
Abstract
An empirical model was developed to estimate the thermal conductivity of heat-treated straw bulks based on laboratory experiments. During the measurements, two different types of straw were investigated, barley and wheat. Barley was used to composing our empirical model and define the influencing model parameters, and wheat straw was used for validation. Both straws were heat-treated in a dry oxidative ambient in five temperature steps from 60 to 180 °C. The thermal conductivity was measured at 120 kg m−3 bulk density after every treatment cycle. In addition, we were looking for the most suitable measurement methods to detect changes in material structure related to thermal conductivity in the range of relatively low-temperature treatments. Thermogravimetric measurement was conducted, and the mass loss and elemental composition were measured after every treatment cycle. The measurements showed that the mass percentage ratio of carbon in straw increased, and the mass percentage of oxygen decreased in the investigated temperature range. We identified and separated the following parameters of the model, which can estimate the relative thermal conductivity of heat-treated stem bulks: relative residual mass, relative mass percentage ratio of carbon content and oxygen content. We divided the model into two parts, creating a simpler but worse approximation (the measurements required for this are much easier to perform) and a slightly more complex but better approximation. After the validation, our model achieved good agreement with the relative thermal conductivities calculated by the measured thermal conductivities.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Natural bases raw materials in the construction industry
The construction industry needs to increase the use of alternative or sustainable methods and materials to meet the sustainability goals of the European Union, as it is currently the largest energy-consuming and waste-generating sector [1]. In 2020, the construction industry was responsible for 37.1% of the waste produced in the EU [2]. Materials used in this industry generally have a long life cycle. Still, compared to the structural (concrete, fine and coarse ceramics) materials, thermal insulation materials have a shorter life cycle [3, 4]. Thus, these materials generate significant amounts of waste, and since their recycling is generally not advanced or inefficient, most waste goes to landfills [5,6]. It can be shown that the use of new building materials made from the by-products of fast-growing plants, in particular, can be effective in mitigating climate change, thanks to the CO2 sequestration ability of a fast raw material rotation period [7]. Therefore, the short time of rotation period is critical. For example, using wood in building materials is less efficient due to the long turnaround time of plantations (considering that many tree species take decades to grow fully) [8]. In contrast, the fast-growing straw and hemp raw materials allow for carbon-negative construction (during the lifetime, before the biodegradation). In addition, 1 kg of straw sequesters 0.4 g of CO2 in 1 year until harvest [9], while 1 kg of Nordic pine wood sequesters 0.5 g of carbon; however, its rotation period is 75 years [10]. It means that straw stores carbon dioxide more efficiently than wood (in many cases, replanting trees is delayed, for cereals, this is impossible). A German study concluded that about one-third of straw from grain production could be extracted from the cyclical agricultural system, which is available as a feedstock for all applications [11]. Currently, a significant part of the straw is left in the fields after the grain is harvested to provide nutrients for soil regeneration and is used as litter in livestock farming. Straw is also used in horticulture, gardening and energy production, accounting for 1% of current straw production in the EU-28 [12]. Moreover, wheat production is growing in the EU-28 (including Hungary); therefore, the amount of straw available is increasing [13]. Furthermore, the other reason is that the manufacturing process of natural-based insulations needs lower energy than artificial ones [14,15].
In the case of natural fibres, applying them as a thermal insulation material is the best way (naturally paired with sustainable binders) because they are biodegradable after their lifetime. Several animal and vegetable natural fibres are used to make thermal insulation products because the demand for green building materials is rising sharply [16]. The most frequent raw materials among the natural thermal insulations are the following: flax (0.035–0.045 W m−1 K−1), hemp (0.040–0.049 W m−1 K−1) [17], wool (0.046–0.051 W m−1 K−1) [18], straw (0.046–0.050 W m−1 K−1), corn husk (0.047–0.051 W m−1 K−1) [19], cotton (0.059–0.082 W m−1 K−1), coconut husk (0.046–0.068 W m−1 K−1) [20] and poultry feather (0.036–0.040 W m−1 K−1) [21]. On the other hand, straw is perhaps the most suitable for this, as its natural stem structure makes it a relatively good thermal insulator and the renewable industrial secondary material that is necessarily produced yearly.
Straw as a product manufactured under actual industrial conditions has just appeared on the market, but using straw bales as building materials is one of the most researched fields that links to straw [22,23]. The bales’ relatively low thermal conductivity and high specific heat capacity lead to low thermal diffusivity and good thermal insulation capability, especially with fibres randomly oriented and perpendicular to heat flow. It also has a low environmental impact if the straw bale selection used for the straw-based building is suitable [24]. Platt et al. [25] investigated the effect of fibre (stem) orientation (at an almost constant bulk density of around 130 kg m−3) on the thermal conductivity of straw bales. They found that if the stems are perpendicular to the heat flow, the thermal conductivity decreases.
Cornaro et al. [26] verified in their study that a multi-sheet wall package filled with natural straw could comply with the limited thermal transmittance values in Italy. Moreover, research investigating the potential of straw used in a geopolymer bonded panelled insulating board found that straw as a construction material can reduce the embodied energy by 50% compared to traditional masonry [27]. Although there are few existing examples, the volume of research on natural-based thermal insulation materials lags behind that conducted on their synthetic counterparts [28]. One reason for this may be that the properties of the artificially produced materials are better controlled and more homogenous and have standards, design guidelines and reliability assessments. Despite the excellent performance of straw-based materials, there are often questions about their fire risk, durability, natural anti-fungal and insect properties and bacterial activity, and higher moisture absorption capability. The resistance of lignocellulosic materials (such as straw) to these pests can be further improved. For example, the treatment described later in the paper has a good effect on this (see Sect.1.4).
The use of natural fibres as construction materials can be argued against by the fact that most studies show higher variability of their physical properties, which causes higher variability in the final product [29,30]. In contrast, a recent investigation found that the variability of long natural fibre-based composites is similar to that of carbon fibre composites [31]. In the case of raw straw materials, the structures created by nature must be used, or a better structure must be made from it. The physical properties can be improved with different sustainable processes to meet thermal insulation requirements better. In many cases, there arises the problem that natural-based thermal insulators are not fire-resistant and do not simultaneously have the lowest possible thermal conductivity and high load-bearing capability. Still, in many cases, they have homogeneity problems or contain hazardous additives. Among the reasons mentioned above, the biggest problem is that the thermal conductivity of straw-based insulation boards is usually too high to be non-competitive. Ismail et al. [32] mixed straw with a composite binder to form an insulation material and reached 0.054 W m−1 K−1 thermal conductivity. Tůmová et al. [33] used straw with casein binder to make insulation boards, and their lowest thermal conductivity was 0.045 W m−1 K−1. Babenko et al. [34] presented that the result of flax straw and water glass-based insulation board is achieved 0.0840 W m−1 K−1. Zhou et al. [35] developed a low-density board from wheat straw using low-pressure steam injection pressing, and this product achieved 0.0481 W/mK thermal conductivity.
The structure of straw
The uppermost part of the plant is the stalk, and the part elongated during the growing season is called the stem. The stem is divided by the stalk nodes into internodes. At the origin point of the leaves, the stem always has a solid cross-section in the nodes, while it has an internodal gap (voids) between them. The number of internodes is between 5 and 7, and their length increases as they move up [36,37]. The outer tissue layer of the stem is the epidermis (skin tissue), which is covered by a cutin layer consisting of fatty acid esters produced by the cells. The stoma wedges between these are called the epidermis cells. Below this is the sclerenchyma, which is porous, but primarily has a mechanical role, so its walls have become secondary (significantly) thickened and lignified. Smaller vascular bundles occur in this tissue, but the largest are found in the parenchymal tissue [38]. The former two tissue layers and the silicates in them give the stem stiffness and protection against the damaging effects of weathering, water loss, microbes and insects. Below these is the parenchyma has only primary walls (not lignified) and contains chloroplast bands below the stoma lines (similar to leaf mesophyll). This layer is the cell type of the plant with the highest volume ratio, dividing capacity and plasticity. The vascular bundles running through the stems are larger, and most are surrounded by parenchymal tissue and supported by embedded sclerenchyma tissue (fibres). Vascular bundles consist of xylem (tracheids) and phloem (sieve tubes), both subtypes are responsible for transporting nutrients and water, but tracheids are characterized by lignification. Inside the stem is the internodal cavity (lacuna), which is covered by a thin layer of modified parenchyma cells [39,40,41,42]. The tissue types in the nodes are the same, but there is no internodal gap, and the tissue structure is much denser; here, the vascular bundles are arranged in two concentric rings [43]. The leaves are similar in structure to the stems, but some functional differences exist. The main difference is that the leaves are covered on the outside with a wax-coated epidermis, and here the parenchyma is modified, mainly forming the mesophyll [40, 44].
Thermal treatment of lignocellulosic materials
Wet heat treatment
In most cases, the aim is to increase the bond between the lignocellulosic material’s surface and binder or to increase the durability when wet thermal treatment is applied. The need to reduce moisture intake also appears several times. Guangping et al. [45] investigated the effect of steam explosion treatment on straw fibre morphology, changes in Ph value, wettability, ash, and silicon content to increase the quality of straw board material made from straw fibres. The wheat straw was presoaked, the steam temperature was 190 °C and 200 °C, and the treatment time was 2 min and 3 min. After steam explosion treatments, the contact angle, ash and silicon contents of the straw were significantly reduced. Thus, the surface wettability of the treated straw was improved. The connection between the durability and the hydrophilic properties of lignocellulose-based fibres is often raised. Hussain et al. [46] investigated the changes in the mechanical and hygrothermal properties of hemp-based thermal insulations in addition to treatment with TEOS, distilled water and absolute ethanol at 80 °C. The silica treatment reduced the hydrophilicity of hemp shiv while not degrading the thermal properties. Hýsek et al. [47] investigated the effect of hydrothermal treatment on bonding between straw (rape and wheat) surface, epoxy–polyester and urea–formaldehyde. Leaching in boiling water or alkaline solution improves adhesion in the bonded joints of straw composites the due to the partial removal of waxy substances from the particle surface. Demin et al. [48] dealt with wheat straw fibres’ water absorbency and mechanical properties in cement composites. The stems were dipped into NaOH solution (3 mass %) and water at room temperature for treatment. After dipping, the wet stems were treated at 85 ± 1 °C for 24–30 h in an electric air-blowing drying oven. After alkali modification, the waxy surface is partially hydrolysed to ensure excellent wettability and higher water absorption. Viel et al. [49] investigated the glueing properties of wheat straw polysaccharides in a straw–hemp shiv insulation composite. They used two types of hydrothermal treatment. The first hemp–straw mix was moistened, compressed to a mould with 0.25 MPa and heated at 180 °C for 100 min. The second wheat straw was soaked for 24 h in water and heated to 80 °C to extract soluble components, which could be used as a binder. In the case of both hygrothermal treatments, the glueing process was successful.
The most common hydrothermal treatment in lignocellulosic fibres is applying an alkaline solution and heat. This treatment is mostly surface and perfectly suitable for applications when natural fibres function as reinforcing. It improves adhesion because it decreases contact angle and surface roughness. However, it also resulted in a more rigid structure with lower porosity and higher density for the fibres. So in the case of thermal insulation applications, too rough treatments have an adverse effect on the structure of natural fibres, increasing the thermal conductivity. The recent study’s direct antecedent was research on the effect of wet heat treatment on straw bulks’ thermal conductivity [50]. During this investigation, the same barley and wheat straw were measured as in this research. The straw was treated in solutions with different pH values for an equal time. The straw/solution mass ratio was the same during all treatments. The thermal conductivity value of straw filled into a paper box was measured in absolute dry condition, and the guarded hot plate method was applied. The adequately performed wet heat treatment caused a measurable drop in thermal conductivity. However, the results showed that with an increasing pH value of solutions, the thermal conductivity of straw bulks increased in the case of both investigated straws. The reasons for this phenomenon were the damage that appeared in the pore structure because strong bases were dissolved in some pore wall components (e.g. lignin).
Dry heat treatment
Lignocellulosic materials (and mainly wood) are heat-treated primarily to improve mechanical properties, dimensional stability, decrease hygroscopicity and resistance to applicants (fungi, mould, insects) [51]. The changes depend mainly on the chemical, physical and anatomical structure of the complex system (as internal factors), as well as on the applied temperature and pressure, the time of heat exposure and the atmosphere surrounding the system (as external factors) [52]. An inert gas atmosphere, or vacuum, promotes thermal decomposition processes, and oxidation processes mainly occur in the presence of oxygen. The presence of water vapour in both atmospheres promotes hydrolytic processes. The three main constituents of plant-derived materials are cellulose, polyoses and lignin. These natural polymers react to heat exposure very differently.
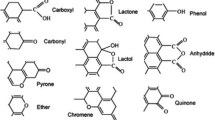
Most of the literature on the heat treatment of lignocelluloses deals with wood. In addition, high-temperature (T > 200 °C) [53,54,55] treatments are most often mentioned, and an inert gas atmosphere or liquid medium (water, oils) [56,57,58] is commonly used during the treatments. Another frequent topic is the heat treatment (pre-treatment) of lignocellulose-based industrial waste for the production of biomass or biofuels [59,60,61,62]. Almost all of the publications on low-temperature heat treatments deal with wood. These publications point out that not only physical but also chemical changes occur (albeit to a lesser extent) in the wood in the temperature range of 60–180 °C, and all of these changes affect the material properties of the wood (see Fig. 1). If chemical changes occur in the denser woods in the 60–180 °C temperature range, these changes may also occur in straw with looser tissue.

From the realistic view of practical use, the processes that take place under moderate thermal treatment (up to 200 °C) are significant. However, less information is available on changes in this temperature range. The critical issue for following these is finding characteristics proportional to thermal decomposition [65]. The present study deals with straw, but since the main “building blocks” of wood and straw are the same, we have taken the experience of wood as the basis. In this research, the change in mass of straw stem bulk, the presence of carbon and oxygen atoms (in mass percentage) and the thermal conductivity were measured in this temperature range and also monitoring the relationship between them. For example, a change in this thermal conductivity can be a good indicator of the level of thermal decomposition processes.
Wood and straw are organic materials, so the reactions that occur due to heat treatment are mainly manifested in changes in the nature and relationships of the main components, which can also be significantly influenced by the presence of small amounts of additional materials (extractives). Changes in wood at temperatures below 40 °C are mainly due to physical changes such as the emission of water and small amount of volatile extracts, for instance, terpenes [66]. At temperatures of nearly 70 °C, the heat treatment can inhibit the biological activity (for example, fungal filaments partially decompose, the extermination of nematodes) in the tissue of wood which might otherwise rot the wood; therefore, it has a positive effect on durability [63]. In lignocelluloses (e.g. wood and straw), minor chemical changes occur during drying between 40 and 90 °C, mainly in certain extractive and volatile components (but change is more intense in this temperature range). It is evidenced by the fact that in a study about emissions of volatile organic compounds (VOC) during the drying of pine and spruce, monoterpenes were found in relatively high concentrations in that temperature range [67]. The extractives are non-structural elements. These are soluble substances in water or an organic solvent, mainly responsible for colour, odour and durability. These are present in the materials in relatively small quantities compared to the main components (usually 2–10% by mass based on dry wood). Because of their solubility in wood, these substances are collectively referred to as extractives.
Extractives play a role in accelerating the oxidative reaction of wood. The differential scanning calorimetry (DSC) studies confirmed this: exothermic peaks shift to a higher temperature range in extract-free wood [65]. At the same time, certain extractives catalyse the process [68]. It is important to note that these extractives (terpenes, resins and oils) are the initiators of the oxidative decomposition process, while their other types with aromatic structures (mainly tannins) stabilize the wood at moderate temperatures [57]. In the 40–90 °C range, the change does not yet affect the mechanical properties, and the difference in strength is negligible [68]. Although up to 100 °C, water-related processes in the wood occur (such as thawing, sorption processes and evaporation), this temperature range includes the transformations associated with changes in hydrogen bonding and the secondary transformation temperatures that indicate these [67]. The colour of the timber changes continuously in this temperature range, the extent of which may be affected by the initial moisture content. This colour change is mainly due to compounds resulting from the hydrolysis of carbohydrates and extractives and the subsequent reactions with other wood components [63]. As reported by McDonald et al., the condensate of thermal treatment of pine at 100 °C resulted in a significant amount of emitted monoterpenes and smaller amounts of furfural, formaldehyde, acetic acid, methanol and diterpenes [57]. The carbohydrates change similarly during heat treatment in the case of timber. The changes in the structure of lignin are first observed at temperatures around 120 °C [57]. With the rising temperature, these changes increase, and the oxidation of extractives becomes significant at this temperature (which increases gas production) [63]. If the medium is air during the heating of the wood, where oxygen is present, the degradation of lignin is increased compared to other inert medium [65]. The mass loss in hemicellulose and cellulose accelerated sensibly when the heat reached 130 °C for 24 h (with this in mind, 24-h heat treatment cycles were used during the treatments presented later) [63,69]. The hygroscopicity of lignocelluloses decreases between 100 and 150 °C, which also reduces the equilibrium moisture content of wood [57,70]. At temperatures around 180 °C, the degradation of lignin in wood increases significantly [71,72]. Some of the intermolecular bonds can break between 100 and 200 °C. In the case of an oxidative atmosphere, the extractives are oxidized to a greater extent in this temperature range, resulting in a significant change in the colour of the wood. In addition, smaller amounts of carbon dioxide gas are already produced [73, 74]. Discolouration of the wood during heat treatment in this temperature range is mainly due to the chemical transformation of the extractives, as the main components are colourless or almost colourless, but it is worthy of note that the conversion of lignin also contributes to some extent to the discolouration [75]. 1.4 Research perspectives, aims and goals.
Results published in the literature are proved that hygrothermal treatments are suitable for modifying some desirable (reduces contact angle or hygroscopicity) material properties. Most often used treatments cause too much damage to the pore structure. Thus, these are not applicable for thermal insulations (only for reinforcing purposes). Our wet heat treatment method (mentioned previously in chapter 1.3.1) effectively reduces the thermal conductivity of the straw and the contact angle of the straw surface and binder. This method is applicable in thermal insulation board manufacturing, but removing water from stems is a complex, time- and energy-consuming process. Hence, a more straightforward approach must be found to reduce individual stems’ thermal conductivity, which, in favourable cases, also reduces the contact angle.
In the wood industry, thermal treatment is a standard procedure that positively affects mechanical properties and durability. As straw is also a lignocellulosic material, thermal treatments affect material properties, including thermal conductivity. We assumed that the non-aggressive heat treatment, which does not damage the pore structure, can still cause such a small amount of destruction in the elementary structure of stems to reduce the heat transfer efficiency. Moreover, the volatile and low-temperature decomposing materials leave pores behind, thus reducing the density of the stems. In this research, we treated straw bulks, barley and wheat at 60 °C, 90 °C, 120 °C and 150 °C in an oxidative medium. We study the relationship between material structure changes and heat treatment temperature. To examine this relationship, thermogravimetric analysis, elemental analysis and residual mass measurements of stem bulks were performed.
Materials and methods
Investigated materials
In the current research, barley and wheat straw bulks were investigated. These were grown in different fields in Hungary but collected from the same harvest period and year (Autumn 2019). Because of different species, there were some natural diversities in the stem’s elemental compounds (cellulose, lignin, hemicellulose, extracts) pore structure. After their arrival, both straw types were stored under the same environmental conditions (23 ± 5 °C, 50 ± 10% relative humidity) in the laboratory until, and during the tests, and the samples were conditioned for at least one month before the experiments were conducted to reach equilibrium with the laboratory environment. Their baling was different; the barley came in large (200 cm × 100 cm × 150 cm) and compact bales, while the wheat straw came in loose-state small (80 cm × 60 cm × 35 cm) bales. This effect can be seen in the elementary fibres of the bales, but despite the compaction, a large number of intact fibres can be found in the large bales, in which the stem wall and pore structure were not damaged or deformed. During measurements, roughly intact fibres were compared. Figure 2 shows the tissue types of the investigated wheat stem.

a Investigated wheat straw stems, b SEM image showing the tissue types of the stem of the straw
The following statements also apply to barley and wheat straws. After every temperature step, the thermal conductivity was measured in ten pieces of 150 mm × 150 mm × 50 mm specimens. The mass change during heat treatment was measured after each temperature steps on five pieces of thermal conductivity specimens and five samples of loose straw bulks (consisting of randomly selected stems) filled in aluminium trays. In order to follow up on changes in the cross-section (pore structure) and elementary composition during heat treatment, five pieces of short stem specimens were applied and investigated by scanning electron microscope (SEM), see Fig. 2. A thermal decomposition process of chopped straw was recorded by thermogravimetric analysis.
Methods
Low-temperature thermal treatment
In general, organic materials are much more sensitive to elevated temperatures than inorganic materials. Thus, it is expected that an organic and natural material exposed to an elevated (but not too high, T < 200 °C) temperature load, which it has not adapted during its evolution, will undergo some material and structural changes. During the preliminary experiments, the thermal conductivity of the straw bulks dried at 100 °C decreased compared to the ones dried at 60 °C. Based on these results, in the presented series of measurements, after an initial treatment temperature of 60 °C, the temperature is increased to 180 °C in 30 °C increments, and the thermal conductivity after each temperature step was measured.
The heat treatment of the stem bulks was performed in a dry, air-saturated (i.e. oxidative) atmosphere. At first, before the straw was filled in the measuring box, the barley and wheat stems were dried/treated for 24 h in a conventional forced air convection drying oven (VENTICELL 404-ECO line, MMM Group, München, Germany) at 60 °C (during this time it reaches the constant mass). Then, the straw was filled into a measuring box with 150 mm × 150 mm × 50 mm internal space at a bulk density of 120 kg m−3, and the straw was compacted into several layers. After filling in, the mass of the straw was remeasured, and any moisture that may have been absorbed was removed again at 60 °C. The stem bulk in a measuring box, together with a digital thermometer (measuring the temperature of the centre of the specimen), was placed into an airtight, heat-resistant container and cooled down to the ambient temperature of the measuring room. After reaching the ambient temperature, the thermal conductivity of the treated stem bulk was measured. Then, the straw which had filled in the measuring box was placed into the oven and treated the stems at 90 °C, 120 °C, 150 °C and 180 °C for 24 h. The stems were placed into the drying oven if they reached the required temperature. They were not in the oven during heating. The conditioning before thermal conductivity tests was performed the same way in the measuring room for all temperature steps. The measuring box was treated at 180 °C for 72 h because the possible changes had occurred in the box before testing the filled-in stem bulks. Thus, further measurement errors can be avoided.
Thermal conductivity measurements
Our study used a portable device in the current research for measuring the thermal conductivity of the heat-treated specimens, ISOMET 2114 (Applied Precision Ltd., Bratislava, Slovakia). We used the device with an IPS 1105 surface probe, which was calibrated between—15 °C to 50 °C in the following ranges of measured parameters: thermal conductivity between 0.04 W m−1 K−1 and 3 W m−1 K−1 and volumetric heat capacity between the range of 4 × 104 J m−3 K−1 and 3 × 106 J m−3 K−1. Surface probes are intended to be used to measure solid and hard materials. A flat surface of at least 60 mm diameter and 20–40 mm thickness (depending on its diffusivity) is satisfactory for the probe. Demand for surface flatness accuracy increases with the tested material’s increasing thermal conductivity value. The device can also use needle probes that can be utilized for solid soft materials where it is possible to stick the needle into the fabric, or it is possible to bore a precise aperture for the needle. However, the sensor’s measurement accuracy is greatly influenced by the contact surface of the needle superficies with the measured material. Therefore, using the needle probes and transient line source method is not apply well to the straw macrofibres, and we did not utilize this method in our current study. The surface probe measurements were performed using the modified transient plane source (MTPS) method on the heat-treated stem bulks in the measuring box.
The MTPS method further develops the transient plane heat source method. An innovation is that the modified method only directly measures thermal conductivity and effusivity with a one-sided sensor. Another difference is that the standardizations already appeared for the MTPS method, which determines the time and power scale, thus facilitating the repeatability of the measurement [76]. Also, a helpful innovation over the original measurement method is that when using the MTPS method, the heating element is supported by a spacer that provides mechanical support, electrical insulation and thermal insulation. This modification offers one-sided, edge-protected interface measurement with maximum flexibility for testing liquids, powders, pastes (mixed), and solids. The measurement device delivers a constant amount of heat to the sample’s surface using a one-sided sensor. The generated heat flow in the method is one-dimensional due to the protective edge, similar to the Guarded Hot Plate method. During the measurement, a known current is applied to the spiral heating element at the centre of the sensor, which provides a small amount of heat. This sensor is surrounded by a protective ring which helps to generate a one-dimensional heat flow. The applied current causes a temperature rise at the interface between the sample and the sensor, resulting in a measurable voltage change. The thermal conductivity is calculated through the voltage decrease data [77]. Thus, the temperature change of the sample can be monitored through a voltage change. The thermal conductivity is inversely proportional to the rate of increase in temperature at the contact point between the sensor and the sample. Thus, the thermal conductivity of the measured material is inversely proportional to the slope of the temperature increase. The temperature and the voltage describing it will increase more steeply if the thermal conductivity is lower, while the opposite is true if the thermal conductivity is higher.
Thermal conductivity measurements were performed in an air-conditioned room at a constant temperature of 20 °C ± 2 °C and relative humidity of 60% ± 3% (see Fig. 3). Treatments and measurements were carried out five times in the case of both types of straw. For each measurement, the instrument heated the samples by + 10 °C relative to the ambient temperature. Therefore, the measured thermal conductivity results are at 30 °C. The difference in the thermal conductivity of raw straw (because of the natural differences between straw types) did not play a role, whereas we use relative values for better comparability of the changes in thermal conductivity due to heat treatment.

a Core temperature measurement of the heat-treated fibre bulk during cooling to ambient temperature. b Measurement of the thermal conductivity of fibre bulk filled into a measuring box
Residual mass measurements
The temperature-dependent mass loss of stem bulks was measured in two ways. On the one hand, the initial mass of the measuring box and the stems was noted, and the sum mass of the stems and the box was measured after each temperature step (“α” mass measurement). The difference between the sum and measuring box mass gives the actual mass of the straw bulk. It is important to note again that the box was treated at 180 °C for 72 h before testing the stem bulks so that possible changes occur and to avoid errors in the results of further measurements. On the other hand, the mass loss of six separate stem bundles with different initial masses from both types of straw was examined (“β” mass measurement). From this, it was possible to obtain information on whether water release or other reactions with mass loss occurred at a given temperature; the two phenomena were not separated. All the measured samples were placed into a heat-resistant (with known mass) foil as soon as they were taken out of the oven. It is ruled out moisture uptake during transport to the libra (since the straw absorbs and loses moisture quickly). The residual mass of stem bulks in the box was measured on a one-hundredth-of-gram accurate scale (Toploader balance EW 1500-2 M, Kern, Albstadt, Germany), and the separated treated stem bundles were measured on a milligram accurate scale (Analytical Balance-ME204, Mettler Toledo, Greifensee, Switzerland) at every temperature step. In addition, the change in colour of the stems was surveyed at each treatment temperature because it was one indicator of some chemical transformations (Fig. 4).

a Change in colour of barley straw as a function of treatment temperature, b change in colour of barley straw as a function of treatment temperature
Thermal gravimetric analysis
A MOM Q-1500 D (MOM, Budapest, Hungary) derivatograph was used for thermal gravimetric analysis. This equipment is automatically scanned and registers four parameters: the temperature (T) curve, which shows the actual temperature of the tested material in the measurement range of 20–1000 °C, and the heating rate was 10 °C min−1. The second parameter is the differential thermal analysis (DTA) curve, showing the temperature difference between the sample and a reference material (Al2O3), resulting in the enthalpy change curve in the tested material. The thermogravimetric (TG) curve was also obtained following the mass changes as the temperature increased and its first derivative, the derivative thermogravimetric (DTG) curve. This curve emphasizes the exact temperatures at which mass changes occur. The stems were cut into small pieces for TGA and dried in the oven at 60 °C for 24 h. After drying, the straw was filled into the sample holder and taken into the equipment as quickly as possible to avoid moisture absorption. Thus, the initial conditions of TGA were the same as in the other measurements (thermal conductivity, mass loss, elemental analysis). The initial mass of straw in the sample holder was 105.7 mg in the case of barley straw and 103.5 mg in the case of wheat straw. Both straw types were heated to 1000 °C in the equipment, but the resulting curve was evaluated between 20 °C and 500 °C consistent with other measurements made during this research.
Elemental analysis
Because the thermal gravimetric analysis did not provide enough information about the chemical changes in the straw at low temperatures, another method had to use. The difference in the thermal conductivity was looked out for in the transformation (due to the treatment) of the pore and material structure by scanning electron microscopy image mapping and elemental analysis. For these measurements, the cross section of short stem specimens was taken from different parts of the whole stems (see Fig. 5). These specimens were heat-treated in the absolute same way as straw bulks in case of thermal conductivity measurements. After each treatment temperature step, the total cross section of the samples was recorded, and elemental analysis was performed in the same cross-sectional segments of the specimens.

Samples used for elemental analysis in the sample holder of the scanning electron microscope a 60 °C, b 120 °C, c 180 °C
We used a scanning electron microscope (Phenom XL Desktop SEM, Phenom-World B.V., Eindhoven, The Netherlands) to investigate the pore microstructure and its energy-dispersive X-ray spectroscopy (EDS) function for studying the atomic concentration and the elemental composition of stems. 5 kV was applied for the pore structure examination, and 15 kV accelerating voltage was applied for the elemental analysis. A backscattered electron detector and high vacuum (1 Pa) were used for both purposes. The electron microscope’s software automatically identifies all the specimen elements, but the operator can narrow or expand the range of identified elements. Worthy of note, the instrument cannot identify hydrogen, so we omitted the investigation of this. Thus, in the case of five specimens, the mass (and the atomic) percentage results of the elements recognized by the software were considered. In the case of the five specimens, the possible elements were reduced to carbon and oxygen (for each type of straw) and others. Even then, the identified elements could be classified into the C or O category with 99% certainty (or fitting). It was made on the one hand because the other elements identified, in addition to oxygen and carbon, showed a significant scattering (not only in the percentage value but also in elements) per sample and temperature step. So, in the first case, the additional elements were simply ignored from 100% elemental composition (“A” analysis composition). In the second case, the sum of the elements (C and O) was 100% (“B” analysis composition). In addition, C and O are undoubtedly present in the highest mass percentages in lignocelluloses, which is why the study focuses on them. The woods are usually characterized by the element distribution shown in Fig. 1. The main components of the stems are cellulose (C6H10O5), lignin (C9H10O2, C10H12O3, C11H14O4) and hemicellulose (C18H32O16, C24H42O21). The atomic mass of the elementary constituents of these organic molecules, in ascending order, is: hydrogen (1.00784 u), carbon (12.0107 u) and oxygen (15.9990 u).
Results
Mass loss
As expected, the mass of the straw in the measuring box and the straw bundles decreased continuously as the temperature rose from 60 °C, as seen in Fig. 6. The reason for this is basically to look for the removal of the water (monomolecular layer), but this is ensured up to 100 °C for lignocellulosic woods with a more compact structure (than straw), even if no forced ventilation is used in the drying process [78]. For straw stems with a much looser fabric, this process will take place up to 100 °C (presumably also at lower temperatures). However, above 100 °C, a further mass loss in the stem was observed. The mass of stem bulks decreased with a linear trend over the entire investigated temperature range. As mentioned above, the mass loss based on water release and chemical change were not separated during measurements. The mass losses of wheat are slightly larger (0.3–1 mass/%) in almost the investigated interval, except for the mass loss at 180 °C (~ 0.8 mass/%).

Residual mess of the straw in measuring box and the separated straw bundles: a barley, b wheat
Thermogravimetric analysis
Although the straw was pre-dried at 60 °C, some further moisture loss occurred between 20 and 110 °C of the derivatoghrapy, but no more moisture (non-structural) release can be observed in higher temperatures. This verifies that all the mass loss above 100 °C was not due to water loss but to other chemical transformations.
The first temperature zone was between 20 and 110 °C (barley) and 20 and 115 °C (wheat), based on TGA, DTG and DTA curves visible in Fig. 7. TGA shows that straws have a mass loss of 7 mass/% and 9 mass/%, and an endothermic process accompanied this. In this zone, straws’ physically absorbed water (endothermic peak at 83 °C) was evaporated by the porosity of straws. Due to the pre-drying, the peak is not as prominent and distinctive. However, after the endothermic peak for water evaporation, the TGA curve does not become horizontal, so presumably, at higher temperatures (but below 180 °C), some light volatiles (from extractives) evaporated from the samples, which is consistent with the assumption outlined later in the chapter.

Resulted curves from the thermogravimetric analysis: a TGA, b DTG, c DTA
The second 205–350 °C (both barley and wheat) temperature zone corresponding to the highest peak in DTG was related to the active pyrolysis. The endothermic peaks in DTA curves were at 295 and 300 °C, respectively, for both barley and wheat. The mass loss in this temperature range (33 mass/% and 34 mass/%) can be assigned to the release of carbon, oxygen and hydrogen. These materials were generated from the condensable vapours (acetic acid, methanol, wood tar) and incondensable gas (CO, CO2, CH4, H2 and H2O) deriving from decomposition products of organic cellulose and hemicellulose.
During a third temperature zone, between 410 and 500 °C (barley), and 390 and 500 °C (wheat), mass loss can be associated with the decomposition of the overwhelming majority of lignin and the evaporation of residual volatiles left from the previous zones. The exothermic peaks for the decomposition of lignin were between 430 and 440 °C, respectively, for barley and wheat.
There was no detectable association between the change in thermal conductivity of heat-treated straw bulks and the degradation process of observed materials from the thermogravimetric analysis. Nevertheless, the study showed some degradation in the barley and wheat straws in the investigated low-temperature range.
Element analysis
Element analysis on small stem specimens showed that the carbon content percentage by mass of the stems increased with increasing treatment temperature while its oxygen content decreased. The change in the proportion of other elements did not show a monotonous trend (see Table 1 and Table 2). This statement is also true for both straw types and for “A” and “B” analysis composition (for “A” and “B” analysis composition, see in 2.2.5 and 4 chapter). The average results of elemental analysis and mass loss of barley and wheat as a function of temperature, including the standard deviations, are shown in Fig. 8.

Average results of elemental analysis and mass loss of barley (a) and wheat (b) as a function of temperature
The results presented in Fig. 9 are relative element contents in barley and wheat as a function of temperature. Thus, the mass percentage of element content at a given treatment temperature was divided by the mass percentage of element content at 60 °C. In the case of relative carbon content, the “A” analysis composition gives higher results than “B”. In contrast, when oxygen content was measured, the “A” analysis composition gave lower results than the “B” analysis composition. Thus, elements other than carbon and oxygen identified in the analysis were classified by the analysis software as oxygen in case “B” analysis composition. The changes observed in the “A” analysis are further confirmed by the fact that although the oxygen ratio increased during the “B” analysis, the trend of the examined elements did not change as a function of temperature. The trend of increasing the carbon content as a function of temperature is almost identical for the two types of straw. The function of the change in oxygen content is also similar for the two types of straw, except the result after heat treatment at 90 °C is significantly different. Wheat is thus more resistant than barley to slightly elevated temperatures (90 °C).

Relative element content of a barley carbon, b barley oxygen, c wheat carbon and d wheat oxygen as a function of temperature
Thermal conductivity
It has been observed that, with a rising treatment temperature above 60 °C, the thermal conductivity decreases until 150 °C treatment temperature (see Fig. 10) for both straw types. This phenomenon can be explained partly due to the removal of water. However, as mentioned in chapter 3.1, this does not explain why the thermal conductivity of completely dry straw is further reduced. In the measurement results of the thermal conductivity after the thermal treatments of straws between 60 and 150 °C, we observed that the correlation between the treatment temperature rise and the decrease in the thermal conductivity factor could be approximated linearly (Fig. 10). The decrease in the thermal conductivity until 150 °C could be originated from the oxidation process of the materials forming the stem wall. This tendency changes between 150 and 180 °C, and the thermal conductivity increases. As Fig. 10 shows, the decrease in thermal conductivity is in the same order of magnitude in the case of both stem types and is about ~ 2%. However, wheat shows a slightly more prominent decrease in thermal conductivity than barley, although this difference in practical application is negligible.

Relationship between treatment temperature and thermal conductivity of fibre bulks: a barley, b wheat
Discussion
The causes of the decreasing mass and thermal conductivity at treatment temperatures below 100 °C are the water release (based on [78]), and the concomitant processes are dominant. At temperatures above 100 °C, the effect of partially or entirely decomposing and transforming components dominates in the mass loss and the decrease in thermal conductivity. The basis for this assumption is presented in chapter 1.3 before. Until 100 °C is reached, the two processes occur in parallel in the stems. The residual mass diagram is linear, so water loss does not result in a significantly higher mass loss than subsequent decomposition processes (Fig. 6). Thus, the two processes cannot be separated based on the measurements, but their combined effect can be well managed and described. It is essential to point out that during the element analysis, we dealt only with the change in carbon and oxygen mass percentages. We did not include the other elements (such as nitrogen) in the study (we only showed a single group of other elements) because they did not show a clear trend (as mentioned in chapter 2.2.5 earlier). However, the mass percentage value of C and O elements in straw clearly showed an increasing and decreasing trend, respectively, as the temperature increased between 60 °C and 180 °C. The thermal conductivity of straw decreased between the 60 and 150 °C temperature range, but after 150 °C, it began to increase.
The correct tendency of the results is confirmed by the fact that in the case of higher temperature heat treatments (although with an inert atmosphere and fewer temperature steps), the change of the ratio of C and O atoms of lignocelluloses has already been studied, and the change in the same direction was obtained. Based on the study of Bourgois and Guyonnet [79], during heat treatment, the percentage of carbon increases and oxygen and hydrogen decrease in wood with the intensity of the treatment, as carbohydrates which contain more oxygen are more sensitive to heat than others [80]. Nguila Inari et al. [81] studied the chemical changes resulting from heat treatment in wood by surface-sensitive quantitative spectroscopic (XPS). They reported that at 240 °C, the O/C ratio of wood decreased from 0.55 to 0.44. Piernik et al. investigated the colour, mechanical and chemical property changes during heat treatment of Scots Pine Wood at 220 °C for a period from 1 to 8 h. They discovered O/C ratio and H/C ratio are decreasing while the treatment time is increasing. The reduction of O content in wood caused by heat treatment could be connected with decarboxylation, so there are cleavage of acetic acid from hemicellulose and deacetylation of polysaccharides [82]. The mass loss of dry lignocellulose due to heat treatment has also been observed. Zaman et al. [83] observed a good correlation between oxygen content reduction and mass loss due to heat treatment, which may also be partly responsible for the mass loss in the present research. Lignin, which is carbonated with a high char yield, reduces the thermal conductivity of the wood, thereby increasing the thermal stability of wood [65]. Thus, the decomposition of lignin already at lower temperatures (before carbonization) may affect the thermal conductivity of straw.
In the temperature range where the examined characteristics showed a monotonic change, we searched for an empirical mathematical relationship between the change in the thermal conductivity and the mass loss, oxygen content and carbon content. If the residual mass after each treatment temperature (mres.T) is related to the mass of the initial 60 °C treatment (m60), the relative residual mass (mrel.T) is obtained; see Eq. 1:
In addition, if the same calculation is performed with the mass percentages of carbon and oxygen measured in the elemental analysis, the relative mass percentages (Crel.T, Orel.T) are obtained using Eq. 2 and Eq. 3:
The curve of relative residual mass fits almost well with the function of relative thermal conductivity between 60 and 150 °C relatively well, with a maximum difference of 0.79% for barley straw and 1.17% for wheat straw (see Fig. 11). It is also observable that the measured thermal conductivities’ deviation decreases with the treatment temperature increase in the studied temperature range; therefore, the straw becomes more uniform.

Correlation of drying temperature and thermal conductivity curve of fibre bundles with the empirical model created from the measured changes in material structure: a barley, b wheat
In this case, these two curves follow a linear function. A better fit than the linear approximation can be obtained by approximating the coefficient of relative thermal conductivity of heat treated straw bulks with a power function. In this case, the relative residual mass is on the power to the ratio of the relative mass percentage of the oxygen and the relative mass percentage of carbon, and both variable depending on the temperature, respectively. Using the approximation formula with power function, the maximum error is 0.25% for barley straw and 0.15% for wheat straw. This creates a mathematical relationship between the changes in material structure due to oxidative heat treatment and the change in thermal conductivity in the temperature range of 60–150 °C. Thus, the following empirical model can be written based on the measurement results described in Eq. 4:
Equation 4 shows how the change of each investigated material property affects the change of the thermal conductivity of the stem bulks in the temperature range of 60 °C to 150 °C. The damage to the pore structure explains the rise in thermal conductivity in the 150–180 °C temperature interval (see Fig. 12). As the temperature raised, more and more cracks appeared in pore walls. The significance of these cracks in terms of energy transport of gas molecules between separated pores became prominent in this range. Fengel and Wegener [84] observed a similar phenomenon while the heat-treated spruce wood at 150ºC was investigated by SEM and observed cracks between the layers and in the corners of the pore cells. At 180 °C, changes in the pore structure can be detected even in the cross section of the straw.

Appearance and growth of cracks in the pore walls in parallel with the increase in the treatment temperature: a 60 °C, b 90 °C, c 120 °C, d 150 °C and e 180 °C
Conclusions
In this research, barley and wheat straw stem bulks with specified bulk density were heat-treated at relatively low temperatures (60–180 °C). The thermal conductivity, the mass loss and the elementary composition of stems were measured after every treatment cycle. In addition, we reviewed the literature on the low-temperature treatment of lignocelluloses, focusing mainly on the reactions that may occur in the temperature range studied.
-
As the treatment temperature increases from 60 °C, the thermal conductivity decreases until the temperature reaches 150 °C.
-
Between 150 and 180 °C, thermal treatment increases the thermal conductivity in straw bulks compared to the thermal conductivity of 150 °C. The rise in thermal conductivity in the 150–180 °C temperature interval is explained by the damage to the pore structure, which crosses a border where gases trapped in pores can now travel more easily between pores that were originally separated to a greater extent.
-
As a result of increasing treatment temperatures, in the main compounds of the straw material at an elementary level (C, H, O), the change in the mass and atomic percentage of carbon and oxygen can be measured. As the treatment temperature increases from 60 to 180 °C, the carbon content increases (in mass/%), while the oxygen content decreases because carbohydrates which contain more oxygen are more sensitive to heat than others.
-
The relative residual mass treatment temperature curve approximates the thermal conductivity curve well in the function of treatment temperature, between 60 and 150 °C. The maximum difference of curves was 0.79% for barley straw and 1.17% for wheat straw.
-
If the relative residual mass is on the power to the relative mass per cent oxygen ratio to the relative mass per cent carbon ratio (as a function of temperature), the resulting curve is even closer to the function of the relative thermal conductivity of heat-treated straw bulks. The maximum error is 0.25% for barley straw and 0.15% for wheat straw.
-
As the treatment temperature increased, the thermal conductivity of different samples showed a smaller standard deviation relative to each other. Therefore, the thermal treatment makes the material quality more uniform.
Our research results prove a measurable change in the elementary material structure of straw due to low-temperature heat treatments, which is also supported by the literature study results. Thus, on the one hand, the natural polymer chains that build up the stems are damaged/transformed at the elemental level (if only to a small extent), and their continuity is reduced. In this way, the continuous system (which runs through the length of stems) evolved to transport necessary materials to all parts of the plant without hindrance was also damaged. A continuous (“perfect in its own way”) structure/system is also the most favourable for energy transport; if the imperfections of this system are increasing and its continuity decreases (its fragmentation increases), the heat transport deteriorates. On the other hand, the decomposing extractives, gas-generating processes and volatile materials leave small pores. In this more intermittent structure, the heat transport processes also need more time, so the thermal conductivity of the stem sets decreases. The increase in thermal conductivity in the 150–180 °C temperature interval is explained by more cracks in the pore walls. The significance of these cracks in the energy transport of gas molecules between originally separated pores became prominent in this range. The thermal conductivity of the fibre bulks is decreased until 150 °C, which may originate from the oxidation process of the materials that form the stem wall. An X-ray diffraction (XRD) test on the powdered samples could verify this. Unfortunately, currently, there is no available XRD at the department’s laboratory. Therefore, we cannot perform this test. However, to further develop the theory, it is worth examining powder samples of treated stems at different temperatures and comparing them with the results obtained.
Abbreviations
- m rel.T :
-
The relative residual mass [%]
- m resT :
-
The residual mass of straw after thermal treatment at T °C [%]
- m 60 :
-
The initial mass of straw after thermal treatment at 60 °C [%]
- O rel.T :
-
The relative oxygen content [%]
- O m%.T :
-
The oxygen content of straw in mass percentage after thermal treatment at T °C [%]
- O m%.60 :
-
The oxygen content of straw in mass percentage after thermal treatment at 60 °C [%]
- C rel.T :
-
The relative carbon content [%]
- C m%.T :
-
The carbon content of straw in mass percentage after thermal treatment at T °C [%]
- C m%.60 :
-
The carbon content of straw in mass percentage after thermal treatment at 60 °C [%]
- λ rel .T.st :
-
The relative thermal conductivity of straw [%]
- λ :
-
The thermal conductivity of barley or wheat straw [W m−1 K−1]
References
Union E. Energy, transport and environment statistics—. 2020th ed. Luxembourg: Publications Office of the European Union; 2020.
Eurostat. Waste generation [Internet]. Waste Stat. 2020. Available from: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Waste_statistics.
Hájek P, Fiala C, Kynčlová M. Life cycle assessments of concrete structures - A step towards environmental savings. Struct Concr. 2011;12:13–22.
Gomes R, Silvestre JD, de Brito J. Environmental Life Cycle Assessment of thermal insulation tiles for flat roofs. Materials (Basel). 2019;12:2595.
Väntsi O, Kärki T. Mineral wool waste in Europe A review of mineral wool waste quantity, quality, and current recycling methods. J Mater Cycles Waste Manag. 2014;16:62–72.
Heller N, Flamme S. Waste management of deconstructed external thermal insulation composite systems with expanded polystyrene in the future. Waste Manag Res. 2020;38:400–7.
Pittau F, Krause F, Lumia G, Habert G. Fast-growing bio-based materials as an opportunity for storing carbon in exterior walls. Build Environ. 2018;129:117–29.
Pretzsch H, Biber P, Schütze G, Uhl E, Rötzer T. Forest stand growth dynamics in Central Europe have accelerated since 1870. Nat Commun. 2014;5:1–10.
Guine R de PF, Correia PM dos R. Engineering aspects of cereal and cereal-based products. Eng. Asp. Cereal Cereal. Prod. CRC Press; 2016.
Thomas SC, Martin AR. Carbon content of tree tissues: a synthesis. Forests. 2012;3.2:332–52.
Münch J. Sustainably usable cereal straw in Germany [Internet]. Heidelberg: institute for energy and environmental research; 2008. Available from: https://www.ifeu.de/landwirtschaft/pdf/IFEU-PositionspapierStroh.pdf.
Hartmann H, Kaltschmitt M, Hofbauer H. Energy from biomass. Energ. aus Biomasse. Berlin, Heidelberg: Springer Vieweg 2016.
Eurostat. Production of main cereals, EU-28, 2008–2017. 2019; Available from: https://ec.europa.eu/eurostat/statistics-explained/index.php/Agricultural_production.
Schiavoni S, D’Alessandro F, Bianchi F, Asdrubali F. Insulation materials for the building sector: A review and comparative analysis. Renew Sustain Energy Rev. 2016;62:988–1011.
Aditya L, Mahlia TMI, Rismanchi B, Ng HM, Hasan MH, Metselaar HSC, et al. A review on insulation materials for energy conservation in buildings. Renew Sustain Energy Rev. 2017;73:52–65.
Korjenic A, Petránek V, Zach J, Hroudová J. Development and performance evaluation of natural thermal-insulation materials composed of renewable resources. Energy Build. 2011;43:2518–23.
Vaitkus S, Karpaviciute R, Vejelis S, Lekunaite L. Development and research of thermal insulation materials from natural fibres. Key Eng Mater. 2014;604:285–8.
Florea I, Manea DL. Analysis of Thermal Insulation Building Materials Based on Natural Fibers. Procedia Manuf. 2019;32:230–5.
Rojas C, Cea M, Iriarte A, Valdés G, Navia R, Cárdenas-R JP. Thermal insulation materials based on agricultural residual wheat straw and corn husk biomass, for application in sustainable buildings. Sustain Mater Technol. 2019;20:e00102.
Panyakaew S, Fotios S. New thermal insulation boards made from coconut husk and bagasse. Energy Build. 2011;43:1732–9.
Dieckmann E, Onsiong R, Nagy B, Sheldrick L, Cheeseman C. Valorization of waste feathers in the production of new thermal insulation materials. Waste Biomass Valoriz. 2021;12:1119–31.
Koh CHA, Kraniotis D. A review of material properties and performance of straw bale as building material. Constr Build Mater. 2020;259:120385.
Abu-Jdayil B, Mourad AH, Hittini W, Hassan M, Hameedi S. Traditional, state-of-the-art and renewable thermal building insulation materials: an overview. Constr Build Mater. 2019;214:709–35.
Vanova R, Vlcko M, Stefko J. Life cycle impact assessment of load-bearing straw bale residential building. Materials. 2021;14(11):3064.
Platt S, Maskell D, Walker P, Laborel-Préneron A. Manufacture and characterisation of prototype straw bale insulation products. Constr Build Mater. 2020;262:120035.
Cornaro C, Zanella V, Robazza P, Belloni E, Buratti C. An innovative straw bale wall package for sustainable buildings: experimental characterisation, energy and environmental performance assessment. Energy Build. 2020;208:109636.
Liu L, Zou S, Li H, Deng L, Bai C, Zhang X, et al. Experimental physical properties of an eco-friendly bio-insulation material based on wheat straw for buildings. Energy Build. 2019;201:19–36.
Wang H, Chiang PC, Cai Y, Li C, Wang X, Chen TL, et al. Application of wall and insulation materials on Green building: a review. Sustainability. 2018;10(9):3331.
Faruk O, Bledzki AK, Fink HP, Sain M. Biocomposites reinforced with natural fibers: 2000–2010. Prog Polym Sci. 2012;37(11):1552–96.
Virk AS, Hall W, Summerscales J. Failure strain as the key design criterion for fracture of natural fibre composites. Compos Sci Technol. 2010;70:995–9.
Torres JP, Vandi LJ, Veidt M, Heitzmann MT. The mechanical properties of natural fibre composite laminates: a statistical study. Compos Part A Appl Sci Manuf. 2017;98:99–104.
Ismail B, Belayachi N, Hoxha D. Optimizing performance of insulation materials based on wheat straw, lime and gypsum plaster composites using natural additives. Constr Build Mater. 2020;254:118959.
Tůmová E, Drochytka R, Černý V, Čada P. Development of organic and biodegradable insulating material for ETICS. Procedia Eng. 2017;195:81–7.
Babenko M, Estokova A, Savytskyi M, Unčík S. Study of thermal properties of lightweight insulation made of flax straw. Slovak J Civ Eng. 2018;26(2):9–14.
Zhou XY, Li J, Zhou DG. Thermal transfer properties of low density wheat strawboard. J Nanjing For Univ. 2004;28:1–4.
Liu Z, Wang H, Hui L. Pulping and papermaking of non-wood fibers. Pulp Pap Process. 2018;1:4–31.
Antal J, Kismányoky T, Ragasits I, Bocz E, Kovács G. Arable crop production (In Hungarian). Budapest: Mezőgazdasági kiadó; 1998.
Percival J. The wheat plant: a monograph (classic reprint). Nature. London: Forgotten Books; 2017.
Donaldson L, Hague J, Snell R. Lignin distribution in coppice poplar, linseed and wheat straw. Holzforschung. 2001.
Rost TL, Barbour MG, Stocking RC, Murphy TM. The Shoot System I: The Stem. Plant Biol Ed. Salt Lake City, Utah: Brooks Cole; 2005. p. 85–104.
Eichorn SE, Raven PH, Evert RF. The Angiosperm Plant Body: Structure and Development. Biol Plants-7th Ed. New York, New York: Freeman and Company/Worth Publishers; 2007. p. 510–527.
Hansen MAT, Hidayat BJ, Mogensen KK, Jeppesen MD, Jørgensen B, Johansen KS, et al. Enzyme affinity to cell types in wheat straw (Triticum aestivum L.) before and after hydrothermal pretreatment. Biotechnol Biofuels. 2013;6(1):1–15.
Percival J. The wheat plant. London: Franklin Classics; 2018.
Leegood RC. Roles of the bundle sheath cells in leaves of C3 plants. J Exp Bot. 2008;59:1663–73.
Han G, Deng J, Zhang S, Bicho P, Wu Q. Effect of steam explosion treatment on characteristics of wheat straw. Ind Crops Prod. 2010;31:28–33.
Hussain A, Calabria-Holley J, Lawrence M, Jiang Y. Hygrothermal and mechanical characterisation of novel hemp shiv based thermal insulation composites. Constr Build Mater. 2019;212:561–8.
Hýsek Š, Čermák J, Lexa M. Influence of lignocellulosic waste pre-treatment on the characteristics of bond rupture. Sustainability. 2019;11:4784.
Jiang D, An P, Cui S, Sun S, Zhang J, Tuo T. Effect of modification methods of wheat straw fibers on water absorbency and mechanical properties of wheat straw fiber cement-based composites. Adv Mater Sci Eng. 2020. https://doi.org/10.1155/2020/5031025.
Viel M, Collet F, Prétot S, Lanos C. Hemp-straw composites: Gluing study and multi-physical characterisations. Materials (Basel). 2019;12:1–13.
Csanády D, Fenyvesi O. The effect of modifying the micro- and microstructure of loose straw fiber bulks on their thermal conductivity (In Hungarian). In: Köllő G, editor. XXIV Nemzetközi Építéstudományi Online Konf – ÉPKO. Csíksomlyó: Erdélyi Magyar Műszaki Tudományos Társaság; 2020. p. 32–8.
Lee SH, Ashaari Z, Lum WC, Abdul Halip J, Ang AF, Tan LP, et al. Thermal treatment of wood using vegetable oils: a review. Constr Build Mater. 2018;181:408–19.
Preklet E. Study of photodegradation of wood by irradiation with ultraviolet and visible laser light at different wavelengths. UNIVERSITY OF SOPRON; 2006.
Vernois M. (2000) Heat Treatment of wood in France—state of the art. In: proceeding COST E22 environ optim wood prot. Paris: Centre technique du Bois et de l’ameublement; pp. 19–24.
Militz H. Heat treatment technologies in Europe : Scientific background and technological state-of-art. Conf “Enhancing Durab lumber Eng wood Prod. 2002;
Syrjänen T, Jämsä S, Viitaniemi P. Heat treatment of wood in Finland state of the art. Tech Res Cent Finl Build Technol. 2000.
Gérardin P, Petrič M, Petrissans M, Lambert J, Ehrhrardt JJ. Evolution of wood surface free energy after heat treatment. Polym Degrad Stab. 2007;92:653–7.
Bak M. Investigation of the properties of poplar wood heat-treated in vegetable oils (In Hungarian). Talentum program; 2013.
Dubey MK, Pang S, Walker J. Effect of oil heating age on colour and dimensional stability of heat treated Pinus radiata. Eur J Wood Wood Prod. 2011;69:255–62.
Sebestyén Z. Characterization of biomass materials using thermal analysis and analytical pyrolysis. Budapest university of technology and economics; 2014.
Makk Á. Investigation of Anaerobic Fermentation of Lignocellulose Systems. University of Sopron; 2017.
Kucharska K, Rybarczyk P, Hołowacz I, Łukajtis R, Glinka M, Kamiński M. Pretreatment of lignocellulosic materials as substrates for fermentation processes. Molecules. 2018;23:1–32.
Benkő Z. Value-added processing of lignocelluloses is physical and biological methods- Hemicellulose extraction, enzyme fermentation and enzymatic hydrolysis. Budapest university of technology and economics; 2008.
Sundqvist B. Colour changes and acid formation in wood during heating. Dr thesis. 2004; 154.
Kovács P. Fastening alternating layers of inlaid and painted furniture (In Hungarian). Isis erdélyi Magyar restaurátor füzetek 2. Székelyudvarhely: Haáz Rezső Alapítvány; 2002. p. 23–6.
Csonkáné RR. Thermal transformation of flavonols and wood (In Hungarian). Nyugat-Magyarországi Egyetem; 2005.
Manninen AM, Pasanen P, Holopainen JK. Comparing the VOC emissions between air-dried and heat-treated Scots pine wood. Atmos Environ. 2002;36:1763–8.
Englund F, Nussbaum RM. Monoterpenes in Scots pine and Norway spruce and their emission during kiln drying. Holzforschung. 2000.
Sundqvist B. Color response of Scots pine (Pinus sylvestris), Norway spruce (Picea abies) and birch (Betula pubescens) subjected to heat treatment in capillary phase. Holz als Roh - und Werkst. 2002;60:106–14.
Sundqvist B, Morén T. The influence of wood polymers and extractives on wood colour induced by hydrothermal treatment. Holz als Roh und Werkst. 2002;60(5):375–6.
Altgen M, Hofmann T, Militz H. Wood moisture content during the thermal modification process affects the improvement in hygroscopicity of Scots pine sapwood. Wood Sci Technol. 2016;50:1181–95.
Harmsen P, Huijgen W, López L, Bakker R. Literature review of physical and chemical pretreatment processes for lignocellulosic biomass. Food Biobased Res. 2010.
Westermark U, Samuelsson B, Lundquist K. Homolytic cleavage of the β-ether bond in phenolic β-0-4 structures and its significance in high-yield pulping and lignin analysis. Nord Pulp Pap Res J. 1997.
White RH, Dietenberger MA. Wood products: thermal degradation and fire. Encycl Mater Sci Technol. 2001.
Szufa S, Wielgosiński G, Piersa P, Czerwińska J, Dzikuć M, Adrian Ł, et al. Torrefaction of straw from oats and maise for use as a fuel and additive to organic fertilizers-TGA analysis, kinetics as products for agricultural purposes. Energies. 2020;13:2064.
Mononen K, Alvila L, Pakkanen TT. CIEL*a*b* measurements to determine the role of felling season, log storage and kiln drying on coloration of silver birch wood. Scand J For Res. 2002;17:179–91.
Harris A, Kazachenko S, Bateman R, Nickerson J, Emanuel M. Measuring the thermal conductivity of heat transfer fluids via the modified transient plane source (MTPS). J Therm Anal Calorim. 2014;116:1309–14.
Cha J, Seo J, Kim S. Building materials thermal conductivity measurement and correlation with heat flow meter, laser flash analysis and TCi. Netherlands: Springer; 2012.
Jaskowska-Lemańska J, Przesmycka E. Semi-destructive and non-destructive tests of timber structure of various moisture contents. Materials. 2021;14:96.
Bourgois J, Guyonnet R. Characterization and analysis of torrefied wood. Wood Sci Technol. 1988;22:143–55.
Alén R, Kotilainen R, Zaman A. Thermochemical behavior of Norway spruce (Picea abies) at 180–225 °C. Wood Sci Technol. 2002;36:163–71.
Inari GN, Petrissans M, Lambert J, Ehrhardt JJ, Gérardin P. XPS characterisation of wood chemical composition after heat-treatment. Surf Interface Anal. 2006;38:1336–42.
Piernik M, Woźniak M, Pinkowski G, Szentner K, Ratajczak I, Krauss A. Impact of the heat treatment duration on color and selected mechanical and chemical properties of scots pine wood. Materials. 2022;15:1–13.
Zaman A, Alén R, Kotilainen R. Thermal behaviour of Scots pine (Pinus sylvestris) and silver birch (Betula pendula) at 200–230°C. Wood Fiber Sci. 2000;32:138–43.
Fengel D, Wegener G. 1989 Wood: chemistry, ultrastructure. Reactions. 1982;613:1960.
Funding
Open access funding provided by Budapest University of Technology and Economics. No funds, grants, or other support was received.
Author information
Authors and Affiliations
Contributions
Conceptualization and methodology were performed by DC, OF, BN; formal analysis and investigation, writing—original draft preparation—were performed by DC, BN; writing—review and editing—was performed by OF, BN; supervision was carried out by OF, BN.
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Csanády, D., Fenyvesi, O. & Nagy, B. An empirical model of heat-treated straw bulks’ thermal conductivity based on changes in mass and chemical composition. J Therm Anal Calorim 148, 3731–3749 (2023). https://doi.org/10.1007/s10973-023-11945-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-023-11945-4