
Abstract
This paper focuses on the study of thickener behaviour in elastohydrodynamic contacts using fluorescence microscopy and optical interferometry. A standard Ball-on-disc configuration tribometer was used as well as a newly developed Ball-on-ring configuration tribometer mimicking the conditions in a 6314 deep groove ball bearing. Three types of custom-made greases were used with the same base oil and Coumarin 6 fluorescent dye on the thickener. These greases contained no additives and were of the lithium complex and alicyclic di-urea type. It was confirmed that the behaviour of the grease was directly influenced by both the structure and type of thickener, and the differences were successfully observed by fluorescence microscopy. The concentration of thickener was found to change due to the formation or breakdown of the deposited thickener layer on the track. At low speeds, the alicyclic di-urea forms a thickener layer on the track that is more pronounced than the lubricating film formed by the base oil alone. The thickener layer formation also occurs at higher speeds when fully flooded conditions are beneficial in building the layer. Experiments with a Ball-on-ring tribometer show that the natural replenishment of the real contact geometry is more effective than on a Ball-on-disc tribometer, but the formation of the thickener layer on the track is more limited than in a Ball-on-disc tribometer with artificial replenishment. At higher velocities, a smaller but stable layer is formed where the layer does not change much from a certain velocity.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Greases are widely used as a lubricant where around 90% of rolling bearings are lubricated with greases. However, we are not able to accurately predict the lubrication performance of greases. Grease lubrication ensures low frictional losses and long bearing life. The reason for using greases over oils is their ability to provide long lasting bearing life and better anti-leakage performance. Overall, the number of bearings on the market is growing and more and more demands are being placed on their reliability [1]. A good understanding of the lubrication processes within the bearing is required to ensure the lowest possible frictional losses.
Typically, greases are composed of a base oil, thickener and additives, and all three components ensure that the lubricant functions properly. The life of rolling bearings is then determined by the thickness of the lubricating film in the Elastohydrodynamic (EHL) contacts. In fully flooded conditions, the lubricating film thickness is determined primarily by the rolling speed and viscosity of the lubricant, except in the case of low speeds. In the low speed case, the thickener is dragged into contact and and can form a much thicker film than the base oil itself. However, the bearing situation is much more complex than pure fully flooded conditions. As mentioned by Chatra et. al. [2], the bearing lubrication process can be divided into churning phase and the bleeding phase. During the Churning phase, bearings operate in fully flooded conditions and this phase varies according to the grease used, operating conditions or bearing design. After a period of time, a bleeding phase occurs when the bearing extensively operates in starved conditions. Starvation means that there is only a limited amount of lubricant available and the thickness of the lubricating film in the contacts is less than in fully flooded conditions Huang et. al. [3]. According to Lugt et. al. [4], this phase is assumed to last for most of the bearing life and the film thickness is mainly determined by the viscosity of the base oil. In addition to the formation of the lubricating film by the base oil, the thickness is also influenced by the thickener of the grease. The free thickener particles that enter the contact area increase the base thickness and also create a semi-solid film on the contact surfaces. The resulting thickness is then determined by the sum of the adhered layer and the lubricating film Cann et. al [5, 6]. and Morales-Espejel et. al. [7]. The behaviour of grease at low velocities was studied by Cen et. al. [8] Kaneta et. al. [9]and Cann [10]. The results of tests on a Ball-on-disc tribometer and under fully flooded conditions showed a noticeable effect of thickener type on film thickness. Urea-based greases produced higher film thicknesses than lithium-based greases over the entire speed range. It was found that the greatest deviation from the thickness of the base oil only is at low rolling speeds, when the lubricating film thickness of the grease is usually higher than the film thickness of the corresponding base oil. In the region of low speeds, non-Newtonian grease behaviour occurs when the viscosity of the lubricant increases as mentioned by Kochi et. al [11]. Under these conditions, the concentration of thickener in the lubricant film increases, and as speed increases, this phenomenon disappears.
Experimental methods are mainly used to study the lubrication processes that produce greases. The most widely used device configuration is the Ball-on-disc optical tribometer. This approach was introduced by Gohar and Cameron in 1963 and is still in use today [12]. The configuration of the apparatus allowed to study the influence of lubricant parameters and operating conditions, the effect of surface roughness, and even starved conditions [13]. The optical simulators also allowed experimental verification of theoretical models describing the behaviour of the lubricant in and around the contact. Direct insight also allows the use of fluorescence method to observe the behaviour of the environment by treating particles which was used by Strubel et. al. [14]. The disadvantage of this configuration is the simplified contact geometry, which requires artificially supplying lubricant to the contact to create fully flooded conditions. Another approach for the experimental study of grease is to use tests with real ball bearings. With these tests, Lugt et. al. [15] showed the complex behaviour of grease. Using temperature measurements and electrical properties such as bearing capacitance, we are able to calculate the actual lubricant thickness during operation as presented by Cen et. al. [16, 17] and Shetty et. al. [18]. It was found that the replenishment process is directly happening in the contact area and the spacing of the rolling elements has no influence. it has been described that the thickness of the lubricating film in the bearing is less than under fully flooded conditions, and the influence of the operating parameters decreases with increasing speed. Different behaviour during the churning phase was observed by Chatra et. al. [19] who described the lubricant parameters affecting the length of this phase. The disadvantage of this approach is the inability to directly observe what is happening inside the ball bearing. Sakai et. al. [20] tried to solve this problem, using Neutron imaging technology. Differences in the redistribution of the two lubricants in the bearing were observed and associated with frictional losses in the bearing. However, this method only visualizes the distribution of the grease, but does not allow to define how much grease is around the contact area or the thickness of the lubricating film. The current trend is also to use real bearing geometry and direct observation of the lubricating oil [21,22,23,24]. It was shown how the internal geometry of the cage affects the oil replenishment in the bearing. The effect of operating parameters and the amount of lubricant available on the film thickness was also shown. Chen et al. [25] combined direct observation with CFD simulation to describe the oil transfer processes in the bearing with respect to two-phase flow.
Based on the above review, it is clear that the very complex rheological properties of grease and the compiled rolling bearing situation do not allow the determination of grease performance based on general properties. The individual components, thickener and base oil, as well as the mechanical properties of the grease, affect the performance of the grease. For a better understanding, it is necessary to systematically observe the influence of only one component of the grease and leave the other components the same. Ideally, this should be done by studying custom-made model greases with carefully controlled formulations.
For this study, the above approach was adopted and the tribological behaviour of a set of model greases was studied. Samples were prepared with the same base oil PAO8 and different type and structure of thickener. All the greases were free of additives and were made such that the concentration of thickener in the grease was similar. The alicyclic di-urea and lithium complex-based thickeners were selected due to the fact that they exhibit different behaviour as reported in the literature presented. An experimental approach was chosen for this work using two optical methods and two contact simulators mimicking rolling bearing conditions. The aim of this work is to directly observe grease thickeners in EHL contact and thus deepen the knowledge of grease lubrication mechanisms.
2 Materials and Methods
Two experimental devices and two optical methods were used in this paper. The first device is a convection Ball-on-disc tribometer and a second is Ball-on-ring tribometer simulating the geometrical relationships in a radial ball bearing. Colorimetric interferometry was used to evaluate the film thickness and fluorescence microscopy was used to map the thickener.
2.1 Ball-On-Disc tribometer
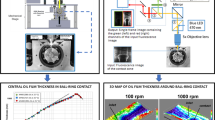
The first experimental device in Fig. 1 produces a circular contact between a transparent disc against a ball. The sphere has a diameter of 25.4 mm and is made of AISI 52100 steel with a modulus of elasticity of 210 GPa. The transparent disc is made of borosilicate glass BK7 with a modulus of elasticity of 81 GPa. Two versions of the discs were used, one covered with a thin chromium layer and the other without this layer. The disc with the chromium layer was used for the optical interferometry method. Both elements of the ball and disc are independently driven by servo motors and the load is created by a dead weight and lever system Fig. 1. The surfaces of both elements are optically smooth (Ra < 6 nm) and the experiments were carried out under clean rolling conditions. To produce fully flooded conditions, a wiper was pressed from the bottom of the disc to direct the lubricant into the contact area. The contact distance from the axis of rotation of the disc was 54.5 mm.

Experimental devices Ball-on-disc
2.2 Ball-On-Ring Tribometer
The second device Fig. 2 creates an elliptical contact between the transparent ring and the ball. The ball used in this device is 25.4 mm in AISI 52100 steel. The glass ring is also made of borosilicate BK7 glass and contains a 13.2 mm radius groove. The total circumference of the ring groove is 425 mm. The contact formed between these elements has a conformity of 0.52 and thus reproduces the real situation to bearing 6314. The device allows the experiment to be carried out under pure rolling conditions. The rolling element is forced against the glass ring by a lever system and a dead weight. The rolling element is supported by ball bearings and shafts that create a rectifying force directed to the centre of the ball. The entire ball support is placed on a linear guide that allows the ball to self-centre at the top of the groove. In the comparison experiments between the two devices, the speed and time of the experiment was always maintained and a conversion to rolling distance travelled was used. The radius of the groove in the ring was 67.7 mm.

Experimental devices Ball-on-ring
2.3 Optical Methods
Two observation methods, namely light induced fluorescence microscopy (LIF) and colorimetric interferometry, were used independently. LIF method is based on the excitation of a fluorescent dye by a light source of a specific wavelength. A monochromatic Led with a wavelength of 415 nm was used in the experiments. The fluorescent dye emits light at 495 nm, which is then observed. The assembly of excitation and emission filters in the optical path allows to observe only the emitted light which is subsequently evaluated. The principle of the method is described in more detail in the paper [26]. For intensity calibration (Ical), a gap calibrator was used to create a defined 50 µm gap (hgap)with the dyed lubricant. The intensity of the radiation from this gap (Igap) is then compared with the intensity in contact (Ihc) [27]. This calibration is given by Eq. (1). This calibration method assumes the same percentage of thickener in the calibration image as is found in the total sample, as in Table 1.
The second observational method used was colorimetric interferometry [28]. The method measures the film thickness using the interference of incoherent white light that occurs between two beams reflected from the bottom surface of the disc and the surface of the ball. The reflectivity is enhanced by a thin layer of chrome on the underside of the disc. The calibration is based on taking a monochromatic and a chromatic image of an identical static contact. More information about this method can be found in this article Hartl et. al. [29]. Then a certain thickness is assigned to a certain colour. A schematic of both methods is shown in the Fig. 3

Scheme of optical method (A) Fluorescence microscopy (B) Colorimetric interferometry
By comparing the values from both observational approaches, we are able to express the concentration of thickener in the lubricant film during the experiment. The calculation of the concentration is based on the ratio of the fluorescence intensity (Ical) and the interferometric values (hcInt) as shown in Eq. (2), assuming the same percentage of thickener (Th%) as mentioned in the Table 1
The concentration calculation is based on the ratio of the fluorescence intensity (Ical) to the interferometric values (thickness) as given in Eq. (2), assuming the same percentage of thickener (T%) as mentioned in the Table 1.
2.4 Test Conditions and Grease Sample
All experiments were performed at room temperature 24 °C ± 1 °C. The load was varied according to the simulator used, but the contact pressure was equal to the maximum Hertzian pressure Pmax of 0.3 GPa. The experiments were conducted under pure rolling conditions. For the Ball-on-disc device, tests were performed with artificial replenishment to create fully flooded conditions and then without artificial replenishment for starved conditions. For artificial replenishment, a wiper was used to direct the lubricant into contact. In the case of the Ball-on-ring device, the wiper was not used. The contact velocity 100 mm/s was the same for both tribometers. Furthermore, experiments at 25 mm/s, 50 mm/s, 100 mm/s, 200 mm/s and 300 mm/s were performed on both devices at the same contact pressure.
All the greases used in this study were custom made and the grease was prepared with two types of thickeners and the same base oil, which are listed in Table 1. Standard post-production homogenization was performed for grease (A, C) and enhanced homogenization for grease (B). Homogenization was carried out by passing the samples between two parallel rollers. None of the lubricants used contained additives and all have very similar density. The fibres size of the thickener in the three samples was characterized by scanning electron microscopy (SEM) as shown in Fig. 4. A solvent washout approach was chosen to separate the thickener from the oil. Hexane was chosen as the solvent and filter papers were used for filtration. It was observed that the alicyclic di-urea forms much smaller and shorter fibres than in the case of Lithium complex thickener. By measuring the diameter of several fibres, an average value was determined, which is listed in Table 1. PAO oil was selected as it has no fluorescence properties. The fluorescent dye Coumarin 6 was used at a concentration of 200 ppm. The dye was mainly bound to the thickener itself. More information about this method can be found in the article [26].

SEM images of grease thickener fibres
3 Results
3.1 Ball-On-Disc Experiment
In this part of the results, tests were performed on a Ball-on-disc device to determine the effect of the thickener on the film thickness. A series of experiments were carried out under the same conditions, but the grease was monitored using two optical methods, which were then compared between each other (Fig. 5).

Fully flooded conditions for 100 mm/s (images of contact) and film thickness measurement
3.2 Fully Flooded Conditions: Interferometry Method
Figure 6 shows the experiment results for fully flooded conditions. The theoretical film thickness values for PAO8 base oil at fully flooded conditions have been added to the chart. The Hamrock & Dowson equations were used to calculate the film thickness [30]. The grease (A) produced a film thickness of about 500 nm at the beginning of the experiment and it can be seen from the images that this caused large particles of thickener to enter the contact area Fig. 5. The entry of these particles into contact results in large colour fluctuations. After about 50 revolutions, the lubricant started to continuously form a decreasing thickness and the dispersion of values was less pronounced. The contact images show the intrusion of a more homogeneous structure of the thickener. The grease (B) initially formed a thickness of about 140 nm and there was a continuous increase with increasing the number of revolutions. At the end of the experiment the thickness was around 200 nm. The contact images do not show larger thickener particles, only a gradual change in colour. The grease (C) showed an average thickness of about 240 nm at the beginning followed by a drop after 30 revolutions. The thickener formed large clumps which intruded into the contact in this region. After increasing the number of revolutions, there was a softening and a reduction in thickness. Grease (C) was the only sample that was near the values of base oil estimation of fully flooded conditions.

Fully flooded conditions for 100 mm/s (film thickness measurement)
3.3 Fully Flooded Conditions: Light Induced Fluorescence (LIF)
The same experiment was performed and the fluorescence emission was captured from the central contact area. The trends for all samples are the same as for the optical interferometry measurements. However, the calibrated fluorescence intensity shows higher values Fig. 7

Calibrated fluorescent intensity for fully flooded conditions in 100 mm/s
The concentration of the thickener is shown in Fig. 8. An increase in thickener concentration on contact was observed for grease (A, B) and a slightly decreasing trend was observed for grease (C). For grease (B, C) the values at the beginning of the experiment were between 15–20% but grease lubricant (A) the values at the beginning were around 45%. The increase in thickener concentration for grease (A, B) shows that the calibrated fluorescence intensity increased faster than the actual thickness measured by interferometry. For the grease (C), the values were closest to the standard concentration values for this sample, i.e., 16%, throughout the experiment.

Evolution of thickener concentration in lubricating film (fully flooded conditions)
It can be observed that the grease (A, B) shows a greater lubrication film thickness than the grease (C), which is closer in value to the base oil. This appears to be directly related to the increase in thickener concentration in the lubricant film during the experiment Fig. 8. This statement is accompanied by the observation by interferometry, where in the case of grease (A) Fig. 5 thickener particles can be seen thickener particles in the contact area throughout the experiment, but in the case of grease (C) a gradual loss of thickener particles. This loss of particles was reflected in the evolution of the film thickness, where at the beginning the thickness was around 250 nm but during the experiment the values were closer to the base oil.
3.4 Deposited Thickener Layer
Due to the method of dyeing the components of the grease, which has been published by the authors Kostal et. al.[26], we can observe the thickener separately from the base oil. Figure 9 shows a view of the rolling path behind the contact area after 10 revolutions of the experiment and after 370 revolutions. A change in the size of the thickener pieces was observed for grease (A). In the case of grease (A), the size of the thickener clusters was reduced. After 10 revolutions there were larger and more oval pieces of thickener on the track. After 370 revolutions there were smaller and rather rounder thickener particles. Grease (B) showed the greatest difference between the beginning and end of the experiment, with a gradual adherence of the thickener to the track. At the beginning of the experiment there were only a few thickener particles, but the surface without these particles was predominant. At the end, most of the surface was covered with small particles, with the centre of the track showing the highest density. Figure 10 also shows the calibrated fluorescence intensity on the track at the beginning and end of the experiment. For grease (B), the intensity value at the end of the experiment was twice as large as at its beginning. For greases (A, C) there was no significant change during the experiment, however the overall difference between samples was significant.

Thickener adhesion on the track

Quantification of the thickener on the track (beginning and end of the experiment)
3.5 Starved Conditions: Interferometry Method
Figure 11 and Fig. 12 show the experiment results under starved conditions. For grease (A), large particles of thickener were observed entering the contact at the beginning. There were greater differences between thicknesses than in the fully flooded conditions. The large particles diminished after 100 disc revolutions where a stable thickness of 120 nm prevailed. There were observed meniscus boundaries almost from the beginning of the experiment for all samples. No pieces of thickener were observed in the grease (B) during the experiment and there was a slight decrease in lubrication thickness from 55 to 35 nm. For grease (C), the pattern was the same as grease (B) except that a larger film around 70 nm was observed in the first 30 turns.

Starved conditions for 100 mm/s (images of contact)

Starved conditions for 100 mm/s (film thickness measurement)
3.6 Starved Conditions: Light Induced Fluorescence (LIF)
Figure 13 shows the results of a repeated experiment observing fluorescence intensity. For grease (A), there was a more significant decrease in intensity in the first 150 revolutions from 1500 to 800 values, and then the values stabilized. The shape of the curve is similar when using optical interferometry. However, the stabilization occurred at later speeds of the experiment and the stabilization occurred at a much higher value. Similar intensities were observed for grease (B) and grease (C), but larger deviations were observed for grease (B).

Calibrated fluorescent intensity for starved conditions in 100 mm/s
Figure 14 shows the evolution of thickener concentration during the experiment. For the grease samples (B, C), the concentration evolution was very similar, with values around 20% throughout the experiment. Only at the beginning higher values were observed. For the grease (A), an increasing trend was observed from 40 to 90% concentration and then stabilizing at a concentration value of around 80%. This means that the thickener was the dominant component of the lubrication film. The higher concentration was due to larger clumps of thickener containing larger amounts of fluorescent dye. After homogenization due to passage through the contact area, the concentration value was around 80%. In Fig. 11, a inlet meniscus rupture can be seen, hence no replenishment of the lubricant oil occurs. In the case of grease (B, C) after stabilization, the thickness was around 25–35 nm and the concentration was similar to the original samples i.e. 15–20% concentration. In the case of grease (A) the thickness was around 135 nm.

Evolution of thickener concentration in lubricating film (starved conditions)
Figure 15 shows the location of the thickener during starved conditions on the rolling track. During starved conditions, the situation was the same for grease (B, C) Fig. 16. The difference showed only grease (A). During the first 100 revolutions of the ratio on the raceway a more continuous thickener layer was formed. The thickener still has a particulate character. In the case of lubricant (C), rather base oil dyed with thickener was observed. A similar difference was observed for the side reservoirs. In the case of grease (C), more pronounced side reservoirs were formed. In all experiments there was a gradual reduction of the layer on the rolling path.

Thickener attached to the track (at the beginning and at the end of the experiment)-starved condition

Quantification of the thickener on the track (beginning and end of the experiment)
3.7 Fully Flooded Conditions for Different Velocities
Figure 17 shows the evolution of the film thicknesses for grease (B) for different velocities. The experiments were performed using optical interferometry. Different rates of increase can be observed at different speeds and for slower speeds a faster evolution was observed Fig. 18. For 25 mm/s and within 90 revolutions the increase was to almost 450 nm. This increase can also be observed in the contact images. For a speed of 25 mm/s, an inhomogeneous rise was observed, with the thickener sticking to the centre of the contact. The growing layer started to move out of the measurable range of the slow optical method after 90 revolutions. For a velocity of 50 mm/s, the increase was more spread over the contact area and there was an increase in thickness from 100 to 150 nm. For a speed of 100 mm/s, the film was more formed by the base oil Fig. 5 and there was an increase in thickness from 170 to 205 nm. For the 200 mm/s speed, there was an increase from 270 to 280 nm. With increasing speeds of 200 mm/s.

Contact images for different speeds (Grease B)

Film thickness measurement for different speeds (Grease B)
3.8 Ball-On-Ring Experiment
The LIF method was used in all experiments for the ball-on-ring configuration devices. First, an experiment was performed at a constant velocity of 100mm/s with all the grease samples. Then, the observation of meniscus formation at constant velocity was performed. Subsequently, experiments with grease (B) were performed at different velocities, namely (25, 50, 100, 200, 300) mm/s under natural replenishment. These results were compared with experiments on the Ball-on-disc device at the same speeds but with artificial replenishment.
3.9 Thickener Mapping at Constant Velocity
Figure 19 shows repeated experiments on the Ball-on-ring device when LIF was used. Grease amount of 0.3ml was evenly applied to the ring using a syringe. Very similar trends to the fully flooded conditions can be observed for the Ball-on-disc device Fig. 7. It was observed for grease (A) high values at the beginning of the experiment and then a gradual decrease. For grease (B), a constant increase in thickness was observed. For grease (C), thickness was higher for the first 30 revolutions, after which there was a slight decrease and stabilization.

Ball-on-ring experiments under 100 mm/s
3.10 Connection to the Meniscus Formation
Figure 20 shows the evolution of the inlet meniscus before contact in a ball bearing geometry at 100 mm/s. At the beginning of the experiment (1), there is a lot of lubricant before contact and large clumps of thickener form vortices from which clumps escape into the contact area. The lubricant tends to circulate around the contact, therefore the volume of lubricant before contact is reduced. After a few revolutions, a V-shaped meniscus is formed where the lubricant tends to flow into the middle of the rolling path (2). The volume decreases and the shear stress causes the grease structure to soften. This change will wear off very quickly and subsequent changes will be much slower. Further loss of lubricant will cause the grease to form an inclined meniscus shape (3), with lubricant flowing from the side with the larger volume of lubricant to the area with the smaller volume of lubricant. At this stage, only small particles of thickener are visible. The last phase (4) occurs when there is only a small amount of lubricant in the vicinity of the contact. At this stage, major changes in the amount of lubricant or shape no longer occurred. When speed is increased, the meniscus is reduced and the lubrication layer on the track is increased, when slowing down, the meniscus is increased. Observation shows that the contact geometry retains only a small amount of lubricant in its vicinity (approximately the width of the contact). This amount is held primarily by capillary force. It can be seen that it is a mixture of oil and thickener. However, the structure of the thickener has been refined due to shear stress.

Meniscus development before contact under 100 mm/s
3.11 Thickener Mapping at Different Velocity
At a velocity of 25 mm/s for the Ball-on-disc device, a steep linear increase was observed up to a rolling distance of 50 m as shown in Fig. 21. a slight deceleration in the thickness increase was observed. The Ball-on-ring device shows a more gradual linear increase and up to a rolling distance of 40 m. Thereafter, the increase in intensity slowed down. The final value on Ball-on-ring equipment was around 1980 and the final value of Ball-on-disc equipment was around 4400 and the trend indicated further growth.

Comparison of Ball-on-disc and Ball-on-ring tribometer experiment at 25 mm/s
At a velocity of 50 mm/s for the Ball-on-disc device, a steep linear increase was observed throughout the experiment as shown in Fig. 22. However, the increase was slower than that for the 25 mm/s velocity. The Ball-on-ring device shows good agreement in the first 35 m of the experiment. Thereafter, the readings show a slight deviation and a stabilization was observed from 60 m onwards. The final value on Ball-on-ring devices was around 520 and the final value of Ball-on-disc devices was around 980 and the trend indicated further growth.

Comparison of Ball-on-disc and Ball-on-ring tribometer experiment at 50 mm/s
At 100 mm/s for the Ball-on-disc device, a steep linear increase was observed throughout the experiment as shown in Fig. 23. However, the increase was slower than for both 25 mm/s and 50 mm/s The Ball-on-ring device shows a good agreement in the first 40 m of the experiment and then a stabilization at around 380. The final value on the Ball-on-disc device was 670 and the trend showed a further increase.

Comparison of Ball-on-disc and Ball-on-ring tribometer experiment at 100 mm/s
At a velocity of 200 mm/s, a steep linear increase was observed for the Ball-on-disc device throughout the experiment, as shown in Fig. 24. However, this increase was slower than for the 25 mm/s, 50 mm/s and 100 mm/s devices. The Ball-on-ring device shows good agreement in the first 25 m of the experiment and then there is a slight decrease from a value of 380 to around 220 and stabilization. The final value on Ball-on-disc equipment was 600 and the trend showed a further increase.

Comparison of Ball-on-disc and Ball-on-ring tribometer experiment at 200 mm/s
At a velocity of 300 mm/s, a steep linear increase was observed for the Ball-on-disc device throughout the experiment, as shown in Fig. 25. However, this increase was slower than all previous experiments. The Ball-on-ring device shows good agreement in the first 30 m of the experiment and then there is a slight decrease from a value of 380 to around 220 and stabilization. The difference between the velocity of 200 mm/s and 300 mm/s is visible at the beginning of the experiment, when the intensity was higher at the higher velocity.

Comparison of Ball-on-disc and Ball-on-ring tribometer experiment at 300 mm/s
4 Discussion
The presented results proved the complexity of the grease lubrication problem. The publications mentioned in the introduction have shown that the formation is influenced by a number of operating parameters such as load, speed, running time [31] and in some greases a more pronounced formation of a thickener layer on the track can be observed. Using two optical methods and two devices, these parameters were further studied. The following discussion is divided according these topics:
-
Difference between colorimetric interferometry and LIF
-
Thickener concentration and calibration
-
Transferability between Ball-on-disc and Ball-on-ring devices
4.1 Difference Between Colorimetric Interferometry and LIF
The experiment performed demonstrates the complexity of the behaviour of the thickener in point EHL contact on the Ball-on-disc setup and its effect on the lubricating film. Under fully flooded conditions, a decrease in thickness during the experiment can be observed for the grease (A, C) and an increase in thickness for the grease (B). The concentration of thickener in the lubricant film for grease samples (A, B) increased during the experiment and for grease (C) a slight decrease and subsequent stabilization was observed. Under starving conditions, a decrease and subsequent stabilization was observed for sample (A). For sample (B, C), the thickness was minimal and unchanged throughout the experiment. Change in thickener concentration was observed only in sample (A) when an increase and subsequent stabilization was observed.
The presented data show the influence of operating parameters on the thickener concentration in the EHL contact. The proportion of thickener in the lubricating film is strongly determined by the type of thickener and its structure achieved after homogenization. Homogenization is determined by the size of the thickener clumps that interact with the surfaces in the EHL contact. The level of starvation and the speed have another major influence. It is likely that the main parameter is the affinity of the thickener for the base oil. The affinity of the thickener to the base oil will make a big difference in thickener behaviour. According to Komiya et. al. [32], alicyclic di-urea thickeners show lower affinity than lithium complex based thickeners. The contact pressure causes the grease components to separate from each other and the thickener to adhere to the rolling paths, as shown in Fig. 9. Using the LIF method, the thickener on the pathway was visualized at the beginning and end of the experiment. Grease B shows the most visible change in thickener on the pathway. The formation of a residual layer on the tracks has been observed by other authors as Fisher et. al. [33], or Cann et. al. [34]. The change in thickener concentration is linear as shown in the results of Fig. 8. and the thickener concentration is higher for larger thickener clusters. The reason for the larger thickener concentration may be due to the larger contact area between the thickener cluster surface and the contact surfaces. Another reason may be a larger amount of thickener being drawn into the EHL contact at any particular time.
In addition, our results show that the increase in thickener concentration is also affected by the rate as shown in the Fig. 18. The different rate of thickness change over time is evident. At lower velocity, the effect is more pronounced and the thickener tended to stick in the centre of the contact as shown in Fig. 17. Thus, this phenomenon may be related to the effective viscosity, which increases at low velocities as reported by Morales-Espejel et. al. [7]. The second reason may be the smaller distance between the contact surfaces where the mechanical processing of the thickener is more intense. The reason for the growth of the thickener layer from the centre of contact may be due to the effect of the highest contact pressure. The higher contact pressure will have a greater effect on the grease structure and will separate the grease components more from each other.
Under severe starvation conditions, the thickener concentration in the lubricating film was more pronounced. For grease (A), the thickener was the dominant component of the lubricating film. The reason for the high thickener representation in the film is the large thickener clusters in the sample. During the initial passes of experiment, large particles of thickener were attached to the track and homogenization occurred on the track with successive passes. Small thickener particles did not attach as significantly and subsequent thickener spreading thereafter was minimal. Therefore, the results of sample (B) are comparable to sample (C).
4.2 Thickener Concentration and Thickness Calibration
The experiments showed a change in the concentration of thickener in the lubricating film during the experiment. Therefore, the determination of film thickness using the LIF method and fluorescently dyed thickener may not be accurate. To calibrate the LIF method, calibration images were taken as shown in Fig. 26. This calibration assumes the original representation of the grease components, for grease A (base oil 85% and thickener 15%) .

Calibration images
The calibration image allows you to visualize the grease structure and the impact of sample homogenization. It was observed that the thickener clusters contain more dye than the surroundings as shown by Kostal el. al. [26]. The reasons why the LIF method will cause inaccuracies may be the grinding of the thickener clumps during the experiment as in the grease sample (A) or the sticking of the thickener on the track as shown in sample (A, B). Both of these processes change the representation of thickener in the lubricant film. Sample (C) is most suitable for the use of thickness measurements. For accurate use of the LIF method, it may be advantageous to use grease samples with a higher degree of homogenization and a strong affinity of the thickener for the base oil.
4.3 Difference in the Behaviour of the Thickener on the Ball-On-Disc Device and in the Actual Ball Bearing Geometry
Another area that needs to be discussed is the difference in the behaviour of the thickener in the lubricating film in the EHL contact formed between the Ball-on-disc tribometer and the contact geometry of the actual ball bearing. Figure 19 shows experiments under the same conditions at 100 mm/s on the Ball-on-ring tribometer device. For all three greases, the trends in calibrated fluorescence intensity were very similar to those on the Ball-on-disc device under fully flooded conditions as shown in Fig. 6. Grease (B) showed the greatest difference, with the Ball-on-ring device showing no linear increase in intensity over time. Next, experiments were performed for grease (B) for different speeds. The results showed the ability of the contact geometry of the ball bearing to form fully flooded conditions at low speeds, when there was an increase in the concentration of thickener in the lubricant film. At higher speeds, the thickener concentration stabilized. The result shows that the formation of the lubricating film in the contact geometry of a ball bearing will also be affected by the thickener under certain conditions.
The increase in fluorescence intensity for 50 mm/s shows the ability of the ball bearing contact geometry to produce fully flooded conditions. The more efficient replenishment of the contact is due to the greater capillarity of the geometry. However, the increase in fluorescence intensity was more limited than in the Ball-on-disc experiments under fully flooded conditions. The reason is that there is a certain amount of grease in the vicinity of the contact, which is mechanically processed due to contact passes. Therefore, there is no replenishment of fresh grease, which would contain large clumps of thickener. At 100 mm/s, the amount of grease around the contact decreased as shown in Fig. 20, therefore the increase in thickener concentration was more limited than at 50 mm/s. At higher speeds, the thickener concentration then stabilised. The reason for the stabilization of the thickener in the lubricating film is due to the stabilization of the total amount of grease available for the formation of the lubricating film. This observation finds support in measurements on real ball bearings, whereas the velocity increases, the lubricating film becomes less velocity dependent [16].
Although the results show the contribution of the thickener in the lubricating film in the contact geometry of the ball bearing, this is only for a short period of time of bearing operation. It can be expected that the transferability of the result to a real ball bearing will only be in the initial hours of operation. Another shortcoming of the experiments is the limitation to contact geometries only. The absence of cage and real rolling element motions influences the results. The effect of rolling element spin further contributes to more efficient lubricant replenishment, therefore the contribution of the thickener can be expected to be more significant. However, the results show that the thickness of the lubricating film in the ball bearing can be affected by the thickener. Therefore, in addition to the viscosity, contour width and velocity parameters as described by the Cen et. al. [17], a parameter describing the behaviour of the thickener should be included.
5 Conclusion
In this study, the effect of thickener on EHL contacts was investigated by optical interferometry and fluorescence microscopy for a simplified Ball-on-disc configuration geometry and a real bearing contact geometry. The variation of thickener concentration in the lubricating film was shown and the differences between thickener types were demonstrated. Alicyclic di-urea shows the ability to form more pronounced thickener layers on the raceway than lithium thickener. This capability has also been observed in contact bearing geometry, but in a more limited form. Only a limited amount of lubricant is involved in lubrication, therefore the increase in concertation was more gradual. The increase in thickener concentration was not observed but stabilised at a certain value at higher speeds. The results provide evidence of a number of consistent trends in grease lubrication and thus offer further insight into this issue. The results of the work can be summarized as follows:
-
For fully flooded conditions, the concentration of thickener in the lubricating film increases with increasing distance travelled for greases with alicyclic di-urea thickener and for lithium complex, the concentration decreases slightly initially and then stabilises.
-
Under starved conditions, the thickener concentration increases for lubricants with alicyclic di-urea thickener with large clumps. With finer structures, the concentration evolution was the same as for the lithium complex.
-
The change in the rolling rate determines the rate of increase in thickener concentration. For slow velocities up to 25 mm/s the increase in concentration is most pronounced. As the velocity increases, the increase in concentration slows down. The increase in concentration is initially a linear process.
-
The behaviour of the thickener at the contact of the ball bearing geometry shows a less rapid increase in concentration than on the Ball-on-disc tribometer. The limited amount of available lubricant around the contact and the mechanical treatment of the thickener due to contact passage have a major influence.
The presented research has shown the possibilities of mapping the thickener in lubricating film by fluorescence microscopy. The use of this method proves to be a good tool for mapping its behaviour and determining the ratio of lubricant components in the lubricating film. Furthermore, the research has shown the impact of contact geometry on thickener behaviour and has demonstrated the behaviour of thickener in a real contact geometry of a ball bearing. However, this is a short time period that only shows the behaviour of fresh grease. Future work should focus on verifying these trends in real operating conditions of radial ball bearings.
Data availability
A declaration of data availability is included in the subchapter Funding.
Change history
12 July 2024
A Correction to this paper has been published: https://doi.org/10.1007/s11249-024-01887-9
References
Bakolas, V., Roedel, P., Koch, O., Pausch, M.: A first approximation of the global energy consumption of ball bearings. Tribol. Trans. 64(5), 883–890 (2021). https://doi.org/10.1080/10402004.2021.1946227
Chatra, S., Lugt, P.M.: The process of churning in a grease lubricated rolling bearing: channeling and clearing. Tribol. Int. (2021). https://doi.org/10.1016/j.triboint.2020.106661
Huang, L., Guo, D., Wen, S.: Starvation and reflow of point contact lubricated with greases of different chemical formulation. Tribol. Lett. 55(3), 483–492 (2014). https://doi.org/10.1007/s11249-014-0376-2
Lugt, P.M.: A review on grease lubrication in rolling bearings. Tribol. Trans. 52(4), 470–480 (2009). https://doi.org/10.1080/10402000802687940
Cann, P.M.: Understanding grease lubrication. Tribol. Ser. 31, 573–581 (1996). https://doi.org/10.1016/S0167-8922(08)70819-8
Cann, P.M.: Starved grease lubrication of rolling contacts. Tribol. Trans. 42(4), 867–873 (1999). https://doi.org/10.1080/10402009908982294
Morales-Espejel, G.E., Lugt, P.M., Pasaribu, H.R., Cen, H.: Film thickness in grease lubricated slow rotating rolling bearings. Tribol. Int. 74, 7–19 (2014). https://doi.org/10.1016/j.triboint.2014.01.023
Cen, H., Lugt, P.M., Morales-Espejel, G.: On the film thickness of grease-lubricated contacts at low speeds. Tribol. Trans. 57(4), 668–678 (2014). https://doi.org/10.1080/10402004.2014.897781
Kaneta, M., Ogata, T., Takubo, Y., Naka, M.: Effects of a thickener structure on grease elastohydrodynamic lubrication films. Proc. Inst. Mech. Eng. Part J 214(4), 327–336 (2000). https://doi.org/10.1243/1350650001543214
Cann, P.M.: Grease lubrication of rolling element bearings - Role of the grease thickener. Lubr. Sci. 19(3), 183–196 (2007). https://doi.org/10.1002/ls.39
Kochi, T., Sakai, M., Nogi, T., Dong, D., Kimura, Y.: Experimental study on the physics of thick ehl film formation with grease at low speeds. Tribol. Lett. (2019). https://doi.org/10.1007/s11249-019-1166-7
Gohar, R., Cameron, A.: Optical measurement of oil film thickness under elasto-hydrodynamic lubrication. Nature (1963). https://doi.org/10.1038/200458b0
Krupka, I., Sperka, P., Hartl, M.: Effect of surface roughness on lubricant film breakdown and transition from EHL to mixed lubrication. Tribol. Int. 100, 116–125 (2016). https://doi.org/10.1016/j.triboint.2015.12.008
Strubel, V., et al.: Fluorescence tracking and µ-PIV of individual particles and lubricant flow in and around lubricated point contacts. Tribol. Lett. (2017). https://doi.org/10.1007/s11249-017-0859-z
Lugt, P.M., Velickov, S., Tripp, J.H.: On the chaotic behavior of grease lubrication in rolling bearings. Tribol. Trans. 52(5), 581–590 (2009). https://doi.org/10.1080/10402000902825713
Cen, H., Lugt, P.M.: Replenishment of the EHL contacts in a grease lubricated ball bearing. Tribol. Int. (2020). https://doi.org/10.1016/j.triboint.2019.106064
Cen, H., Lugt, P.M.: Film Thickness in a Grease Lubricated Ball Bearing. Tribol. Int. 134, 26–35 (2019). https://doi.org/10.1016/j.triboint.2019.01.032
Shetty, P., Meijer, R.J., Osara, J.A., Lugt, P.M.: Measuring film thickness in starved grease-lubricated ball bearings: an improved electrical capacitance method. Tribol. Trans. 65(5), 869–879 (2022). https://doi.org/10.1080/10402004.2022.2091067
Chatra, K.R.S., Osara, J.A., Lugt, P.M.: The lubrication mechanism behind the transition from churning to bleeding in grease lubricated bearings—Experimental characterization. Tribol. Int. (2023). https://doi.org/10.1016/j.triboint.2023.108375
Sakai, K., Ayame, Y., Iwanami, Y., Kimura, N., Matsumoto, Y.: Observation of grease fluidity in a ball bearing using neutron imaging technology. Tribol. Onl. 16(2), 146–150 (2021). https://doi.org/10.2474/trol.16.146
Liang, H., Zhang, Y., Wang, W., Zhang, S.: An experimental study on the distribution and migration of lubricating oil in rolling bearings at low speeds. Tribology Trans. 65(4), 677–685 (2022). https://doi.org/10.1080/10402004.2022.2069627
Liang, H., Fan, Z., Wang, W., Zhao, Z.: Experimental investigation of the oil supply layer in a model rolling bearing. J Tribol. (2023). https://doi.org/10.1115/1.4055719
Chen, H., Wang, W., Liang, H., Ge, X.: Observation of the oil flow in a ball bearing with a novel experiment method and simulation. Tribol. Int. (2022). https://doi.org/10.1016/j.triboint.2022.107731
Chen, H., Liang, H., Wang, W., Zhang, S.: Investigation on the oil transfer behaviors and the air-oil interfacial flow patterns in a ball bearing under different capillary conditions. Friction 11(2), 228–245 (2023). https://doi.org/10.1007/s40544-021-0592-3
Chen, H., Wang, W., Zhao, Z., Liang, H.: Evolution and flow maps of the oil layer in successive rolling point contact systems: Bearing as a case. Physics of Fluids. (2022). https://doi.org/10.1063/5.0084464
Kostal, D., Okal, M., Fryza, J., Krupka, I., Hartl, M.: Novel in-situ observation of the grease constituents in elastohydrodynamic contacts by fluorescence microscopy. Tribol. Lett. (2022). https://doi.org/10.1007/s11249-022-01671-7
Okal, M., Kostal, D., Sperka, P., Krupka, I., Hartl, M.: Effect of contact conformity on grease lubrication. Lubricants (2022). https://doi.org/10.3390/lubricants10110289
Hartl, M., Křupka, I., Poliščuk, R., Liška, M.: An automatic system for real-time evaluation of EHD film thickness and shape based on the colorimetric interferometry. Tribol. Trans. 42(2), 303–309 (1999). https://doi.org/10.1080/10402009908982221
Hartl, M., et al.: Thin film colorimetric interferometry. Tribol. Trans. 44(2), 270–276 (2001). https://doi.org/10.1080/10402000108982458
B. J. Hamrock and D. Dowson, “Isothermal elastohydrodynamic lubrication of point contacts. Part 4 - Starvation results.,” Trans. Asme, Ser. F, J. Lubr. Technol., vol. 99, no.1, no. April, pp. 15–23, 1977.
Li, X., Guo, F., Poll, G., Fei, Y., Yang, P.: Grease film evolution in rolling elastohydrodynamic lubrication contacts. Friction 9(1), 179–190 (2021). https://doi.org/10.1007/s40544-020-0381-4
H. Komiya, Y. Geshi, N. Yaotani, T. Hirayama 4*, T. Matsuoka, and H. Sakamoto, “Effects of Thickener on Oil Film Formation of Lubricating Grease,” J. Jpn. Soc. Tribol., vol. 64, pp. 33–41, 2019, https://doi.org/10.18914/tribologist.18-00012.
Fischer, D., Mues, H., Jacobs, G., Stratmann, A.: Effect of over rolling frequency on the film formation in grease lubricated EHD contacts under starved conditions. Lubricants (2019). https://doi.org/10.3390/lubricants7020019
Cann, P.M., Lubrecht, A.A.: An analysis of the mechanisms of grease lubrication in rolling element bearings. Lubric. Sci. 11(3), 227–245 (1999)
Funding
Open access publishing supported by the National Technical Library in Prague. This publication was supported by the project "Mechanical Engineering of Biological and Bio-inspired Systems", funded as project No. CZ.02.01.01/00/22_008/0004634 by Programme Johannes Amos Comenius, call Excellent Research. In addition, the work was sponsored by ENEOS Corporation.
Experimental data for: Thickener behaviour in rolling elastohydrodynamic lubrication contacts are available at resource https://doi.org/10.5281/zenodo.10848632.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by MO, DK, KS. The first draft of the manuscript was written by MO and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original version of the article was revised: Unwanted paragraph which presented in "Conclusion" section has been removed.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Okal, M., Kostal, D., Sakai, K. et al. Thickener Behaviour in Rolling Elastohydrodynamic Lubrication Contacts. Tribol Lett 72, 72 (2024). https://doi.org/10.1007/s11249-024-01874-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-024-01874-0