structure, space plan, skin, and services, each of which serves a distinct purpose within the building system and has different life spans and environmental impact profiles. The structure layer, which is typically the most permanent and resource-intensive, includes components like the foundation and load-bearing elements. The space plan layer comprises more flexible elements like partitions and interior layout features. The skin layer encompasses the facade and other external elements, while the services layer contains the mechanical, electrical, and plumbing systems. Each of these layers contributes differently to the life cycle stages of production, transport, use, and EoL. For example, the structure layer may have significant impacts on the production and EoL stages due to its resource-intensive nature and the difficulty in reusing or recycling some of its components. The services layer, on the other hand, may contribute significantly during the use stage due to energy consumption. Understanding these nuances allows us to better target interventions for reducing environmental impacts.
2.4.3 Sensitivity and robustness analyses
Sensitivity analysis and robustness analysis are critical techniques used in LCA studies to ascertain the reliability and stability of results. In essence, sensitivity analysis investigates the effect of changes in individual parameters on the overall LCA outcomes, for example by employing the one-at-a-time (OAT) method. Here, one parameter is adjusted while others are held constant to understand the distinct influence of that particular parameter (Baaqel et al. 2023). On the other hand, robustness analysis evaluates the consistency of the primary findings across various scenarios. In our study, this robustness analysis was particularly pertinent for examining the stability of our findings across different SL and RP curve scenarios. Our core objective was to explore whether overlooking the interdependencies of building products in LCA would lead to discrepancies in results. Understanding the influence of various parameters on the calculated environmental impacts of a building system is pivotal in refining the LCA methodology and demonstrating the reliability of results. Sensitivity and robustness analyses form a key part of this understanding (Chouquet et al. 2003). These analyses make it possible to verify whether the results obtained are robust against variations in these parameters (Buyle et al. 2018). This section will focus on two key parameters: (1) the SL of the products and (2) the scenario depicting the relationship between DP and RP.
First, the SL of individual building products within the building system also plays a significant role in determining the overall environmental impacts. Similar to the building’s service life, the service life of products influences the frequency of replacement required, which affects the life cycle stages of the products. Products with a longer service life may reduce environmental impacts by requiring fewer replacements and, in turn, secondary replacements, leading to less production and transportation-related impacts. By conducting a sensitivity analysis of the product’s service life, we can identify products for which a small change in service life can result in a significant change in the total environmental impacts. Such products are prime targets for design optimization to increase their service life. Conversely, the analysis can also reveal products whose environmental impact is relatively insensitive to their service life, indicating areas where efforts to increase durability might not yield substantial environmental benefits.
Secondly, we also conduct a detailed investigation of the scenario defining the relationship between DP and RP. Given the intricate link between these two parameters, understanding their interplay is vital to our overall assessment. We account for the lack of empirical data on the relationship between DP and RP by employing a series of hypothetical scenarios that describe this relationship differently, which are S1, S2, and the eight cut-off approaches discussed in Section 2.2.2. By examining these different scenarios, we gauge how the interplay between DP and RP under diverse conditions influences the results for each impact category. This helps us to identify which scenarios are most sensitive and therefore require the most attention. Additionally, by comparing the results obtained from these varying scenarios, we also assess the robustness of our study, ensuring its reliability despite the uncertainties involved.
3 Case study
The case study of interest in this research is a 150 m2 single-family house built in 2018, shown in Fig. 9. It is situated in the Netherlands and is characterized as a ZEB. This case study has been selected for a variety of reasons, primarily its design, construction method, and environmental impact.

BIM exploded view of the case study building
The architectural design of the house incorporates several sustainable construction principles. It has been designed with future disassembly in mind, employing DfD principles. This aspect is crucial to this study, as it enables the exploration of how these principles affect the building’s overall environmental impact, especially during the EoL stage and replacements. Moreover, it aids in understanding how optimization of the DfD aspects might further improve the environmental performance of each of Brand’s shearing layers. The construction of the house is guided by passive house principles, which emphasize energy efficiency in the building design and reducing the building’s environmental footprint. This attribute of the house makes it a fitting subject for the LCA, given our focus on embodied impacts.
In terms of construction materials, the house mainly utilizes concrete and steel products for its structural elements, while the façade is constructed from composite materials. These materials, commonly used in modern construction (Allen and Iano 2019), offer a representative overview of the environmental impacts typically associated with building material production, transportation, and end-of-life. Studying their use within the case study building can provide broader insights that are applicable to many other buildings. Most notably, the ZEB house is primarily characterized by its embodied environmental impacts rather than operational impacts. The choice of a ZEB aligns perfectly with the focus of this research, which seeks to investigate these embodied impacts in detail.
4 Results and discussion
4.1 Goal and scope
4.1.1 Goal
The study’s primary objective is to showcase the extent to which ignoring interdependencies and future RP influences environmental impact estimates resulting from LCA. At the same time, by applying the method to a ZEB case, we make sure that our supporting Python library is fully functional.
To this end, we introduce two scenario’s besides the as-is or BAU evaluation of the ZEB. In an HDP scenario, we modify the building’s connections to be fully disassemblable, in other words a DP score of 1. The HDP model represents an optimistic scenario where we emphasize easy disassembly. This mirrors the contemporary approach to LCA. Historically, traditional LCAs operate on the assumption that each product exists in isolation, unaffected by the dynamics of replacements in the system. Conversely, the LDP scenario represents a more conservative approach. It is conceived by reducing the ease of disassembly in the building’s connections, without a thorough assessment of the structural implications. In other words, the DP was set to its minimum value.
The inclusion of these scenarios allows us to explore the environmental impacts of differing DPs. It is worth noting that while the HDP and LDP were crafted by tweaking connection values, the emphasis was on environmental outcomes rather than structural soundness.
In essence, the scenarios are built to better understand how varying DP impacts the environmental footprint of a building. Ultimately, a sensitivity analysis helps to identify the critical parameters that significantly influence the results, ensuring a comprehensive understanding of the methodology’s robustness.
4.1.2 Scope
We adopted the modular structure prescribed by EN 15804 (CEN 2019) to demarcate the building’s life cycle. As illustrated in Fig. 10, Module A emphasizes the production of the building, capturing the entirety of material flows essential for the construction phase. Module B delves into the building’s use phase, encapsulating the materials introduced during this period, such as replacements or refurbishments that sustain the building’s function. Module C homes in on the EOL phase, accounting for all materials that leave the building system due to various methods such as disposal or recycling. The final segment, Module D, underscores the avoided impacts, presenting potential environmental advantages derived from the post-EoL recycling or reuse of materials. In this analysis, we have included Modules A1-A4, B4, C2-C4, and D, while the other modules were left out due to data constraints.

Modular structure of building product’s life cycle stages based on EN 15804
4.2 Life cycle inventory analysis
Detailed datasets were obtained for different life cycle stages, namely, production, transportation, EoL processes, and potential benefits from recycling or incineration. For production, the primary data source was the Environmental Product Declarations (EPD) supplied by the construction company. These EPDs were instrumental in delineating the materials and processes for the manufacturing of each building product. For the sake of parsimony, we have, in certain cases, defined multiple of the same products as a single, uniquely identified product. If this was done, the resulting mass and impacts are set equal to the mass and impacts resulting from one product times the number of products that were aggregated into a uniquely identified product. We have only considered this simplification if it does not affect the evaluation of the dependencies. Consequently, the obtained results are identical to the ones that would be obtained with more disaggregated data, but with fewer input records. The latter is important as, later on, the multiple simulations put considerable strain on a regular laptop’s memory/RAM.
With this input data in hand, we reconstructed the corresponding LCIs using the Ecoinvent v3.8 database (Ecoinvent 2021). This reconstruction allowed us to identify equivalent LCIs in the database, ensuring that our study was grounded on well-recognized, standardized metrics. Transportation parameters (such as transport distances and type) were sourced from the MMG methodology (TOTEM 2021), which is a Belgian integrated LCA approach that offers generic LCI datasets along with a normalization and weighting approach for LCA. In our study, the MMG methodology was utilized for its comprehensive transport scenarios. This involved using its detailed database for average transport distances and vehicle types (such as large, medium, or small trucks) for the conveyance of materials from production sites to construction sites and from demolition sites to sorting facilities. This data proved crucial in accurately modeling the transport parameters within our life cycle inventory analysis.
For EoL sorting datasets, we used the Ecoinvent database to find the closest matches to the types of products used in the construction. We assumed that all products would be subjected to sorting and transportation at the EoL, irrespective of the scenario. A similar logic was applied to find the closest matches in Ecoinvent for landfill and incineration datasets. When modeling the default EoL scenario, which we assumed to be demolition, we consulted the product environmental footprint (PEF) documentation (EC 2019). The PEF provides average values for probable EoL scenarios in the EU, describing the percentages of specific products that are typically recycled, landfilled, or incinerated. This served as a foundational dataset for our default EoL scenario.
To model the environmental benefits at the EoL, we consulted existing literature and EPDs to gather data on recycling processes. Our aim was to identify the types of materials that products are commonly recycled into and the environmental benefits of their substitution in new products. In cases where specific information about recycling or substitution was unavailable, we assumed that recycled products would replace the same materials from which they were originally made. Moreover, we assumed that the environmental impact of the recycling process would essentially mirror that of the original production process, except for the replacement of raw materials. To capture incineration’s benefits, we utilized the lower heating value of materials sourced from the Ecoinvent database.
4.3 Recovery potential assessment
The assessment of the RP started with the task of determining the DP for each product based on the DN of the BAU scenario of the building. The construction company supplied two distinct BIM models. The SketchUp (Trimble 2023a) model primarily addressed the architectural nuances, while the Tekla model (Trimble 2023b) was oriented towards structural analysis. These models, in conjunction with the detailed construction plans, served as the primary reference points for our evaluation. They offered a granular view of the building’s design, components, and their interconnections.
To further enhance the accuracy of our assessment, we also utilized photographs taken during the construction process. These images were instrumental in identifying specific elements such as connection types, connection access, form containment, and crossings. Such visual aids provided a more tangible understanding of the building’s assembly process and the intricacies of its components. Our input was not solely reliant on these digital and visual resources. We collaborated closely with the company’s engineers, especially in instances where the plans, BIM models, or photographs posed ambiguities. Their expertise and first-hand knowledge of the building’s design and construction process were pivotal in clarifying doubts and ensuring a more accurate evaluation.
Practically, the DP assessment was done based on the output of the Python model, which provides a CSV file containing all the dependencies in the building system, amounting to 709 interdependencies (edges) for 335 products (nodes), shown in Fig. 11. We first categorized the dependencies into SD and AD and then assessed the connection type, connection access, form containment, and crossings for each SD. The Tekla model proved invaluable for the differentiation between base and non-base products. Given its emphasis on structural details, the model facilitated the identification of primary structural and functional components (base products) and their auxiliary counterparts. We loaded the CSV file back to the Python model to finalize the assessment.

DN of the BAU case study
Despite being grounded in empirical data and expert insights, the assessment of DP still harbors a degree of subjectivity. For instance, the evaluation of connection access can vary based on an engineer’s perspective and interpretation.
Upon obtaining the DP values by applying the DP algorithm as shown in Fig. 5 and Eq. 2, we proceeded to estimate the RP for each product using the designated equation (Eq. 3). A timeline was constructed for the building’s life cycle, commencing at the point of construction and culminating at the assumed EoL at 60 years. To determine the SL of products, we relied on the median value sourced from Goulouti et al. (2021). This data, in conjunction with insights from the DN, enabled us to pinpoint, within the 60-year timeframe, the specific moments when each product would necessitate replacement using and which products would need to be disassembled or removed to facilitate such replacements using the DN.
4.4 Life cycle impact assessment
The LCIA was conducted using the EF v3.0 EN15804 method (EC 2016). This method evaluates 19 distinct impact categories, providing a comprehensive assessment of the environmental impacts of the building products. Given the built environment’s substantial contribution to global GHG emissions and its pivotal role in climate change, our analysis focuses on global warming potential (GWP). However, the results for the 19 impact categories are included in Supplementary Information B. Utilizing the default assumptions, being the S1 curve for the relationship between DP and RP, and median product SL. We conducted a comparative analysis of the GHG emissions across the three building scenarios: BAU, HDP, and LDP.
Table 1 presents the GWP measured in kg CO2 eq./m2/year for the three building scenarios across their included life cycle stages. The area of the building is 150 m2, and the assumed SL of the building is 60 years. For the BAU scenario, the impact is 13.93 kg CO2 eq./m2/year, highlighting the current state of emissions for the building. In comparison, the HDP scenario, optimized for high DP, resulted in 9.99 kg CO2 eq./m2/year, which showcases the potential reductions or increases in emissions when prioritizing sustainable design and construction. This signifies that the HDP scenario brings about a relative reduction of 28.29% in emissions compared to the BAU scenario. Using the HDP as a benchmark, we can draw parallels with the traditional LCA methodology that tends to overlook product interdependencies. By this comparison, the conventional LCA approach might have omitted nearly 28.29% of the GWP, predominantly arising from secondary replacements. As discussed in Section 4.1.1, the reason why we can draw conclusions from the HDP scenarios with the traditional LCA method is that the model essentially behaves the same whether we assume that every single product can be disassembled and fully recovered (that is, HDP) or every product is in isolation (that is, traditional building LCA).
Conversely, the LDP scenario, with its conservative approach, registered 15.76 kg CO2 eq./m2/year, offering insights into the emissions when ease of disassembly is not a primary design consideration. Relative to the BAU, this indicates a 13.16% increase in emissions, and when compared to the HDP, it represents a significant increase of 41.46%. The disparities in emissions between the three scenarios underscore the tangible impact of design and construction decisions on a building’s environmental footprint.
The potential for reducing embodied GHG emissions becomes more pronounced when considering the EoL substitution benefits (Module D). Under the assumption that all recovered products will be reused, the HDP scenario demonstrates a substantial decrease, reaching 2.93 kg CO2 eq./m2/year. This represents a 67.70% reduction compared to the BAU’s 9.07 kg CO2 eq./m2/year. On the other hand, the LDP scenario, with its more conservative design approach, records an emission of 13.23 kg CO2 eq./m2/year, a 45.94% increase from the BAU. For the BAU scenario, even if the products are downcycled at the EoL, the impact remains lower than the LDP at 11.56 kg CO2 eq./m2/year; this is due to the benefits of avoiding secondary replacements in the B4 phase.
These findings emphasize the significant environmental benefits that can be achieved through design strategies that prioritize disassembly and reuse, especially when the potential EoL benefits are taken into account. While this serves as a best-case scenario and might not reflect actual practices, it still paints a compelling picture.
4.5 Interpretation
4.5.1 Uncertainty analysis
As the building progresses through its lifecycle, the certainty associated with material flows diminishes. The primary concern here is the unpredictability surrounding the disassembly of specific products. Even if a product is designed with disassembly in mind, there is no guarantee that it will be disassembled fully intact and without damage during its lifecycle. This introduces a probabilistic element to the material flows in the subsequent life cycle stages. Consequently, while Module A remains unaffected by this form of uncertainty, the subsequent stages, which account for the use, maintenance, and end-of-life of the building, are subject to these probabilistic variations. In essence, while the initial construction phase (Module A) has a more deterministic nature, the subsequent stages introduce layers of complexity and uncertainty due to the dynamic nature of building usage and the unpredictability of product disassembly outcomes. Recognizing and accounting for these uncertainties are crucial for comprehensive and credible LCAs.
We stored the results of the uncertainty analysis for each life cycle stage and building scenario. The results are essentially arrays of dimensions (100, 19, 100). Here, the first dimension of 100 represents the MFA simulations, the 19 corresponds to the distinct impact categories, and the final 100 encapsulates the LCIA simulations. This structure allowed for a comprehensive representation of the uncertainties across multiple facets of the study. The resulting boxplots, which are given for each life cycle stage, are presented for the three scenarios in Fig. 12. Note that the Y-axis is different for each plot. The product stage, defined by A1A3 (production) and A4 (transport), is fairly consistent across all three building scenarios. Interestingly, the minor variations observed in these stages are not due to differences in materials or design choices, but are attributed to random errors emanating from the MC LCIA simulations. These errors are expected to diminish with a greater number of simulations, offering more accurate and consistent results.

Uncertainty analysis of GWP results measured in kg CO2 eq./m2/year for the three building scenarios using S1 curve and median SL of products
The real differentiation emerges during the B4 phase (replacements). Here, the data show significant variations in environmental impacts across the three scenarios. HDP, being a best-case scenario where products are designed for maximum recoverability, shows the smallest spread in values. This means there is a high certainty that HDP products will be recovered, requiring fewer replacements. On the contrary, both LDP and BAU scenarios demonstrate larger spreads, indicating higher uncertainties regarding product recoverability. LDP, which leans towards less optimized dismantling, has an increased spread compared to HDP. This trend of uncertainty is also reflected in the EoL stages. In C2 (Transport at EoL), C3 (Sorting), and C4 (Landfill), the impacts of the varying degrees of certainty in product recovery between HDP, LDP, and BAU are evident. Given HDP’s optimized design, there is a higher likelihood of sorting and transporting fewer products to landfills. Conversely, LDP and BAU, with their higher spreads in the replacement stage, likely contribute more to landfill and associated environmental impacts.
Lastly, we come to the D stage, concerning product recovery. The data reflect two contrasting scenarios: one showcasing a worst case scenario where products are downcycled at the EoL even if recovered (D recovered but downcycled) and another showcasing a best case scenario where recovered products are reused (D recovered for reuse). LDP has a prominent credit in the downcycled segment, stemming from the fact that LDP sees more products replaced during its lifecycle, which leads to greater benefits when these products are recycled, albeit in a downcycled manner. For further information, a table showcasing the full uncertainty statistical analysis can be found in Supplementary Information C.
4.5.2 Hotspot analysis
An environmental hotspot analysis was conducted for the BAU scenario, assuming the median SL scenario and the S1 curve for the RP, categorizing products into four distinct layers—structure, space plan, skin, and services—based on Brand’s shearing layers. This methodical framework facilitates a detailed examination of the environmental performance of different components and systems within the building.
The results in Fig. 13 suggest a preponderance of the structure layer’s contribution to the GWP across multiple life cycle stages of the building. The significant environmental impact of the structure layer is particularly evident in the A1A3 and A4 phases, underscoring its role in the building’s environmental footprint. The skin layer, with an impact of 8056 kg CO2 eq. in the A1A3 phase, which account for 15.1% of GWP of that stage, showcases, on average, the second largest environmental footprint. However, when considering the end-of-life stage with its recovery benefits, the skin layer’s environmental impact decreases, highlighting the potential benefits of material recovery strategies.

Hotspot analysis—contribution of each brand layer to GWP of each life cycle stage using S1 curve and median SL of products
The space plan layer registers a high environmental impact during the B4 stage, with a GWP of 15,998 kg CO2 eq. Despite considering end-of-life recovery benefits, the cumulative impact of the space plan layer remains high, emphasizing the importance of sustainable choices in interior space planning and design. Despite its mitigation potential at the EoL stage, the structure layer exhibits a pronounced environmental impact, specifically 36,589 kg CO2 eq. in the A1A3 stage. This emphasizes the need for innovative and sustainable building products to reduce its environmental impact.
Meanwhile, although the services layer has a lesser overall footprint than others, it shows a significant environmental contribution in the B4 stage, considering all layers when strategizing for comprehensive sustainability in building design. In our subsequent hotspot analysis, we took a comparative approach to delineate potential areas of improvement by setting the BAU scenario as a benchmark. This meant analyzing the differential impact of tweaking the DP of individual layers while keeping the others constant to the BAU configuration. The results of this comparison and hotspot analysis of HDP and LDP, which include 18 additional impact categories, can be found in Supplementary Information D.
4.5.3 Robustness and sensitivity analyses
In our robustness analysis, we investigated the consistency of the environmental benefits offered by HDP designs under various SL assumptions and with differing inclusion levels of Module D. Our study reveals that HDP designs typically result in lower embodied GHG emissions compared to BAU across a range of SL scenarios.
However, an exception arises in a specific case: when it is assumed that all products achieve their maximum possible service life and Module D is excluded from the analysis. Under these conditions, the consistent advantage of HDP designs becomes less evident. Despite this exception, the robustness of our findings extends across all 19 environmental impact categories evaluated in our study, indicating the significance of HDP designs in reducing environmental impacts. This comprehensive analysis highlights the importance of considering a wide range of life cycle stages, including those encapsulated in Module D, to fully capture the environmental benefits of HDP designs. For detailed insights into these analyses, including their impact across the various categories and scenarios, we refer to Supplementary Material E.
The heatmap presented in Fig. 14 demonstrates how variations in SL and RP curves can profoundly impact GWP outcomes. Our sensitivity analysis was designed to dissect the model’s reaction to these changes, considering their real-world variability. The heatmap represents the results of the OAT sensitivity analysis, offering insights into two specific system boundaries. The first system excludes the EoL recycling and reuse benefits (Module D), while the second assumes total product reuse upon recovery, incorporating these benefits. The GWP results with the exclusion of Module D show subtle changes, indicating sensitivity to different service life scenarios within this specific boundary. On the other hand, the introduction of the C8 scenario in the RP curve yields noticeable variations in GWP results, revealing its pronounced sensitivity irrespective of the boundary being examined. Further scrutiny shows that the RP curve’s relationship with service life scenarios and system boundaries is not straightforward. The effect of the RP curve fluctuates based on the SL scenario in play and is further influenced by the chosen system boundary. These observations stress the intricate relationships between the parameters and their collective impact on the environmental outcomes of building products. While the OAT method provides valuable insights into the individual influences of parameters, it is crucial to recognize its limitations. The method might not encapsulate the full picture when multiple parameters undergo changes simultaneously.

Heatmap of GWP outcomes across SL scenarios and RP curves. The terms “Min” and “Max” indicate the lowest and highest SL scenarios assessed, “Median” represents the midpoint of the data range, while “Q1” and “Q3” show the first and third quartiles, reflecting the data spread
5 Conclusion
In the rapidly evolving field of sustainable building design, the potential to mitigate the embodied environmental impacts remains a pressing area of investigation. Addressing these concerns, our research centered on unraveling the influences of product interdependencies in buildings on embodied environmental impacts, mainly GWP. Such a focus emerged from the recognition that many conventional LCAs do not capture the repercussions of these interdependencies and do not recognize the significance of EoL RP, which potentially leads to both an oversight in the embodied environmental impact assessment and an under-accounting of the potential benefits stemming from future recovery initiatives. The application of our method to a ZEB case study revealed a significant, often omitted, environmental impact of building products resulting from their interdependencies. We compared the findings of the BAU scenario, which represents how ZEB was designed and implemented in real life, to a HDP scenario that assumes every product in the building can be disassembled and recovered, which mirrors the traditional building LCA’s view on treating products in isolation. Accordingly, we determined that overlooking interdependencies in building LCAs can lead to an underestimation of embodied GWP by as much as 28.29%. If we neglect to account for the benefits of future product recovery, we are substantially underestimating the potential of DfD. When we incorporate EoL recovery benefits (Module D), particularly under the assumption that recovered products are reused in subsequent projects, a ZEB designed with specific DfD principles can achieve a reduction in embodied GHG emissions of up to 45.94% compared to a LDP design.
Using our proposed method, the GWP impact of our building case study stood at 13.92 kg CO2 eq./m2/year when excluding Module D. However, when considering the best-case scenario encompassing selective demolition and reusing recovered products, this value drops to 9.07 kg CO2 eq./m2/year, leading to significant environmental benefits. Standard demolition practices resulted in a slightly higher impact of 11.56 kg CO2 eq./m2/year. Our uncertainty analysis, which factored in various elements of unpredictability, placed the potential impact within a range of 12.571 to 15.978 kg CO2 eq./m2/year.
The hotspot analysis highlighted some stark realities about construction materials. Primarily, the structure layer, which is heavily reliant on concrete and steel, emerged as the primary contributor to environmental impacts. However, by comparing different scenarios, focusing on the adjustment of DP at the individual layer level, we found that the space plan layer holds substantial promise. It emerged as the component with the highest potential for curbing GWP, emphasizing the significance of informed interior design choices. Our findings are robust to variations in the relationships, with the notable exception of the C8 curve scenario, and the results demonstrate a pronounced sensitivity to product service life assumptions.
Building upon these findings, it is pertinent to recognize certain limitations and potential pathways for further research. The postulated connection between product DP and RP remains primarily theoretical. A promising avenue would be to develop material passports enriched with product-specific parameters. Such passports can elucidate the nuanced relationships between product assembly, disassembly, and the overarching RP, thereby refining assessments related to circularity within building systems. Furthermore, although the current SL scenarios are commonplace in building LCAs, they require more granular databases to cater to specific material types. Our system boundaries, which overlooked phases such as C1 and A5, could present consequential gaps. Especially in DfD-designed structures, variations in assembly/disassembly processes could be significant.
5.1 Future research
In exploring product reuse in more depth, it is vital to consider the actual wear and tear of products, known as their technical life, rather than just depending on SL scenarios based on data from demolitions. This is because the SL might not always match the real service life of a product. Looking at the costs of disassembly is also an important area for our next steps in research. By factoring in these disassembly costs into our methods, we can refine the accuracy of our approach. This will ensure that our environmental evaluations match real-world situations better, given that decisions about disassembly and recovery are often influenced by economic benefits.
BIM integration, with its vast potential, could be harnessed more effectively to assess recovery potentials within LCAs, driving enhanced efficiencies. Given the temporal nature of LCA, especially considering that EoL impacts manifest over extended durations, prospective LCAs can be instrumental. Such futuristic assessments, accentuated with evolving datasets, can cast a spotlight on the benefits spanning recovery, recycling, and other EoL processes.
Lastly, future research could extend the method presented in this paper to include ISO 20887:2020 principles focusing on remanufacturability and refurbishability. This integration will enhance our framework’s ability to assess lifecycle sustainability and resource efficiency in the built environment.
Data availability
The datasets generated and analyzed during the current study are available in the Supplementary Information.
Abbreviations
- AD:
-
Accessibility dependency
- BoM:
-
Bill of materials
- BIM:
-
Building information management
- BAU:
-
Business-as-usual
- DfD:
-
Design for disassembly
- DN:
-
Disassembly network
- DP:
-
Disassembly potential
- EoL:
-
End of life
- EPD:
-
Environmental product declaration
- MMG:
-
Environmental profile of building elements (English translation from Dutch)
- EU :
-
European Union
- GHG:
-
Greenhouse gas
- HDP:
-
High disassembly potential
- LCA:
-
Life cycle assessment
- LCIA:
-
Life cycle impact assessment
- LCI:
-
Life cycle inventory
- LDP:
-
Low disassembly potential
- MFA:
-
Material flow analysis
- MC:
-
Monte Carlo
- OAT:
-
One at a time
- PEF:
-
Product environmental footprint
- RP:
-
Recovery potential
- SL:
-
Service life
- SD:
-
Structural dependency
- ZEB:
-
Zero-energy building
References
AbuGhaida H, Ritzen M, Hollberg A, Lizin S (2023) Disassembly network based LCA. Zenodo. https://doi.org/10.5281/zenodo.8134985
Adams KT, Osmani M, Thorpe T, Thornback J (2017) Circular economy in construction: current awareness, challenges and enablers. Proc Inst Civil Eng Waste Res Manag 170(1):15–24. https://doi.org/10.1680/jwarm.16.00011
Alaux N, Saade RM, Hoxha M, Truger EB, Passer A (2023) Future trends in materials manufacturing for low carbon building stocks: a prospective macro-scale analysis at the provincial level. J Clean Prod 382:135278 https://doi.org/10.1016/j.jclepro.2022.135278
Allen E, Iano J (2019) Fundamentals of building construction: materials and methods. John Wiley & Sons
Antunes A, Martins R, Silvestre JD, Do Carmo R, Costa H, Júlio E, Pedroso P (2021) Environmental impacts and benefits of the end-of-life of building materials: database to support decision making and contribute to circularity. Sustainability 13(22):12659. https://doi.org/10.3390/su132212659
Aric H, Schult D, Swart P (2004) NetworkX (Version 3.0). https://github.com/networkx/networkx
Atherton J (2007) Declaration by the metals industry on recycling principles. The International Journal of Life Cycle Assessment 12:59–60
Aye L, Ngo T, Crawford RH, Gammampila R, Mendis P (2012) Life cycle greenhouse gas emissions and energy analysis of prefabricated reusable building modules. Energy and Buildings 47:159–168. https://doi.org/10.1016/j.enbuild.2011.11.049
Baaqel HA, Bernardi A, Hallett JP, Guillén-Gosálbez G, Chachuat B (2023) Global sensitivity analysis in life-cycle assessment of early-stage technology using detailed process simulation: application to dialkylimidazolium ionic liquid production. ACS Sustain Chem Eng 11(18):7157–7169. https://doi.org/10.1021/acssuschemeng.3c00547
Bamber N, Turner I, Arulnathan V, Li Y, Zargar Ershadi S, Smart A, Pelletier N (2020) Comparing sources and analysis of uncertainty in consequential and attributional life cycle assessment: review of current practice and recommendations. The International Journal of Life Cycle Assessment 25(1):168–180. https://doi.org/10.1007/s11367-019-01663-1
Bernstein WZ, Ramanujan D, Koho M, Zhao F, Ramani K (2012) Discovering material recovery scenarios for industrial machinery: a case-based approach. International Manufacturing Science and Engineering Conference 54990:1097–1104
Brand S (1995) How buildings learn: what happens after they’re built. Penguin
Buyle M, Pizzol M, Audenaert A (2018) Identifying marginal suppliers of construction materials: consistent modeling and sensitivity analysis on a Belgian case. The International Journal of Life Cycle Assessment 23(8):1624–1640. https://doi.org/10.1007/s11367-017-1389-5
Cabeza LF, Barreneche C, Miró L, Morera J, Bartolí E, Fernández A (2013) Low carbon and low embodied energy materials in buildings: a review. Renew Sustain Energy Rev 23:536–542. https://doi.org/10.1016/j.rser.2013.03.017
Cai W, Wan L, Jiang Y, Wang C, Lin L (2015) Short-lived buildings in China: impacts on water, energy, and carbon emissions. Environ Sci Technol 49(24):13921–13928. https://doi.org/10.1021/acs.est.5b02333
CEN E (2019) 15804: 2012+ A2: 2019—sustainability of construction works—environmental product declarations—core rules for the product category of construction products. European Committee for Standardization (CEN), Brussels, Belgium
Chan M, Masrom MAN, Yasin SS (2022) Selection of low-carbon building materials in construction projects: construction professionals’ perspectives. Buildings 12(4):486. https://doi.org/10.3390/buildings12040486
Chastas P, Theodosiou T, Bikas D (2016) Embodied energy in residential buildings-towards the nearly zero energy building: a literature review. Build Environ 105:267–282. https://doi.org/10.1016/j.buildenv.2016.05.040
Chouquet J, Kohler N, Bodin O (2003) Dealing with sensitivity and uncertainty analysis in integrated building LCA model. https://www.semanticscholar.org/paper/Dealing-with-sensitivity-and-uncertainty-analysis-Chouquet-Kohler/c05161cf09832fd80401ba3c2f0c2bc949b7bf97
Cottafava D, Ritzen M (2021) Circularity indicator for residential buildings: addressing the gap between embodied impacts and design aspects. Resour Conserv Recycl 164:105120. https://doi.org/10.1016/j.resconrec.2020.105120
Dara C, Hachem-Vermette C, Assefa G (2019) Life cycle assessment and life cycle costing of container-based single-family housing in Canada: a case study. Build Environ 163:106332
Das O, Restás Á, Shanmugam V, Sas G, Försth M, Xu Q, Jiang L, Hedenqvist MS, Ramakrishna S (2021) Demystifying low-carbon materials. Materials Circular Economy 3(1):26. https://doi.org/10.1007/s42824-021-00044-0
Denis F, Vandervaeren C, De Temmerman N (2018) Using network analysis and BIM to quantify the impact of design for disassembly. Buildings 8(8):113. https://doi.org/10.3390/buildings8080113
Deweerdt M, Mertens M (2020) A guide for identifying the reuse potential of construction products. https://www.nweurope.eu/media/10132/en-fcrbe_wpt2_d12_a_guide_for_identifying_the_reuse_potential_of_construction_products.pdf
Dodd N, Cordella M, Traverso M, Donatello S (2017) Level(s) – A common EU framework of core sustainability indicators for office and residential buildings: Parts 1 and 2: Introduction to Level(s) and how it works (Beta v1.0). Publications Office of the European Union. https://doi.org/10.2760/827838
Durmisevic E (2006) Transformable building structures: design for dissassembly as a way to introduce sustainable engineering to building design & construction. https://repository.tudelft.nl/islandora/object/uuid:9d2406e5-0cce-4788-8ee0-c19cbf38ea9a/datastream/OBJ/
Eberhardt LCM (2020) Qualifying circular economy in building design practice: developing life cycle assessment design concepts that support implementation of circular economy in the building sector. Aalborg University Press. https://doi.org/10.5278/VBN.PHD.ENG.00084
EC European Commission (2016) EN 15804 reference package. https://eplca.jrc.ec.europa.eu/LCDN/EN15804.xhtml
EC European Commission (2019) Product environmental footprint (PEF) method. https://eplca.jrc.ec.europa.eu/permalink/PEF_method.pdf
EC European Commission (2021) Renovation and decarbonisation of buildings. European Commission – European Commission. https://ec.europa.eu/commission/presscorner/detail/en/IP_21_6683
EC European Commission, JRC Joint Research Centre, IES Institute for Environment and Sustainability (2010) International Reference Life Cycle Data System (ILCD) handbook: general guide for life cycle assessment: detailed guidance. Publications Office. https://data.europa.eu/doi/https://doi.org/10.2788/38479
Ecoinvent (2021) Ecoinvent v3.8. https://ecoinvent.org/the-ecoinvent-database/data-releases/ecoinvent-3-8/
ÉCologique (2021) Journal Officiel De La République Française Texte 23 Sur 66. https://www.legifrance.gouv.fr/download/file/LBxKOX3Duk3h0j_ck_WBwvf9HBYDu3aSYhPKEIm97w4=/JOE_TEXTE
Formentini G, Ramanujan D (2023) Design for circular disassembly: evaluating the impacts of product end-of-life status on circularity through the parent-action-child model. J Clean Prod 405:137009. https://doi.org/10.1016/j.jclepro.2023.137009
Georgiou P, Loizos A (2021) Environmental assessment of warm mix asphalt incorporating steel slag and high reclaimed asphalt for wearing courses: a case study. Road Materials and Pavement Design 22(sup1):S662–S671. https://doi.org/10.1080/14680629.2021.1906305
Gerhardsson H, Lindholm CL, Andersson J, Kronberg A, Wennesjö M, Shadram F (2020) Transitioning the Swedish building sector toward reuse and circularity. IOP Conference Series: Earth and Environmental Science 588(4):042036. https://doi.org/10.1088/1755-1315/588/4/042036
Goulouti K, Favre D, Giorgi M, Padey P, Galimshina A, Habert G, Lasvaux S (2021) Dataset of service life data for 100 building elements and technical systems including their descriptive statistics and fitting to lognormal distribution. Data Brief 36:107062. https://doi.org/10.1016/j.dib.2021.107062
Guy B, Ciarimboli N (2012) Design for disassembly in the built environment: a guide to closed-loop design and building. https://www.lifecyclebuilding.org/docs/DfDseattle.pdf
Hertwich E, Lifset R, Pauliuk S, Heeren N (2020) Resource efficiency and climate change: material efficiency strategies for a low-carbon future. Int Res Panel. https://www.resourcepanel.org/reports/resource-efficiency-and-climate-change
Hossain MdU, Ng ST (2018) Critical consideration of buildings’ environmental impact assessment towards adoption of circular economy: an analytical review. J Clean Prod 205:763–780. https://doi.org/10.1016/j.jclepro.2018.09.120
IEA International Energy Agency (2021) Net zero by 2050: a roadmap for the global energy sector. https://iea.blob.core.windows.net/assets/deebef5d-0c34-4539-9d0c-10b13d840027/NetZeroby2050-ARoadmapfortheGlobalEnergySector_CORR.pdf
Inti S, Tandon M (2017) Role of uncertainty assessment in LCA of pavements. Pavement life-cycle assessment. Taylor & Francis Group, pp 155–166. https://doi.org/10.1201/9781315159324-21
IPCC Intergovernmental Panel on Climate Change (2022) Climate change 2022 mitigation of climate change. https://report.ipcc.ch/ar6/wg3/IPCC_AR6_WGIII_Full_Report.pdf
ISO International Organization for Standardization (2020) ISO 20887:2020 sustainability in buildings and civil engineering works—design for disassembly and adaptability—Principles, Requirements and Guidance
ISO International Organization for Standardization (2006a) ISO 14040:2006 environmental management—life cycle assessment—principles and framework
ISO International Organization for Standardization (2006b) ISO 14044:2006 environmental management—life cycle assessment—requirements and management
Khan SA, Alam T, Khan MS, Blecich P, Kamal MA, Gupta NK, Yadav AS (2022) Life cycle assessment of embodied carbon in buildings: background, approaches and advancements. Buildings 12(11):1944. https://doi.org/10.3390/buildings12111944
Knoth K, Fufa SM, Seilskjær E (2022) Barriers, success factors, and perspectives for the reuse of construction products in Norway. J Clean Prod 337:130494. https://doi.org/10.1016/j.jclepro.2022.130494
Lam WC, Claes S, Ritzen M (2022) Exploring the missing link between life cycle assessment and circularity assessment in the built environment. Buildings 12(12):2152. https://doi.org/10.3390/buildings12122152
Lei H, Li L, Yang W, Bian Y, Li C-Q (2021) An analytical review on application of life cycle assessment in circular economy for built environment. Journal of Building Engineering 44:103374. https://doi.org/10.1016/j.jobe.2021.103374
Lu W, Tam VWY, Chen H, Du L (2020) A holistic review of research on carbon emissions of green building construction industry. Eng Constr Archit Manag 27(5):1065–1092. https://doi.org/10.1108/ECAM-06-2019-0283
Masanet E, Heeren N, Kagawa S, Cullen J, Lifset R, Wood R (2021) Material efficiency for climate change mitigation. J Ind Ecol 25(2):254–259. https://doi.org/10.1111/jiec.13137
Milford RL, Pauliuk S, Allwood JM, Müller DB (2013) The roles of energy and material efficiency in meeting steel industry CO2 targets. Environ Sci Technol 47(7):3455–3462. https://doi.org/10.1021/es3031424
Moré JJ (1978) The Levenberg-Marquardt algorithm: implementation and theory. Lecture notes in mathematics. Springer, Berlin, Heidelberg, pp 105–116. https://doi.org/10.1007/bfb0067700
Müller D (2006) Stock dynamics for forecasting material flows – case study for housing in The Netherlands. Ecol Econ 59(1):142–156. https://doi.org/10.1016/j.ecolecon.2005.09.025
Munaro MR, Tavares SF (2023) Design for adaptability and disassembly: guidelines for building deconstruction. Constr Innov. https://doi.org/10.1108/ci-10-2022-0266
NMD DED (2022) Bepalingsmethode Milieuprestatie Bouwwerken v1.1. NMD. https://milieudatabase.nl/en/downloads-nmd/downloads-bepalingsmethode/
Nordby AS (2019) Barriers and opportunities to reuse of building materials in the Norwegian construction sector. IOP Conference Series: Earth and Environmental Science 225(1):012061. https://doi.org/10.1088/1755-1315/225/1/012061
O’Grady TM, Minunno R, Chong H-Y, Morrison GM (2021) Interconnections: an analysis of disassemblable building connection systems towards a circular economy. Buildings 11(11):535. https://doi.org/10.3390/buildings11110535
Rasmussen FN, Birkved M, Birgisdóttir H (2019) Upcycling and design for disassembly – LCA of buildings employing circular design strategies. IOP Conf Ser Earth Environ Sci 225:012040. https://doi.org/10.1088/1755-1315/225/1/012040
Rios FC, Grau D, Chong WK (2019) Reusing exterior wall framing systems: a cradle-to-cradle comparative life cycle assessment. Waste Manag 94:120–135. https://doi.org/10.1016/j.wasman.2019.05.040
Röck M, Saade MRM, Balouktsi M, Rasmussen FN, Birgisdottir H, Frischknecht R, Habert G, Lützkendorf T, Passer A (2020) Embodied GHG emissions of buildings – the hidden challenge for effective climate change mitigation. Appl Energy 258:114107. https://doi.org/10.1016/j.apenergy.2019.114107
Rønning A, Brekke A (2014) 4 – Life cycle assessment (LCA) of the building sector: strengths and weaknesses. In: Pacheco-Torgal F, Cabeza LF, Labrincha J, de Magalhães A (eds) Eco-efficient construction and building materials. Woodhead Publishing, pp 63–83. https://doi.org/10.1533/9780857097729.1.63
Sanchez B, Haas C (2018) A novel selective disassembly sequence planning method for adaptive reuse of buildings. J Clean Prod 183:998–1010
Scherz M, Wieser AA, Passer A, Kreiner H (2022) Implementation of life cycle assessment (LCA) in the procurement process of buildings: a systematic literature review. Sustainability 14(24):16967. https://doi.org/10.3390/su142416967
Smith SS, Chen W-H (2011) Rule-based recursive selective disassembly sequence planning for green design. Adv Eng Inf 25(1):77–87. https://doi.org/10.1016/j.aei.2010.03.002
Smith S, Smith G, Chen W-H (2012) Disassembly sequence structure graphs: an optimal approach for multiple-target selective disassembly sequence planning. Adv Eng Inform 26(2):306–316. https://doi.org/10.1016/j.aei.2011.11.003
Solís-Guzmán J, Martínez-Rocamora A, Marrero M (2014) Methodology for determining the carbon footprint of the construction of residential buildings. Assessment of carbon footprint in different industrial sectors, vol 1. Springer, Singapore, pp 49–83. https://doi.org/10.1007/978-981-4560-41-2_3
Sönmez N, Kalfa SM (2023) Investigation of construction and demolition wastes in the European Union member states according to their directives. Contemp J Econ Finance 1(2):7–26. https://researchleap.com/investigation-of-construction-and-demolition-wastes-in-the-european-union-member-states-according-to-their-directives/
Sonnemann GW, Schuhmacher M, Castells F (2003) Uncertainty assessment by a Monte Carlo simulation in a life cycle inventory of electricity produced by a waste incinerator. J Clean Prod 11(3):279–292. https://doi.org/10.1016/S0959-6526(02)00028-8
Soust-Verdaguer B, Obrecht TP, Alaux N, Hoxha E, Saade MRM, Röck M, ... Passer A (2023) Using systematic building decomposition for implementing LCA: the results of a comparative analysis as part of IEA EBC Annex 72. J Clean Prod 384:135422
TOTEM (2021) Environmental profile of buildings. https://www.totem-building.be/
Trimble (2023a) Sketchup 3D design software. SketchUp. http://www.sketchup.com/page/homepage
Trimble (2023b) Tekla Tekla. https://www.tekla.com
van Stijn A, Eberhardt LM, Jansen BW, Meijer A (2021) A circular economy life cycle assessment (CE-LCA) model for building components. Resour Conserv Recycl 174:105683. https://doi.org/10.1016/j.resconrec.2021.105683
van Vliet M (2018) Disassembling the steps towards building circularity. https://www.ofcoursecme.nl/?mdocs-file=4216
Vandervaeren C, Galle W, Stephan A, De Temmerman N (2022) More than the sum of its parts: considering interdependencies in the life cycle material flow and environmental assessment of demountable buildings. Resour Conserv Recycl 177:106001. https://doi.org/10.1016/j.resconrec.2021.106001
VCBK (2022) Klimakrav (LCA) i bygningsreglementet. https://bpst.dk/da/Byggeri/Baeredygtigt-byggeri/NY-Klimakrav-i-bygningsreglementet
Verberne J (2016) Building circularity indicators an approach for measuring circularity of a building. https://pure.tue.nl/ws/portalfiles/portal/46934924/846733-1.pdf
Ympäristöministeriö (2022, March 22) Maankäyttö- ja rakennuslain uudistuksen jatkosta linjaus: uusi rakentamislaki sekä alueidenkäytön digitaalisuus eduskuntaan syksyllä. Ympäristöministeriö. https://ym.fi/-/maankaytto-ja-rakennuslain-uudistuksen-jatkosta-linjaus-uusi-rakentamislaki-seka-alueidenkayton-digitaalisuus-eduskuntaan-syksylla
Yu B, Wu EH, Chen C, Yi Y, Yao B, Lin Q (2017) A general approach to optimize disassembly sequence planning based on disassembly network: a case study from automotive industry. Adv Prod Eng Manag 12(4):305–320. https://doi.org/10.14743/apem2017.4.260
Zatta E (2019) Reuse of building products and components. Addressing normative barriers to enhance opportunities for C&D waste in the Circular Economy. Sponsors 384. https://hdl.handle.net/11578/280621
Zhao Y, Goulias D, Peterson D (2021) Recycled asphalt pavement materials in transport pavement infrastructure: sustainability analysis & metrics. Sustainability 13(14):8071. https://doi.org/10.3390/su13148071
Zhong X, Hu M, Deetman S, Steubing B, Lin HX, Hernandez GA, Harpprecht C, Zhang C, Tukker A, Behrens P (2021) Global greenhouse gas emissions from residential and commercial building materials and mitigation strategies to 2060. Nat Commun 12:6126. https://doi.org/10.1038/s41467-021-26212-z
Acknowledgements
We would like to express our immense gratitude to Erwin Plessers, Roy Venekamp, Johan Wessels, and Peter van Lente from InfraVitaal for providing us with the case study and supporting us throughout the analysis process. Thanks also to Wai Chung Lam from VITO for providing feedback on early prototypes of the Python library.
Funding
This project has received funding from the European Union’s Horizon 2020 research and innovation program under the Marie Skłodowska-Curie grant agreement No 956696.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Abu-Ghaida, H., Ritzen, M., Hollberg, A. et al. Accounting for product recovery potential in building life cycle assessments: a disassembly network-based approach. Int J Life Cycle Assess 29, 1151–1176 (2024). https://doi.org/10.1007/s11367-024-02324-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-024-02324-8