
Abstract
In this work, two novel alloys containing 4 and 5 mass.% Mn were subjected to theoretical calculations using JMatPro software and experimental studies using dilatometry in order to determine their critical temperatures and ranges of phase transformations of supercooled austenite in undeformed and deformed states. The differences in the kinetics of phase transformations and final microstructures were observed using a light microscope and compared for both investigated alloys. The Mn addition had a strong effect on reducing the Ac3 and Ms temperatures. The plastic deformation applied prior cooling affected the Ms temperature of investigated alloys and kinetics of phase transformations. Both investigated alloys showed high hardenability in the deformed and non-deformed states; and therefore, they can be used as good candidates for products obtained via the Quenching and Partitioning process. Investigated alloys can be used both for sheets and plates of increased thickness because the homogeneous martensitic microstructure can be obtained in a wide range of cooling rates during quenching. The obtained results show a wide technological window for the investigated alloys in producing sheets and plates via the Quenching and Partitioning process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Medium manganese steels (3–10 mass.% Mn) belonging to the third generation of advanced high strength steels (AHSS) can potentially be applied in the automotive industry because they show good strength–ductility balance at an acceptable production cost [1,2,3]. The third generation of AHSS includes steels produced via intercritical annealing (IA) [4, 5], quenching and partitioning (Q&P) process [5, 7] and steels containing bainitic ferrite [8,9,10]. The beneficial combination of strength and ductility of these steels is related to the multiphase microstructure containing a fine-grained matrix (ferrite, martensite or bainite) and some fraction of retained austenite (RA), typically in the range of 15–40 vol.% [4,5,6,7,8,9,10]. The stabilization of the desired fraction of RA is a key issue, which is taken into account during the design and processing routes of medium-Mn steels. Retained austenite is able to undergo strain-induced martensitic transformation (SIMT) during deformation providing the high strength and ductility of steels. The effectiveness of SIMT is closely related to the amount and stability of RA [11, 12].
The successive phase transformations in the solid state play a key role as a fundamental instrument in achieving desired microstructures and mechanical properties of multiphase steels [13]. The Quenching and Partitioning (Q&P) concept was designed to improve the ductility of novel martensitic steels via the Transformation Induced Plasticity (TRIP) effect caused by the transformation of retained austenite into martensite during plastic deformation [14, 15]. The Q&P process consists of a few stages. First, the steel is heated to the austenitization or intercritical temperature, then it is quenched to a temperature between Ms and Mf and the austenite undergoes a partial transformation into martensite. After quenching, the steel is heated to a partitioning temperature, which is slightly higher than Ms. At this stage, carbon partitioning from supersaturated martensite into austenite takes place and the undesired cementite precipitation may also occur. The austenite is enriched in carbon, thus its stability increases and therefore some fraction of austenite can be retained in the final microstructure [6, 7]. The quenching temperature is crucial to determining the austenite–martensite ratio. Typically, the quenching stage of the Q&P process is carried out in a temperature range from 200 to 300 °C [14, 15]. Avoiding the occurrence of ferritic, pearlitic or bainitic transformation during cooling after austenitization to the quenching temperature is crucial to obtaining the microstructure composed of martensite and austenite. To ensure a homogeneous microstructure of products with larger cross sections such as plates, steel should show high hardenability. Moreover, the high hardenability of steel is beneficial from the industrial point of view because simple air-cooling can be applied instead of using water or other medium as a coolant.
The Q&P process has been typically carried out as a heat treatment applied to cold rolled sheets [16, 16]. The innovative energy saving approach integrates the hot rolling and Q&P process in one production cycle. Therefore, the designing of processing routes for Q&P steels requires detailed knowledge on the influence of plastic deformation in the austenite region on the kinetics of phase transformation during cooling. In this work, the influence of plastic deformation on the kinetics of phase transformation during continuous cooling of steels containing 4 and 5 mass.% Mn was studied.
Material and experimental techniques
The chemical composition of the investigated alloys is presented in Table 1. The content of individual chemical elements was designed to obtain the best mechanical properties via Quenching and Partitioning (Q&P) process. Moreover, the chemical composition of alloys took into account their potential use for sheets and plates in automotive applications. The reduced carbon content to 0.17 mass.% is beneficial in terms of weldability and impact toughness of steel [17, 18]. The Mn content 4–5 mass.% was added to provide high hardenability of steel and to stabilize retained austenite. Si and Al were added to prevent carbide precipitation during a partitioning step [6, 19]. Mo was added to improve hardenability and solid solution strengthening [20]. Nb was added to refine the microstructure and thus to improve the strength properties [21].
The investigated alloys were first cast in a vacuum furnace under argon atmosphere. Next, ingots were austenitized at 1200 °C for 2 h to homogenize the chemical composition and subsequently hot-rolled in a temperature range from 1200 to 900 °C to a thickness of 22 mm. The hot-rolling process was carried out using the LPS/B semi-industrial (Łukasiewicz Research Network—Upper Silesian Institute of Technology, Gliwice, Poland). The obtained flat bars were used for further investigations.
Thermodynamic calculations using JMatPro software with the implemented database v11.2 General Steels Module were carried out in order to determine the theoretical phase transformation kinetics under continuous cooling and characteristic parameters of model alloys such as critical temperatures of phase transformations and critical cooling rate.
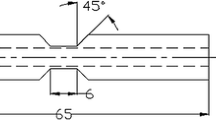
The transformation kinetics of investigated alloys was tested using high resolution BÄHR dilatometer DIL 805 A/D. The experiments were conducted in a vacuum and helium was used for cooling. The temperature during measurements was controlled by a S-type thermocouple welded to the surface of each sample. The samples for dilatometric measurements were machined from the hot-rolled plates, parallel to the rolling direction. Two types of samples were used in the measurements. Cylindrical samples of 5 mm diameter and 10 mm length deformed with 50% deformation degree at 900 °C and samples of 4 mm diameter and 10 mm length without plastic deformation applied before cooling. The dilatometric data were analyzed according to ASTM A1033-04 standard [22]. The Ac1 and Ac3 temperatures were determined by slow heating of a sample at a rate of 20 °C s-1. The Ms temperature was determined during quenching at a rate of 60 °C s-1 [23]. The samples were austenitized at 1100 °C prior cooling. The continuous-cooling-transformation (CCT) diagrams and deformation continuous-cooling-transformation (DCCT) diagrams of alloys were prepared based on dilatometric measurements to determine a critical cooling rate. The detailed information about the parameters applied during dilatometric measurements is presented in Table 2.
A light microscope (Zeiss, Z1m Axio Observer) was used to characterize the microstructure of the investigated alloys. Specimens were cut to one third of their length and embedded in a thermosetting resin. The samples were ground using SiC paper with a grid up to 2000. Then, the samples were polished with 3 and 1 µm diamond pastes and finally with the colloidal silica. The microstructure was revealed by etching the samples for 5 s with a 5% nital solution at room temperature.
Results and discussion
Determining a critical cooling rate to obtain a fully martensitic microstructure is crucial for Quenching and Partitioning steels because after heating to the austenite region and hot deformation (thermomechanically treated steels), quenching to a temperature between Ms and Mf is carried out to achieve a desired martensite–austenite ratio [24, 25]. Determining the range of cooling rates for which the ferrite, pearlite or bainite are not present in the microstructure is important from the technological point of view because it allows adjustment a proper cooling medium.
The theoretical CCT (continuous cooling transformation) diagrams of investigated alloys obtained using JMatPro are presented in Fig. 1. The austenitization at 1100 °C was applied and the range of cooling rates was from 110 to 0.01 °C s-1. The characteristic temperatures and critical cooling rates of investigated alloys calculated using JMatPro are listed in Table 3.

CCT diagrams calculated using JMatPro obtained at different cooling rates from 110 to 0.01 °C s-1 for the: 4Mn alloy (a) and 5Mn alloy (b)
It was observed that the Mn addition had a strong effect on reducing Ac3 and Ms temperatures of steel because Mn is an austenite stabilizing element [26,27,28]. Kaar et al. [28] reported that addition of 1 mass.% of Mn decreases the Ms temperature of steel by − 32 °C. It was noted that the formation of pearlite and bainite in 5 mass.% Mn alloy was shifted to lower cooling rates compared for the alloy containing 4 mass.% Mn. Figure 2 shows the microstructural evolution of structural constituents as a function of temperature determined by JMatPro. It was noted that the 5Mn alloy shows higher hardenability than the alloy containing 4 mass.% of Mn. For the 5Mn alloy, the fraction of ferrite was close to zero even at a very slow cooling rate of 0.1 °C s-1. Detrimental pearlite disappears in 5Mn steel at a cooling rate of 1 °C s-1 (Fig. 2f), whereas in the 4Mn steel it is the case after increasing the cooling rate to 5 °C s-1 (Fig. 2c).

Microstructural evolution of structural constituents as a function of temperature determined based on JMatPro software at different cooling rates in: 4Mn alloy (a–c) and 5Mn alloy (d–f)
The results obtained using thermodynamic calculations were compared with the results of dilatometric measurements. Figure 3 presents the dilatometric curves of investigated alloys obtained during heating at 20 °C s-1 and cooling at 60 °C s-1. Comparing to the data obtained from the theoretical calculations (Table 3) the results showed moderate agreement; however, a similar tendency was observed, i.e., the Ac3 and Ms temperatures were lower for the steel containing 5 mass.% of Mn. The discrepancy in theoretical and experimental values was related to the inaccuracy of current databases and/or non-equilibrium thermal routes applied during experimental investigations. Modeling approach assumes equilibrium heating (infinitely long). However, the heating rate used for dilatometric measurements was 20 °C s-1. The non-equilibrium conditions resulted in higher critical temperatures of investigated alloys [29]. A wide temperature range between Ms and Mf was noted for both investigated alloys: 190 °C for 4Mn steel and 176 °C for 5Mn steel, respectively. It provides a large technological window for the quenching step. The characteristic temperatures during heating and cooling of investigated alloys obtained using dilatometry without hot deformation are listed in Table 4.

Dilatometric curves of investigated alloys obtained during heating (a) and cooling (b); RCL—relative change in length
The investigated alloys are intended to automotive Q&P sheets and plates, which can be produced via heat treatment or hot-rolling process with the finishing deformation typically applied at 850–900 °C integrated with the Q&P process [30, 31]. Therefore, in the present study, plastic deformation at 900 °C was applied before cooling (DCCT) and the CCT and DCCT diagrams are compared in Fig. 4. The characteristic temperatures obtained using dilatometry for the investigated alloys for deformed and non-deformed specimens cooled at different rates are shown in Fig. 4. The CCT curves of 4Mn alloy showed that the bainitic transformation occurred only in a specimen cooled at a very low rate of 0.05 °C s-1 (Fig. 4a). In case of steel containing 5 mass.% of Mn, regardless of the applied cooling rate in a range from 0.05 to 60 °C s-1, a fully martensitic microstructure was obtained. Typically, plastic deformation accelerates and increases the kinetics of ferritic, pearlitic or bainitic transformation of the steel [13]. Dislocations generated during plastic deformation act as nucleation sites for the new diffusion-controlled phases [33]. It was also observed that for the deformed alloys, the Ms temperature increased with decreasing cooling rates (Fig. 5). It may be related to static recrystallization, which may be more advanced for slowly cooled material [8]. However, in case of non-deformed alloys the observed trend in Ms temperature was almost constant (Fig. 4). At high cooling rates of 60 °C s-1 and 10 °C s-1, Ms temperatures of both alloys were lower for the deformed samples. However, with decreasing cooling rate the Ms temperature of undeformed samples was slightly lower. The Ms temperatures of both investigated alloys in deformed and non-deformed states did not exceed 384 °C in a whole range of applied cooling rates, which creates good conditions for the stabilization of retained austenite (Fig. 5). The fully martensitic microstructure in investigated alloys can be obtained in a wide range of cooling rates both in the deformed and non-deformed states. It is beneficial because the investigated alloys can be used for producing elements of large cross sections such as plates.

CCT and DCCT diagrams obtained using dilatometry for: 4Mn alloy (a) and 5Mn alloy (b)

Dilatometric curves of investigated alloys obtained during cooling at different rates for non-deformed 4Mn alloy (a) and 5Mn alloy (b) and deformed 4Mn alloy (c) and 5Mn alloy (d)
Figures 6 and 7 show the microstructures of investigated alloys obtained at different cooling rates from 60 to 0.05 °C s-1. Some fraction of bainite was only observed in the microstructure of non-deformed 4Mn alloy cooled at a rate of 0.05 °C s-1 (Fig. 6b). For cooling rates higher than 0.05 °C s-1, only martensitic microstructures were observed. In case of the alloy containing 5 mass.% of Mn (Fig. 7), a pure martensitic microstructure was observed regardless of the applied cooling rate. It is beneficial because simply air cooling can be applied during the quenching step, which does not require modification of existing technological lines. Obtained results are in good agreement with the dilatometric measurements (Fig. 4).

Microstructures of 4Mn alloy obtained for specimens non-deformed (CCT) and deformed (DCCT) prior to cooling at different rates

Microstructures of 5Mn alloy obtained for specimens non-deformed (CCT) and deformed (DCCT) prior to cooling at different rates
This paper is focused on the kinetics of phase transformations in non-deformed and plastically deformed alloys. The obtained results are the basis for further research concerning the design and optimization of time–temperature variants of Quenching and Partitioning processing routes and the characterization of resulting mechanical properties.
Conclusions
This work presents insights into the effect of plastic deformation on the kinetics of phase transformation during continuous cooling of novel steels containing 4 and 5 mass.% of Mn intended for Q&P processing. According to the results, the following conclusions can be drawn:
-
The addition of manganese had a strong effect on reducing the Ac3 and Ms temperatures due to the austenite stabilizing effect of this element. Both critical temperatures were lower for the steel containing 5 mass.% of Mn.
-
The investigated alloys are well-suited for Quenching and Partitioning processing routes. A wide temperature range between Ms and Mf was noted for both investigated alloys: 190 °C for 4Mn steel and 176 °C for 5Mn steel, respectively. It provides a large technological window for the quenching step.
-
The occurrence of undesired ferritic, pearlitic or bainitic transformations during continuous cooling after austenitization was eliminated for both deformed and non-deformed states due to the increased Mn addition (4–5 mass.%). The formation of a small fraction of bainite was observed only in the CCT curves of 4Mn alloy at a very slow cooling rate of 0.05 °C s-1.
-
The investigated alloys can be used both for sheets and plates of increased thickness produced via conventional Q&P heat treatment or thermomechanical Q&P processing integrated with hot rolling in one production cycle because the homogeneous martensitic microstructure can be obtained in a wide range of cooling rates applied during the quenching step.
-
The Ms temperature of deformed alloys increased with decreasing cooling rates. It may be related to static recovery and recrystallization and a corresponding decrease in dislocation density, which was more advanced for slowly cooled samples. In case of non-deformed alloys the Ms temperatures were almost constant.
-
The results of simulations and experimental tests show moderate agreement; however, a similar tendency was observed. The Ac3 and Ms temperatures were lower for the steel containing 5 mass.% of Mn. It was related to the inaccuracy of current databases and/or non-equilibrium thermal routes applied during experimental investigations.
References
Lee YK, Han J. Current opinion in medium manganese steel. Mater Sci Technol. 2015;31:843–56.
Grajcar A, Zalecki W, Burian W, Kozłowska A. Phase equilibrium and austenite decomposition in advanced high-strength medium-Mn bainitic steels. Metals. 2016;6:248.
Kwok TWJ, Dye D. A review of the processing, microstructure and property relationships in medium Mn steels. Int Mater Rev. 2023;68:1098–134.
Varanasi RS, Lipinska-Chwałek M, Mayer J, Gault B, Ponge D. Mechanisms of austenite growth during intercritical annealing in medium manganese steels. Scripta Mater. 2022;206: 114228.
Mueller JJ, Hu X, Sun X, Ren Y, Choi K, Barker E, Speer JG, Matlock DK, De Moor E. Austenite formation and cementite dissolution during intercritical annealing of a medium-manganese steel from a martensitic condition. Mater Des. 2021;203: 109598.
Kaar S, Krizan D, Schneider R, Sommitsch C. Impact of Si and Al on microstructural evolution and mechanical properties of lean medium manganese Quenching and Partitioning steels. Steel Res Int. 2020;91:2000181.
Kaar S, Krizan D, Schneider R, Sommitsch C. Tailoring the ductility characteristics of lean-medium Mn quenching and partitioning steels with varying C contents. Steel Res Int. 2023;94:2200966.
Morawiec M, Grajcar A, Zalecki W, Garcia-Mateo C, Opiela M. Dilatometric study of phase transformations in 5Mn steel subjected to different heat treatments. Materials. 2020;13:958.
Hojo T, Koyama M, Kumai B, Shibayama Y, Shiro A, Shobu T. Comparative study of stress and strain partitioning behaviors in medium manganese and transformation-induced plasticity-aided bainitic ferrite steels. Scripta Mater. 2022;210: 114463.
Rana R, Ray RK, Liu C. Evolution of microstructure and mechanical properties during thermomechanical processing of a low density multiphase steel for automotive application. Acta Mater. 2024;75:227–45.
Finfrock CB, Thrun MM, Bhattacharya D, Ballard TJ, Clarke AJ, Clarke KD. Strain rate dependent ductility and strain hardening in Q&P steels. Metall Mater Trans A. 2021;52:928–42.
Dong XX, Shen YF, Xue WY, Jia N. Improved work hardening of a medium carbon-TRIP steel by partial decomposition of retained austenite. Mater Sci Eng A. 2021;803: 140504.
Dong Y, Xiang L, Zhu C, Du Y, Xiong Y, Zhang X, Linxiu D. Analysis of phase transformation thermodynamics and kinetics and its relationship to structure-mechanical properties in a medium-Mn high strength steel. J Mater Res Technol. 2023;27:5411–23.
Hou ZR, Zhao XM, Zhang W, Liu HL, Yi HL. A medium manganese steel designed for water quenching and partitioning. Mater Sci Technol. 2018;34:1168–75.
Li J, Xu Y, Lu B, Yu Y, Jing Y, Sun W. Improvement of strength-ductility combination in ultra-high-strength medium-Mn Q&P steel by tailoring the characteristics of martensite/ retained austenite constituents. J Mater Res Technol. 2022;18:352–69.
Cheng YY, Zhao G, Xu DM, Mao XP, Bao SQ, Yang GW. Comparative study on microstructures and mechanical properties of Q&P steels prepared with hot-rolled and cold-rolled C-Si-Mn sheets. J Mater Res Technol. 2022;20:1226–42.
De Knijf D, Petrov R, Föjer C, Kestens LAI. Effect of fresh martensite on the stability of retained austenite in quenching and partitioning steel. Mater Sci Eng A. 2014;615:107–15.
Yang J, Dong H, Xia Y, Li P, Hao X, Wang Y, Wu W, Wang B. Carbide precipitates and mechanical properties of medium Mn steel joint with metal inert gas welding. J Mat Sci Technol. 2021;75:48–58.
Dutta A, Park TM, Nam JH, Lee SI, Hwang B, Choi WS, Sandlöbes S, Ponge D, Han J. Enhancement of the tensile properties and impact toughness of a medium-Mn steel through the homogeneous microstrain distribution. Mater Char. 2021;174: 110992.
Kim B, Sietsma J, Santofimia MJ. The role of silicon in carbon partitioning processes in martensite/austenite microstructures. Mater Des. 2017;127:336–45.
Wang C, Yu L, Ding R, Liu Y, Li H, Wang Z, Liu C, Wang H. Microstructure and mechanical properties of a novel medium Mn steel with Cr and Mo microalloying. Mater Sci Eng A. 2021;825: 141926.
Vercruysse F, Celada-Casero C, Linke BM, Verleysen P, Petrov RH. The effect of Nb on the strain rate and temperature dependent behaviour of quenching & partitioning steels. Mater Sci Eng A. 2021;800: 140293.
ASTM A1033–04. Standard practice for quantitative measurement and reporting of hypoeutectoid carbon and low-alloy steel phase transformations. ASTM International: West Conshohocken. 2004.
Bała P, Krawczyk J, Lukaszek-Solek A, Pawłowski B, Dziurka R. The analysis of forging of X20Cr13 steel in austenite-ferrite transformation temperature range. In Proceedings of the 14th International Conference on Metal Forming; 2013.
De Moor E, Speer JG, Matlock DK, Kwak JH, Lee SB. Quenching and partitioning of CMnSi steels containing elevated manganese levels. Steel Res Int. 2012;83:322–7.
Kumar S, Singh SB. Microstructure-property relationship in the quenching and partitioning (Q&P) steel. Mater Charact. 2023;196: 112561.
Morawiec M, Opara J, Garcia-Mateo C, Jimenez JA, Grajcar A. Efect of Mn on the chemical driving force and bainite transformation kinetics in medium-manganese alloys. J Therm Anal Calorim. 2023;148:1567–76.
De Moor E, Speer JG, Matlock DK, Kwak JH, Lee SB. Effect of carbon and manganese on the quenching and partitioning response of CMnSi steels. ISIJ Int. 2011;51:137–44.
Kaar S, Steineder K, Schneider R, Krizan D, Sommitsch C. New Ms-formula for exact microstructural prediction of modern 3rd generation AHSS chemistries. Scripta Mater. 2021;200: 113923.
Moravec J, Novakova I, Vondracek J. Influence of heating rate on the transformation temperature change in selected steel types. Manuf Technol. 2022;20:217–22.
Skowronek A, Woźniak D, Grajcar A. Effect of Mn addition on hot-working behavior and microstructure of hot-rolled medium-Mn steels. Metals. 2021;11:354.
Wang Y, Yang Y, Dong Z, Park JH, Mi Z, Mao X, Mu W. Inclusion engineering in medium Mn steels: Effect of hot-rolling process on the deformation behaviors of oxide and sulfide inclusions. Metall Mater Trans B. 2022;53:2182–97.
Skowronek A, Morawiec M, Kozłowska A, Pakieła W. Effect of hot deformation on phase transformation kinetics in isothermally annealed 3Mn-1.6Al steel. Materials. 2020;13:5817.
Funding
The research leading to these results has received funding from the Norway Grants 2014-2021 via the National Centre for Research and Development, Grant No. NOR/SGS/INNOQPTECHNOL/0177/2020-00.
Author information
Authors and Affiliations
Contributions
[Aleksandra Kozłowska] contributed to the study conception and design. Material preparation, data collection and analysis were performed by [Aleksandra Kozłowska]. The first draft of the manuscript was written by [Aleksandra Kozłowska].
Corresponding author
Ethics declarations
Conflict of interest
The author declares that she has no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kozłowska, A. Dilatometric study on phase transformations in non-deformed and plastically deformed medium-Mn multiphase steels with increased Al and Si additions. J Therm Anal Calorim (2024). https://doi.org/10.1007/s10973-024-13428-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10973-024-13428-6