
Abstract
This study examines the opportunity of using recycled poly(hydroxybutyrate-co-valerate) (PHBV) as food packaging. The recyclability was evaluated by assessing the effect of repeated polymer processing (up to four extrusion cycles) on the structural and barrier properties of the material, as well as its ability to produce neo-formed chemicals susceptible to migrate into food. It was shown that increasing the number of processing cycles results in a decrease of the polymer molecular weight, leading to a decrease of mechanical properties, balanced by a maintenance of the crystalline structure and of the thermal stability. The oxygen and water vapour transfer properties were also maintained after four cycles suggesting that r-PHBV-based packaging can retain its property and use panel. The specific migration of crotonic acid, one of the main products of the thermomechanical degradation of the PHBV was measured in three different food simulants. In all cases, it did not exceed the specific migration limit (SML) set at 0.05 mg/Kg food, revealing the food contact suitability of non-contaminated recycled PHBV under test conditions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
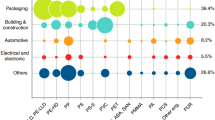
Plastic, with its unique set of properties (versatile, flexible, strong, cheap…) has become one of the most popular material since the second half of the 20th century. At the same time, this success is turning into an environmental and health disaster due to the plastic waste accumulation and the widespread diffusion of persistent plastic fine particles, even in living organisms [1]. Packaging is the largest end-use market segment, accounting for over 40% of total plastic usage [2]. These fossil-based materials are in ever-increasing demand due to their desirable thermomechanical and barrier properties, yet they are beyond the world’s capacity to handle. In 2019, 17.8 Mt of food and drink packaging were collected in Europe, with 18.5% landfilled, 39.5% incinerated and 42% down-cycled [3]. Landfill and incineration are still mainly used despite the Circular Economy Package adopted in 2017 by the European commission, which promotes a circular economy for plastics. In the frame of waste hierarchy, prevention should be considered as first priority, followed by preparing for re-use, materials recovery (mechanical and chemical recycling) and organic recycling. Energy recovery and disposal should be the last options envisaged [4]. Therefore, there is a gap between the current plastic waste management and the circular economy principles. This gap is even greater for alternative plastics, namely biobased and biodegradable plastics. These emerging plastics such as polylactic acid (PLA), polyhydroxyalkanoate (PHA) and polybutylene succinate (PBS) are increasingly entering the food packaging market thanks, in particular, to their deployment by major agri-business groups through a wide range of applications [5]. However, post-consumer biodegradable packaging are mainly directed towards the energy recovery lines (i.e. incineration) and are not recovered in an industrial composting facilities, as they cannot be assimilated to biowaste of natural origin according to many national standards. Yet, biobased and biodegradable plastics are likely to follow the different end-of-life options and should be incorporated in a hierarchal end-of-life system that prioritizes material recycling, leading to a recovery of economic value. LCA studies and techno-economic sustainability analysis (TESA) which are based on the assessment of mechanical recyclability, economic viability, common environmental/technico-economic sustainability criteria, confirm that the organic recycling of biodegradable and bio-based plastics should be only considered when mechanical and chemical recycling are not possible [6,7,8,9,10]. The mechanical recycling process consists in reprocessing the polymer waste, via a step of reshaping in the molten state, most often by extrusion. In the case of materials intended to food contact applications, specific requirements should be respected in order to ensure the safety of the recycled material. In EU, EFSA published in 2011, the criteria to be used to ensure the safety of food contact recycled PET, involving an additional decontamination step consisting in cleaning and heat treatment. This decontamination step should be extrapolated to all other recycled plastics intended for food contact applications [11].
From a technical point of view, several investigations have addressed the mechanical recyclability of some biobased and/or biodegradable plastics. These studies, mainly focused on thermomechanical reprocessing of PLA, concluded that the thermal and mechanical properties are altered beyond a certain number of cycles [12, 13]. Only Briassoulis et al. have employed Techno-economic sustainability analyses (TESA) to address the feasibility of recycling food packaging biomaterials in a closed-loop system [9]. Among the promising biopolymers, polyhydroxyalkanoates (PHAs) have received particular attention thanks to their biocompatibility and biodegradability under natural conditions [14, 15]. Recent studies (from 2010 to 2020) on the biodegradation of PHAs in soil and marine environments were compiled in the review by Meereboer et al. The authors showed that depending on the nature of the soil and the temperature and moisture conditions, PHAs can reach up to 80% degradation in 80 to 100 days [16]. This family of bio-polyesters of microbial origin contains several homo- and copolymers with varying thermal and mechanical characteristics. Polyhydroxybutyrate-co-valerate (PHBV) is one of these copolymers, which has a great potential. During the biotechnological production, feeding and nutrient ratios may impact the valerate content which can vary from 0 to 24% inducing a modulation of the mechanical properties and flexibility of the copolymer [17]. Overall, PHBV has mechanical properties close to polypropylene and polystyrene (in terms of strength and elasticity but not flexibility), barrier properties close to those of PET, and its compliance with food contact material regulations, make it a good candidate to replace conventional plastics in the rigid food packaging category [15, 18, 19].
Although PHBV is biodegradable, this end-of-life option does not necessarily have to be favoured and can fully co-exist with possible material recycling which allows a reduction of production costs and saving raw materials and carbon.
When considering the closed-loop mechanical recycling of PHBV for food contact applications. Two questions arise (1) how many processing cycles can PHBV withstand without losing its mechanical and barrier properties, and without producing any neo-formed chemicals (NIAS) that could migrate into food, inducing toxicity to the consumer. (2) is the mechanical recycling process capable of removing post-consumer contaminants due to previous packaging use or misuse, to comply with recycled packaging safety regulation. The second question involving the assessment of the decontamination efficiency through a challenge test will be the subject of a future work.
This study will focus on the effect of the multiple processing cycles on the evolution of the PHBV functional properties, as well as the formation of neo-formed chemicals.
Only very few studies investigated the modification of PHBV properties after reprocessing. Indeed, five cycles of extrusion followed by injection moulding at 170 °C [20] resulted in the maintenance of PHBV properties, except for a slight decrease in the fifth cycle. However, six cycles of extrusion at 180 °C led to thermal degradation of the polymer, reflected in a decrease in the molecular weight of PHBV and an increase in its crystallinity rate [21]. In the absence of a specific recommendation, PHBV-based materials are approved for food contact provided that the level of migration of crotonic acid, the main thermal degradation product of PHBV, does not exceed the permitted limit of 0.05 mg/kg food (CE/10/2011) [22].
The purpose of the present work is to investigate the functional properties of PHBV after several recycling loops, as well as the potential occurrence of crotonic acid at concentrations that may exceeds the recommended threshold. The integrated approach implemented in this study consists of monitoring the evolution of the structural characteristics of PHBV-based material (crystallinity rate and molecular weight of the polymer chains) in relation to the functional properties of the packaging (barrier and mechanical properties) throughout the reprocessing cycles and establishing an initial opinion on the opportunity of applying mechanical recycling in compliance with safety recommendations.
Experimental
Materials
PHBV with 3 mol% of 3-hydroxyvalerate (HV) was purchased from Nature plast (France). It corresponds to the PHI003 commercial grade, a pure uncompounded powder produced from pure culture. According to the manufacturer, PHBV has the following properties: density = 1,25 g cm−3, Tm = 170–176 °C. Molecular weight of PHBV powder was measured and Mw > 1,100,000 g/mol. Boron nitride 98% was purchased from Merck. Crotonic acid (98%), ethanol (96%), acetic acid (> 99%) and poly(2,6-diphenyl-p-phenylene oxide) under the trade name of Tenax (60/80 mesh) were supplied from Sigma-Aldrich.
Reprocessing Cycles
PHBV powder was mixed with 0.5 wt% of Boron Nitride as a nucleating agent. To improve the mechanical properties of polymers, nucleating agents are often used, such as Hyperform HPN-20E used for HDPE, to reduce cycle time and improve blow moulding performance [23]. Then, the mixture was dried at 60 °C for 24 h prior to extrusion. Extrusion was carried out in a parallel twin screw microcompounder Process 11 (Thermoscientific), at 150 rpm with a uniform processing temperature of 180 °C from the feeding to the die. The residence time of PHBV in the extruder did not exceed 3 min. Four processing cycles were performed in order to simulate the mechanical recycling. After each cycle, the granulating process was carried out at room temperature and the granulated product was dried at 60 °C for 24 h. PHBV films with an average thickness of 300 μm were produced by thermocompression using a heated hydraulic press (20T, Pinette Emidecau Industries). About 6 g of pellets from each processing cycle were placed in a mould between two Teflon sheets and pressed with heating plates stabilized at 180 °C. The pressure was first set at 5 bars for 1 min, for melting the pellets, then progressively increased from 5 to 150 bars in 30 s before stabilization at 150 bars during 30 s. The resulting films were finally air cooled at room temperature.
After thermocompression of the PHBV films and before any characterization of the material, all samples were conditioned at a temperature of 25 °C and under an atmosphere with a relative humidity of 50% during 2 weeks in order to allow the secondary crystallization of PHBV [24].
Characterization Methods
Size Extrusion Chromatography (SEC)
SEC was used to determine the evolution of PHBV molecular weight throughout the reprocessing cycles. Samples were placed in sealed tubes and dissolved in a 95/5 Hexafluoro-2-propanol/Chloroform mixture at a concentration of 1 mg/mL−1. Gel permeation chromatography (GPC) measurements were performed by a HP 1100 Series equipped with a PL gel 5 μm Minimixed-C column. The instrument, provided with a refractive index and UV detectors, worked using chloroform as eluent. The calibration of the instrument was constructed with polystyrene standards. The sample analyses were performed in triplicates. The weight-average molecular weight (Mw) and number-average molecular weight (Mn) were obtained from the SEC analysis and the polydispersity index (PDI) was calculated as Mw/Mn, using the software Excel 2016.
Differential Scanning Calorimetry (DSC)
DSC analyses were carried out using a TA Instruments (Q200 modulated DSC, TA Instruments) calorimeter under a nitrogen atmosphere with a flow rate of 50 mL min−1 and a heating rate of 10 °C min−1. Around 8 mg of sample was used for each analysis and all experiments were done in duplicate. The samples were subjected to the following thermal schedule. First heating from − 30 to 200 °C, with stabilization for 3 min; then cooling down up to − 30 °C with again a stabilization for 3 min; followed by a second heating scan up to 200 °C.
The melt crystallization temperature (Tc) was determined from the cooling scan whereas the melting temperature (Tm) and the melting enthalpy (ΔHm) were obtained from the second heating scan after erasing the thermal history. Overall theoretical degree of crystallinity (Xc) was calculated from the melting enthalpy according to the following equation:
where ΔH0 is the melting enthalpy of 100% crystalline PHBV, i.e. 109 J/g [25].
Thermal Gravimetric Analysis (TGA)
TGA was carried out using a Mettler apparatus (TGA2) equipped with a XP5U balance (precision of 0.0001 mg). Around 8 mg of sample were heated at 10 °C min−1 from 25 to 800 °C under nitrogen flow of 50 mL min−1. Three replicates were scanned for each sample. Mass loss and first derivative of mass loss were recorded as a function of temperature, and the maximum degradation temperature (Tdeg), corresponding to the temperature at which the degradation rate was maximum was measured.
Mechanical Properties
ISO½ samples were cut from the films obtained by thermocompression. Tensile properties of samples were measured using a tensile tester (Zwick BZ2.5/TN1S) with a cross-head speed of 1 mm min−1. Young’s modulus, elongation at break as well as tensile strength were calculated from strain-stress curves with the Matlab program, taking into account an effective cross section of 22 mm. Ten replicates were scanned for each reprocessing cycle.
Transfer Properties
The Oxygen permeability (PO2) of the reprocessed films was determined in triplicate at 23 °C and 50% relative humidity, using an O2 permeation chamber equipped with an integrated PSt6-type sensor (PreSens Precision Sensing GmbH). This system consists of two chambers separated by a grid where the film is placed with an open testing area of 1,26.10−3 m2. After applying nitrogen flesh on both sides of the film to remove the surrounding oxygen, the lower chamber was exposed to an oxygen flow of 50 mL min−1, while the upper chamber was hermetically closed. By permeation, the O2 molecules could pass through the film where the sensor stood. The system measured oxygen ingress in % for 5 days. PO2 (mol m/m2 s Pa) was calculated according to the following equation :
where J (mol s−1) is the flux of gas passing through the film, e is the film thickness (m), A, the permeation area (m2) and ΔP, the differential partial pressure of the permeant gas across the film (Pa).
The water vapour permeability (Pwv) of films was determined according to a modified ASTM procedure (ASTM E96 – Standard test methods for water vapour transmission of materials). Analyses were conducted at 23 °C and a relative humidity gradient of 0 to 100% with five replicates per sample. Film samples, with 9,08 cm2 area were hermetically sealed in 50 mL glass permeation cells containing 40 mL of distilled water, and were placed in a desiccator containing silica gel, for 10 days. Pwv (mol m/m2 s Pa) was calculated according to the following equation :
where J (mol s−1) is the flux of water vapour passing through the film, e is the film thickness (m), A, the permeation area (m2) and ΔP, the differential water vapour pressure between the cell and the desiccator (Pa).
Migration Tests
In order to evaluate the suitability for food contact of reprocessed PHBV, crotonic acid migration was assessed in three different food simulants following the recommendation of European regulation EU 10/2011 on plastic materials and articles intended to come into contact with food [22]. These are, 95% Ethanol to simulate fatty food, 3% acetic acid to simulate acidic food and Tenax as solid dry food simulant. The migration level of crotonic acid was measured by desorption tests. According to European standard EN 10/2011, films disks of 2.8 cm diameter were immersed in 95% ethanol or 3% acetic acid, with a surface/volume ratio of 6 dm2 L−1. In the case of Tenax, a film of 3 × 2 cm was placed into Petri dish and completely covered by the simulant (0.24 g corresponding to 4 g dm−1). All samples were stored at 40 °C for 10 days under magnetic stirring for liquid simulants.
Crotonic acid was quantified in each food simulant after 10 days of contact by means of UPLC-DAD analysis. For detection purposes, Ethanol 95% samples were concentrated 67 times. A standard addition procedure was applied to acetic acid 3% samples, since it cannot be easily evaporated. Tenax samples were submitted to an extraction with 5 ml methanol, during 4 days at 40 °C and under magnetic stirring. The extracts were subsequently concentrated five times. All the samples were then, injected in Acquity UPLC (Waters, Milford, MA) liquid chromatography system, equipped with a photodiode array detector (DAD). The Waters column was 100 mm × 2.1 mm, HSS T3, particles size was 1.8 μm. The solvent used were A (99. % H2O and 0.1% HCOOH v/v) and B (80% CH3CN; 19% H2O; 0.1% HCOOH) with a flow rate of 0.55 mL min−1. The injection volume was 2 µL and DAD was set at 210 nm in order to detect and quantify crotonic acid which was used as external standard.
Statistical Analysis
Statistical analyses and data visualization were performed in XLSTAT (Addinsoft, 2019). The variables were checked for normality (Shapiro-Wilk test). The significance of results was examined by one-way analysis of variance (ANOVA) followed by a Tukey test with a confidence interval of 95%. Then, the significant difference between the data had been defined.
Results and Discussion
Structural Properties
The evolution of the molecular weight (Mw), polydispersity and crystallinity parameters of PHBV during the processing cycles is shown in Table 1. Cycle 0 corresponds to the first extrusion cycle transforming PHBV powder into pellets.
As Mw of PHBV commercial powder is > 1,100,000 g/mol, it is worth to note that the first extrusion cycle (corresponding to cycle 0) induced the most dramatic degradation of the polymer, decreasing its molecular weight by almost 25%. Subsequently, PHBV Mw decreased with the number of processing cycles. At the end of the fourth cycle, PHBV polymer lost ~ 25% of its Mw. As previously described, the high temperatures and the shear stress that polymer undergone during the reprocessing result in a progressive chain scission, mainly attributed to the beta-elimination mechanism [26, 27]. The constant value of the polydispersity index (PDI) of the polymer observed over the five extrusion cycles supports the hypothesis of the random nature of the chain scission reactions in the polymer. The crystallinity parameters i.e. crystallization temperature (Tc), melting temperature (Tm) and crystallization rate (Xc) were respectively determined from cooling and second heating scans of PHBV films (visible in supporting data, Fig. S1). The crystallization rate of the polymer did not significantly evolve throughout the processing cycles. However, a slight increase in the crystallization temperature Tc was observed from the third cycle, indicating that the crystallization is occurring more easily when the number of cycles increases. An easier crystallization process is likely due to the reorientation of the polymer fragments after the chains scission [28, 29]. On the other hand, the crystallization rate as well as the melting temperature remained constant over the five processing cycles. Zembouai et al. [21] have observed an increase in crystallinity rate after processing PHBV with 3 wt% valerate content over six cycles of extrusion, while Zaverl et al. [20] described an opposite behaviour in the case of the copolymer exhibiting a valerate percentage of 14%, under similar processing conditions. Since these two studies also simulated the PHBV reprocessing via a polymer extrusion process, the crystallinity evolution is then likely due to the valerate content, in the absence of any nucleating agent. In our case, the use of boron nitride seems to govern the nucleation process, causing slight evolution in crystallization rate, Tm and Tc, despite the significant degradation of polymer chains. The melting temperature (Tm) remained almost constant, meaning that the fusion of crystalline fraction takes place in the same way over the reprocessing cycles. Polymer degradation should decrease the spherulites size, but the nucleation seems to be not affected by the polymer degradation in the presence of the nucleating agent [30]. This was confirmed by the constant shape of the unimodal melting peak indicating a relative stability of the distribution of the crystallite sizes [30]. The constant melting temperature at around 177 °C implies that the process temperature scale can be kept the same at 180 °C during the five cycles. Since the polymer degradation might be enhanced when its processing occurs higher from its melting temperature, the previously observed differences in polymer degradation cannot therefore be explained by differences in the melting temperature during the process [30].
The thermal gravimetric analysis (TGA) showed almost the same degradation maximum temperatures for samples of different reprocessing cycles with no significant change has been detected over the reprocessing cycles (visible in supporting data, Fig. S2. Previous studies reported the same trend in PHA or PLA reprocessing [20, 31]. This may be explained by the relative stability of the crystallinity degree [32].
These results showed that despite a significant decrease in the polymer molecular weight, the crystalline behaviour and the thermal stability have evolved very slightly over the processing cycle. This observation is consistent with studies focusing on the impact of reprocessing on the thermal behaviour of PHA [20, 21]. However, in the context of food packaging applications, functional properties (mechanical and barrier) as well as the safety of the reprocessed materials should be taken into account in order to ensure compliance with quality requirements and regulation.
Mechanical Properties
Figure 1 shows pictures of the film samples obtained over successive cycles and reveals that the reprocessed materials do not present any obvious visual changes. The macroscopic optical properties such as colour, opacity and smooth texture do not appear to be altered by the reprocessing.

PHBV films over four extrusion-compression cycles
The mechanical properties of the material reflect its ability to provide a high-performance packaging for food and define which types of packaging (bottles, trays, flexible bags, etc.) can be produced. Based on these tensile tests, the evolution of the mechanical properties of the materials over the processing cycles are summarized in Table 2, and the tensile stress vs. strain curves are shown in supporting data, Fig. S3.
These values confirm that PHBV can be considered as a brittle and stiff material, which exhibits low ductility due to its high crystallinity. Compared to other semi-crystalline polymers, mechanical properties of PHBV reflect a rigid and fragile behaviour from the first cycle. Over the processing cycles and especially after the third one, a slight increase in young’s modulus (~ 4.8%) and a decrease in both tensile strength (~ 8%) and strain at break (~ 25.2%) were observed. These variations indicate a reprocessing-induced embrittlement of PHBV. Most studies about reprocessing of biopolymers such as PLA, PBS or PHB reported that thermal reprocessing results in no or low influence on Young’s modulus, supposing that the value remains stable since the decrease of molecular weight is balanced by an increase of crystallinity [32, 33]. However, a gradual drop in the tensile strength and strain at break values are observed. In our case, the increase of crystallinity is less pronounced than the decrease of molecular weight, which may explain the slight variation of the Young’s modulus, but the decrease in tensile strength and strain at break revealed a decrease of mechanical properties, due to the polymer chain scission.
Yet, these modifications being limited, the reprocessed materials present sufficiently preserved performances for the targeted applications. In reality, the stiffness of PHBV limits its applications to the packaging of solid food, as trays or jars.
Transfer Properties
Oxygen and vapour permeability measurements are considered as indicator of barrier properties that reflect the effectiveness of the packaging in extending the shelf life of the packaged product. Figure 2 shows the evolution of the oxygen and water vapour permeability of PHBV films over the processing cycles, and demonstrates the lack of detrimental effect of the four successive reprocessing steps.

Oxygen (a) and water vapour (b) permeabilities of PHBV films depending of the number of reprocessing cycles
Oxygen permeability showed a slight downward trend although these variations are not significant. This is consistent with the slight increase of crystallinity (Table 1) as the permeation of molecules takes place in the amorphous phase. These values appear to be in agreement with previous measures reported on similar materials [34,35,36] and are characteristic of a good barrier material against gas and water vapour transfer, with low permeabilities (close to those of PET materials) [19]. A high variability of permeability measurements was observed which can be partially explained by the heterogeneity of the materials, induced during their thermoforming. It is worth noting that the small variation in material permeability (well below a factor of ten) does not impact the shelf life of the packaged food regardless of the system considered. Therefore, the reprocessing of PHBV did not have an influence on the performance of the packaging in terms of barrier properties.
Food Contact Suitability: Occurrence of Neo-formed Chemicals
As any material intended to come into contact with food, PHBV-based packaging must meet the inertness criteria defined in the European framework regulation (UE/1935/2004) and consequently must not transfer any substance that may present a danger for human health [22]. The issue of the suitability for food contact of a biosourced and biodegradable material such as PHBV cannot be raised on the same basis as a conventional plastic material since it is, in principle, free of additives. Therefore, compliance should be assessed on the unique basis of measuring the migration of non-intentionally added substances (NIAS). In the case of a compound present in the positive list of authorized substances (EU/10/2011), the migration of this substance must not exceed the specified specific migration limit that was set on the basis of toxicological data.
It is well-known that the thermomechanical degradation of PHVB obeys to random chain scission mechanism with crotonic acid (but-2-enoic acid) as one of the major low molecular weight degradation products [26, 27]. Crotonic acid is referenced in the positive list of authorized substances with a specific migration limit (SML) of 0.05 mg/kg food (CE/10/2011) [22]. As consequence and although food-grade PHBV contains in principle a concentration of crotonic acid below the permitted threshold [37], the production and release of crotonic acid in food over reprocessing cycles must be considered as a critical point of safety concern. All the more so as oligomers may migrate and be hydrolysed (in vivo or ex vivo) then further exposure could occur. As PHBV is a rigid and stiff material, its application is a priori limited to rigid packaging such as trays and jars, mainly dedicated to solid foodstuff (e.g. meat, cheese, yogurts or dry food). To simulate the foodstuff that could be packed in PHBV, three food simulants have been selected, namely, ethanol 95% for fatty food, acetic acid 3% for acid food and Tenax for dry food [22]. Table 3 summarizes the specific migration of crotonic acid in the different food simulants as function of processing cycle number.
Migration of crotonic acid in 95% ethanol, increased with the number of processing cycles, reaching 0.042 mg/Kg after the fourth cycle. However, in both 3% acetic acid and Tenax, the amount of crotonic acid was barely detectable by the methods used with values below of 0.01 mg/Kg in acetic acid 3% and less than 0.001 mg/Kg in tenax. These results indicate that crotonic acid resulting from the thermomechanical degradation of re-processed PHBV (see Table 1 for chain scission) is readily released in 95% ethanol, whereas it does not migrate into aqueous acetic acid and even less into solid food simulant. This is consistent with previous safety assessment of poly(hydroxybutyrate-co-hexanoate) (PHBH) from EFSA, where the overall migration and the specific migration of crotonic acid were evaluated in various food simulant [38, 39]. Overall migration was found to be higher in 95% ethanol while it was lower in 3% acetic acid and not detectable in tenax. These results confirm the conclusion of Angelier et al. (2020) [40] that, based on global migration measurements, contact with ethanol 95% constitutes the worst conditions of use for PHBV-based materials. In addition, EFSA has issued an opinion stating that EtOH 95% is not a suitable food simulant for such polar polymers and that migration into it should not be considered since it essentially gives total extraction [38].
From a regulatory stand-point, the specific migration of crotonic acid proves not exceed the specific migration limit of 0.05 mg/Kg in the three food simulants used in this study suggesting that, after four processing cycles, virgin PHBV (without additives) could be considered to have no health concerns. However, it is important to keep in mind that reprocessing of PHBV was conducted at laboratory small-scale and do not accurately reflect the industrial process conditions including, in particular, a potentially much longer residence time of the polymer in the extrusion chamber. As consequence, the values measured in food simulants must be regarded with care and attention as they could come alarmingly close to the SML after four processing cycles.
The assessment of the food contact suitability of PHA-based recycled materials is not currently covered by any EU directive or guidance from the European health authorities. For this reason, we need to be vigilant in assessing the risk associated with recycled PHBV materials by integrating the evaluation of neo-formed compounds and the evolution of inertness properties that evolve with the structural modifications generated by the thermal treatment cycles. We should not only apply the challenge test approach inspired by PET bottle-to-bottle recycling.
Conclusion
The prospect of recycling PHBV-based food packaging is an issue that requires the consideration of many criteria. The approach applied in this investigation is based on a comprehensive assessment of the impact of repeated extrusion-compression cycles (up to four cycles) on the functional properties and the safety (through the assessment of neo-formed products) of the resulting packaging. Gas and mass transfer properties are at the heart of these issues as they determine the barrier performance and the food contact suitability of recycled materials. Thermo-mechanical treatments applied to the material induce multiple structural modifications at the molecular level such as random chain scission and probable depolymerisation which need to be considered with respect to their effects on these transfer properties. While these macromolecular breakdowns induce a mechanical embrittlement of the material, they do not induce any significant variation of the water vapour and oxygen permeability values, which leads to the conclusion that multiple recycling does not dramatically change the usability of PHBV materials as food packaging for solid foodstuff (as trays and jars). Apart from market and infrastructure considerations, the main technological barrier to the deployment of mechanical recycling technology applied to PHBV-based food packaging is probably related to the release of the crotonic acid produced by the chain depolymerization and subject to a low migration limit. This point of concern is all the more important at a time when the European Commission is opening a consultation on a draft amendment to the evaluation provisions for recycled plastic. The aim of this initiative is to extend the recycling of plastics intended to come into contact with food, currently restricted to PET, to other resins and thus to extend it to other packaging waste. The first draft submitted for public consultation proposes an evolution of provisions for the appropriate evaluation of non-PET materials including increased vigilance on residual incidental contamination. Unlike the challenge test procedure used for PET, which does not take into account the presence of neo-formed contaminants during the process, the future alternative approach is based on designed sampling strategy to obtain the best possible estimate of the average contaminant level in a batch of rec. The specific migration values of crotonic acid are highly dependent on the type of food and storage conditions. However, the thermal treatment applied to post-consumer PHBV packaging will have to be finely optimized in order to avoid any excessive production of crotonic acid within a concentration limit in the sample batch which is not defined at present.
References
Kik K, Bukowska B, Sicińska P (2020) Polystyrene nanoparticles: sources, occurrence in the environment, distribution in tissues, accumulation and toxicity to various organisms. Environ Pollut 262:114297
(2020) Plastics-the facts. https://www.plasticseurope.org/en/resources/market-data
(2019) Plastics-the facts. https://www.plasticseurope.org/en/resources/market-data
Zhu F, Zhu C, Wang C, Gu C (2019) Occurrence and ecological impacts of microplastics in soil systems: a review. Bull Environ Contam Toxicol 102(6):741–749. https://doi.org/10.1007/s00128-019-02623-z
Zhao X, Cornish K, Vodovotz Y (2020) Narrowing the gap for bioplastic use in food packaging: an update. Environ Sci Technol 54(8):4712–4732
Changwichan K, Silalertruksa T, Gheewala SH (2018) Eco-efficiency assessment of bioplastics production systems and end-of-life options. Sustainability. https://doi.org/10.3390/su10040952
Cosate de Andrade MF, Souza PMS, Cavalett O, Morales AR (2016) Life cycle assessment of poly(Lactic Acid) (PLA): comparison between chemical recycling, mechanical recycling and composting. J Polym Environ 24(4):372–384. https://doi.org/10.1007/s10924-016-0787-2
Hottle TA, Bilec MM, Landis AE (2017) Biopolymer production and end of life comparisons using life cycle assessment. Resour Conserv Recycl 122:295–306. https://doi.org/10.1016/j.resconrec.2017.03.002
Briassoulis D, Pikasi A, Hiskakis M (2021) Recirculation potential of post-consumer /industrial bio-based plastics through mechanical recycling - techno-economic sustainability criteria and indicators. Polym Degrad Stab. https://doi.org/10.1016/j.polymdegradstab.2020.109217
Briassoulis D, Pikasi A, Hiskakis M (2021) Organic recycling of post-consumer /industrial bio-based plastics through industrial aerobic composting and anaerobic digestion - techno-economic sustainability criteria and indicators. Polym Degrad Stab. https://doi.org/10.1016/j.polymdegradstab.2021.109642
EFSA (2011) Scientific Opinion on the criteria to be used for safety evaluation of a mechanical recycling process to produce recycled PET intended to be used for manufacture of materials and articles in contact with food. EFSA J 9(7):25. https://doi.org/10.2903/j.efsa.2011.2184
Badia JD, Ribes-Greus A (2016) Mechanical recycling of polylactide, upgrading trends and combination of valorization techniques. Eur Polymer J 84:22–39. https://doi.org/10.1016/j.eurpolymj.2016.09.005
Lopez JP, Girones J, Mendez JA, Puig J, Pelach MA (2012) Recycling ability of biodegradable matrices and their cellulose-reinforced composites in a plastic recycling stream. J Polym Environ 20(1):96–103. https://doi.org/10.1007/s10924-011-0333-1
Siracusa V, Rocculi P, Romani S, Dalla Rosa M (2008) Biodegradable polymers for food packaging: a review. Trends Food Sci Technol 19(12):634–643. https://doi.org/10.1016/j.tifs.2008.07.003
Rabnawaz M, Wyman I, Auras R, Cheng S (2017) A roadmap towards green packaging: the current status and future outlook for polyesters in the packaging industry. Green Chem 19(20):4737–4753
Meereboer KW, Misra M, Mohanty AK (2020) Review of recent advances in the biodegradability of polyhydroxyalkanoate (PHA) bioplastics and their composites. Green Chem 22(17):5519–5558. https://doi.org/10.1039/d0gc01647k
Bossu J, Angellier-Coussy H, Totee C, Matos M, Reis M, Guillard V (2020) Effect of the molecular structure of Poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (P(3HB-3HV)) produced from mixed bacterial cultures on its crystallization and mechanical properties. Biomacromolecules 21(12):4709–4723. https://doi.org/10.1021/acs.biomac.0c00826
Poltronieri P, Kumar P (2017) Polyhydroxyalkanoates (PHAs) in industrial applications, handbook of ecomaterials. Springer International Publishing, Cham, pp 1–30
Ragaert P, Buntinx M, Maes C, Vanheusden C, Peeters R, Wang S, D’Hooge DR, Cardon L (2019) Polyhydroxyalkanoates for food packaging applications. Reference module in food science. Elsevier
Zaverl M, Seydibeyoglu MO, Misra M, Mohanty A (2012) Studies on recyclability of polyhydroxybutyrate-co-valerate bioplastic: multiple melt processing and performance evaluations. J Appl Polym Sci 125:E324–E331. https://doi.org/10.1002/app.36840
Zembouai I, Bruzaud S, Kaci M, Benhamida A, Corre YM, Grohens Y (2014) Mechanical recycling of Poly(3-hydroxybutyrate-co-3-hydroxyvalerate)/polylactide based blends. J Polym Environ 22(4):449–459. https://doi.org/10.1007/s10924-014-0684-5
European Commission (2011) Commission regulation (EU) (2011) No 10/2011 of 14 January 2011 on plastic materials and articles intended to come into contact with food. Off J Euro Union 12:1–89
Seven KM, Cogen JM, Gilchrist JF (2016) Nucleating agents for high-density polyethylene-a review. Polym Eng Sci 56(5):541–554. https://doi.org/10.1002/pen.24278
Vandi L-J, Chan CM, Werker A, Richardson D, Laycock B, Pratt S (2019) Extrusion of wood fibre reinforced poly(hydroxybutyrate-co-hydroxyvalerate) (PHBV) biocomposites: Statistical analysis of the effect of processing conditions on mechanical performance. Polym Degrad Stab 159:1–14. https://doi.org/10.1016/j.polymdegradstab.2018.10.015
Srithep Y, Ellingham T, Peng J, Sabo R, Clemons C, Turng L-S, Pilla S (2013) Melt compounding of poly (3-hydroxybutyrate-co-3-hydroxyvalerate)/nanofibrillated cellulose nanocomposites. Polym Degrad Stab 98(8):1439–1449. https://doi.org/10.1016/j.polymdegradstab.2013.05.006
Liu Q-S, Zhu M-F, Wu W-H, Qin Z-Y (2009) Reducing the formation of six-membered ring ester during thermal degradation of biodegradable PHBV to enhance its thermal stability. Polym Degrad Stab 94(1):18–24
Nguyen S, Yu GE, Marchessault RH (2002) Thermal degradation of poly(3-hydroxyalkanoates): preparation of well-defined oligomers. Biomacromolecules 3(1):219–224. https://doi.org/10.1021/bm0156274
Frounchi M (1999) Studies on degradation of PET in mechanical recycling. Macromol Symp. 144:465–469
Badia J, Strömberg E, Karlsson S, Ribes-Greus A (2012) Material valorisation of amorphous polylactide. Influence of thermo-mechanical degradation on the morphology, segmental dynamics, thermal and mechanical performance. Polym Degrad Stab 97(4):670–678
Bossu J, Le Moigne N, Dieudonné-George P, Dumazert L, Guillard V, Angellier-Coussy H (2021) Impact of the processing temperature on the crystallization behavior and mechanical properties of poly[R-3-hydroxybutyrate-co-(R-3-hydroxyvalerate)]. Polymer. https://doi.org/10.1016/j.polymer.2021.123987
Żenkiewicz M, Richert J, Rytlewski P, Moraczewski K, Stepczyńska M, Karasiewicz T (2009) Characterisation of multi-extruded poly (lactic acid). Polym Test 28(4):412–418
Moraczewski K (2016) Influence of multiple processing on selected properties of poly(3-hydroxybutyrate-co -4-hydroxybutyrate). Polym Adv Technol 27(6):733–739. https://doi.org/10.1002/pat.3706
Resch-Fauster K, Klein A, Blees E, Feuchter M (2017) Mechanical recyclability of technical biopolymers: potential and limits. Polym Test 64:287–295
Requena R, Jiménez A, Vargas M, Chiralt A (2016) Effect of plasticizers on thermal and physical properties of compression-moulded poly[(3-hydroxybutyrate)-co-(3-hydroxyvalerate)] films. Polym Test 56:45–53. https://doi.org/10.1016/j.polymertesting.2016.09.022
Berthet MA, Commandré JM, Rouau X, Gontard N, Angellier-Coussy H (2016) Torrefaction treatment of lignocellulosic fibres for improving fibre/matrix adhesion in a biocomposite. Mater Design 92:223–232. https://doi.org/10.1016/j.matdes.2015.12.034
Lammi S, Le Moigne N, Djenane D, Gontard N, Angellier-Coussy H (2018) Dry fractionation of olive pomace for the development of food packaging biocomposites. Ind Crops Prod 120:250–261. https://doi.org/10.1016/j.indcrop.2018.04.052
Commission European (2019) Commission regulation (EU) 2019/37 of 10 January 2019 amending and correcting regulation (EU) No 10/2011 on plastic materials and articles intended to come into contact with food. Off J Euro Union 2019:1–59
EFSA (2019) Safety assessment of the substance poly((R)-3-hydroxybutyrate-co®3-hydroxyhexanoate) for use in food contact materials. EFSA J. https://doi.org/10.2903/j.efsa.2019.5551
EFSA (2018) Safety assessment of the substance poly((R)-3-hydroxybutyrate-co®3-hydroxyhexanoate) for use in food contact materials. EFSA J. https://doi.org/10.2903/j.efsa.2018.5326
Angellier-Coussy H, Kemmer D, Gontard N, Peyron S (2020) Physical–chemical and structural stability of PHBV/wheat straw fibers based biocomposites under food contact conditions. J Appl Polym Sci. https://doi.org/10.1002/app.49231
Funding
This work was supported by the H2020 USABLE packaging project (Grant number 836884).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no competing financial interest of personal relationship that could influence the work reported in this paper.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Dedieu, I., Aouf, C., Gaucel, S. et al. Recycled Poly(hydroxybutyrate-co-valerate) as Food Packaging: Effect of Multiple Melt Processing on Packaging Performance and Food Contact Suitability. J Polym Environ 31, 1019–1028 (2023). https://doi.org/10.1007/s10924-022-02600-4
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-022-02600-4