
Abstract
Direct-drive laser inertial fusion is a potential producer of baseline power that has increased credibility following the achievement at the National Ignition Facility of ignition and net gain using indirect-drive via laser-produced X-rays. Ultraviolet broad band lasers such as argon fluoride, at 193 nm and 10 THz, are predicted by hydrocode simulations to enable energy gains greater than 100 with laser energies less than 0.5 MJ, stimulating renewed reactor design effort in anticipation of experimental verification. The present study attempts to create a reactor design with very few unknowns in materials, corrosion, first wall viability, tritium breeding and ease of servicing. A new variant of magnetic intervention has an increased ion dump surface area combined with a simple structure. Around an inner vacuum vessel an all-ceramic tritium breeder blanket is possible in an unconstrained volume, allowing helium coolant to be used without excessive pressure or flow power. The case is made for development of a lead (Pb) ceramic as the neutron multiplier.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
For many reasons laser direct-drive inertial fusion energy is the leading candidate among inertial fusion energy (IFE) approaches. The physics basis for stable target compression and ignition has developed substantially over the past several decades [1,2,3] but dry wall chamber technology has lagged following a period of rapid development before 2009 under the high average power laser (HAPL) program [4]. In the present study we propose a relatively simple, commercially viable reactor design that could be built and operated without major risk factors, an endeavor made possible by advances in fusion structural and tritium breeder materials in recent years.
The paper will present: the physics basis for direct drive fusion; design of a dry wall evacuated reaction chamber with provision for magnetic first wall protection; design of a helium-cooled ceramic breeder blanket, and a discussion on neutron multiplier selection. The motive for this effort is to provide input for an urgently needed direct-drive ignition facility. To save valuable time the same facility, with additions, will be designed to double as a pilot plant. Existing well-characterized materials are used although aspects such as pellet (target) manufacture, pellet acceleration and final optic coatings require development programs. The argon fluoride (ArF) laser is strongly favored from the target physics point of view, and as a gas laser has a damage-resistant laser medium, but in principle any type of qualifying laser can be installed in the two laser halls, one on each side of the target chamber (termed a “color-blind” facility).
Physics Basis for High Gain with the ArF Laser at 0.5 MJ
ArF laser 193 nm light increases the laser target coupling efficiency compared to longer wavelength lasers such as the 351 nm frequency-tripled glass laser light used on the National Ignition Facility. This results in higher drive pressure at a given absorbed laser intensity with ArF light [5]. In addition, the combination of shorter wavelength and broad bandwidth capability with ArF suppresses laser plasma instabilities (LPI) that can cause scattering losses and undesired preheating of the fuel that reduce the imploded target performance [6]. The net effect of the above is improved laser efficiency in driving target implosions with 193 nm light and the capability to employ higher drive pressures. Higher drive pressure allows use of lower aspect-ratio targets (ratio of outer radius of the pellet to total thickness of the target shells) that are more resistant to the effects of hydrodynamic instability during the implosion [7].
Two-dimensional simulations of shock-ignited targets are shown in Fig. 7 of [7], that include effects of target imperfections on the energy gain where gain is the ratio of the fusion burn energy to the incident laser energy. The target imperfections can seed hydrodynamic instabilities that reduce or eliminate the gain observed in one-dimensional simulations. The graph includes results with 193 nm and 351 nm light. For the case of 193 nm light a gain of 160× is observed with 410 kJ of laser light for a 3.74 initial aspect ratio target. Lower gains and higher required laser energy are observed with use of 351 nm light. These predictions for direct drive shock-ignition need of course to be verified by experiments. We proposed in [8] a three-phase program to advance ArF science and technology toward a direct drive power plant. In the first phase a 30 kJ ArF beamline would be built and used to check target physics at shock intensities. In a second phase a high gain test facility would be built, using a plurality of ArF beamlines, to optimize high gain implosions. Finally, the test facility itself with balance-of-plant additions, or a dedicated new facility, would become the pilot laser fusion power plant.
Figure 1 shows the power flow in an ArF direct drive laser fusion reactor that employs a 60% energy contingency (650 kJ versus 410 kJ) to obtain the 160× gain compared to that employed in the above two-dimensional simulation. The higher energy provides a margin of safety towards obtaining the high gain. The diagram includes the 10% efficiency we expect in the ArF laser system from “wallplug” to delivery of light on target [8]. The 25 MW of auxiliary power for the other reactor systems is scaled from the Sombrero laser fusion reactor study [9]. With operation at 10 pulses/s the 650 kJ laser provides 6.5 MW of power to the injected targets. The combination of 160× target gain and additional 10% gain from nuclear reactions in the blanket produces 1144 MW of thermal power. After conversion to electrical power (515 MW) and accounting for the power needed for the laser and other power plant systems, 425 MW is available for the grid. ArF with direct-drive thus has the potential to enable laser fusion power plants that require only one-third of the 1.8 MJ laser energy used to demonstrate indirect drive ignition [3] on the National Ignition Facility.

Power flow in an ArF direct-drive laser fusion reactor. 83% of the electrical power produced is sent to the grid. *The 160 × gain of the target is amplified 10% by nuclear reactions in the lithium-containing blanket that surrounds the target
Overview of Magnetic Intervention Chamber Design
The approach of protecting the first wall in a laser fusion reactor from charged particles with a magnetic field dates back at least to the designs of [10] where symmetrical illumination was emphasized and the liquid wall alternatives to magnetic protection were also considered. In the HAPL program [4] the idea of magnetic wall protection was re-visited with the introduction by A. E. Robson of the stable magnetic cusp to guide ions outboard from the target region onto an engineered ion dump surface. Although “magnetic intervention” reactor designs based on this idea were put forward [11], and modeled computationally [12] the topology of this single cusp design caused difficult design problems related to (a) support for the upper half of the chamber, and (b) passage for the evacuated tubes carrying the necessary angular array of laser beams for fully symmetric irradiation. The power density in the out-flowing sheet of ions via the cusp waist (the “equator”) was such that no structure could reside in its path, but rather the outflow had to first encounter the specially designed ion dump at a larger outboard radius than the chamber wall. The danger existed that the first wall ion erosion problem would only be transferred and even become greater when the same ions landed upon the outboard ion dump if it was not of sufficient area. In one design with a simple cusp and equatorial ion dump [11] the ion dump surface was exchangeable, to prolong reactor life. In the present design there is an advantageous doubling of the ion dump surface area via the use of two cusps, one above the chamber and one below.
The chamber design shown in Fig. 2 meets all of the criteria relating to incorporation of magnetic intervention, mechanical and thermal wall loading, cooling, reliability, accessibility and, ultimately, simplicity.

Overview (Elevation) of direct drive target chamber
The elevation view of Fig. 2 is dominated by the laser paths converging on central targets that are injected downward through the aperture in the top of the chamber. There are 40 beam paths arranged on ten longitudes evenly spaced at 36° intervals. On the left is a cross section of four of these paths, at a single longitude, in which the incident angles, measured from the North pole are 38°, 78°, (180–38)°, (180–78)°. These define the four latitudes on each of which 10 incident beams are distributed. We calculate less than 0.5% rms deviation from spherical uniformity (Appendix 1), a level surpassing the low mode uniformity requirement for the burn phase.
The reactor chamber is under vacuum and is a cylinder of internal diameter 8 m and height 18 m. In a simple embodiment, its inner wall is tungsten-clad steel that may have thickness in the range of 5 cm. The 2 m space between the chamber inner and outer walls is mostly occupied by the tritium breeder material (Sect. "Tritium Breeding: The Need for 6Li Enrichment") and accommodates helium flow paths, described in Sect. "Helium Flow Design and Power Requirement". Superimposed upon the right hand side of the chamber in Fig. 2 is a cross section of the cylindrically symmetric magnetic field pattern associated with ‘Magnetic Intervention” which keeps the fusion alpha particles plus unreacted D and T ions from striking the vacuum chamber wall and guides them toward the top and bottom of the chamber, where they are led outward onto cylindrical beam dumps with a total area of 200 m2.
A plan view in Fig. 3 illustrates, together with the elevation view in Fig. 2, the efficient building design whereby 2 m of concrete attenuates residual neutrons. Some neutrons are not stopped in the blanket, specifically the 0.8% of neutrons that fly directly down the optical input tubes, the 0.2% that exit at the N and S poles, and an additional approximately 1–3% that may exit via the alpha beam dump channels, depending upon (future) detailed design of a magnetic field “chicane” in those regions. The laser beams are distributed from two equatorial-level laser halls via ducts within the shielding wall, and optical elements are mounted within this concrete structure for stability. The plasma-facing plane mirrors have high reflectivity at 193 nm, are located at a distance of 20 m, and are assumed to handle a fluence of 3 J/cm2. A brief discussion of their potential neutron resistance is given in Sect. "Plasma-Facing Optics".

Overview. Plan view of reactor, elevation in Fig. 2
Laser pointing accuracy to within about 50 microns is desired at the target, which itself has a diameter in the range of 3–4 mm. It is anticipated that the whole outer concrete cylinder, which carries the optical elements, will be mounted on vibration isolators so as to eliminate vibrations from ground movement, laser pulsed power, helium circuit pumps and turbine-driven electrical generators. The “front end” laser source beams would be mounted on actively stabilized optical tables, with position and angle coordinates measured in real time relative to the momentary position of the concrete cylinder. The multiplexing optics for each amplifier train require 30 m long by 2 m wide support “tables” that are similarly monitored. The vibration-generating items such as the high voltage generators, the laser gas flow loop and the helium cooling loop (including all of the target chamber) will live in a different world that includes delivery trucks, earthquakes etc. Target acquisition and tracking optics will be mounted on the concrete cylinder. The relative orientation measurements of the various stabilized “tables” can be meshed to apply fine control in real time, via active optics, of laser pointing onto the target. Achievements in target engagement are summarized in Sethian et al. [4]. The momentum impact of the fusion explosions within the target chamber, which is not coupled to the optics, is the equivalent of an overpressure on the first wall of 1 Atm that lasts for 1 µs, which will not be destructive or contribute to fatigue. In practice, this momentum is communicated via a step increase in magnetic field pressure against the conducting first wall, caused by the expanding cloud of helium ions, described below.
In the most simple embodiment the vacuum chamber inner wall comprises principally an integrally welded cylinder, tungsten clad to a thickness of up to 1 mm, with the only openings being for the laser beam ducts. These openings can be approximately 25 cm × 25 cm at the “equatorial” sets of beams, and 25 × 40 cm (vertical, parallel to the cylinder axis) for the “polar” sets of beams. In order to accommodate a helium coolant pressure of 5 bar in the blanket material between this central wall and an outer wall, there are radial tension rods at many locations, as described in Sect. "Structure", which provide force balance and allow much lighter construction of both the inner and outer walls. These rods serve a dual function in that their housings also provide alignment for insertion of breeder blanket modules. It is proposed to weld blanket modules to each other along projecting flanges so as to strongly seal the outer wall, yet provide for robotic weld removal and re-weld if ever blanket modules need replacing. As envisaged, the blanket modules will be lifetime components. A somewhat more complex embodiment, described in Sects. "Magnetic Intervention" and "Structure", has two inner walls of reduced activation ferritic martensitic (RAFM) steel with a much reduced temperature range inside each wall and hence slower neutron degradation over the life of the reactor.
Magnetic Intervention
Cylindrical Dry Wall Chamber with Magnetic Intervention
There are multiple reasons to introduce a magnetic field between the target and the reaction chamber first wall, at a closest distance of 4 m in the above design. These are:
-
1.
The combined exhaust alpha, D and T ion energies represent close to 20% of the 17.6 MeV fusion product energy yet when deposited into the first 5 µm of the first wall there is a temperature jump depending on the chamber radius and the target yield to around the melting point of tungsten [4] (a limit in its own right) and, later, this heat has to flow through the possibly 5 cm thick steel vacuum wall into a > 300 C helium coolant flow. We considered initially a single or “monolithic” first wall with a yield-strength operational limit of 800 C (at maximum) in the reduced activation ferritic martensitic (RAFM) and related steels that must be used (Fig. 4). However, the RAFM thermal conductivity is not high {\(\kappa\) = 30 W/mK [13]}, limiting the heat flow severely. The temperature drop across this first wall cannot exceed 500 C, which provides an upper limit to the power that can be deposited by neutrons as they traverse the wall, even when ions are completely diverted. Ion diversion is only a necessary first step.
To illustrate this point, consider firstly a monolithic first wall of thickness h heated only by the passage of neutrons. Here the neutron range is much greater than h, and the secondary gamma range is less than h, yielding a volumetric energy deposition of μ(h)In, where In is the average neutron flux in W/m2 and μ(h) ~ 3m-1, derived from Fe cross sections (Sect. "First Wall Neutronics"). The thermal profile is parabolic [14] and the temperature differential is
\(\Delta T = \frac{{\mu \left( h \right)I_{n} h^{2} }}{2\kappa }\) where \(\kappa\) is the thermal conductivity. The neutron flux is \(I_{n} = {{0.8E_{0} \nu } \mathord{\left/ {\vphantom {{0.8E_{0} \nu } {4\pi R^{2} }}} \right. \kern-0pt} {4\pi R^{2} }}\) where E0 is the D–T energy release per pulse at repetition rate ν and distance R from the first wall. At 1 GW D–T power, 4 m wall distance, and constraining ΔT to 500C we find h ~ 0.05 m.
If we now consider the division of this wall into two thinner walls each of thickness h/2, separated by a helium cooling channel, for the same neutron flux each wall now has one quarter of the above temperature differential. The wall(s) can now be operated close to a selected optimum temperature that minimizes degradation by neutrons, further discussed in Structure Sect. "Structure".
-
2.
Without a magnetic field, unimpeded implantation of exhaust ions up to 3.5 MeV into the first wall tungsten protective layer causes a build-up of helium that forms lenticular bubbles and eventually splits material off the surface, also known as defoliation. There appears to be a good solution to this problem in the form of nano-engineered tungsten with fine fibers and internal passages to allow helium to escape [4], but testing is only partial as of 2024. With magnetic diversion of ions the problem is transferred to the low-neutron beam-dump region, of roughly comparable area to the waist region of the first wall, but representing ion energy deposition in the presence of a much reduced heat load, opening up new flexibility in the bonding of nano-engineered tungsten to a well-matched, more thermally conductive substrate material that would not be exposed to high neutron flux. Additionally, the flexibility in ion dump material choice may possibly be put to advantage in the process of tritium recovery, for example by allowing rapid diffusion through the wall into the coolant helium flow that already is the principal carrier of tritium out of the blanket.
-
3.
The ion pulse is stretched out to several microseconds after the plasma has traveled into the beam dump recesses, giving a much reduced temperature jump and therefore less thermal fatigue in the tungsten layer.
-
4.
The ion dumps are very accessible for eventual refurbishment, if necessary.
The concept of a vertical cylinder as opposed to a sphere for the chamber was driven by:
-
(a)
The need to easily remove the magnetic intervention superconducting coils for repair or replacement.
-
(b)
The need for structural support for the upper half of the chamber. When the chamber approximates a sphere and has a cusp to guide ions outward in an equatorial sheet [11], no structure can be situated in the ion path (the ion flow would cut through steel like a plasma torch). Consequently, the substantial weight of the upper half of this chamber can only be supported by (effectively) a bridge, which introduces stability problems. A vertical cylinder with cusps at each end solves this problem.
-
(c)
The ion collection “beam dumps” are doubled in area at constant radius when two such areas are disposed, one at each end of the cylinder.

Consequently a configuration of magnetic field coils has been devised here that avoids the need for the plasma sheet to cross laser beam ducts and also resolves the chamber support problem. The power density on these ion dump surfaces is moderate for a 1 GW D–T power. The ion energy flux is in 20 MJ bursts of duration about 1 µs arriving at 10 pulses/s. On 200 m2 the average ion power is 1.0 MW/m2 if distributed uniformly. The ion dump surfaces are not in line of sight to the target and are shielded from X-rays and the neutron heating/transmutation flux by blanket material.
Plasma Stability
A cusp, or similar magnetic configuration, surrounding a central plasma exhibits a strong degree of plasma stability due to its having “convex” plasma-facing magnetic field lines all around the plasma (Nicholson [16]). It is NOT a suitable device for containment on long timescale, as would be required for magnetic fusion reactors, because the cusp topologically has radiating magnetic field lines to the outside world (e.g. the beam dump paths in Fig. 5). Its use here in inertial fusion is precisely to lead hot plasma out of the chamber in a controlled fashion. The proposed configuration (Fig. 5) initially has field lines convex to the plasma, but upon plasma expansion there will initially be a “bulge” in the field lines at the mid-plane (Fig. 5B, expanded field lines hand-sketched), raising the question of temporary plasma instability. In a study of cylindrical expansion in relation to direct energy recovery [17] ruled out MHD and Rayleigh–Taylor instabilities on the timescale of a few µs, but Zakharov et al. [18] expected losses due to the flute instability in an initial infinite cylinder of uniform magnetic field. The resistive wall instability of magnetic insulation [19] does not have time to grow. A waveguide mode associated with this instability takes about 80 ns to complete one equatorial transit of an 8 m diameter chamber, but requires tens of transits to grow significantly and develop high amplitude at particular frequencies. The plasma has mostly disappeared via axial flow from the equatorial region before this time has elapsed.

Qualitative initial expansion of the plasma ball from a 100 MJ D–T implosion in an axial magnetic field within a conducting cylinder
Once at the end regions of the cylinder, in very convex magnetic field surroundings, and at partially thermalized ion energies, stable ion guidance will occur to the outboard beam dumps. We note in relation to [17] that their vertical chamber configuration was a conventional magnetic mirror machine without cusps, in which the plasma was confined over several µs during a process of direct energy capture from a D-3He reaction.
Modeling of Plasma Evolution in Magnetic Intervention
Rose et al. [12] have developed the most advanced computational model to date of plasma expansion into a magnetic cusp. In this work azimuthal symmetry was applied and therefore stability could not be studied when the plasma bulged slightly toward the spherical vessel wall. Rose et al. implemented a version of the inertia-less electron hybrid (IEH) scheme of Hewett [20]) to study the magnetic intervention physics. It was found appropriate to use an infinite electron conductivity variation that showed for a simple cusp in a spherical chamber that the ions compressed the magnetic field, and came to a stable halt when their kinetic energy was expended. The pulse of ions was followed over the several microseconds required to clear the chamber. Useful predictions were made of the ion current distribution at the beam dumps, a necessary input parameter for magnetic intervention designs in general. A different, but related problem, of a plasma expanding into a magnetic field was treated computationally by Leal et al. [21]. The much greater scale length range of magnetic intervention makes the calculation harder.
Release of 20 MJ at 3.5 MeV per particle produces 3.6 × 1019 alpha particles in less than 0.1 ns during the “burn” phase. As these exit through the highly compressed D–T fuel they can lose on average up to 50% of their energy while heating the fuel to the fusion burn temperature. Considering 3.5 MeV alpha particles (in a first approximation) these particles flee the origin with their (non-relativistic) velocity of 1.3 × 107 ms-1, their space charge electric field (E) being so great that an equal number of electrons are dragged out with them. The electrons at this velocity have an energy of 480 eV. For the first 0.1 m of radial motion the plasma is collisional, but the density drops before the electrons can take significant energy from the ions via collisions, and from this radius outward the electrons are free to move as if in a superconductor [18]. The ions, without space charge, would execute Larmor precession with a radius of RL = vm/qB that, for example, is 0.27 m at B = 1 T. The electrons cannot cross the magnetic field but push it out of their path in response to the E × B force that causes them to be accelerated azimuthally. The essentially collision-less electrons move in an azimuthal surface current sheet with current line density σ = B/µ0 that cancels the magnetic field internal to the sheet, and increases external B. The magnetic field therefore increases between the radially outward moving plasma and the conductive tungsten wall lining that has a skin depth of only 140 µm on the microsecond timescale, and therefore does not admit the suddenly increased magnetic field. The electrons, experiencing an increasing magnetic field, and working against it, will now exert a braking space charge force on the ions, reducing any remaining outward ion velocity. The ions become concentrated in space and partially thermalized [12]. As a simple exercise to establish the maximum amount of magnetic field compression we consider a purely cylindrical analog, with a line source of alpha particles at the axis, to the order of Q0 = 20 MJ/m. The expansion will stop when all of this 20 MJ is spent on magnetic field compression in a length of 1 m of the cylinder. The following analysis parallels that of Mima et al. [17], who evaluated the efficiency of direct energy conversion in a mirror containment geometry, without end cusps.
Consider a conducting cylinder of radius R initially filled with an axial magnetic field of strength B, and initially under vacuum. The ion energy Q0 can expel the magnetic field to a radius RC (“c” for containment). The magnetic field will always adjust to be uniform as a function of radius on the timescale of this motion. Let the compressed magnetic field have final value BC, achieved when the alpha energy equates to the (final–initial) B field energy in a length of 1 m, i.e.
The integrated magnetic flux is conserved between the internal and external conducting surfaces, i.e.
From (1) and (2) we can derive an expression for the ratio of the containment radius to the cylinder radius:
and the ratio of the containment field to the initial field:
For example, with R = 4 m, B = 0.5 T, Q0 = 20 MJ/m, we find RC/R = 0.894 and BC/B = 4.98 with a final magnetic field radial thickness of 0.42 m.
Another relationship is:
Subsequent Plasma Flow Into the End Cusps
In practice, exhaust ions have a mix of radial and axial velocity, hence an axial expansion occurs parallel to the magnetic field, with negligible resistance from the electrons, at up to the highest alpha velocity of 1.3 × 107ms-1. Over the 9 m distance to the end-stop blocking fields of this design (Fig. 5) the flight takes more than 0.6 µs.
At the cusp-like end regions the convex curvature of magnetic field lines toward the plasma is much more severe and plasma stability will prevail provided the field lines are not distorted to the extent of becoming concave to the plasma [16]. The end cusps fill with plasma within the first few microseconds, but the density remains low and only partial equilibration of electron and ion energies will be accomplished. The flow out of a cusp is at the ion acoustic speed and the thickness of the cusp flow is determined by the geometric mean of the ion and electron Larmor radii [22]. The ion flow thickness is an important parameter to determine because the flow strikes the outer cylindrical beam dumps (11 m diameter in this design) at a shallow angle, so as to spread the heat load. If 100% of the dump area is “active”, i.e. 200 m2 including both ends of the chamber, the power flux of alpha particles averages, at 10 Hz, 1 MW/m2, which although severe, is manageable.
Ion Mitigation Function of Axial Coils Proximal to Beam Tubes
All four of the axial coils can be removed by vertical lift once the beam tubes have been folded to the side (folding sketched in Fig. 3). The close proximity of these beam tubes to the axial coils provides magnetic diversion of alpha particles and other ions that otherwise could strike the final focusing optics causing damage. Above and beyond this, it will be advantageous to arrange an ionizing mechanism for fast neutrals so as to also trap them at these locations. Charged dust particles will also be removed in the transverse field at these locations. In direct drive, the targets wholly vaporize and are initially fully ionized. Indirect drive hohlraum casings of high Z material do not wholly vaporize and create particulate debris that would coat the walls of a dry-wall evacuated chamber.
Helium Cooled Ceramic Pebble Tritium Breeder Blanket (HCPB)
Fusion reactor designs that require water-cooling are vulnerable to single point plumbing failures that are potentially impossible to repair without long down-time periods on account of the need for wholly robotic repair work. The same applies to liquid metal or molten salt coolants, that have the added difficulty that failed components are filled with solidified radioactive material after shut-down. A non-liquid design [23] is proposed in the present design to avoid these pitfalls. Helium cooling has been successfully applied in certain fission reactors and is projected to be applicable to fusion reactors [24], although studies to date have focused on magnetic fusion in which lack of space has mandated very high helium pressures, up to 100 Bar, to effect the required cooling. The present reactor design has essentially no space limit outside of the main vacuum vessel, so a much lower helium pressure, in the region of 5 Bar, can be used. The subject of helium availability has been discussed by [25] (Bradshaw et al.), who concluded that care would be required to conserve this precious resource over the long term in a fusion power economy.
The idea of a ceramic pebble tritium breeder material goes back at least to the 1970’s in connection with magnetic fusion [23, 26]. With few exceptions researchers have not included either of the neutron multipliers Pb and Be in the pebble composition. In one example a combined ceramic containing a mixture of Li2TiO3 and BeO has been investigated [27]. In a second example Gao et al. [28] have begun to characterize lithium/lead/titanate compositions, further discussed below. Of the two neutron multipliers there are very strong grounds, discussed below in Sect. "A Brief Summary of Be Toxicity", to rule out Be from consideration. Pb would normally be liquid at the blanket operating temperature of up to 650C, however we will propose consideration of a Pb-bearing ceramic, such as PbTiO3, to allow helium flow cooling by a single He circuit shared with Li-bearing ceramic pellets.
Neutron Multipliers
Because tritium (T,3H) is not available in nature (its decay half life is 12.3 years), it is necessary to produce more T than is consumed, yet only one neutron is produced in a D–T reaction to create one additional triton by reacting with lithium. The tritium breeder blanket therefore has to contain a neutron multiplier substance. The availability of Be is limited by the longstanding very low rate of world production, 220 tonnes/year, that is mostly used in Be–Cu alloys for electrical contacts, and has exotic applications in, for example, space-based telescope mirrors. The amounts of beryllium proposed per fusion reactor vary, but are in the range of 40–130 tonnes per reactor. Fusion power, to have any impact, has to rapidly build a fleet of more than 1,000 reactors, but Be is not found in rich ores and its extraction is difficult. Although world reserves are estimated to be 400,000 tonnes, the possible future rate of world production is not adequate to support the construction of a growing fleet of fusion reactors. On top of this is the severe toxicity of beryllium (Sect. "A Brief Summary of Be Toxicity"). Beryllium dust cannot be cleared from the lungs and leads to advancing lung failure and mortality. The supply limitation of Be was noted long ago by several reactor designers in the 1970–1980 time frame, to the extent that several designs were not considered because of their reliance on Be [26].
Lead (Pb) is therefore the only viable neutron multiplier. World primary production of Pb is 4.6 million tonnes per annum, and its toxicity is not in the same league as beryllium, although precautions are necessary (Sect. "A Brief Summary of Pb Toxicity"). Often proposed is a lead–lithium eutectic 17Li/83Pb (atomic percent), which is liquid at 235C and therefore able in principle, besides creating tritium, to be flowed through the tritium breeder blanket as a coolant. However, problems with this liquid metal coolant are:
-
1.
In magnetic fields, present in magnetic confinement and also proposed here for ion control in inertial fusion, the cross-field flow of (conductive) Pb–Li in any channel between conductors will generate current, impeding the flow. If current flow is prevented, flow is unimpeded, but an insulating layer is then required between the Pb–Li eutectic and the steel structure that contains and supports blanket materials. An insulating layer between steel and this massive weight of Pb, that is effective in temperature excursions to 650C without any cracks appearing during the life of a reactor, is difficult to envisage.
-
2.
Maintenance of the eutectic composition in the presence of highly reactive lithium is a challenge [29].
-
3.
Repair of components filled with a radioactive (Pb/Li) solid of melting point 235C is not practical. To avoid maintenance, extreme reliability would be required in thousands of welds in the eutectic loop plumbing and associated water plumbing. Water cooling is proposed for one European DEMO blanket option (The WCLL blanket).
-
4.
Corrosion occurs with high temperature Pb/Li eutectic on many materials.
Nevertheless, it may be possible to employ pellets of lead titanate (PbTiO3) in a separate region that 14.1 MeV neutrons pass through preferably after first passing through a region of lithium ceramic pellets (discussed below). Also, in principle, the two separate types of pellet could be mixed in a single volume with the ratio adjusted to optimize the tritium breeding ratio (TBR). A more speculative approach could be the simultaneous incorporation of both Pb and Li in a single ceramic, which has very recently been explored [28] by Gao et al. (2024). These authors calculated the TBR for a range of stoichiometries in lithium/lead/titanate namely Li2PbxTi1−xO3 as a function of neutron energy and 6Li lithium enrichment, finding TBR values up to 1.4, but only at the full neutron energy of 14 MeV. When they experimented with the x = 0.5 composition it was found that the sintered ceramic contained crystals of lithium metatitanate (Li2TiO3) and lithium plumbate (Li2PbO3). There is complexity involved in exploration of the phases that develop and the tritium exit mechanisms in new materials will require much further study. In the design presented here any of the above options could apply but our “baseline” design has separated regions with the PbTiO3 pellets packed in one region and lithium ceramic pellets in one or more other regions. A sequence Li–Pb–Li is expected to optimize neutron multiplication in view of the discussion in the following sections.
Discussion in more detail on the 208Pb(n,2n) reaction
Natural Pb contains about 52% 208Pb, which is by far the largest contributor of the Pb isotopes to neutron multiplication, with a peak cross section of 2.3 barns at 14 MeV, via:
The two neutrons emitted from 209Pb* following absorption of one 14 MeV neutron are emitted isotropically in sequence via “evaporation” at temperatures of 1.1 MeV and 1.0 MeV, respectively [30] (the nucleons are slightly cooled by the first emission). These neutrons are required to drive tritium production via:
The use of Pb as the neutron multiplier is only effective at enriched 6Li levels because the threshold for production of 3H via 7Li, at 2.8 MeV, reaction (8), is too high for almost all of the secondary neutrons produced in reaction (6).
Reaction (7) does not have an energy threshold and has a roughly 0.3 barns cross-section at 1 MeV, increasing below this to, for example, > 1barn at 0.3 MeV (Fig. 6).

Cross section for tritium production via 6Li(n,α)T [31] (Komoda et al. 1978; Hale et al. 1982)
Blanket Multiplication Factor
The significant energy release of 4.8 MeV in (7) adds additional thermal energy to the blanket, increasing the original fusion thermal power by the “blanket multiplication factor” (BMF), which can range up to 1.125 times, as follows:
Reaction (6) cannot occur unless the incoming neutron has kinetic energy greater than the threshold energy of 7.4 MeV, a number derived by considering the energy required to go from 208Pb to the final product state 207Pb + (rest mass of a neutron). At maximum blanket energy yield the incoming neutron to (6) is at 14.1 MeV. After each daughter neutron has reacted with 6Li and the product ions have been stopped, the net energy deposition is (14.1 − 7.4 + 2 × 4.8) = 16.3 MeV. This corresponds to an additional 2.2 MeV per fusion neutron. When only a fraction x of fusion neutrons react via 208Pb(n,2n) the net energy release is 2.2x MeV per fusion neutron. Expressed in terms of the total fusion energy release, which is 17.6 MeV per D–T reaction, the blanket multiplication factor (BMF) becomes (17.6 + 2.2x)/17.6 = 1 + 0.125x. In the present design we expect BMF ~ 1.1
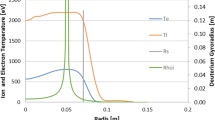
Tritium Breeding: The Need for 6Li Enrichment
Considering only reaction (7) the two neutrons emitted at 1 MeV in 208Pb(n,2n)207Pb must travel about 16 m for 1/e attenuation via a tritium-producing reaction within a typical ceramic pebble of the type discussed below with a natural Li density of 2.8 × 1022 atoms/cm3. However, collisional energy losses down to, for example, 0.3 MeV can reduce this to 5 m, a length that can be further reduced 13 times when there is 100% 6Li enrichment, to the order of 40 cm.
Effect of Oxygen
Neutron paths meander due to collisions with 16O [32], the dominant nucleus in the (LOS/LMT) blanket pellets, also with Ti and Si, hence in finer detail, the reaction can go to completion in a smaller volume than derived from a simplistic straight line estimate. The 16O density in a ceramic blanket of 65% Li4SiO4 (lithium orthosilicate (LOS)) and 35% Li2TiO3 (lithium metatitanate (LMT)), discussed below, including a 64% factor due to open space, is 3.0 × 1022/cm3. 16O has zero inelastic neutron cross section below 6.5 MeV, but large elastic cross sections averaging 4b–2b between 0 and 1 MeV, with a 16b resonance peak at 0.5 MeV and an 8b resonance at 1 MeV [32]. The neutron free path between n-16O collisions, at 1 MeV, is only 4 cm. Consequently, the lithium ceramic depth for completion of reaction (7) is roughly estimated to be < 50 cm in a fully 6Li enriched ceramic pebble bed. Detailed Monte Carlo neutronics codes will improve this estimate and possibly allow the use of only partially enriched lithium or a lesser bed thickness.
For highest tritium breeding ratio (TBR) it is proposed to place the PbTiO3 multiplier ceramic in a sandwich with lithium ceramic on either side, so as to fully react the 1 MeV secondaries from Pb, as described. This is illustrated in Fig. 7. The density of 208Pb atoms in a pebble bed of PbTiO3 with 64% of solid density is 5.0 × 1021/cm3. Considering only the 208Pb(n,2n) reaction at 2.3b, the straight line path for 1/e completion is 87 cm. Collisions with the more plentiful 16O (total 1.6b from 11 to 14 MeV) occur in 20 cm, causing further deviations in the energetic neutron path, which already is “diffuse” on arrival from the first lithium zone. Possibly 50 cm of PbTiO3 pebbles will be sufficient to perform substantially complete neutron multiplication, to be determined by detailed neutronics. The daughter neutrons are emitted isotropically into the inner and outer 6Li regions, which can be 50 cm thick, as discussed above. We propose as a starting point for neutronics optimization the dimensions shown in Fig. 7. As it may be desirable to have thinner blanket layers away from the mid-plane of the reactor, the simulations should include polar angle variation of the injected particles.

Sketch of helium-cooled ceramic pebble bed blanket
6Li Consumption
6Li ideal consumption amounts to 2.2 tonnes per 10 years at 1GWTH, which is small compared to the initial 6Li inventory of 160 tonnes (at 100% enrichment). At 1 GW (D–T) thermal, the rate of neutron release is 3.5 × 1020/s1 and if each 14.1 MeV neutron produces 2 daughter neutrons that react with 6Li, the consumption is 220 kg/y. This is an upper bound that would be associated with a TBR of 2. In general, the consumption of 6Li is 110 kg x (operational TBR) per year and hence 6Li, once loaded, is a lifetime reactor component.
Current Progress on Compound Li4SiO4 and Li2TiO3 Ceramics
The best introduction to the field of lithium ceramic breeder pellets is a review by the world-leading team at Karlsruhe Institute of Technology [33]. Prior to 2013 lithium orthosilicate (Li4SiO4) was studied extensively, but its weakness was its fragility, although its lithium content was high. In 2013 the Karlsruhe group introduced a compound ceramic with both Li4SiO4 (lithium orthosilicate (LOS)) and Li2TiO3 (lithium metatitanate (LMT)) [34] that exhibited much greater strength. Various compositions were tested and an optimum composition from the mechanical and tritium release points of view was 65 LOS /35 LMT. Fabrication of the pellets is via melting of the stoichiometric mix of pure ingredients in a platinum alloy crucible at 1300–1400C (depending on the composition), followed by extrusion through a nozzle in a liquid jet that breaks up into droplets of diameter related to the nozzle diameter. The droplets are cooled and solidified rapidly by a liquid nitrogen spray. Droplet diameters are tunable, and have been set in the 500–1250 µm range. The resulting pebbles, in optimum formation conditions, are smooth and free of cracks. Their strength has been characterized in compression tests after long term annealing at 900C [35] and tritium release following irradiation has been shown to be excellent [36,37,38]. The structure of this compound ceramic is well illustrated in Fig. 8. The long fibers are monoclinic crystals of LMT.

(Reproduced from [32]). 35% LMT /65% LOS micro-texture (left) at start, and (right) conclusion of annealing in a humid atmosphere at 900C for 128 days
Activation of Ceramics
The activation response to high-energy neutrons of the O and Si ceramic components is acceptable for lifetime reactor use. Natural titanium has three paths with total cross Section 24.4mb at 14 MeV into 46Sc, which has a gamma decay half-life of 84 days [39].
First Wall Neutronics
In Section 2 the thickness of the ferritic steel first wall is determined from considerations of heat flow to be in the range 5 cm. With additional “tie rods” from the main structure surrounding the vacuum vessel, to stabilize against buckling, the shape can be stable at 5 cm, discussed below. As to the neutronics of the first wall, taking iron as representative, the fate of 14.1 MeV neutrons is outlined in Fig. 9.

Distribution of 14 MeV neutron reaction products in the thin wall approximation
In Fig. 9, the partition of neutron interactions is illustrated with cross sections from [40] (Arthur and Young 1980) (not definitive for 2023). These approximate cross sections are listed in Table 1. The extent of reaction in the wall is obtained from the 56Fe atomic density of 7.8 × 1022atoms/cm3, and the relevant cross sections. In some collisions neutron multiplication creates two low-energy neutrons after absorption of one high-energy neutron. The released neutrons are emitted into 4π steradians so that neutron number is at best conserved in passage through Fe. The 50% summed reaction probability for the main processes occurs at a thickness of about 6 cm.
Helium Flow Design and Power Requirement
The cylindrical chamber and breeder volumes of Fig. 10 are designed to allow the magnets for magnetic intervention to be of only three designs, two end-block and one axial, with easy change-out of each set. The hollow cylindrical chamber available for tritium breeding, with inner and outer walls at approximately 4 m and 6 m in radius, is well adapted to construction via a single dominant type of wedge-shaped breeder module as sketched in Fig. 11. However, specialized modules of the same basic design are necessary around the laser entry ports, with only two types of these being required, corresponding to the two polar angles of the beamlines.

Elevation view of helium flow path in the ceramic blanket

Plan view of wedge-shaped blanket modules inserted into vertical structural bays
It is possible to reduce the flow-impedance to helium very substantially via use of penetrating distribution (“sparge”) tubes aligned with collection tubes, as shown in more detail in Fig. 12. It is found that helium pressures less than 5 Bar will be possible, when the reactor cooling alone is considered, not including constraints imposed by the helium blowers that drive the circulation. This reduced helium pressure is critical in the design of the central vacuum vessel, allowing a thinner wall and therefore better neutron transmission into the blanket.

Interleaved sparge tubes within a ceramic pebble bed. Helium entry at left and exit at right. A helium path is shown
In the ion dump regions the first wall thickness is reduced to approximately 1 cm of steel, which need not strictly be RAFM steel in the absence of most neutrons. It has a protective first layer of nano-structured tungsten [4] and [41] designed to withstand the several microsecond ion impulses which in the present design are lengthened several times compared to non-magnetic intervention timescales and therefore impose much lower temperature impulses. The dominant factor in this 1 cm choice of wall thickness, illustrated in Fig. 13a, is the average ion dump heat flow of 1 MW/m2 combined with a thermal conductivity of about 30 Wm/K1 and a temperature differential of about 400C. In contrast to a first wall directly exposed to neutrons, the heat load here is entirely at the vacuum surface, in the form of cyclic impulses that penetrate less than 1 mm at 10 Hz, in accord with the thermal diffusivity of Eurofer97 steel [13].

a Horizontal cross-section of the helium flow channels within the ion dump region; b elevation and cross section of a double-wall version of the main vacuum chamber showing helium distribution and laser port penetration
A simple flow model was constructed that included:
-
1.
Initial distribution via flow in the reactor wall space.
-
2.
Pressure drop of turbulent flow in “sparge tubes” that penetrate the pebble layers.
-
3.
Pressure drop at the exit and re-entry holes of the sparge tubes.
-
4.
Pressure drop in the pebble bed between entry and exit sparge tubes [42, 43].
-
5.
Re-collection flow in the blanket outer cavity.
The required power to drive the helium flow was calculated for a range of input pressures under the following assumptions:
-
1.
1 GW thermal production via fusion
-
2.
Input temperature 300C
-
3.
Exit temperature 650C
-
4.
Sparge tube total fractional area 1/9 of radial pebble layer area.
-
5.
Length of sparge tubes 1.5 m, equal to depth of pebble zone.
-
6.
Sparge tube diameter 20 mm.
-
7.
1.0 mm diameter exit holes in sparge tubes, fractional hole area 30%.
-
8.
Pebble diameter 1.5 mm.
A plot of the required power to drive the helium flow is shown in Fig. 14. Clearly 1 Bar is too low a pressure, because the flow velocities are very high, causing higher friction and momentum losses. It would be desirable to have this part of the flow loop consume less than 10 MW (compared to the 65 MW electrical power needed for the fusion drive laser). This analysis suggests that a 5 Bar helium pressure would be desirable. At the same time, this relatively low helium coolant pressure eases the mechanical design enormously. With more detailed work in the future the trade-off between the power required to drive the helium flow and the structural design can be refined. Apart from the feasibility of mechanical design, the cost also must be factored in. Additionally, the flow loop characteristics of the associated helium blowers must be included self-consistently in a complete model of the helium loop.

Calculated power to drive the helium flow for pebble bed blanket at 1 GW thermal fusion power
Structure
Degradation by neutron irradiation of structural materials imposes over time strict bounds on the stresses and operating temperatures allowed. In a comprehensive 2022 review [44], Bhattacharya et al. list the following phenomena related to irradiation (paraphrased here):
-
(a)
Low temperature hardening-embrittlement (LTHE), in which the ductile-to-brittle transition temperature increases and there is a concomitant increase of yield strength, but a severe loss of tensile elongation for irradiation temperatures < 400C. Minimal hardening is observed, however, near 450–500C.
-
(b)
An upper operating temperature limit is imposed due to poor thermal ageing behavior and loss of creep strength in the range of 550–600C, which might further worsen with neutron irradiation and He/H co-generation in the steel.
-
(c)
At irradiation temperatures > 0.4–0.5 times the melting temperature a combination of high He concentration (due to transmutations) and applied stresses can induce non-hardening grain boundary embrittlement. However, RAFM steels are considered to have good resistance to high temperature helium embrittlement (HTHE) due to the trapping capacity for helium atoms in the martensitic structure.
-
(d)
Cavity swelling in RAFM steel under a fusion neutron spectrum might be synergistically aided by H/He generation beyond irradiation to 20–50 dpa (displacements per atom). There is a lack of data on this beyond 50 dpa.
-
(e)
Uncertainties concerning the annealing of RAFM weldments—it is difficult with large assemblies, such as a first wall, to have sufficiently accurate temperature control so close to the temperature for tempering treatments.
In our proposed design the estimated neutron degradation at the 4 m distant first wall is in the region of 15 dpa per full power year (FPY). This estimate comes by scaling down to 1 GW the calculated first wall dpa in iron of the DEMO 2GW design [45, 46] (Gilbert et al. 2017, 2018), together with an area reduction from DEMO to the present design. In this regard, an advantage of such large toroidal machines compared to the point source of the present design is the lower specific neutron dose per unit area of a first wall, although the toroidal machine is much more massive. For the tungsten protective layer the dpa effect is about half that for 56Fe [46].
By orienting the vacuum vessel vertically, and introducing a cusp at each end, the chamber can be supported and the laser beams can enter, without intersection of a guided ion flow. The weight of the tritium breeder blanket can be supported by vertical load-bearing structural elements (Fig. 2), shown in cross section in Fig. 11. These are protected by the blanket and there will be a wider materials choice than for the first wall.
Two designs of the vacuum vessel wall will be considered; monolithic and double layer.
In regard to the first, the vacuum vessel first wall has a strictly limited thickness, in the range of 5 cm (Sect. "Magnetic Intervention"), due to unavoidable neutron heating combined with the low thermal conductivity of RAFM steel. A primary structural issue is buckling of the first wall under the external helium coolant pressure of about 5 Bar. Considering a perfectly dimensioned cylinder of uniform thickness the critical buckling pressure P is obtained from [47]:
\(P = \frac{E}{{4(1 - \nu^{2} )}}\left( \frac{h}{R} \right)^{3}\) where E is the elastic modulus (~ 200 GPa for steel), ν is the Poisson ratio (~ 0.028 for steel), R the average radius of the cylindrical wall and h its thickness.
For R = 4 m and h = 0.05 m we find P = 1.06e5 Pa, and conversely, for P = 5e5 Pa (5 Bar) with R = 4 m we require h > 0.084 m. To prevent buckling it is proposed to use tie-rods between the monolithic vacuum vessel wall and the vertical structural elements, as illustrated in Fig. 11, and also to anchor the inner ends of these rods within ribs, or hoops, that encircle the vacuum vessel wall at intervals spaced vertically. The depth of these ribs can be approximately 5 cm and they can be contoured to provide least resistance to the helium flow in the region between this wall and the entry surface of the tritium breeder blanket.
In regard to the double wall based on welded square tubes, the separation of the two walls (Fig. 13b) can be in the range of 25 cm, with square tubing of 30 cm x 30 cm outside dimension, having 2.5 cm thick walls. In over 83% of its area the compound wall presents a thickness of 5 cm to neutrons, but in the remaining 17% the depth is 30 cm. The tubes are welded together (Fig. 13b) to form a cylinder (about 80 are needed to create the 8 m diameter vessel wall, which meshes with the 10 longitudes of the laser beam ports). Helium at about 5 Bar is passed through these tubes with alternating flow direction, illustrated in Fig. 13b.
What is achieved with the double wall is a much-reduced ΔT, to as little as 150C, compared to the monolithic wall ΔT of about 500C (Sect. "Magnetic Intervention"). This will ensure in the vacuum vessel first wall the 400–550C temperature range that is expected to yield longest operating life. The design can be given a larger radius. For example, increasing from 4 to 5 m will increase the life before servicing by 1.56 times, at the cost of a 50% increase in materials. The separation into two walls is expected to stiffen the structure against buckling.
In the helium-cooled DEMO design with a pebble blanket (HCPB) the blanket is cooled by a helium pressure as high as 80 Bar [45], engendering high mechanical stress and requiring small channels with a pumping requirement of many tens of MW. It is an advantage of the present design that the blanket can be spaced outside of the vacuum vessel by an amount compatible with a low power required to drive the helium flow. Outside of the blanket, a magnetic coil diameter of 14 m, or more, is feasible at the relatively low field of < 1 T required, because of the relatively low magnetic field pressure.
Plasma-Facing Optics
The final optical surfaces are plane dielectric mirrors with high reflectivity at 193 nm. In Fig. 2 they are positioned 20 m from the fusion plasma. The final optics “problem” is caused by the flux of neutrons, ions, X-rays and particulates from laser induced D–T reactions, collectively labeled the “Threat Spectrum” [4]. Ions are deflected by the magnetic fields of this design, X-rays and particulates stopped in very low-density gas within the laser tubes, but 14.1 MeV neutrons inevitably pass through the plasma-facing optical element and cause damage principally by collisional displacement of atoms. The flux amounts to 7e11 neutrons/cm2/pulse at a distance of 20 m for a fusion energy release of 100 MJ. As an approximate measure the number of displacements per atom goes according to 1dpa = 5e20 neutrons/cm2 [48] and one full power year at 10 Hz will cause 0.45 dpa. Under neutron irradiation, KrF 248 nm mirrors of alumina-silica have withstood an irradiation to equivalent to 1 dpa before losing about half of their reflectivity [48]. However, microscopic examination showed regions of intact dielectric layering even at 4 dpa, suggesting that there is scope for improved radiation resistance. Plane dielectric mirrors are relatively easy to re-polish and re-coat, which probably will need to happen annually unless substantial improvements are made. Apart from increasing the mirror stand-off to, for example 30 m, the more cumbersome concept of grazing incidence metal mirrors [4] can be re-visited if necessary.
Beryllium and Lead Toxicity
Neutron multiplication is essential for a fusion reactor based upon the D–T reaction to replace tritium consumed and provide a surplus for expansion of the fusion reactor fleet. Only two viable multiplication candidates have been identified, Be and Pb, but both are toxic in various forms.
A Brief Summary of Be Toxicity
An effective neutron multiplier for enhanced tritium generation is Be, in one of the forms Be, BeO, Be2C, Be12Ti, and the Li2BeF4 (FLiBe) salt of fluorine, lithium and beryllium that has a melting point of 459C. However, apart from its scarcity, the extreme toxicity of Be causes us to hesitate in recommending its use in fusion reactors. Considering the neutron reaction cross section requirement and the need to avoid radioactive products, there is apparently only one major alternative neutron multiplier, Pb, that happens to be somewhat less toxic and does not activate excessively.
Of the beryllium forms considered to be potentially useful, listed above, the following considerations apply:
-
1.
In Be and Be12Ti, machining, finishing, or handling can produce fine dust
-
2.
Although hard, BeO fractures without yield, creating the possibility of dust upon impact. In the lungs its toxicity is determined by the Be content.
-
3.
Be2C reacts with water to produce Be(OH)2 that leads to the same end-effects.
The principal hazard is dust from any of these Be compounds. Larger particles have more difficulty reaching the lungs, however particles of size < 10 microns are easily airborne and reach the lungs where long-term, incurable damage is done, via inflammation and immune system degradation. The conditions of Beryllium sensitization (BeS) and Chronic Beryllium Disease (CBD) are known. In one study, referred to in [49], following inhalation in mice after an exposure of 90 min there developed “interstitial compact aggregates of lymphocytes and granulomatous pneumonia” after 6 months. All results indicated that lung inflammation continued, even potentially increased, after the creation of exposure. In regard to patients, the long term retention of Be in lung and slow mobilization of this material were stated to be important factors in producing CBD in sensitive individuals.
In 2011, there was still uncertainty regarding the true safe level for inhalation of Be. Quoting from C. Muller et al., 2011 [49]:
“Cases of workers with BeS or CBD challenge the scientific community for a better understanding of Be toxicity. In 2007, the Province of Quebec reduced the occupational exposure limit (OEL) from 2.0 to 0.15 µg/m3 for an 8-hour time-weighted average (TWA), while the threshold limit value-time-weighted average (TLV-TWA) recently adopted by the American Conference of Governmental Industrial Hygienists is 0.05µg/m3 compared with the previous one of 2µg/m3.”
The European DEMO proposes to use Be12Ti in its tritium breeder blanket. Also, JET and ITER are actually using Be metal on internal surfaces to reduce heavy atom sputtering into the plasma, which increases its energy loss via radiation. The unsaid consequence is, of course, light atom sputtering that leaves Be dust everywhere inside the chamber.
Beryllium exposure has become a contentious issue on the ITER project [50]. The ITER vacuum chamber walls will be lined with 12 tons of beryllium to reduce heavy ion sputtering, protect the first wall from damage and absorb stray oxygen molecules. The European occupational exposure limit is 0.2 µg/m3 but France, where ITER is located, observes its own limit of 2 µg/m3. CBD is a debilitating condition that does not necessarily develop immediately and may go undetected or can be mis-diagnosed with x-rays and CT scans. There are specialized lymphocyte tests available. The problem at ITER is the dust from the chamber that will come out during diagnostic changes and servicing.
The principal beryllium threat is from inhalation. Otherwise:
-
(a)
There is no clear evidence of whether a correlation exists or not between beryllium (and compounds) inhalation exposure and lung carcinogenicity [51].
-
(b)
Intra-peritoneal injection [52] of BeSO4-glycine solution into Wistar rats gave a fairly high 50% lethal dose (LD50) = 687 µmol Be/kg(b/w). The liver was the primary elimination route, but showed no signs of damage. The lungs did not show strong Be accumulation or morphological changes. This work did not address the inhalation of Be in dust form, which causes more acute and specific lung effects.
- (c)
A Brief Summary of Pb Toxicity
A comprehensive review of lead toxicity is given in [55].
Exposure to Pb is virtually a permanent feature of societal existence owing to its use in plumbing, lead-acid batteries, roofing and construction, radiation shielding, sound absorption and of course armaments. Approximately 5 million metric tons is produced annually, much of it ending up in the environment.
Pb is especially toxic to pregnant women and young children. Inhalation of Pb dust at low levels does not appear to cause severe local damage in the lungs, as does Be.
However, lead levels in the blood affect systems throughout the body, as best illustrated by a comprehensive chart given in [55].
In spite of this sobering list, in most countries the actionable limits are the same for men and women and are set in the range of 40–70 µg/100 ml for men and 30–70 µg/100 ml for women, with the exceptions:
Germany: 40 µg/100 ml for men and 10 µg/100 ml for women;
Denmark: 20 µg/100 ml for both men and women.
Australia: 30 µg/100 ml for men and 10 µg/100 ml for women.
As to inhalation limits there is guidance from OHSA [56] (2004) as follows:
“The actionable level (AL), regardless of respirator use, is an airborne concentration of 30 µg/m3, averaged over an eight hour period. The AL is the level at which an employer must begin specific compliance activities outlined in the standard”.
Conclusion on Toxicity
Beryllium poses an extreme hazard via inhalation causing irreversible lung damage. Its use in fusion is undesirable on this count alone.
Lead poses more of a blood level hazard with many effects throughout the body.
The airborne lead limit is more than 100 times that for beryllium, which ought to make worker protection more achievable, via air changes and filtration, for lead relative to beryllium. Even for lead, there is required a stringent program of workplace safety and worker health protection.
Operations
Robotic Servicing
The concrete cylinder internal wall will be able to support robotic mechanisms that can climb vertically in the ten free regions between the beam tube longitudes. These can perform repair operations such as: undoing the beam tubes for lateral folding; un-coupling sections of the helium pipes; also, weld grinding and blanket module removal, followed by insertion and re-welding. Primarily, materials and components (but not the axial coils) will be delivered to a “basement” area at the foot of the cylinder. In a yet lower level, not sketched here, the helium flow tubes can enter and exit as shown in the overall helium flow view of Sect. "Helium Flow Design and Power Requirement", Fig. 10. There has to be provision above the chamber, not shown in the sketches, for the introduction via cranes of large items such as the pre-welded chamber inner wall, initially, and later the axial coils and helium flow pipes.
Safety and Operations
The environment inside the concrete cylinder will not be hospitable during operation, having a certain residual neutron flux, and helium piping carrying 650C gas, with insulation around it. There also will be a strong magnetic field. This whole space has to be designed to be isolated in an emergency with fail-safe gate valves or sliding doors in the basement so as to contain the unlikely event of a helium leak. There will be a minor tritium level in the circulating helium, representing the tritium in transit to a removal region of the pipe via a cold trap. Depending upon the blanket pebble material tritium will normally exit as T2O, HT, HTO, etc. possibly aided by the addition of a minimal oxygen or H2O content to the helium [23, 36,37,38]. The procedure following such a leak event would include processing of the contained helium to remove tritium, and re-use once a repair had been made. Much hinges upon the perfection of the welds around each blanket module to its neighbors. These are designed to project outward and be very accessible to robotic welding.
Priorities
Absent from this paper, but essential for validation of the design are:
-
1.
Neutronics calculations in order to accurately establish first wall heating, and the tritium breeding ratio under different blanket configurations (such as the layering of 6Li/Pb/6Li).
-
2.
Study of the viability of PbTiO3 pebbles as a separate ceramic layer.
-
3.
Based upon neutronics, plus cyclical heat loading, an analysis of thermal transfer from the outside of the first wall to the flowing helium coolant.
-
4.
Integrated fine-detail through-blanket helium flow calculations combined with neutronics to determine the blanket temperature at any position.
-
5.
Integrated thermal/mechanical modeling of the chamber and blanket steel structure at variable helium coolant pressure in the range of 5 bar.
-
6.
Detailed activation estimates and ultimate materials disposal requirements.
-
7.
Development of higher neutron resistance in dielectric final mirror coatings.
-
8.
Whole system vibrational analysis to verify optical pointing stability.
-
9.
Target trajectory measurement and modeling to control optics pointing.
-
10.
Target acceleration via electrostatics.
-
11.
Target manufacture.
-
12.
Design of superconducting magnetic intervention coils of two types.
The only items essential for a high gain verification program are 6, 8, 9, 11 and 12. It would be irrational to wait until high gain is achieved with direct drive before starting on this list of priorities. If tritium availability becomes a problem, which it probably will, then installation of the helium-cooled blanket should take place immediately upon the demonstration of reliable high gain.
Conclusions
We have presented the elements of a new direct drive laser fusion reactor design intended to overcome problems encountered in previous designs with magnetic protection of the first wall. In the process the beam dump area for fusion exhaust ions is doubled relative to prior designs. The design deliberately avoids the use of liquids of any type to insure against single point plumbing failures that could shut down a whole power plant. Ceramic pebbles that contain appropriate tritium breeder materials are cooled by a helium flow that exhausts at 600–650C. Special design of this flow reduces the required helium flow power to below 10 MW at a helium pressure of 5Bar. Located outside of the reactor chamber first wall the tritium breeder blanket is broadly adjustable in scale and composition to optimize the tritium breeding ratio, a parameter of prime importance for the rapid growth of a fusion reactor fleet. The helium flow rate can be rapidly changed in synchronism with the target firing rate to maintain constant blanket temperature, or allow rapid start-up/shut down. This will provide an agile base-load contribution to the power grid.
References
S.E. Bodner et al., Direct-drive laser fusion; status and prospects. Phys. Plasmas 5, 1901–1918 (1998)
R.S. Craxton et al., Direct-drive inertial confinement fusion: A review. Phys. Plasmas 22, 110501 (2015)
H. Abu-Shawareb et al., Record inertial-fusion experiment on the National Ignition Facility. Phys. Rev. Lett. 129, 075001 (2022)
J.D. Sethian et al., The science and technologies for fusion energy with lasers and direct-drive targets. IEEE Trans. Plasma Sci. 38, 690–703 (2010)
A.J. Schmitt, S.P. Obenschain, The importance of laser wavelength for driving inertial confinement fusion targets. I. Basic physics. Phys. Plasmas 30, 012701 (2023). https://doi.org/10.1063/5.0118080
J.W. Bates, R.K. Follett, J.G. Shaw, S.P. Obenschain, J.F. Myatt, J.L. Weaver, M.F. Wolford, D.M. Kehne, M.C. Myers, T.J. Kessler, Suppressing parametric instabilities in direct-drive inertial-confinement-fusion plasmas using broadband laser light. Phys. Plasmas 30, 052703 (2023). https://doi.org/10.1063/5.0150865
A.J. Schmitt, S.P. Obenschain, The importance of laser wavelength for driving inertial confinement fusion targets. II. Target design. Phys. Plasmas 30, 012702 (2023). https://doi.org/10.1063/5.0118093
S.P. Obenschain, A.J. Schmitt, J.W. Bates, M.E. Wolford, M.C. Myers, M.W. McGeoch, M. Karasik, J.L. Weaver, Direct drive with the argon fluoride laser as a path to high fusion gain with sub-megajoule laser energy. Phil. Trans. Roy. Soc. A378, 20200031 (2020)
W.R. Meier, Osiris and SOMBRERO inertial fusion power plant designs–summary, conclusions, and recommendations. Fusion Eng. Des. 25, 145–157 (1994)
L.A. Booth, D.A. Freiwald, T.G. Frank, F.T. Finch, Prospects of generating power with laser-driven fusion. Proc. IEEE 64, 1460 (1976)
A.R. Raffray, A.E. Robson, J.D. Sethian, C. Gentile, E. Marriott, D. Rose, M.E. Sawan, Magnetic Intervention Dump Concepts. in 19th HAPL Workshop, U. Wisconsin, Madison WI, 22–23 Oct 2008
D.V. Rose, D.R. Welch, T.C. Genoni, R.E. Clark A.E. Robson, J.L. Giuliani, J.D. Sethian, Computational Analysis of the Magnetic Intervention Concept for First Wall Protection from Energetic Ions in a Direct Drive Laser Fusion Chamber. Voss Scientific Report VSL-0721 (2008). Symp. Fus. Eng. (SOFE) Albuquerque, NM, 18–21 June 2007
K. Mergia, N. Boukos, Structural, thermal, electrical and magnetic properties of Eurofer 97 steel. J. Nucl. Matl. 373, 1–8 (2008)
H.S. Carslaw, J.G. Jaeger, Conduction of Heat in Solids, 2nd edn. (Clarendon Press, Oxford, 1986). Section 3.14
L. Tan, L.L. Snead, Y. Katoh, Development of new generation reduced activation ferritic-martensitic steels for advanced fusion reactors. J. Nucl. Mater. 478, 42–49 (2016)
D.R. Nicholson, Introduction to Plasma Theory (John Wiley and Sons, New York, 1983)
K. Mima, K. Yoshikawa, O. Moriyama et al., Preliminary studies of direct energy conversion in a D-3He inertial confinement fusion reactor. Fusion Technol. 22, 56–65 (1992)
Yu.P. Zakharov, A.V. Melekhov, V.G. Posukh, I.F. Shaikhislamov, Direct conversion of the energy of laser and fusion plasma clouds to electrical energy during expansion in a magnetic field. J. Appl. Mech. Tech. Phys. 42, 185–195 (2001)
R. Kraft, M.W. McGeoch, Experimental study of magnetic insulation. Phys. Fluids 30, 1189–1200 (1987)
D.W. Hewett, A global method of solving the electron-field equations in a zero-inertia-electron-hybrid plasma simulation code. J. Comput. Phys. 38, 378–395 (1980)
L.S. Leal, A.V. Maximov, R. Betti, A.B. Sefkow, V.V. Ivanov, Modeling magnetic confinement of laser-generated plasma in cylindrical geometry leading to disk-shaped structures. Phys. Plasmas 27, 022116 (2020)
R.E. Pechacek, J.R. Greig, M. Raleigh, D.W. Koopman, A.W. DeSilva, Measurement of the plasma width in a ring cusp. Phys. Rev. Lett. 45, 256–259 (1980)
M.A. Abdou, L.J. Wittenberg, C.W. Maynard, A fusion design study of non-mobile blankets with low lithium and tritium inventories. ANL—AP/CTR Technical Memorandum No. 37 (1975)
M.S. Tillack, P.W. Humrickhouse, S. Malang, R.E. Nygren, Technology readiness of helium as a fusion power core coolant, Technical Report UCSD-CER-14-03 (2014)
A.M. Bradshaw, T. Hamacher, Nuclear fusion and the helium supply problem. Fusion Eng. Des. 88, 2694–2697 (2013)
A review of fusion breeder blanket technology, D.P. Jackson et al., Canadian Fusion Fuels Technology Project, report CFFTP-G-84033, pp. 309 (1985)
B.N. Rath, S.J. Ghanwat, R. Mishra et al., Characterization of composites of beryllia and lithium-titanate produced by sol-gel route. Ceram. Silik. 58(2), 123–131 (2014)
X. Gao, L. Zhao, J. Wang et al., Composition, design and preparation of lithium lead titanate (Li2PbxTi1-xO3), (0.1 < x < 0.9): a novel breeding ceramic. Nucl. Matl. Energy 38, 101608 (2024)
B. Garcinuno, R. Fernandez-Saavedra, T. Hernandez et al., Establishing technical specifications for PbLi eutectic alloy analysis and its relevance in fusion applications. Nucl. Mater. Energy 30, 101146 (2022)
C.Y. Fu, F.G. Perey, An evaluation of neutron and gamma-ray production cross-section data for lead. At. Data Nucl. Data Tables 16, 409–450 (1975)
S. Komoda, S. Igarasi, Neutron Cross Sections of Li-6. J. Nucl. Sci. Tech. 15, 79–81 (1978), also G.M. Hale, L. Stewart, P.G. Young, The 6Li(n,t)4He Cross Section, BNL-NCS-51619 (1982)
K. Shibata, T. Asami, T. Murata, Y. Kanda, S. Chiba, Y. Nakajima, S. Tanaka, Evaluation of neutron data for 16O, Report JAERI-M 90-012 (1990)
O. Leys, J.M. Leys, R. Knitter, Current status and future perspectives of EU ceramic breeder development. Fusion Eng. Design 164, 112171 (2021)
R. Knitter, M.H.H. Kolb, U. Kaufmann, A.A. Goraleb, Fabrication of modified lithium orthosilicate pebbles by addition of titania. J. Nucl. Mater. 442, S433–S436 (2013)
J.M. Heuser, M.H.H. Kolb, T. Bergfeldt, R. Knitter, Long-term thermal stability of two-phased lithium orthosilicate/lithium metatitanate ceramics. J. Nucl. Mater. 507, 396–402 (2018)
M. Yang, L. Zhao, Y. Qin et al., Tritum release property of Li2TiO3–Li4SiO4 biphasic ceramics. J. Nucl. Mater. 538, 152268 (2020)
T. Kulsartov, A. Shaimerdenov, Z. Zaurbekova et al., Investigation of transient processes of tritium release from biphasic lithium ceramics Li4SiO4–Li2TiO3 at negative neutron flux pulse. J. Nucl. Mater. Energy 36, 101489 (2023)
T. Kulsartov, Zh. Zaurbekpva, R. Knitter et al., Reactor experiments on irradiation of two-phase lithium ceramics Li2TiO3/Li4SiO4 of various ratios. Fusion Eng. Des. 197, 114035 (2023)
X. Tang, G. Tian, Y. Huang et al., Activation cross sections for reactions induced by 14MeV neutrons on natural titanium. Appl. Radiat. Isot. 193, 110636 (2023)
E.D. Arthur, P.G. Young, Evaluated neutron-induced cross sections for 54,56Fe to 40MeV, Los Alamos Report LA-8626-MS(ENDF-304) (1980)
J.W. Coenen, V.Y.S. Lee, Y. Mao et al., Evolution of tungsten fiber-reinforced tungsten—remarks on production and joining. Adv. Eng. Mater. 25, 2300569 (2023)
S. Ergun, Fluid flow through packed columns. Chem. Eng. Prog. 48(2), 89–99 (1952)
R. Pesic et al., Pressure drop in packed beds of spherical particles at ambient and elevated air temperatures. Chem. Ind. Chem. Eng. 21(3), 419–427 (2015)
A. Bhattacharya, S.J. Zinkle, J. Henry, S.M. Levine et al., J. Phys. Energy 4, 034003 (2022)
M.R. Gilbert, T. Eade, C. Bachmann et al., Activation, decay heat, and waste classification studies of the European DEMO concept. Nucl. Fusion 57, 046015 (2017)
M.R. Gilbert, JCh. Sublet, Differential dpa calculations with SPECTRA-PKA. J. Nucl. Matl. 504, 101–108 (2018)
H.-K. Kim, Uncertainties of the critical buckling pressure of a tube. Proc. Struct. Integr. 5, 63–68 (2017)
N.A.P. Kiran Kumar, K.J. Leonard, G.E. Jellison, L.L. Snead, High dose neutron irradiation performance of dielectric mirrors. Fusion Sci. Technol. 67, 771–783 (2015)
C. Muller, F. Salehi, B. Mazer et al., Immunotoxicity of 3 chemical forms of beryllium following inhalation exposure. Int. J. Toxicol. 30, 538–545 (2011)
D. Kramer, Further delays at ITER are certain, but their duration isn’t clear. Phys. Today 75(5), 20–22 (2022)
C. Strupp, Beryllium metal II. A review of the available toxicity data. Ann. Occup. Hyg. 55, 43–56 (2011)
E. Drobyshev, L. Kybarskaya, S. Dagaev, N. Solovyev, New insight in beryllium toxicity excluding exposure to beryllium-containing dust: accumulation patterns, target organs, and elimination. Arch. Toxicol. 93, 859–869 (2019)
T.M. McCleskey, V. Buchner, W. Field, B.L. Scott, Recent advances in understanding the bio-molecular basis of chronic beryllium disease: a review. Rev. Environ. Health 24, p75 (2009)
G.L. Finch, A.L. Brooks, M.D. Hoover, R.G. Cuddihy, Influence of physicochemical properties of beryllium particle on cultured cell toxicity, Report 3600363 inis.iaea.org (1988)
D.A. Gidlow, Lead toxicity. Occup. Med. 65, 348–356 (2015)
OHSA, Lead in construction, Report 3142 12R (2004)
A.J. Schmitt, Absolutely uniform illumination of laser fusion pellets. Appl. Phys. Lett. 44, 399–401 (1984)
S. Obenschain, R. Lehmberg, D. Kehne, F. Hegeler, M. Wolford, J. Sethian, J. Weaver, M. Karasik, High-energy krypton fluoride lasers for inertial fusion. Appl. Opt. 54, F103–F122 (2015)
M. Karasik, J.L. Weaver, Y. Aglitskiy, J. Oh, S.P. Obenschain, Suppression of laser nonuniformity imprinting using a thin high-Z coating. Phys. Rev. Lett. 114, 085001 (2015)
M. Karasik, J. Oh, S.P. Obenschain, A.J. Schmitt, Y. Aglitskiy, C. Stoeckl, Oder-of-magnitude laser imprint reduction using pre-expanded high-Z coatings on targets driven by a third harmonic Nd:glass laser. Phys. Plasmas 28, 032710 (2021)
J.J. Ewing, R.A. Haas, J.C. Swingle, E.V. George, W.F. Krupke, Optical pulse compressor systems for laser fusion. IEEE J. Quantum Electron. 15, 368–379 (1979)
S.P. Obenschain, S.E. Bodner, D. Colombant, K. Gerber, R.H. Lehmberg et al., The Nike KrF laser facility: performance and initial target experiments. Phys. Plasmas 3, 2098–2107 (1996)
Y. Aglitskiy, T. Lehecka, S. Obenschain et al., High-resolution monochromatic x-ray imaging system based on spherically bent crystals. Appl. Optics 37, 5253–5261 (1998)
M. Karasik, J.L. Weaver, Y. Aglitskiy, T. Watari et al., Acceleration to high velocities and heating by impact using Nike KrF laser. Phys. Plasmas 17, 056317 (2010)
Y. Aglitskiy, N. Metzler, M. Karasik et al., Perturbation evolution started by Richtmyer–Meshkov instability in planar laser targets. Phys. Plasmas 13, 080703 (2006)
J.L. Weaver, J. Oh, B. Afeyan et al., Laser plasma instability experiments with KrF lasers. Phys. Plasmas 14, 056316 (2007)
J.L. Weaver, J. Oh, B. Afeyan et al., Observation of parametric instabilities in the quarter critical density region driven by the Nike KrF laser. Phys. Plasmas 20, 022701 (2013)
Y. Aglitskiy, M. Karasik, A.L. Velikovitch et al., Observation of strong oscillations of areal mass in an unsupported shockwave. Phys. Rev. Lett. 109, 085001 (2012)
D.M. Kehne, M. Karasik, Y. Aglitskiy et al., Implementation of focal zooming on the Nike KrF laser. Rev. Sci. Instrum. 84, 013509 (2013)
S.P. Obenschain, D.G. Colombant, M. Karasik et al., Effects of thin high-Z layers on the hydrodynamics of laser-accelerated plastic targets. Phys. Plasmas 9, 2234–2243 (2002)
Acknowledgements
The authors wish to thank the two anonymous referees for their substantial input. We appreciate the interest in and encouragement of this work by Matthew Levy of AE Blue Capital. The work was funded by LaserFusionX.
Author information
Authors and Affiliations
Contributions
M.M. and S.O. wrote the main manuscript text. Both authors reviewed the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no competing interests to declare.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
Appendix 1 Irradiation Uniformity
An irradiation uniformity with an rms deviation of less than 0.5% is required for direct drive compression. Schmitt has shown [57] that as few as 6 beams can give exact spherical irradiation uniformity under a specific set of requirements on the beam directions and intensity transverse profiles.
The theorem requires adherence to the “Schmitt Sum Rule”, which states that perfect illumination uniformity is obtained when
-
1.
Beams are matched in pairs by inversion symmetry
-
2.
Beams are equi-spaced on lines of latitude (groups of JK beams at polar angle θK)
-
3.
A sum rule is satisfied:\(\sum\nolimits_{K} {J_{K} \left( {\cos^{2} \theta_{K} - {1 \mathord{\left/ {\vphantom {1 3}} \right. \kern-0pt} 3}} \right)} = 0\)
-
4.
Incident intensity goes as cosψ where ψ is the incidence angle to normal.
The Schmitt uniformity theorem covers many cases, but the arrangement of beams along lines of latitude and longitude, in groupings that satisfy the theorem, makes the construction of a reactor much easier. The first requirement, however, poses a difficulty because it will be necessary to test laser beams without targets in position, and occasionally a target will be missed, or not hit squarely, so the possibility of a high-energy beam entering an opposed optical beamline has to be addressed, and eliminated. We therefore introduced an offset (of 0.75°) between opposing beams, which traversed the sum rule and slightly degraded uniformity, as shown in Fig.

Uniformity for 40 beams versus offset angle, with hypergaussian N = 3.0
15. Rather than the difficult cosine distribution that had to exactly match a changing target radius we used an easily-modified set of profiles based on hypergaussian shapes of order N, i.e.
\(I(\rho ) = exp\left( { - \frac{{\rho^{N} }}{{G^{N} }}} \right)\) where G is the fraction of the target radius (the latter assumed to be unity) of the spot at the 1/e intensity level. Uniformity of the 40 beam pattern of Figs. 2 and 3 is plotted for different opposing beam offsets in Fig. 15. The heavy line in Fig. 15 applies to an azimuthal offset of 0.75°, suited to the case of 50 × 100 cm2 rectangular beams at 20 m. The spot size for optimum uniformity decreases (usefully) as the offset increases, giving an interception efficiency as high as 90% at G = 0.7 and rms uniformity better than 0.4% over a useful range of target compression. The multiplexing architecture (Appendix 2) allows continuous laser zooming to follow target compression.
Individual laser beams are rendered highly uniform via superposition of randomly phased (front end) argon fluoride fluorescence sources that are amplified and imaged onto the target, a process called “incoherent spatial imaging” [58], Obenschain et al.. Spherical direct drive targets are coated with a high-Z material for plasma initiation via a “picket” pulse (Fig. 16)

Arbitrary waveform generation in an argon fluoride laser system
, that very effectively reduces non-uniformity [59, 60].
Appendix 2 Angular Multiplexing Applied to ArF
The structure of high voltage electron beams of 1Ω impedance required to pump 30–60 kJ ArF amplifiers is too inductive to provide pulse rise-times under 20 ns, while the shock ignition optical pulse needs components as short as 200 ps and the laser medium cannot efficiently store energy for much more than 2 ns. Consequently, angular multiplexed energy extraction [61] is used on high-energy excimer lasers such as the 4 kJ KrF laser at NRL [58] to continuously extract laser energy over an achievable 200 ns electron beam pulse. Arbitrary laser pulse shapes with 200 ps or better resolution are generated as shown in Fig. 16.
Interleaved (2−x) ns and x ns pulses are passed through the amplifier, all at slightly different angles, to be intercepted individually after amplification and passed through a range of optical delays so that they are superimposed on target in the pulse shape that is optimum for the target design. Translation of the mirrors in the delay paths can be rapidly effected for pulse shape tuning, and pulses contributing at later times in waveform can be (permanently) focused more tightly so as to collectively follow the shrinking target size during compression, a process known as zooming, that significantly enhances efficiency. The optical delay paths are contained in an evacuated tank of length about 30 m. Target acceleration and acquisition have been developed to a certain level [4]. Direct drive shock ignition targets have spherical symmetry and, unlike fast ignition or hohlraum targets, do not require a highly specific angular orientation upon arrival at the center of the chamber.
Appendix 3 Target Physics Experimental Support
Since its commissioning in 1996, the Nike laser [62] at the Naval Research Laboratory (NRL), outfitted with ground-breaking x-ray imaging diagnostics [63], has made key advances in the physics of capsule acceleration, reaching the fusion-relevant velocity of 1,000 km/sec in a planar target experiment [64]. A small sample of the experimental advances is listed here. The 249 nm Nike krypton fluoride (KrF) laser of energy up to 4 kJ has delivered in the course of a 28 year campaign the complete reactor range of target compression intensities up to 2 × 1015 W/cm2, allowing measurements of the Richtmyer–Meshkov instability [65], and two-plasmon decay [66, 67], confirming the higher intensity threshold for the latter instability at 249 nm compared to 351 nm light from frequency-multiplied Nd glass lasers. Fundamental progress was made on understanding shock evolution in laser-material interactions [68]. The practice of “zooming” to follow the compression of a target and maintain high coupling efficiency, was demonstrated [69]. A major advance came with demonstrations of a thin high-Z coating on the outside of targets to reduce initial laser plasma imprint by an order of magnitude [59, 70]. The work at NRL, together with work by the Laboratory for Laser Energetics (LLE) and many others, has laid a solid foundation for the design of high gain direct drive targets. Beyond KrF, the shorter wavelength 193 nm argon fluoride (ArF) excimer laser has very similar technology and characteristics, but is projected [5, 7] to have the highest laser-plasma stability of any laser in compression of targets, having at the same time higher electrical efficiency (10%) than KrF (7%) for use in a viable fusion reactor (Fig. 1).
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
McGeoch, M.W., Obenschain, S.P. Direct Drive Laser Fusion Facility and Pilot Plant. J Fusion Energ 43, 23 (2024). https://doi.org/10.1007/s10894-024-00416-9
Accepted:
Published:
DOI: https://doi.org/10.1007/s10894-024-00416-9