
Abstract
Plastic pollution undoubtedly is a big global issue for present and future generations. Despite numerous activities in the field, the recycling of thermoset polymers still poses an immense challenge to the chemical industry. The present work proposes a new solution to the plastics pollution issue by developing a novel technology for the transformation of polyurethane (PUR) scraps into value-added polymers. In contrast to conventional methods, which usually involve elaborate but costly methods for sorting and separating different plastics into single-origin material flows, the feasibility of direct upcycling of valueless, mixed PUR-based production scraps into polymer aerogels will be shown. Despite the impurity of the feedstock, the aerogels synthesized in this work possess a well-defined and tuneable meso-porous microstructure and a very low thermal conductivity in the range of comparable high-performance insulation materials. The transfer of this newly developed approach to other polymers as well as bio-based precursors could significantly accelerate the development of holistic circular economies.
Graphical Abstract

Highlights
-
Recovering mixed PUR production scraps without prior sorting is feasible via chemical recycling.
-
Synthesizing aerogels based on recycled feedstock leads to a defined meso-porous network.
-
Tailoring of the nanostructure is possible despite undefined chemical composition.
-
Effective thermal conductivity is on par with state-of-the-art thermal insulation material.
Similar content being viewed by others

Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
1 Introduction
Since their discovery in the early 20th century, numerous commodity as well as high-performance polymers have been synthesized and developed for a vast number of different applications. Without any doubt, polymer technology acts as a strong enabler in a broad range of different industries, and without the access to affordable yet qualitative plastic parts, most of the technical achievements of the last century would not have been possible.
Key benefits of polymers based on petrochemical resources are their availability, affordability, as well as high mechanical and chemical stability. Consequently, the production rate of polymers shows an exponential growth since the 1950s, while the recycling rate increases only linearly at a rather slow speed [1, 2].
With the majority of all plastics ever produced ending in landfills, recent studies show that the amount of accumulated plastic waste in ecological systems, in particular oceans and rivers, is rapidly increasing with a significant influence on the life of marine species [3, 4]. Moreover, it was found that plastic residues, mainly in the form of microplastics, found their way into the human food chain both via vegetable and animal routes [5,6,7].
Among the thermosets, polyurethanes own a share of roughly 30% and thus play an important role. They are, however, difficult to recycle. Usually, PUR is applied as a foamed product in the insulation of buildings and household appliances (mainly fridges), for pillows and mattresses, as seating material e.g. in the automotive sector, generally in sealing systems or as electrically insulating casting resin for electronic applications. Non-foamed board material represents a rather small share of PUR production and is primarily used in modeling and tooling applications.
Since direct recycling of PUR is rather difficult, other economical solutions for the recovery of feedstock have to be found. Because the purity of the waste material is a big issue in subsequent industrial processes, recycling concepts generally involve the development of intelligent systems for sorting and treating of waste material prior to recycling. This approach may work for some fractions of plastics waste, but has clear technical as well as economical limitations with multi-material waste, resulting in suboptimal recycling rates.
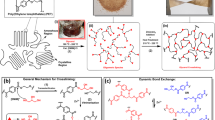
To overcome this issue, the present work developed a novel approach by transforming practically valueless, mixed PUR production scraps into upcycled, PUR-based aerogels which could be utilized in various applications. The newly developed upcycling approach comprises the glycolysis of mixed PUR scraps to obtain a recycled polyol, the synthesis of a gel by mixing the polyol and isocyanate in the presence of catalyst or a catalyst package and supercritical drying of the wet gel to achieve an aerogel as sketched in Fig. 1.

Schematic flowchart of the newly developed upcycling approach converting PUR scrap into PUR aerogels
The ultimate goal of our work is not to demonstrate yet another recycling route, but to develop a robust holistic upcycling process. The most important result of our work is the fact that physical and technical properties of the aerogels are highly dependent on their microstructure, while the purity of raw materials plays a less significant role.
The material we synthesized from different batches of mixed production scraps shows typical aerogel characteristics and an overall set of properties which is comparable to state-of-the-art material synthesized by using uncontaminated raw materials. This proves not only that high-performance as well as value-added materials can effectively be fabricated from partly undefined recyclates, but also demonstrates the robustness of the developed upcycling approach.
We are convinced that this pioneering development has the potential to pave the way for a new generation of sustainable value-added polymers and can effectively contribute to the reduction of plastics waste in our ecosystem.
2 Upcycling of polyurethane based waste material
2.1 General recycling methods
In general, recycling methods deal with the reprocessing of waste material into products, materials or substances for whatever purpose and can be grouped into mechanical, thermal or chemical processes. Theoretically, a wide range of methods is available for different polymers from a practical point of view, however, only a few methods are established on an industrial scale due to economical aspects.
Mechanical recycling comprises the crushing or shredding of waste material into smaller particles and further processing without changing the chemical structure of the polymer. Thermal methods basically include controlled pyrolysis until depolymerization, followed by recovery of the energy stored in the polymer.
In order to create final value-added polymers with a certain robustness from a holistic point of view, the present work chooses the path of chemical recycling of PUR via a glycolysis process.
2.2 Glycolysis of polyurethanes
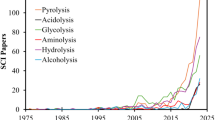
Solvolysis processes aim for the depolymerization of polymers by nucleophilic substitution, where the nucleophile is provided by the solvent itself. Grouping of process varieties such as hydrolysis, glycolysis, aminolysis, acetolysis or others depends on the nucleophile type and therefore the resulting solvolysis reaction. For the family of thermoset polyurethanes, glycolysis methods as a subtype of solvolysis (i.e. using glycols as solvents as well as nucleophiles) have been studied extensively in the past [8,9,10,11]. They follow a transesterification reaction and using a diol as precursor (see Fig. 2) thus yield a polyol with hydroxy end groups, which can be used effectively as a precursor in the synthesis of e.g. polyurethanes.

General reaction scheme showing the glycolysis of polyurethane with a diol, resulting in a carbamate and a monohydric alcohol. [12]
Apart from process parameters such as the specific glycol, the type and amount of catalyst or the reaction temperature, the final properties depend to a high degree on the composition of waste material and side reactions. Important side reactions include a possible hydrolysis of polyurethane depending on the water or moisture content in the composition of waste material plus glycolysis or hydrolysis of urea groups, which are usually present in foamed polyurethanes based on water-isocyanate reactions [12]. Additionally, hydrolysis of carbamates, leading to an unstable carbamic acid and finally carbon dioxide and an amine and/or decarboxylation of carbamates, can occur at elevated reaction temperatures [13, 14].
All side reactions except decarboxylation generate diamines to a certain degree, which can lead to classification of the recyclate as a hazardous substance depending on legal provisions in force. The present work uses RAKU® TOOL [15] production scraps as polyurethane input material for the glycolysis process, which comprises different organic and inorganic fillers. The exact composition of the waste material is unknown. It is a mixture of all different PUR materials produced and thus will contain various base polyols, isocyanates, catalyst systems and even a small amount of filler materials or other additives.
3 Experimental section
3.1 Glycolysis of PUR scraps
For the glycolysis of PUR scraps, we followed one of the earliest procedures described in detail in the literature [16, 17]. The reaction was carried out in a three-necked round-bottom flask with a reaction volume of 1.5 L. The flask was heated with an electric heating mantle and further equipped with an electric stirrer and a thermocouple for temperature control. The experiments were carried out in an oxidative atmosphere and in a temperature range of 190–220 ∘C.
First, the glycolsis agents were placed in the flask and heated up while constantly stirring. Subsequently, the PUR scraps were added stepwise without pretreatment. The waiting time between scrap addition in this process varied due to increasing viscosity of the mixture, which slowed down the overall homogenization. After the complete addition of scraps, the mixture was held at temperature and further stirred for a few hours to ensure a complete reaction.
3.2 Synthesis of aerogels
For the synthesis of gels, the present work used different recycling polyols which were produced via the described glycolysis process and provided by RAMPF Eco Solutions GmbH & Co. KG. In order to prepare wet gels, which can be converted to aerogels, the depolymerized PUR scrap was diluted with acetone (industrial grade). Acetone was chosen due to its commercial accessibility at competitive conditions and lack of interfering hydroxyl groups. The exact nature of the formulation is proprietary information and cannot be disclosed, but it is prepared from a 4,4’-diphenylmethane diisocyanate and a standard PUR catalyst. All chemicals were used as received without further treatment or purification.
Synthesis was carried out via a simple one-step sol-gel process by mixing all reactants with the solvent at ambient temperature. After stirring for approximately 1 min, the reactive polymer solution was poured into a mold, which was sealed and kept at room temperature. Gelation occurred in the range of a few minutes up to several hours depending on the ratio of the reactants. After formation of a stable gel, a small amount of solvent was added carefully on top of the gel in order to prevent evaporation at atmospheric pressure. The gels were kept in their molds at ambient temperature for at least 24 h before further processing.
This work does not include a systematic investigation of the influence of drying conditions on the structural or technical properties of the final aerogels. Thus, all wet gels were dried the same way in a continuous flow of supercritical CO2 (i.e. a dynamic supercritical drying process) at the same standard drying conditions of 120 bar and 323 K, with a depressurization rate of approximately 1 bar/min [18, 19].
4 Results and discussion
Aerogels are nanostructured, porous multiphase materials which contain at least one solid phase forming a backbone and a gaseous pore space. The first synthesis of this relatively new class of materials dates back to the 1930s [20, 21]. In principle, aerogels can be synthesized from every raw material that is able to undergo gelation. The most widely researched precursors for aerogel materials are silicates, polysaccharides like cellulose, pectins or alginates and resorcinol-formaldehydes [22]. Due to their unique microstructure and tailorable properties, aerogels can in principle be employed in a broad range of applications [23, 24]. A detailed discussion of the following and further results can be found in [25].
4.1 Microstructure
4.1.1 Scanning Electron Microscopy (SEM) images
The SEM method allows a visual investigation of the network on the scale of up to several nanometer, depending on the sample material. It is not only an important tool to understand pore morphology of a specific aerogel, but in particular to identify the most significant parameters for the building of a desired microstructure, i.e. particle growth and pore formation.
The SEM pictures shown in Fig. 3 demonstrate essentially spherical particles with a mean particle size ranging from approximately 40 nm (see picture A) to 200 nm (see picture C). They are connected by distinct necks forming a three dimensional, clustered porous network. The pore sizes tend to increase with decreasing envelope density (compare pairwise the pictures A-D, B-E and C-F) at otherwise constant synthesis conditions.

Comparison of the pore morphology of our upcycled aerogels synthesized at different conditions. The thick black lines below the images correspond to a scale of 100 nm. All aerogels were prepared from the same batch of PUR scraps. The samples were synthesized under different conditions in order to obtain a microstructure with smaller, less aggregated particles (samples D to F, lower red box) and a coarse microstructure comprising larger particles with a higher degree of aggregation (samples A to C, upper green box). These colors are consistent throughout the whole paper, always indicating a fine or coarse morphology
4.1.2 Pore morphology measurements
Historically, the pore morphology of aerogels, i.e. the specific inner surface area, the mean pore and particle size and the pore size distribution, is usually determined via a nitrogen adsorption. However, measurements with this method showed strong effects due to the deformability of the aerogels and lead to somehow irregular and irreproducible results. This effect in detail in the literature, e.g. [26, 27]. We therefore decided to rely on small angle X-ray scattering (SAXS), which does not depend on the interaction of a gas or liquid with the aerogel network. The samples are analyzed by investigating the elastic scattering of an X-ray beam passing through the network at a very small angle and interpreting the intensity I and the scattering vector q [28, 29].
For organic aerogels, previous studies have shown that there are two important areas of the I-q plot. To begin with, the Guinier shoulder at very low q is proportional to the radius of gyration rG of particles or particle groups, which can be correlated with the mean pore diameter dp of the network via equation (1). The exponent α is a measure for the form factor of the particles (α = 0.5 for spherical particles).
Furthermore, the Porod regime, where the intensity I is proportional to q−4, can be interpreted by fitting a Porod coefficient K, which can be correlated with the specific inner surface area Sm of the network via the following relation, where C is a material specific conversion factor.
In the case of SAXS measurements, the material specific conversion factor C is determined via equation (3), where re is the classical electron radius, NA is the Avogadro number, Z is the atomic number and M is the molar mass [28].
From our understanding, variations in synthesis or process parameters can affect the microstructure, but, assuming complete polymerization, should generally not alter the chemical composition itself. Therefore, we see a reasonably good approximation in neglecting probable chemical impurities at this point. The material-specific conversion factor C can thus be calculated based on an idealistic model PUR system with known values for Z and M.
In principle, if the shoulder of the Guinier regime is well pronounced, it is possible to extract pore size data directly from SAXS measurements. However, for our aerogels the shoulder was not always distinct, so we determined the specific inner surface area Sm as shown in equation (2) with a subsequent derivation of the mean pore diameter dp via the following well-known relationship, where Vp denotes the total free pore space calculated by \({V}_{p}={\rho }_{e}^{-1}-{\rho }_{s}^{-1}\).
Altogether, the specific inner surface area Sm illustrated in Fig. 4 is on a level comparable to other aerogels based on organic precursors. It can be clearly seen that the specific inner surface Sm correlates with the pore morphology highlighted in Fig. 3. Basically we observe, that larger particles and a higher degree of agglomeration between particles lead to a decreasing inner surface area. This behaviour is not different from any other aerogel.

Select results on the specific inner surface area Sm of our upcycled aerogels in comparison to the envelope density ρe
The results illustrated in Fig. 5 show that the mean pore diameter depends heavily on the envelope density. The correlation takes the form of a power law decay towards higher envelope densities, which is essentially the expected behavior for porous materials in general.

Mean pore diameter calculated by equation (4) via determination of the specific inner surface area Sm by SAXS measurements in relation to the envelope density. A power law fit was applied and is shown as dashed lines
We use blue data points to show the structural transition structure between the two (red and green) morphologies presented in Fig. 3. Thus, blue data is always expected to be situated between the other data and by observation of their relative location we can have a better understanding at how morphological changes effectively influence structural or technical features.
In our work, the pore diameter is derived from the specific inner surface area as shown in equation (4). Thus, it is no surprise that the mean pore diameter follows essentially the same relationship regarding degree of particle dispersion and aggregation. Assuming a Gaussian distribution for pores sizes inside the aerogels, these results clearly indicate that it is possible to create high-quality aerogels with a typical microstructure regardless of the purity of the raw material.
4.2 Properties
4.2.1 Skeletal density
Measurements of the skeletal density were carried out with a conventional Helium-assisted pycnometry method. In comparison to values found in literature for the density of compact PUR material, our upcycled aerogels show an elevated average skeletal density of 1400 ± 11.5 kgm−3 independently of any variation in synthesis parameters. Typically, compact PUR materials exhibit a density in the range of 1100 to 1200 kgm−3, depending highly on synthesis input and overall process parameters. We attribute the higher skeletal density compared to literature values to the use of mixed input material for glycolysis and consequently a poorly defined precursor with unknown side groups and possibly some other contamination from inorganic fillers.
4.2.2 Envelope density
Envelope density was found to depend exclusively on the solvent content as shown in Fig. 6, influenced by a more or less pronounced shrinkage effect. This is the common behavior for multi-phase, composite-like materials consisting of various physical phases. The compound density is built from the density of each individual phase, weighted with the relative volume content of the respective phase. In the case of aerogels with one single solid backbone, the corresponding relationship simplifies to equation (5), where the subscripts p, s denote the pore space respectively the skeleton and ϕ is the volumetric content of a component.

Select results for the envelope density of our upcycled aerogels in relation to the volumetric solvent ratio for recycling polyols with different contents of hydroxyl groups ohc. The dotted line shows an approximation according to equation (6), illustrating the ideal envelope density without any shrinkage effects. The solvent ratio is the share of solvent over the sum of solvent and reactive component by weight, multiplied with the appropriate densities
Neglecting the density of the ambient air filling the pore space of the aerogel, the resulting envelope density is a simple linear function of the volumetric content and the density of the backbone material.
Figure 6 shows the relationship between the measured envelope density after complete drying of the wet gels into aerogels and the solvent ratio during synthesis. In principle, the envelope densities of our upcycled aerogels are well inside the expected density range for organic aerogels. All measured values are located above the ideal envelope density (drawn as dotted line), indicating a significant deviation from the simple relationship shown in equation (6).
The large variations in envelope densities for comparable solvent ratios are attributed to different degrees of shrinkage. In porous media, shrinkage describes the effect of irreversible macroscopic contraction of a solid backbone due to mechanical stress. It can occur at all stages of aerogel manufacturing after gelation, i.e. during aging, washing and drying [30, 31]. Uptake of humidity inside the pore space can even lead to considerable amount of shrinkage in applications [32].
To characterize shrinkage, we introduce a dimensionless shrinkage factor σ similar to a volumetric contraction factor referring to the actual envelope density ρe,f after a final drying step during aerogel production and the ideal envelope density ρe,i. Both values can easily be derived experimentally or from synthesis input.
The resulting Fig. 7 shows an essentially linear dependency of the shrinkage in relation to the ideal envelope density within the examined density range of 100 to 350 kgm−3. An increasing solid backbone content leads to increasing shrinkage of the aerogels and, apart from a few outliers, shrinkage effects are slightly more pronounced for formulations with a high hydroxyl content (blue boxes).

Shrinkage factor σ in relation to the ideal envelope density ρe,i (colors are according to Fig. 6). Void markers show outliers while filled markers show average values. Boxes and outliers are slightly scattered around the x-axis for improved readability
Shrinkage of porous media is a highly dynamic process with varying kinetics at different stages of drying. It depends on a variety of parameters such as mechanical stiffness, permeability of the pore space and capillary pressure [33, 34]. In the context of our work, the drying of wet gels was performed supercritically using identical drying routines throughout all samples.
However, avoiding capillary stress does not mean that supercritical drying in a continuous flow of exchange fluid is completely free of stress. The dynamic supercritical drying step can essentially be seen as a supercritical extraction where the volume fraction of the pore liquid is kept at minimal values due to the continuous flow of exchange fluid. This basically results in a solvent exchange process with a constant, steep concentration gradient between pore liquid and exchange fluid.
In a comprehensive publication, Scherer discussed, inter alia, the stress during solvent exchange as a result of diffusivity differences, e.g. different diffusion coefficients, between the pore and exchange fluid. Particularly in the beginning of solvent exchange, the latter enters the pore space filled with liquid at a higher rate than the pore liquid is able to squeeze out of the pore space [35]. This results in a dilatation, and when this stress exceeds the yield point of the network, irreversible plastic deformation occurs in consequence (in the case of a ductile network). Recently, the effect of solvent expansion under subcritical conditions has been found to decrease the overall time required for supercritical drying significantly [36].
The diffusion coefficient of CO2 at supercritical conditions is always higher than that of a pore liquid in subcritical state, regardless of the chosen solvent. Also in our case, process conditions during supercritical drying such as pressure, temperature or mass flow of CO2, were kept constant for all samples. In the context of our work, the effective stress inside the wet gels during supercritical extraction is therefore given by the permeability of the network, which can be described via the Carman-Kozeny model [37, 38]. Here, Dp denotes the average particle diameter and τ the tortuosity of the aerogel network.
Considering the estimation according to equation (6), different shrinkage as shown in Fig. 7 are thus directly related to the envelope density and mean pore diameter via the permeability factor K. The mean pore diameter in turn can be expressed as a negative power law function of the envelope density, \({d}_{p}\propto {\rho }_{e}^{-s}\) as shown in Fig. 5.
This also explains the higher amount of shrinkage for samples with a higher hydroxyl content. Due to a higher density of reactive hydroxyl groups, the network shows a higher degree of connectivity and therefore smaller pores, effectively increasing the stress upon the network by hindering the syneresis process as CO2 enters the pore space.
4.2.3 Thermal conductivity
In the present work, the effective thermal conductivity was measured with a THB-1000 by Linseis using a hot point sensor. Prior to any measurements, the sensor of the device was calibrated in the expected range of the thermal conductivity of the aerogels. A recently published intercomparison of thermal measurement methods on polyurethane aerogels shows that aerogels measured via transient hot bridge method have higher absolute thermal conductivities than those measured via other techniques, e.g. guarded hot plate [39]. Therefore, the herein presented results are not well suited for a benchmark study with other aerogels, but for a qualitative comparison among each other.
Figure 8 shows such a comparison for a selected set of results. All in all, effective thermal conductivities in the range of 25 mW/mK could be measured with the transient hot bridge method. This is not as low as reports of some superinsulating silica or resorcinol-formaldehyde based aerogels, but still on a very low level, especially considering the undefined input material.

Select results for the effective thermal conductivity of our upcycled aerogels in relation to the envelope density for different pore morphologies. The appropriate second order polynomial fits are shown as dotted lines
The effective thermal conductivity λeff is composed as the sum of single contributions from thermal conductivity via the solid backbone λsolid, gas diffusion and convection λgas via the gas phase in the pores, and radiation λrad [40].
Here, λs and λg,0 are the thermal conductivities of the non-porous solid backbone and the pore gas, va and vs the sound velocities through the aerogel and the non-porous solid, α is a gas specific constant, Kn the dimensionless Knudsen number, n the refractive index, σB the Stefan-Boltzmann constant, T the temperature relevant for thermal radiation and Ks the extinction coefficient.
First of all, it can be seen that the envelope density directly influences all terms of equation (9) via ϕs = ρe/ρs. Moreover, all factors va, Kn, n and Ks can be correlated proportionally with the envelope density for our optically thick aerogels, altogether resulting in a non-linear relationship [41, 42].
The comparison in Fig. 8, and in particular the fitted lines, illustrate a non-linear dependency between the effective thermal conductivity and the envelope density. The fits are reproducible for different synthesis conditions and adopt a second order polynomial form, which is in excellent agreement with the literature [43]. The optimum envelope density for our aerogels was found in the range of 170 kg/m3, which is slightly above previously calculated values for comparable aerogels [44]. In the context of our work, the absolute position of the fit is again essentially modulated by the pore morphology, underlining the significance of structure building parameters.
Usually, we would expect to see a strong dependence of thermal conductivity on pore sizes, as is common for aerogels. However, comparing the data groups (red, blue and green) with the respective grouped pore diameters in Fig. 5, we observe roughly the same absolute distance of 2 to 4 mW/mK between the groups, although the difference in pore diameters is much larger between green/blue than red/blue.
We attribute this behaviour to the fact that at a thermal conductivity level of λeff = 31 to 32 mW/mK, we are about to leave the so-called Knudsen regime. Outside this Knudsen regime, where Kn = l/dp ≪ 1 (l being the mean free path length of gas molecules, which is around 70 nm at standard pressure and temperature for air), the pores are large enough for heat transfer by convection to happen without restrictions.
The term for thermal conductivity by convection (see equation (9)) thus approaches a constant value of approximately 26 mW/mK. Consequently, any changes in the effective thermal conductivity induced by the pore size happen essentially inside the Knudsen regime below a threshold of approximately 31 to 32 mW/mK.
Furthermore, va/vs can be expressed as a power law funcion depending only on the envelope density ρe (see [45, 46] for further details), so without other changes to the measurement conditions, λeff is influenced predominantly by the envelope density ρe.
Interestingly, the results did not demonstrate a correlation between the thermal conductivity and chemical composition of the polymer backbone (results not shown). Obviously, highly sensitive technical characteristics such as thermal conductivity depend essentially on the microstructure, which is characterized mainly by the pore size spectrum and only to a lesser extent by the solid backbone, since the solid fraction is small. Typically, the contribution of λsolid itself is small, usually in the range of 3 to 5 mW/mK for organic solid backbones. Impurities imported via the mixed scraps into the solid backbone therefore do not affect thermal conductivity in a perceivable manner.
5 Conclusions
The present work successfully synthesized meso-porous polymeric aerogels based on mixed polyurethane production scraps. This is particularly interesting because generally, the duromeric waste material which serves as feedstock for our approach, is regarded as non-recycable under relatively mild conditions (e.g. excluding pyrolysis or gasification).
Structural and technical characteristics of our upcycled polymers can be fine-tuned effectively with the variation of synthesis parameters. Overall, the technical properties are on a competitive level in comparison to materials based on pure primary resources.
The possibility to process a poorly defined stream of raw materials with a high degree of chemical fuzziness and still achieve an output with a sophisticated, “tailor-made” microstructure and technical characteristics is an impressive proof of the outstanding robustness of the aerogel technology. Especially in regard to a globally increasing amount of plastics waste, our novel upcycling process may provide a solution for the fabrication of versatile value-added polymers and thus an opportunity to completely rethink circular economies.
6 Future perspective and drawbacks
For the development of a first proof of concept, the present work used mixed polyurethane RAKU® TOOL production scraps. However, preliminarey tests indicate that the overall valorization approach is not limited to a certain type of polymer and can open a path of cutting-edge research that will propose solutions for the treatment of complex plastic waste.
Additionally, the transfer of this concept to other precursors, in particular to bio-based polysaccharides such as cellulose, chitin, alginate or pectin, could significantly accelerate the development of holistic circular economies in the respective technical fields.
One of the major drawbacks is the lack of an industrially scalable production processes for aerogels. However, this is inherent to aerogel processing in general and not specific to the recycling approach described. Moreover, to the best of our knowledge, there is a number of research groups worldwide tackling the challenge of cost efficient aerogel production.
Another non-technical, but rather significant drawback we found in particular during discussions with state-of-the-art experts in the field of chemistry, is that it seems to be difficult to communicate, accept and adopt an approach where material characteristics are well defined and widely reproducible despite an unusually high degree of chemical fuzziness.
References
Ritchie H, Roser M (2018) Plastic Pollution. https://ourworldindata.org/plastic-pollution Accessed 2020-06-05
Geyer R, Jambeck JR, Law KL (2017) Production, use, and fate of all plastics ever made. Sci Adv 3:1–5
Eriksen M, Lebreton LCM, Carson HS, Thiel M, Moore CJ, Borerro JC, Galgani F, Ryan PG, Reisser J (2014). Plastic Pollution in the World’s Oceans: More than 5 Trillion Plastic Pieces Weighing over 250,000 Tons Afloat at Sea. PLoS ONE 9 . https://doi.org/10.1371/journal.pone.0111913
Kühn S, Bravo Rebolledo EL, van Franeker JA (2015) Deleterious Effects of Litter on Marine Life. In: Bergmann M, Gutow L, Klages M (eds.) Marine Anthropogenic Litter. Springer, Cham, p. 75–116. Chap. 4. https://doi.org/10.1007/978-3-319-16510-3_4
Kim J-S, Lee H-J, Kim S-K, Kim H-J (2018) Global Pattern of Microplastics (MPs) in Commercial Food-Grade Salts: Sea Salt as an Indicator of Seawater MP Pollution. Environ Sci Technol 52:12819–12828
Piehl S, Leibner A, Löder MGJ, Dris R, Bogner C, Laforsch C (2018) Identification and quantification of macro- and microplastics on an agricultural farmland. Sci Rep 8:17950
Schymanski D, Goldbeck C, Humpf H-U, Fürst P (2018) Analysis of microplastics in water by micro-Raman spectroscopy: Release of plastic particles from different packaging into mineral water. Water Res 129:154–162
Wu C-H, Chang C-Y, Li J-K (2002) Glycolysis of rigid polyurethane from waste refrigerators. Polym Degrad Stab 75:413–421
Wu C-H, Chang C-Y, Cheng C-M, Huang H-C (2003) Glycolysis of waste flexible polyurethane foam. Polymer Degrad Stab 80:103–111
Aguado A, Martínez L, Moral A, Fermoso J, Irusta R (2011) Chemical Recycling of Polyurethane Foam Waste Via Glycolysis. Chem Eng Transac 24:1069–1074
Morcillo-Bolaños YD, Malule-Herrera WJ, Ortiz-Arango JC, Villa-Holguín AL (2018) Polyurethane flexible foam recycling via glycolysis using Zn/Sn/Al hydrotalcites as heterogeneous catalyst. Revista Facultad de Ingeniería Universidad de Antioquia 87:77–85
Simón D, Borreguero AM, de Lucas A, Rodríguez JF (2018) Recycling of polyurethanes from laboratory to industry, a journey towards the sustainability. Waste Manag 76:147–171
Molero C, de Lucas A, Rodríguez JF (2006) Recovery of polyols from flexible polyurethane foam by “split-phase” glycolysis with new catalysts. Polym Degrad Stab 91:894–901
Borda J, Pásztor G, Zsuga M (2000) Glycolysis of polyurethane foams and elastomers. Polym Degrad Stab 68:419–422
RAMPF Holding GmbH & Co. KG: Board Materials. https://www.rampf-group.com/en/products-solutions/chemical/board-materials/
Braslaw J, Gerlock JL (1984) Polyurethane Waste Recycling. 2. Polyol Recovery and Purification. Ind Eng Chem Process Des Dev 23:552–557
Gerlock J, Braslaw J, Zlnbo M (1984) Polyurethane Waste Recycling. 1. Glycolysis and Hydroglycolysis of Water-Blown Foams. Ind Eng Chem Process Des Dev 23:545–552
García-González CA, Camino-Rey MC, Alnaief M, Zetzl C, Smirnova I (2012) Supercritical drying of aerogels using CO2: Effect of extraction time on the end material textural properties. J Supercrit Fluids 66:297–306
Şahin İ, Özbakır Y, İnönü Z, Ulker Z, Erkey C (2017) Kinetics of supercritical drying of gels. Gels 4:3
Kistler SS (1931) Coherent Expanded Aerogels and Jellies. Nature 127:741
Kistler SS (1932) Coherent Expanded Aerogels. Rubber Chem Technol 5:600–603
Pierre AC (2011) History of Aerogels. In: Aegerter MA, Leventis N, Koebel MM (eds) Aerogels Handbook, 1st edn., Springer, New York, NY, p. 3–18. Chap. 1. https://doi.org/10.1007/978-1-4419-7589-8_1
Smirnova I, Gurikov P (2018) Aerogel production: Current status, research directions, and future opportunities. J Supercrit Fluids 134:228–233
Smirnova I, Gurikov P (2017) Aerogels in chemical engineering: Strategies toward tailor-made aerogels. Annu Rev Chem Biomol Eng 8:307–334
Beyerlein G-S (2021) Synthese und Eigenschaften polyurethanbasierter Aerogele auf Basis rohstofflich recycelter Reststoffe. PhD thesis, Rheinisch-Westfälische Technische Hochschule Aachen https://publications.rwth-aachen.de/record/836197
Reichenauer G, Scherer GW (2001) Extracting the pore size distribution of compliant materials from nitrogen adsorption. Coll Surf A 187-188:41–50
Scherer GW, Smith DM, Stein D (1995) Deformation of aerogels during characterization. J Non-Cryst Sol 186:309–315
Reichenauer G (2011) Structural Characterization of Aerogels. In: Aegerter MA, Leventis N, Koebel MM (eds.) Aerogels Handbook, 1st edn. Springer, New York, NY, p. 449–498. Chap. 21. https://doi.org/10.1007/978-1-4419-7589-8_21
Feigin LA, Svergun DI, Taylor GW (1987) In: Taylor G.W. (ed) Determination of the Integral Parameters of Particles, Springer, Boston, MA, p. 59–105. https://doi.org/10.1007/978-1-4757-6624-0_3
Nilsen E, Einarsrud M-A, Scherer GW (1997) Effect of precursor and hydrolysis conditions on drying shrinkage. J Non-Cryst Sol 221:135–143
Scherer GW, Hæreid S, Nilsen E, Einarsrud M-A (1996) Shrinkage of silica gels aged in TEOS. Jo Non-Cryst Sol 202:42–52
Rostamitabar M, Subrahmanyam R, Gurikov P, Seide G, Jockenhoevel S, Ghazanfari S (2021) Cellulose aerogel micro fibers for drug delivery applications. Mater Sci Eng 127:112196
Scherer GW (1990) Theory of drying. J Am Ceram Soc 73:3–14
Smith DM, Scherer GW, Anderson JM (1995) Shrinkage during drying of silica gel. J Non-Cryst Sol 188:191–206
Scherer GW (2019) Stress and strain during supercritical drying. J Sol-Gel Sci Technol 90:8–19
Bueno A, Selmer I, Raman SP, Gurikov P, Lölsberg W, Weinrich D, Fricke M, Smirnova I (2018) First Evidence of Solvent Spillage under Subcritical Conditions in Aerogel Production. Ind Eng Chem Res 57:8698–8707
Ratke L, Gurikov P (2021) The Chemistry and Physics of Aerogels. Cambridge University Press, Cambridge, UK
Ganesan K, Barowski A, Ratke L (2019) Gas permeability of cellulose aerogels with a designed dual pore space system. Molecules 24:2688
Ebert H-P, Braxmeier S, Reichenauer G, Hemberger F, Lied F, Weinrich D, Fricke M (2021) Intercomparison of thermal conductivity measurements on a nanoporous organic aerogel. Int J Thermophys. 42. https://doi.org/10.1007/s10765-020-02775-9
Fricke J (1986) Thermal Transport in Porous Superinsulations. In: Fricke J (ed) Aerogels. Springer Proceedings in Physics, Vol 6, pp. 94–103. Springer, ??? . Chap. 11. https://doi.org/10.1007/978-3-642-93313-4_11
Bellunato T, Calvi M, Matteuzzi C, Musy M, Perego DL, Storaci B (2008) Refractive index of silica aerogel: Uniformity and dispersion law. Nucl Instrum Method Phys Res Sec A 595:183–186
Lu X, Wang P, Arduini-Schuster MC, Kuhn J, Büttner D, Nilsson O, Heinemann U, Fricke J (1992) Thermal transport in organic and opacified silica monolithic aerogels. J Non-Cryst Sol 145:207–210
Ebert H-P (2011) Thermal properties of aerogels. In: Aerogels Handbook, Springer, p. 537–564. https://doi.org/10.1007/978-1-4419-7589-8_23
Hrubesh LW, Pekala RW (1994) Thermal properties of organic and inorganic aerogels. J Mater Res 9:731–738
Gross J, Fricke J (1992) Ultrasonic velocity measurements in silica, carbon and organic aerogels. J Non-Cryst Sol 145:217–222
Gross J, Fricke J (1995) Scaling of elastic properties in highly porous nanostructured aerogels. Nanostructured Mater 6:905–908
Acknowledgements
The authors would like to thank Dr. Gudrun Reichenauer and Dr. Christian Scherdel from the Center for Applied Energy Research e.V. (CAE) for their support in characterization of the aerogels.
Author contributions
All authors contributed to the methodology and validation of the study. Conceptualization, formal analysis, investigation, visualization and writing of the original draft was done by G-SB. Supervision and review & editing was done by LR. All authors read and approved the final manuscript.
Funding
This work was partly supported by the German Federal Ministry for Economic Affairs and Climate Action, grant number 03EN2060.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Beyerlein, GS., Ratke, L. Novel robust upcycling approach for the manufacture of value-added polymers based on mixed (poly)urethane scraps. J Sol-Gel Sci Technol 108, 528–537 (2023). https://doi.org/10.1007/s10971-023-06185-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10971-023-06185-9