
Abstract
Polyurethane (PU) foams physically modified by two additive phosphorous flame retardants (FR)—phenol isobutylenated phosphate or phenol isopropylated phosphate, and chemically reinforced by functionalized 1,2-propanediolizobutyl POSS (PHI-POSS) have been synthesized and investigated towards thermal and mechanical properties, as well as flammability behaviour. The foamed PU hybrid materials were prepared in a two-step process using a polyether polyol and polymeric 4,4′-diphenylmethane diisocyanate. On the basis of the obtained results of mechanical properties, thermal insulation, thermal stability and flammability investigations, the influence of the applied additives—including POSS nanoparticles, on the rigid polyurethane foams was determined. The analysis of thermogravimetric and microcalorimetry data revealed an improved resistance to burning of the PU foams containing hybrid reactive (POSS)/additive (phosphate) FR systems, as evidenced by reduced rate of heat release. Importantly, mechanical properties tests showed that incorporation of bulky silsesquioxane nanoparticles to polyurethane structure via covalent bonds strengthens the foam integrity.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Polyurethanes (PU) are widely used materials, obtained in the reaction of isocyanates with compounds containing active hydrogen, most often polyols. PU are produced as foams, elastomers, as well as coatings and adhesives. Among the porous polyurethane materials, one can distinguish flexible and rigid polyurethane foams. Flexible polyurethane foams are used, among others, in the automotive and furniture industry, as fillings for mattresses and car seats, whereby rigid polyurethane foams find broad application as thermal insulation materials in, e.g. automotive and building sector [1,2,3,4,5,6,7].
One of the most important problems that is still not resolved is the polyurethane foams flammability—despite the very good thermal insulation properties, these materials do not often show the required values in the latest fire resistance tests [2]. Different flame retardants, mostly containing nitrogen and phosphorous, are incorporated into the foam; however, a satisfactory effect is visible only after the modification with a large amount of flame retardants, which in turn may cause deterioration of thermal and mechanical properties of polyurethane foams [8,9,10,11,12,13,14,15,16]. This problem has been partially solved by modifying foams chemically through the formation of isocyanurate rings, which in turn improves the properties determined in the fire tests [17, 18].
Due to the wide use of rigid polyurethane foams in such industries as construction, automotive, furniture, the issue of flammability is extremely important. Foamed materials have a highly developed pore surface, and thus facilitate the access of oxygen to the material, resulting in easier combustion. The flammability of polyurethane systems is a threat to both material consistency and human health, so looking for suitable flame retardants or synthesis of inherently non-combustible material is still a serious challenge [19,20,21,22,23].
In order to meet the requirements for volatile organic compounds (VOC), flame retardant systems based on halogen-free phosphorus compounds are getting an increasing attention. These include, among others, phosphines and their oxides, phosphonates, phosphates and phosphites, characterized by low toxicity, lack of release of toxic gases and production of small amounts of fumes during combustion. Inorganic phosphorus compounds as well as red phosphorus are also used effectively. In addition, flame retardant has been used, which contain, in addition to the phosphorus atom, additionally nitrogen, expandable graphite, inorganic compounds or halogen, through the use of a synergistic effect of their action [24,25,26,27,28,29,30,31,32,33].
Currently, the research attention is focused on reducing the flammability of foamed polyurethane materials by organic–inorganic hybrids [34]. This type of compounds includes polyhedral oligomeric silsesquioxanes (POSS), which may exist in various structural forms and can be used as additive and reactive modifiers. POSS are three-dimensional Si–O cages of 1-3 nm diameter which can be functionalized with organic moieties to yield hybrid nanoparticles able to form covalent bonds with polymer backbone [35,36,37,38,39,40,41].
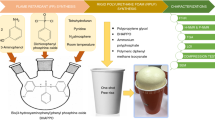
In this work, we present results of investigations on the application of 1,2-propanediolizobutyl POSS (PHI-POSS) as a reactive co-flame retardant for rigid polyurethane foams, which were modified by two additive phosphorous flame retardants (FR)—phenol isobutylenated phosphate (PIBP) or phenol isopropylated phosphate (PIPP).
Materials and methods
The rigid polyurethane foams (PUF) were manufactured using a two-step method—in the first step, the polyol premix (component A), containing a polyol (Rokopol RF-551from PCC Rokita), PHI-POSS, water and n-pentane as blowing agents, catalysts (Polycat-9 from Evonik), and surfactant (SR-321from Momentive) and selected phosphorus flame retardants (FR), was prepared by mechanical stirring. The PHI-POSS (1,2-propanediolizobutyl POSS) reactive additive was introduced into the polyol in an amount of 10 mass% of the polyol weight and dissolved in THF and dispersed by the ultrasonic homogenizer. Phenol isopropylated phosphate (Roflam F12 from PCC Rokita) and phenol isobutylenated phosphate (3:1) (Roflam B7 from PCC Rokita) in the amount of 0.25, 0.5 and 0.75 mass% based on the phosphorus content in the foam were used as additive phosphorus flame retardants.
In the second step, polymeric 4,4′-diphenylmethane diisocyanate (pMDI from Minova Ekochem) as component B was added to component A and the polyurethane system was mixed using a mechanical stirrer for 10 s. After this time, the mixture was poured into an open mould where free foaming occurred in the vertical direction.
Study of apparent density
The apparent density was determined according to PN-EN ISO 845 standard. From the obtained material, a rectangular prism of 200 × 200 × 25 mm3 was cut, which was measured to an accuracy of 0.01 mm, and then weighed with accuracy 0.01 g.
Heat conduction coefficient research
The heat conduction coefficient was measured in accordance with the PN-ISO 8301 standard using the Laser Comp Heat Flow Instrument Fox 200, 24 h after the material was obtained.
In this method, the value of the heat flux flowing through the foam with the dimensions of 200 × 200 × 25 mm3 is determined. According to Fourier’s law, if there is a temperature gradient along a given axis in the material, a certain amount of heat per unit of time flows through a unit of surface perpendicular to this axis, at a fixed heat flow. To provide a temperature gradient, the sample was placed in the apparatus between two plates at appropriate temperatures of 0 and 20 °C.
Compressive strength test
The compressive strength test was carried out in accordance with the PN-EN ISO 844 standard, using a Zwick Z005 TH Allround-Line device. The compressive stress (being the ratio of the maximum compressive force to the area of the cross-sectional area of the sample) at 10% deformation of the sample in the direction parallel (R) and perpendicular (P1, P2) to the direction of foam growth was measured.
Examination of the content of closed cells
The determination of the content of closed cells was made on the basis of the PN-EN ISO 4590 standard using apparatus for measuring the content of closed cells. Material samples with dimensions 25 × 25 × 100 mm3 were subjected to testing.
Thermogravimetry
Thermogravimetric analysis was performed using a Netzsch TG 209 F1 Libra thermal analyser to determine the thermal stability of the obtained foams modified by PHI-POSS and two additive flame retardants. The samples (sample mass ca. 5 mg) were heated in an open corundum pan from 30 up to 800 °C at a heating rate of 10 °C min−1 under air atmosphere.
Microcalorimetry PCFC method
The analysis of the combustion process of flame retarded rigid polyurethane foams was carried out using a pyrolysis–combustion flow calorimeter (PCFC) manufactured by Fire Testing Technology Ltd. During the measurements, it was possible to register the amount of heat emitted (HRR), the rate of heat release by foam materials and the flash point. The samples tested had masses ranging from 1 to 3 mg.
Results and discussion
In the first stage of the research, an analysis of the impact of the used flame retardants and PHI-POSS on the thermal insulation properties and apparent density was carried out. Rigid polyurethane foams containing PHI-POSS and flame retardant (PIBP) were characterized by a small increase in the thermal conductivity coefficient in relation to materials containing only the flame retardant PIBP for 0.5 and 0.75 mass% content of phosphorus, respectively (Fig. 1a).

Thermal properties of polyurethane foams modified by PHI-POSS and flame retardant: a FR PIBP, b FR PIPP
The best thermal insulation properties of systems containing PIBP as flame retardant had a system consisting of PHI-POSS and 0.25 mass% phosphorus content, which may be caused by the smallest apparent density of the obtained material (Fig. 1a).
In the case of systems with PIPP as a flame retardant and its mixture with PHI-POSS, similar dependencies as for systems containing PIBP as flame retardant were observed. Material comprising 0.25 mass% phosphorus and PHI-POSS had the lowest thermal conductivity coefficient, which is the result of the smallest apparent density of the obtained material (Fig. 1b).
For all compositions, an increase in apparent densities along with an increase in the amount of flame retardants introduced was observed. However, the introduction of PHI-POSS to rigid polyurethane foam systems resulted in an increase in the density of obtained materials, which is related to the increase in the viscosity of the initial compositions (Fig. 1).
An important parameter determining the properties of rigid polyurethane foams is the content of closed cells. All the produced materials displayed value of this parameter of over 90%. The highest content of closed cells was found for materials containing only PIPP as flame retardant and a mixture of PIBP and PHI-POSS (Fig. 2).

Content of closed cells for polyurethane foams containing flame retardants and PHI-POSS
However, the closest to 90% value had a composition based on the mixture of PIPP and PHI-POSS.
This effect may be caused by changing the initial viscosity of systems and the use of POSS and flame retardants, which may contribute to the opening of cells during the foaming process.
Due to the anisotropic nature of the obtained materials, compressive strength in the parallel and perpendicular direction was measured.
For materials obtained with the use of PIBP as flame retardant, an increase in compressive strength in the parallel direction along with the increase in the FR content in the system was observed. However, the compressive strength in the perpendicular direction changed in such a way that the lowest values had composition for the 0.5 mass% addition of FR (Fig. 3a).

Mechanical properties of rigid polyurethane foams modified by: a FR PIBP, b mixture of FR PIBP and PHI-POSS
For systems in which PHI-POSS was added, an increase in mechanical parameters in each of the measured directions along with the amount of FR introduced (Fig. 3b) was found. Due to the changing apparent density of individual compositions, profiles compensating the influence of apparent density on this parameter have been presented (Fig. 3).
The addition of PHI-POSS to the rigid polyurethane foam system resulted in an improved compressive strength, especially in the direction perpendicular to the direction of growth.
The introduction of the PIPP as flame retardant into the composition of the rigid polyurethane foam affects the deterioration of the mechanical properties in each measured direction, which is particularly evident in the relationships taking into account the apparent density (Fig. 4a). The use of a second modifier in the form of PHI-POSS improves the mechanical parameters of the obtained materials both in the parallel and perpendicular directions (Fig. 4b).

Mechanical properties of rigid polyurethane foams modified by: a FR PIPP, b mixture of FR PIPP and PHI-POSS
The results of the mechanical properties tests clearly show the influence of PHI-POSS on the properties of the obtained materials—the reactive bulky silsesquioxane modifier incorporated into the structure of polyurethane strengthens its integrity.
The obtained thermogravimetric analysis results show that both the FR PIBP itself and the mixture with PHI-POSS affect the earlier thermal degradation of the obtained materials, which is related to the degradation of the phosphorus flame retardant. The lowest degradation temperature was observed for the highest FR PIBP content in both systems (Fig. 5). However, in the presence of PHI-POSS a faster mass loss at the initial stage of degradation was observed (Fig. 5b).

TG and DTG profiles of polyurethane foams modified by: a FR PIBP, b mixture with PHI-POSS
A similar relationship for the second modifier system was observed, but in this case the changes related to thermal degradation are rather minor as the decomposition proceeds in a similar manner (Fig. 6).

TG and DTG profiles of polyurethane foams modified by: a FR PIPP, b mixture with PHI-POSS
Based on DTG analysis, there are four steps during the thermal decomposition of polyurethane foams containing phosphoric flame retardants, as well as flame retarded PU systems with POSS (Figs. 5, 6). The first less intensive peak is present at ca. 100 °C that is probably related to the evaporation of entrapped tetrahydrofuran which was used to facilitate POSS dissolution during polyurethane synthesis. The next degradation step at ca. 230–240 °C could be attributed to the degradation (ignition) of phosphoric flame retardants which have a relatively low flash point at ca. 230 °C. Noteworthy, no or small residue at 600 °C indicates mainly gas-phase activity of this kind of flame retardants. The next two stages of degradation at ca. 320 and 550 °C in the atmosphere of air involve the reaction of oxygen to form hydroperoxides which themselves are unstable and undergo decomposition to form more free radicals. POSS influence on the initial stage of flame retarded polyurethane decomposition by restriction of the molecular mobility of PU chains in the presence of bulky silsesquioxanes [34]. As PHI-POSS show relatively low thermal stability (Tonset = 244 °C), its mode of action at higher temperatures may be associated with formation of barrier layer that hinders heat and mass transfer as revealed later on by flammability studies results [42]. In the presence of both PIBP and PIPP, one could observe a slight decrease in the onset temperature of PU composites as the amount of the flame retardant increases. However, flame retarded systems containing POSS have a higher onset temperature than foams without POSS (Table 1). Again, this may indicate the role of silsesquioxanes as charring agents during polyurethane decomposition process.
The results of micro-calorimeter pyrolysis and combustion (PCFC) show that the addition of PIBP to the rigid polyurethane foam system reduces the flammability of the obtained materials to a small extent, which is illustrated by the HRR curves. There is a decrease in the HRR value for the modified samples, especially visible at 0.25 mass% content of this flame retardant (Fig. 7).

Results of PCFC of polyurethane foams modified by FR PIBP and mixture with PHI-POSS
However, an interesting change was observed for systems in which PHI-POSS was used. The addition of this modifier together with the PIBP flame retardant caused a significant reduction in the HRR peak, assuming the lowest value for 0.5 mass% of the FR PIBP content (Fig. 7).
The incorporation of flame retardant PIPP at 0.5 and 0.75 mass% content of phosphorus resulted in a reduction in the rate of heat release; however, these changes were not significantly large (Fig. 8). Only the application of PHI-POSS influenced the reduction of the HRR peak of the obtained materials, especially for the system containing the highest content of FR PIPP (Fig. 8).

Results of PCFC of polyurethane foams modified by FR PIPP and mixture with PHI-POSS
PCFC micro-calorimeter results revealed an interesting synergy effect of a hybrid system consisting of a selected phosphoric additive flame retardants and PHI-POSS leading to the reduction of flammability of rigid polyurethane foams. This effect may be caused by the specific interactions of the applied modifiers in the rigid polyurethane foam, as well as through density changes of the porous structure. An increase in the apparent density may reduce the propagation of the smoking process due to the smaller surface development in the fabricated materials. One can also postulate the role of POSS as a charring agent; the layer formed at the PU surface may act as an insulating barrier which limits heat and mass transfer during combustion.
Conclusions
The obtained results have shown that the use of PHI-POSS with phosphorus additive flame retardants leads to the reduction of the rigid polyurethane foams flammability, without significant changes of the foams’ crucial mechanical and thermal conductivity properties.
The best thermal insulation properties showed PU/PHI-POSS systems containing an additive fire retardant in the amount of 0.25 mass% phosphorus as these materials have the lowest apparent density of all obtained materials.
Modified rigid polyurethane foam systems have adequate mechanical strength, that is especially visible for compositions containing PHI-POSS, which is probably the result of increasing the content of hard segments by incorporating a reactive modifier into the structure of the polyurethane backbone.
Flammability studies by micro-calorimeter pyrolysis and combustion revealed that hybrid reactive (POSS)/additive (phosphate) systems are characterized by improved resistance to burning. This effect may be linked with changed apparent density of the composite materials and more efficient formation of char barrier in the presence of POSS.
Importantly, the use of organic–inorganic hybrid systems with silsesquioxanes can provide perspectives in an effective protection of polyurethane materials against the fire.
References
Carlos de Haro J, López-Pedrajas D, Pérez Á, Rodríguez JF, Carmona M. Synthesis of rigid polyurethane foams from phosphorylated biopolyols. Environ Sci Pollut Res 2017. https://doi.org/10.1007/s11356-017-9765-z.
Hirschler MM. Polyurethane foam and fire safety. Polym Adv Technol. 2008;19:521–9.
Feng F, Qian L. The flame retardant behaviors and synergistic effect of expandable graphite and dimethyl methylphosphonate in rigid polyurethane foams. Polym Compos. 2014;35:301309.
Xu W, Wang G, Zheng X. Research on highly flame-retardant rigid PU foams by combination of nanostructured additives and phosphorus flame retardants. Polym Degrad Stab. 2015;111:142–50.
Liang K, Mao A, Shi SQ. Incorporation of nanoparticles into soy-based polyurethane foams. NSTI-Nanotech. 2009;2:290–3.
Ryszkowska J, Auguścik M, Zieleniewska M, Szczepkowski L, Kurańska M, Bąk S, Antos-Bielska M, Prociak A. Semi-rigid polyurethane foams with rapeseed polyol of different viscosity. Polimery. 2018;63:10–7.
Zhang M, Pan H, Zhang L, Hu L, Zhou Y. Study of the mechanical, thermal properties and flame retardancy of rigid polyurethane foams prepared from modified castor-oil-based polyols. Ind Crops Prod. 2014;59:135–43.
Singh H, Jain AK, Sharma TP. Effect of phosphorus-nitrogen additives on fire retardancy of rigid polyurethane foams. J Appl Polym Sci. 2008;109:2718–28.
Chen D, Zhao Y, Yan J, Chen L, Dong Z, Fu W. Preparation and properties of halogen-free flame retardant polyurethane foams. Adv Mater Res. 2012;418–420:540–3.
Wu D, Zhao P, Liu Y. Flame retardant property of novel intumescent flame retardant rigid polyurethane foams. Polym Eng Sci. 2013;53:2478–85.
Wu D-H, Zhao P-H, Liu Y-Q, Liu X-Y, Wang X-F. Halogen free flame retardant rigid polyurethane foam with a novel phosphorus–nitrogen intumescent flame retardant. J Appl Polym Sci. 2014;131:39581.
Luo F, Wu K, Li Y, Zheng J, Guo H, Lu M. Reactive flame retardant with core-shell structure and its flame retardancy in rigid polyurethane foam. J Appl Polym Sci. 2015;132:42800.
Zhang M, Luo Z, Zhang J, Chen S, Zhou Y. Effects of a novel phosphorus-nitrogen flame retardant on rosin-based rigid polyurethane foams. Polym Degrad Stab. 2015;20:427–34.
Yuan Y, Yang H, Yu B, Shi Y, Wang W, Song L, Hu Y, Zhang Y. Phosphorus and nitrogen-containing polyols: synergistic effect on the thermal property and flame retardancy of rigid polyurethane foam composites. Ind Eng Chem Res. 2016;55:10813–22.
Wang C, Wu Y, Li Y, Shao Q, Yan X, Han C, Wang Z, Liu Z, Guo Z. Flame-retardant rigid polyurethane foam with a phosphorus–nitrogen single intumescent flame retardant. Polym Adv Technol. 2018;29:668–76.
Chen Y, Li L, Wang W, Qian L. Preparation and characterization of surface-modified ammonium polyphosphate and its effect on the flame retardancy of rigid polyurethane foam. J Appl Polym Sci. 2017;134:45369.
Kurańska M, Cabulis U, Auguścik M, Prociak A, Ryszkowska J, Kirpluks M. Bio-based polyurethane-polyisocyanurate composites with an intumescent flame retardant. Polym Degrad Stab. 2016;127:11–9.
Hu X-M, Wang D-M. Enhanced fire behavior of rigid polyurethane foam by intumescent flame retardants. J Appl Polym Sci. 2013;129:238–46.
Czech-Polak J, Przybyszewski B, Heneczkowski M, Czulak A, Gude M. Effect of environmentally-friendly flame retardants on fire resistance and mechanical properties of rigid polyurethane foams. Polimery. 2016;61:113–6.
Chen Y, Jia Z, Luo Y, Jia D, Li B. Environmentally friendly flame-retardant and its application in rigid polyurethane foam. Int J Polym Sci. 2014;2014:263716.
Liu Y, He J, Yang R. The synthesis of melamine-based polyether polyol and its effects on the flame retardancy and physical–mechanical property of rigid polyurethane foam. J Mater Sci. 2017;52:4700–12.
Lorenzetti A, Modesti M, Gallo E, Schartel B, Besco S, Roso M. Synthesis of phosphinated polyurethane foams with improved fire behavior. Polym Degrad Stab. 2012;97:2364–9.
Salasinska K, Borucka M, Leszczyńska M, Zatorski W, Celiński M, Gajek A, Ryszkowska J. Analysis of flammability and smoke emission of rigid polyurethane foams modified with nanoparticles and halogen-free fire retardants. J Therm Anal Calorim. 2017;130:131–41.
Xi W, Qian L, Huang Z, Cao Y, Li L. Continuous flame-retardant actions of two phosphate esters with expandable graphite in rigid polyurethane foams. Polym Degrad Stab. 2016;130:97–102.
Liu L, Wang Z, Xu X. Melamine amino trimethylene phosphate as a novel flame retardant for rigid polyurethane foams with improved flame retardant, mechanical and thermal properties. J Appl Polym Sci. 2017;134:45234.
Li L, Chen Y, Qian L, Xu B, Xi W. Addition flame-retardant effect of nonreactive phosphonate and expandable graphite in rigid polyurethane foams. J Appl Polym Sci. 2018;135:45960.
Bian X-C, Tang J-H, Li Z-M. Flame retardancy of hollow glass microsphere/rigid polyurethane foams in the presence of expandable graphite. J Appl Polym Sci. 2008;109:1935–43.
Gao L, Zheng G, Zhou Y, Hu L, Feng G, Xie Y. Synergistic effect of expandable graphite, melamine polyphosphate and layered double hydroxide on improving the fire behavior of rosin-based rigid polyurethane foam. Ind Crops Prod. 2013;50:638–47.
Wang S, Qian L, Xin F. The synergistic flame-retardant behaviors of pentaerythritol phosphate and expandable graphite in rigid polyurethane foams. Polym Compos. 2016. https://doi.org/10.1002/pc.23939.
Modesti M, Lorenzetti A, Besco S, Hrelja D, Semenzato S, Bertani R, Michelin RA. Synergism between flame retardant and modified layered silicate on thermal stability and fire behaviour of polyurethane nanocomposite foams. Polym Degrad Stab. 2008;93:2166–71.
Lorenzetti A, Modesti M, Besco S, Hrelja D, Donadi S. Influence of phosphorus valency on thermal behaviour of flame retarded polyurethane foams. Polym Degrad Stab. 2011;96:1455–61.
Zhang M, Zhang J, Chen S, Zhou Y. Synthesis and fire properties of rigid polyurethane foams made from a polyol derived from melamine and cardanol. Polym Degrad Stab. 2014;110:27–34.
Zheng X, Wang G, Xu W. Roles of organically-modified montmorillonite and phosphorous flame retardant during the combustion of rigid polyurethane foam. Polym Degrad Stab. 2014;101:32–9.
Michałowski S, Hebda E, Pielichowski K. Thermal stability and flammability of polyurethane foams chemically reinforced with POSS. J Therm Anal Calorim. 2017;130:155–63.
Prządka D, Jęczalik J, Andrzejewska E, Dutkiewicz M. Synthesis and properties of hybrid urethane polymers containing polyhedral oligomeric silsesquioxane crosslinker. J Appl Polym Sci. 2013;130:2023–30.
Devaux E, Rochery M, Bourbigot S. Polyurethane/clay and polyurethane/POSS nanocomposites as flame retarded coating for polyester and cotton fabrics. Fire Mater. 2002;26:149–54.
Bourbigot S, Turf T, Bellayer S, Duquesne S. Polyhedral oligomeric silsesquioxane as flame retardant for thermoplastic polyurethane. Polym Degrad Stab. 2009;94:1230–7.
Prządka D, Jęczalik J, Andrzejewska E, Marciniec B, Dutkiewicz M, Szłapka M. Novel hybrid polyurethane/POSS materials via bulk polymerization. React Funct Polym. 2013;73:114–21.
Lewicki JP, Pielichowski K, La De, Croix PT, Janowski B, Todd D, Liggat JJ. Thermal degradation studies of polyurethane/POSS nanohybrid elastomers. Polym Degrad Stab. 2010;95:1099–105.
Pan R, Shanks R, Kong I, Wang L. Trisilanolisobutyl POSS/polyurethane hybrid composites: preparation, WAXS and thermal properties. Polym Bull. 2014;71:2453–64.
Huang J, Jiang P, Li X, Huang Y. Synthesis and characterization of sustainable polyurethane based on epoxy soybean oil and modified by double-decker silsesquioxane. J Mater Sci. 2016;51:2443–52.
Pagacz J, Hebda E, Michałowski S, Ozimek J, Sternik D, Pielichowski K. Polyurethane foams chemically reinforced with POSS—Thermal degradation studies. Thermochim Acta. 2016;642:95–104.
Acknowledgements
This project was financed by the Polish National Science Centre under contract No. DEC-2011/02/A/ST8/00409.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Michałowski, S., Pielichowski, K. 1,2-Propanediolizobutyl POSS as a co-flame retardant for rigid polyurethane foams. J Therm Anal Calorim 134, 1351–1358 (2018). https://doi.org/10.1007/s10973-018-7537-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-018-7537-8