
Abstract
Various electrochemical techniques were used to study the corrosion behaviour of the CNT-reinforced NiAl alloys under NaCl and Na2SO4 environments. The potentiodynamic polarization curves revealed activation Tafel behaviour when the NiAl alloy specimens were immersed in NaCl solution while passivation followed by slight development of transpassivation resulted under Na2SO4 environment. The reinforcement of pure NiAl alloy with up to 1.0 wt.% CNT increased the corrosion rate from 0.10 to 0.63 mm/yr under NaCl environment, while under Na2SO4 environment, the corrosion rate increased from 0.04 to 0.12 mm/yr. The observed increase in corrosion rate with an increase in CNT reinforcement (under both NaCl and Na2SO4 environments) suggested that the reinforcement of NiAl alloys with CNT reduced the corrosion resistance of NiAl. The X-ray diffraction analysis revealed that the corrosion products consisted of oxides including Al2O3 under NaCl environment, while scanning electron microscope analysis showed a porous passive layer on the surface of the alloy specimens immersed in Na2SO4 solution.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Nickel aluminide (NiAl) composites have been widely used as the materials for manufacturing high-temperature structural materials because they exhibit excellent thermal conductivity, high melting point, low density, excellent corrosion resistance and good oxidation resistance [1,2,3,4,5,6,7,8,9,10,11,12]. Despite these properties, previous studies have revealed limitations of NiAl composites relating to lack of room temperature ductility and toughness [10, 13,14,15]. Further efforts have been made to improve the physical and mechanical properties of NiAl composites through densification with carbon nanotubes (CNT) [15]. Studies have reported that NiAl has excellent corrosion resistance in most environments and has thus been used in other applications such as biomedical metallic materials to replace alloys such as stainless steel [16]. Despite the improved physical and mechanical properties of NiAl when reinforced with CNT, corrosion properties are still yet to be investigated to understand the effect that CNT reinforcement may have on NiAl under various environments. Tiwari et al. [14] reported that large quantities of the NiAl alloying element/compound would adversely affect the high melting point, low density, and outstanding oxidation resistance of NiAl. This is because, during operations such as those in high temperature applications and service environments (e.g. salts), corrosion pits and stress corrosion cracking may initiate between the constituents’ particles and the surrounding matrix [17].
According to Lui et al. [10], it was observed that Pt-doped and Hf-doped NiAl exhibited poor corrosion resistance while the addition of Cr to NiAl could improve the hot corrosion resistance. Furthermore, NiAl corrosion-induced by ZnCl2-KCl melt led to severe corrosion of NiAl which was mainly due to the preferential removal of Al by displacement reaction with ZnCl2 [10]. Iqbal et al. [18] reported that NiAl reinforced with carbonates intercalated layered double hydroxides (LDH) may be the ideal choice where the carbonates ions are difficult to exchange with corrosive species thus increasing the corrosion resistance of NiAl. Corrosion studies on NiAl reinforced with CNT are very few and the effect of CNT on the corrosion behaviour of NiAl alloys, therefore, remains unclear.
This study was aimed at evaluating the corrosion behaviour of CNT-reinforced NiAl alloys under different electrolyte solutions, namely, NaCl and Na2SO4. A three-electrode electrochemical cell was used to carry out corrosion studies at ambient temperature through electrochemical techniques that included open circuit potential (OCP), potentiodynamic polarization and electrochemical impedance spectroscopy (EIS). The microstructural analysis of the sintered CNT-reinforced NiAl alloys was carried out before and after electrochemical studies through scanning electron microscopy (SEM) and X-ray diffraction (XRD).
Experimental procedure
Alloy specimen preparation
The carbon nanotubes (CNT) reinforced NiAl composite alloys investigated in this study were fabricated via a two-stage milling process; (1) the milling of the elemental powders (Ni and Al) incorporated with CNTs, and (2) the spark plasma sintering of the milled powders. The detailed two-stage milling fabrication process and the extensive characterization of the fabricated NiAl composite alloys are described elsewhere [1, 15]. The first of the three alloy specimens investigated in this study was pure NiAl, and the second alloy specimen was NiAl reinforced with 0.5 wt.% CNT and the last alloy specimen was NiAl reinforced with 1.0 wt.% CNT. The elemental composition of the as-received alloy specimens is given in Table 1.
The as-received alloy specimens were cut to 1 cm × 0.5 cm × 0.4 cm. The alloy specimens were mounted using the Epoxy resin such that only the 0.55 cm2 surface area of the alloy specimen, i.e. 1 cm × 0.5 cm, was exposed to the corrosion electrolyte. The mounted alloy specimens were mechanically machined through grinding using the Saphir 520 automatic grinding/polishing machine (made in Germany) using 220 and 550 grit silicon carbide papers under a constant flow of water at 300 rpm and pressure of 35 N. The grinding stage was followed by polishing through a DiaMaxx 6 µm suspension using an Aka-Allegram 3 as a polishing lubricant at a speed of 150 rpm and pressure 25 N. The final polishing was performed using a DiaMaxx 3 um poly suspension with Aka Chem disk at a speed of 150 rpm and pressure of 25 N. The specimens were then rinsed with deionized water and finally dried with a hairdryer. The prepared specimens were cleaned with ethanol and dried before the corrosion experiments.
Electrolyte solution preparation
This study made use of 3.5 wt.% NaCl and 3.5 wt.% Na2SO4 solutions as the corrosion electrolyte solutions. The preparation of 3.5 wt.% NaCl was obtained by weighing 35 g of analytical grade NaCl and dissolved in 1 L of distilled water. Similarly, the preparation of 3.5 wt.% Na2SO4 was obtained by dissolving 35 g of analytical grade Na2SO4 in 1 L of distilled water. The fresh electrolyte solution was prepared and used for each experiment. Only about 750 ml of each of the 2 electrolytes were used in the electrochemical cell for each experiment under constant stirring using a magnetic stirrer.
Electrochemical experiments
A three-electrode electrochemical cell was set up where the alloy specimens were used as the working electrodes while the platinum grid and saturated silver/silver chloride (Ag/AgCl) electrode were used as counter electrode and reference electrode, respectively. All potentials in this study are in respect to the Ag/AgCl electrode. A magnetic stirrer was used to stir the solution while running the corrosion test at a speed rate of 225 rpm. The VersaStudio version VersaSTAT 4 potentiostat was used to carry out all the electrochemical experiments. The experiments were carried out at room temperature. Despite the NiAl composite alloy being largely targeted for high-temperature applications, it was imperative to fully understand the corrosive nature of the composite alloys at room temperature as the reference point for elevated temperature conditions during the application of these composite alloys.
A single set of trial-and-error tests were first conducted to explore suitable experimental parameter ranges, e.g. duration (in hours) needed for each specimen to reach stable open circuit potential (OCP), necessary to generate interpretable data. The trial-and-error tests were conducted for each of the electrochemical techniques described in the next sections (results not included in the present study).
Open circuit potential (OCP)
The open-circuit potential (OCP) measurements were performed for each specimen for 2 h. This duration was obtained from the trial-and-error tests before the experiments, where it was observed that the OCP reached a stable state at ~ 2 h.
Potentiodynamic polarization measurements
The potentiodynamic polarization measurements were carried out by recording the potential from − 1 V to 1.6 V vs OCP at a scan rate of 0.167 mV/s. Tafel extrapolation was performed on the obtained potentiodynamic curves, and various electrochemical parameters were extracted to understand the electrochemical behaviour at the alloy surface/electrolyte interface. The extracted electrochemical parameters included corrosion potential (Ecorr), corrosion current density (icorr), anodic and cathodic Tafel coefficients (βa and βc). The corrosion rate (CR) was then calculated according to Eq. (1):
where CR is the corrosion rate in mm/yr, 0.00327 is the unit conversion constant, icorr is the corrosion current density in µA/cm2, EW is the equivalent weight of the corroded alloy specimen and ρ is the density of the corroded alloy specimen in g/cm3. The calculations of the EW were based on the ASTM Standard 1999 [19, 20].
Electrochemical impedance spectroscopy (EIS) measurements
Electrochemical Impedance Spectroscopy (EIS) measurements were carried at a frequency range of 100 kHz—10 mHz around OCP. The AC voltage perturbation amplitude (peak to peak) was 10 mV. The linearity of the system was checked by varying the amplitude of the AC signal applied to the working electrode.
Microstructural surface analysis of the alloy specimens
At the end of the electrochemical experiments, the alloy specimens were removed from the electrochemical cell for surface analysis. X-ray diffraction (XRD, PANalytical Empyrean model) consisting of a goniometer detector (θ–θ) with K-beta filter was used to carry out the phase identification on the surface of the alloy specimens. The microstructural analysis of the alloy specimens was carried out using JEOL JSM-7600F Field Emission scanning electron microscopy (SEM).
Results and discussion
Open circuit potential
Figure 1 shows the variation in open circuit potential (Eoc) with time for the three alloy specimens immersed in NaCl solution. All three alloy specimens showed a decrease in Eoc with an increase in time before reaching a stable state (towards ~ 7000 s) indicating a dissolution of the alloy specimen surface which is typical of an activation behaviour. The active dissolution of the alloy surface is attributed to the breakdown of the passive film following the new formation of the protective film more likely an oxide layer [21, 22]. The interaction between the surface and aggressive chloride ions at the alloy surface/electrolyte interface leads to a shift in Eoc to more negative values with time [9]. Despite the similar activation behaviour, the NiAl + 0.5wt.% CNT alloy specimen recorded more positive Eoc values at the beginning of the OCP before reaching a steady-state Eoc value slightly lower than that of the pure NiAl alloy specimen, i.e. ~ -0.35 V. Meanwhile, a more negative Eoc final value was observed to as ~ -0.40 V for the NiAl + 1.0wt.% CNT alloy specimen.

The time variation of the open-circuit potential of pure NiAl, NiAl + 0.5wt.% CNT, and NiAl + 1.0 wt.% CNT alloy specimens immersed in NaCl solution
Figure 2 shows the Eoc behaviour of the three alloy specimens immersed in Na2SO4 solution and similarly to the NaCl solution, activation behaviour was observed on all three tested alloy specimens. Moreover, the Eoc final values decreased with an increase in CNT reinforcement under Na2SO4 environment. However, under the Na2SO4 environment, it was observed that the Eoc values for all three alloy specimens were slightly more positive than those observed under the NaCl environment. This suggested an accelerated corrosion process at the alloy surface/electrolyte which would lead to more corrosion products. The accelerated corrosion process under NaCl (in comparison to that under Na2SO4 environment) was mainly due to the chloride ions being generally more aggressive than sulphate ions concerning corrosion mechanism [21, 22]. Although the precise role of the chloride and sulphate ions on the corrosion of NiAl alloys is not very well understood, it has been reported that the competitive adsorption of chloride ions primarily leads to higher depassivation of the passive film.

The time variation of the open-circuit potential of pure NiAl, NiAl + 0.5wt.% CNT, and NiAl + 1.0wt.% CNT alloy specimens immersed in Na2SO4 solution
Potentiodynamic polarization
Figure 3 shows the potentiodynamic polarization curves obtained for NiAl, NiAl + 0.5wt.% CNT, and NiAl + 1.0wt.% CNT alloy specimens immersed in NaCl solution. The obtained polarization curves are all characterized by similar features on both anodic and cathodic branches and only differ on the parameters defining the electrochemistry. The anodic branch of the three polarization curves displayed a steep dissolution feature associated with activation behaviour, then the limiting current density is observed at ~ − 0.1 V vs Ag/AgCl for all three alloy specimens. The cathodic branch of the polarization curves also showed similar features for all three alloy specimens with different electrochemical parameters. Three regions were observed on the cathodic branch, namely: (1) cathodic Tafel region characterized by a steep increase in current density with potential, (2) concentration polarization region characterized by a constant current density with potential (~ − 0.6 V vs Ag/AgCl) and (3) cathodic H2 evolution region characterized by a sudden increase in current density with potential (< − 1 V vs Ag/AgCl). The hydrogen evolution phenomenon is associated with the formation of hydrogen bubbles on the alloy surface because of water reduction reaction indicating that the corrosion mechanism at the alloy/electrolyte interface was partially controlled by both oxygen and water reduction reactions. It was deduced that the appearance of hydrogen evolution at different potentials was likely due to the stability of the passive layer and consequently, the formation of hydrogen bubbles occurred through the unstable layer of corrosion products. It is evident from Fig. 3 that the NiAl + 1.0wt.% CNT specimen was the most susceptible towards hydrogen evolution under NaCl environment.

Potentiodynamic curves of pure NiAl, NiAl + 0.5wt.% CNT, and NiAl + 1.0wt.% CNT alloy specimens immersed in NaCl solution
The potentiodynamic polarization curves of the three alloy specimens immersed in Na2SO4 solution are shown in Fig. 4. It can be seen from the obtained polarization curves that the Na2SO4 solution posed a different corrosive environment to the surface of the alloys in comparison to the NaCl solution. Firstly, the Ecorr values of the alloy specimens immersed in Na2SO4 solution were observed to be in a rather similar range as those observed under NaCl environment but with the highest Ecorr observed on the NiAl + 1.0wt.% CNT specimen and the lowest value on the NiAl + 0.5wt.% CNT specimen. Secondly, the anodic branch of all three alloy specimens under the Na2SO4 environment showed completely different features in comparison to the activation behaviour observed under the NaCl environment. All three specimens, although not quite clear on the NiAl + 1.0wt.% CNT specimen, under Na2SO4 environment showed the passivation behaviour. A closer look at the obtained polarization curves in Fig. 4 revealed that the current density required for the passivation, i.e. ip, was slightly higher on the NiAl specimen than that observed on the NiAl + 0.5wt.% CNT specimen. According to Zhou et al. [23], the passivation potential (Ep) and passivation current density (ip) examine the passive layer degradation and as such a high Ep with a low ip imply better corrosion resistance. Therefore, the higher ip observed on the NiAl implied better corrosion resistance while the lower ip observed on the NiAl + 0.5wt.% CNT specimen implied lower corrosion resistance. For the pure NiAl and NiAl + 0.5wt.% CNT specimens, a phenomenon called transpassivation was observed where the passive layer breaks down and exposes the alloy surface to the solution. This behaviour is characterized by the sudden increase in current density after the initiation of passivation, i.e. at potentials ~ 1.25 V and ~ 0.25 V vs Ag/AgCl for pure NiAl and NiAl + 0.5wt.% CNT specimens, respectively. The cathodic behaviour of all three alloy specimens remained rather like that observed under the NaCl environment which indicated that the corrosion mechanism at the alloy/solution interface did not change under the Na2SO4 environment.

Potentiodynamic curves of pure NiAl, NiAl + 0.5 wt.% CNT, and NiAl + 1.0wt.% CNT specimens immersed in Na2SO4 solution
The Tafel extrapolation was then performed on the obtained polarization curves to extract the electrochemical parameters and they are shown in Table 2. The extrapolation was performed over a minimum potential range (ΔE) of ± 170 mV in relation to Ecorr to ensure accurate extraction of the electrochemical parameters, i.e. less than 10% error. Firstly, the corrosion potential (Ecorr) of all three alloy specimens could be read directly from the polarization curves and was observed to be slightly higher on the NiAl + 0.5wt.% CNT specimen than on the pure NiAl and lowest on the NiAl + 1.0wt.% CNT specimen. This observation suggested the highest corrosion rate on the NiAl + 1.0wt.% CNT specimen and thus implying that the reinforcement of NiAl alloy with CNT will more likely reduce the corrosion resistance of NiAl alloy under NaCl environment. In contrast, a slightly higher Ecorr observed for the NiAl + 0.5wt.% CNT specimen implied lower corrosion rate and thus higher corrosion resistance suggesting that 0.5 wt.% CNT reinforcement improved the corrosion resistance of NiAl alloy. It could then further suggest that 0.5 wt.% CNT reinforcement was the optimum reinforcement of NiAl alloy as far as corrosion resistance was concerned. The variations of the corresponding icorr values presented in Table 2 were consistent with the Ecorr variations under both electrolyte environments. It should, however, be noted that the icorr values for alloy specimens immersed in NaCl solution were at least double the magnitude of those obtained under Na2SO4 solution and thus outlined the differences in the corrosive nature of both electrolyte solutions towards the alloy specimens.
Figure 5 shows the comparison of the CR values computed from the extrapolation of the potentiodynamic polarization curves of the alloy specimens immersed in NaCl and Na2SO4 solutions. It was observed that the NiAl + 1.0wt.% CNT specimen recorded the highest CR in both NaCl and Na2SO4 solutions. While the reinforcement of NiAl alloys appeared to increase CR, the contrasting observation revealed that reinforcing the NiAl alloy with 0.5 wt.% CNT led to the lowest CR values in NaCl solution. The lowest CR value obtained on the NiAl specimen immersed in Na2SO4 solution was found to be consistent with the potentiodynamic observations suggested better corrosion resistance properties. Finally, all tested specimens showed higher CR values under NaCl environment than Na2SO4 environment due to chloride ions being generally more aggressive than sulphate ions concerning corrosion mechanism [21, 22].

Corrosion rate comparison for pure NiAl, NiAl + 0.5wt.% CNT and NiAl + 1.0wt.% CNT alloy specimens immersed in NaCl and Na2SO4 solutions
Electrochemical impedance spectroscopy
The EIS Nyquist plots obtained for all NiAl alloy specimens immersed in NaCl solution (Fig. 6) were characterized by a single capacitive loop attributed to charge transfer corrosion mechanism which was in good agreement with the observed activation behaviour on the potentiodynamic polarization curves. However, the observed single capacitive loops had distinctive features for all three tested NiAl alloy specimens. For the pure NiAl alloy specimen, the single capacitive loop was observed to be a single flattened semi-circle capacitive loop while a reduced (in size) flattened semi-circle capacitive loop was observed for the NiAl + 0.5wt.% CNT specimen. For the NiAl + 1.0wt.% CNT specimen, a capacitive arc (reduced further in size compared to those of NiAl and NiAl + 0.5wt% specimens) was observed instead of the semi-circle loop. From the obtained Nyquist plots, it was possible to identify the solution resistance Rs and polarization resistance Rp. The Rs corresponds to the real impedance Re(Z) when the frequency turns to the highest infinite value, i.e. ~ 100 kHz. In all three curves shown in Fig. 6, the Rs values are closer to 0 Ω.cm2 which indicated that the NaCl solution posed negligible resistance. The polarization resistance Rp corresponds to the size of the semi-circle on the real impedance Re(Z) [25,26,27,28,29]. Figure 6 revealed that the pure NiAl alloy had the largest semi-circle with Rp of 7500 Ω.cm2 while the NiAl alloy was reinforced with 0.5 wt.% CNT showed the second biggest Rp of 6000 Ω.cm2. The NiAl alloy reinforced with 1.0 wt.% CNT showed the lowest Rp of 750 Ω.cm2 which was ten (10) times lower than that of the pure NiAl alloy. The inversely proportional relationship between Rp and the corrosion rate CR suggests that the alloy with the highest Rp value had the lowest corrosion and vice versa. Therefore the highest Rp value of 7500 Ω.cm2 obtained for pure NiAl alloy implied the lowest corrosion rate while the lowest Rp value of 750 Ω.cm2 obtained for the NiAl + 1.0wt.% CNT implied the highest corrosion rate. This finding suggested that the reinforcement of NiAl with CNT reduced the corrosion resistance of the NiAl alloy when immersed in NaCl solution.

EIS Nyquist plots for NiAl, NiAl + 0.5wt.% CNT, and NiAl + 1.0wt.% CNT alloy specimens immersed in NaCl solution
The Nyquist plots obtained under Na2SO4 environment are shown in Fig. 7 and also showed a single flattened capacitive loop for the NiAl + 0.5wt% CNT and NiAl + 1.0wt.% CNT specimens. For the pure NiAl alloy specimen, two capacitive loops were observed at high and low frequencies attributed to charge transfer and diffusive impedance respectively. The appearance of the low frequency diffusive impedance on the NiAl specimen suggested that the dissolved oxygen through a porous passive layer played a role on the corrosion mechanism and thus the overall corrosion process was mixed-controlled by charge transfer and diffusion. Finally, it is worth noticing that the impedance obtained for NiAl alloy specimens varied from ~ 700 to ~ 7500 Ω.cm2 under NaCl environment and from ~ 1900 to ~ 140,000 Ω.cm2 under Na2SO4 environment suggesting low corrosion activity under Na2SO4 than NaCl environment.

EIS Nyquist plots for NiAl, NiAl + 0.5wt.% CNT, and NiAl + 1.0wt.% CNT alloy specimens immersed in Na2SO4 solution
The EIS Bode plots for the NiAl alloys immersed in NaCl solution is shown in Fig. 8. It can be observed that all three NiAl alloy specimens showed a similar behaviour on the high frequency (100–100,000 Hz), which is characterized by the constant impedance while the phase angle drops to 0°. For the pure NiAl and NiAl + 0.5wt.% CNT alloys, similar behaviour can be observed on the middle-frequency region (0.05–10 Hz), where the impedance turns linear with the phase angle approaches ~ 80o, which is characteristic of the activation behaviour [31,32,33,34,35,36,37,38]. This was, however, not the case with the NiAl + 1.0wt.% CNT alloy as the low to middle-frequency region showed a rather significantly low impedance with phase angle under 10°. This suggested that the passive layer on the surface of the NiAl + 1.0wt.% CNT alloy was unstable and ultimately changed the corrosion mechanism to favour high corrosion rates.

EIS Bode plots for NiAl, NiAl + 0.5wt.% CNT, and NiAl + 1.0wt.% CNT alloy specimens immersed in NaCl solution
Figure 9 shows the Bode plots for all alloy specimens immersed in Na2SO4 solution. For all three alloy specimens tested, the Mod |Z| was characterized by a constant region approaching 0 Ω.cm2 at high frequencies, i.e. from 100 to 100,000 Hz, while the phase angle also approached 0o corresponding to Rs. The three tested alloy specimens displayed distinctive behaviour at low frequencies, i.e. between 0.01–1 Hz, where a linear trend in Mod |Z|. The high phase angle approaching ~ 80° over a wide range of frequencies was observed for the pure NiAl alloy specimen which indicated the formation of a porous passive layer. The reinforcement of NiAl with 0.5 wt.% CNT appeared to have slightly altered the electrochemistry at the alloy/electrolyte interface as the obtained Bode plot showed a much-reduced impedance at low frequencies. The phase angle barely approached half of that achieved for the pure NiAl alloy specimen. This indicated that the passive layer formed on the surface was rather unstable and may have had a breakdown to allow more electrolyte solution to make contact with the surface to restart the corrosion process. This led to reduced corrosion resistance. The further reinforcement of NiAl to 1.0 wt.% CNT appeared to reduce the corrosion resistance as there were almost no characteristic features of the passive layer formation. It could be concluded that the reinforcement of NiAl alloy with CNT negatively influenced the electrochemistry on the alloy surface/solution interface.

EIS Bode plots for pure NiAl, NiAl + 0.5wt.% CNT, and NiAl + 1.0wt.% CNT alloy specimens immersed in Na2SO4 solution
In order to better describe the corrosion mechanism at the interface of the alloys specimen surface and electrolyte solution, equivalent electrical circuits (EEC) were proposed for the EIS Nyquist plots obtained in this study and are shown in Fig. 10. Although the modelling of EIS Nyquist plots is not presented in this study, it is envisaged that the proposed EEC could lead to considerable extraction of electrochemical parameters sufficient to describe the corrosion behaviour at the alloy surface/solution interface. As already discussed in this study, the Nyquist plots obtained for all alloy specimens immersed in both NaCl and Na2SO4 solutions showed similar characteristic features and were therefore described using the EEC shown in Fig. 10a. An exception was observed only on the Nyquist plot obtained for the pure NiAl alloy specimen immersed in Na2SO4 solution and as such the EEC shown in Fig. 10b used proposed. The parameters Rs and Rct on the proposed EEC refer to the resistances due to the electrolyte solution and charge transfer respectively while Qdl corresponds to the constant phase element (CPE) double layer capacitive. The CPE represents the deviation from an ideal capacitive response [25, 29, 38]. The parameter W on the EEC in Fig. 10b corresponds to the Warburg diffusive impedance. The impedance of CPE is defined by Eq. (2) as follows:
where Q is a proportional factor, j = \(\sqrt{-1}\), ω is the frequency, n is a mathematical expression varying between 0 and 1. The impedance is entirely a resistor when n = 0, while it is a capacitor with capacitance Q in the case of n = 1. Because of the roughness and surface defects, the n value seems to be related to the nonuniform distribution of current [25, 38].

Equivalent electrical circuits proposed for the Nyquist plots obtained for: a all alloy specimens immersed in NaCl solution and b pure NiAl immersed in Na2SO4 solution
Microstructural surface analysis of the alloy specimens
Phase analysis of the as-received alloy specimens
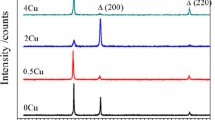
The X-ray diffraction patterns of the as-received alloy specimens are shown in Fig. 11. The XRD pattern of the pure NiAl specimen consisted of peaks corresponding only to NiAl, while the NiAl + 0.5wt.% CNT and NiAl + 1.0wt.% CNT specimens showed NiAl peaks (ICDD 03–065-0431) as well as small peaks corresponding to aluminium carbide (Al4C3) (ICDD 01–071-2204). The presence of Al4C3 indicated the existence of defects on the CNTs which is a precondition for the formation of carbides [39, 40] during the fabrication process according to Eq. (3). Such defects usually present as CNTs fragmentation which tends to increase the amount of carbon atoms present at CNTs tips, consequently leading to more reaction sites for the formation of carbides [39].
where C* denotes CNTs with the understanding that CNT is a carbon-based material [39].

XRD patterns of the as-received alloy specimens
XRD analysis of the corroded alloy specimens
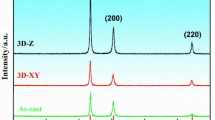
The XRD patterns of the three alloy specimens immersed in NaCl solution are shown in Fig. 12 and revealed that the dominant phase on the surface of all three alloy specimens was NiAl. The XRD patterns in Fig. 12 further revealed that the corrosion products scale on the surface of the alloy specimens consisted of oxides, namely: Al2O3 (ICDD 00-050-1496) Al4O4C (ICDD 01-072-1682) and NiAl2O4 (ICDD 01-071-0963). The corrosion process of aluminium is mainly due to the formation of Al3+ ions at the metal/oxide interface since the mobility of Al3+ is low within the passive layer and thus leading to Al2O3 according to Eq. (4) [16]:

XRD patterns of pure NiAl, NiAl + 0.5wt.% CNT, and NiAl + 1.0wt.% CNT alloy specimens immersed in NaCl solution
According to Datta et al. [13], the oxide layer forming on NiAl at low temperatures and low oxygen partial pressures consists of transiently equiaxed NiO/NiAl2O4 above the Al2O3 layer and thus the oxidation mechanism is governed by the transport through Al2O3 grain boundaries. The XRD patterns obtained for the NiAl + 0.5wt.% CNT specimen revealed that the presence of 0.5wt.% CNT on the NiAl alloy slightly decreased the NiAl2O4 peak which suggested that CNT induced some changes on the alloy surface. Furthermore, the reinforcement of NiAl with 1.0 wt.% CNT led to the Al2O3 and NiAl2O4 oxides being completely displaced by Al4O4C. Figure 13 shows the XRD patterns obtained for the three alloy specimens immersed in Na2SO4 solution and reveals that only peaks corresponding to NiAl and Al4C3 were present on all three alloy specimens.

XRD patterns of pure NiAl, NiAl + 0.5wt.% CNT, and NiAl + 1.0wt.% CNT alloy specimens immersed in Na2SO4 solution
SEM analysis of the corroded alloy specimens
The SEM micrographs of the alloy specimens immersed in NaCl solution are shown in Fig. 14. It could be observed that all three alloy specimens showed appearance of pores on the surface because of the corrosion process, more likely due to the Cl− ions. It could also be observed that the pores observed on the alloy surfaces appeared to increase (in size) with the CNT reinforcement. It was hypothesized that pores in alloys are generated during the solidification process, due to excess gas dissolved in the liquid metal, and to the formation of micro-voids by dendritic solidification [40, 41]. In fact, the analysis of the mechanical properties of the alloy specimens tested in this study, discussed elsewhere [42], reported the porosity values of the NiAl, NiAl + 0.5wt.% CNT and NiAl + 1.0wt.% CNT alloy specimens as 12.88%, 18.76% and 22.10%, respectively. The pores present on the surface of the alloy specimens may have presented reaction sites for the localized corrosion process to progress while allowing Cl− ions to precipitate. Consequently, the NiAl + 1.0wt.% CNT alloy specimen had the highest localized damage which was consistent with the highest corrosion rate (CR) observed in Sect. "Potentiodynamic polarization". Figure 15 shows the SEM micrographs of the alloy specimens immersed in Na2SO4 solution. In contrast to Fig. 14 micrographs, the micrographs of the alloy specimens immersed in Na2SO4 solution showed a rather dimpled morphology consistent with a porous passive layer covering the alloy surface.

SEM micrographs of: a Pure NiAl, b NiAl + 0.5wt.% CNT and c NiAl + 1.0wt.% CNT alloy specimens immersed in NaCl solution

SEM micrographs of: a Pure NiAl, b NiAl + 0.5wt.% CNT, and c NiAl + 1.0wt.% CNT alloy specimens immersed in Na2SO4 solution
Conclusion
-
a)
The reinforcement of pure NiAl alloy with up to 1.0 wt.% CNT increased the corrosion rate from 0.10 to 0.63 mm/yr under NaCl environment while under Na2SO4 environment, the corrosion rate increased from 0.04 to 0.12 mm/yr. The observed increase in corrosion rate with an increase in CNT reinforcement (under both NaCl and Na2SO4 environments) suggested that the reinforcement of NiAl alloys with CNT reduced the corrosion resistance of NiAl.
-
b)
All three tested NiAl alloy specimens showed higher corrosion rates under NaCl than in Na2SO4 solution due to the stronger aggression of chloride ions over sulphate ions.
-
c)
The results obtained from the potentiodynamic polarization revealed an activation Tafel behaviour for all NiAl alloy specimens immersed in NaCl solution with no indication of passivation behaviour. All alloy specimen immersed in Na2SO4 solution showed passivation behaviour. Transpassivation behaviour was observed only on the pure NiAl and NiAl + 0.5wt.% CNT specimens which led to the break-down of the passive layer thus exposing the alloy to the solution.
-
d)
The characterization of the corroded alloy specimens via XRD revealed that the corrosion products formed on the alloy specimens immersed in NaCl solution consisted of various oxides. The SEM analysis showed the presence of pores on the surface of the alloy specimens as a results of corrosion attack by the chloride ions. However, the pores were believed to have been initially present on the surface of the alloys and therefore presented reaction sites for the corrosion process to progress relatively faster. In contrast, no pores were visualized on the alloy specimens immersed in Na2SO4 solution due to the presence of a porous passive layer identified to be predominantly Al2O3.
Data and code availability
Not applicable.
References
Awotunde M, Olubambi PA, Chen D (2020) Influence of process parameters on the sintering behaviour and densification of NiAl intermetallics fabricated by spark plasma sintering. Mater Today Proc
Lavrenko V, Umanskii AP, Poliarus O, Talash VN (2016) Effect of chromium diboride additives in intermetallic matrix on the corrosion resistance of NiAl–CrB2 composites in sea water. Powder Metall Met Ceram 55(3):195–200
Gurrappa I (2003) Mechanism of degradation of titanium alloy IMI 834 and its protection under hot corrosion conditions. Oxid Met 59(3):321–322
Boyce M, Latcovich J (2002) Condition monitoring and its effect on the life of new advanced gas turbines. Global Gas Turbine News 42(3):4–10
Rao VN, Jefferson L, Richard T, Paul G, Lardeau S (2014) Large-eddy simulations in turbines: influence of roughness and free-stream turbulence. Flow Turbul Combust 92(1–2):543–561
Lutz B, Alvarado-Orozco JM, Garcia-Fresnillo L, G.H., Meier, (2017) Na2SO4-deposit-induced corrosion of Mo-containing alloys. Oxid Met 88(5):599–620
Johnson JB, Nicholls JR, Hurst RC, Hancock P (1978) The mechanical properties of surface scales on nickel-base superalloys—II contaminant corrosion. Corros Sci 18(6):543–553
Mannava V, SambasivaRao A, Kamaraj M, Kottada RS (2019) Influence of two different salt mixture combinations of Na2SO4-NaCl-NaVO3 on hot corrosion behaviour of Ni-base superalloy Nimonic263 at 800°C. J Mater Eng Perform 28(2):1077–1093
Rybalka K, Beketaeva LA, N.G. Bukhan’Ko and A.D. Davydov, (2011) Electrochemical behaviour and the rate of general corrosion of NiAl intermetallic compound in the unbuffered sodium chloride solutions. Corros Sci 53(2):630–636
Liu SN, Su W, Lv WY, Wei ZF, Zeng CL (2013) Effect of Ag on the hot corrosion of NiAl intermetallic compound. High Temp Mater Proc 32(4):359–365. https://doi.org/10.1515/htmp-2012-0150
Darolia R (1991) NiAl alloys for high temperature structural applications. JOM 43:44–49
Brumm MW, Grabke HJ (1992) The oxidation behaviour of NiAl-I: Phase transformations in the alumina scale during oxidation of NiAl and NiAl-Cr alloys. Corros Sci 33(11):1677–1690
Datta PK, Du HL, Burnull-Gray JS (2005) Corrosion of intermetallics. Corros Mater 13B:6508G
Tiwari R, Tewari SN, Asthana R, Garg A (1995) Development of NiAl-based intermetallic alloys: effect of chromium addition. Mater Sci Eng A 192:356–363
Awotunde MA, Ayodele OO, Adegbenjo AO, Okoro AM, Shongwe MB, Olubambi PA (2019) Effect of sintering parameters on the densification and hardness of NiAl-CNTs composite. Mater Sci Eng 628:012007
Padilla EH, Flores AM, Ramirez CA, Lopez IA, Gomez LB (2018) Electrochemical corrosion characterization of nickel aluminides in acid rain. Rev Mater 23(2):11998
Pidaparti RM, Aghazadeh BS, Whitfield A, Rao AS, Mercier GP (2010) Classification of corrosion defects in NiAl bronze through image analysis. Corros Sci. https://doi.org/10.1016/j.corsci.2010.07.017
Iqbal MS, Sun L, Asghar H, Fedel M (2020) Chlorides entrapment capability of various in-situ grown NiAl-LDHs: Structural and corrosion resistance properties. Coatings. https://doi.org/10.3390/coatings10040384
ASTM G 102–89 (1999) Standard practice for calculation of corrosion rates and related information from electrochemical measurements
Burnat B, Walkowiak-Przybylo M, Blaszczyk T, Klimek L (2013) Corrosion behaviour of polished and sandblasted titanium alloys in PBS solution. Acta Bioeng Biomech 15(1):1–9
Al-Amoudi OSB, Maslehuddin M (1993) The effect of chloride and sulfate ions reinforcement corrosion. Cem Concr Res 23:139–146
Yang L, Xu Y, Zhu Y, Liu L, Wang X, Huang Y (2016) Evaluation of interaction effect of sulfate and chloride ions on reinforcements in simulated marine environment using electrochemical methods. Int J Electrochem Sci; 11:6943–6958. https://doi.org/10.20964/2016.08.51
Hamza HM, Deen KM, Haider W (2020) Microstructural examination and corrosion behaviour of selective laser melted and conventionally manufactured Ti-6Al-4V for dental application. Mater Sci Eng 113:110980
El-Bagoury N, Ahmed SI, Ali OAA, El-Hadad S, Fallatah AM, Mersal GAM et al (2019) The influence of microstructure on the passive layer chemistry and corrosion resistance for some Titanium-based alloys. Materials 12:1233
Zhou Y, Yang F, Shao Y, Lu B, Lu T, Guo Z (2020) Electrochemical corrosion behaviour of powder metallurgy Ti-6Al-4V alloy. J Mater Eng Perform. https://doi.org/10.1007/s11665-020-05324-5
Mahlobo MGR, Olubambi PA, Jeannin M, Refait P (2020) Cathodic protection of buried steel structures: processes occurring at the steel/soil interface during wet/dry cycles. Mater Corros 71(3):451–463
Akkouche R, Remazeilles C, Jeannin M, Barbalat M, Sabot R, Refait P (2016) Influence of soil moisture on the corrosion processes of carbon steel in artificial soil: active area and differential aeration cells. Electrochim Acta 213:698–708
Muller WD, Nascimento ML, Zeddies M, Corsico M, Gassa LM, Lorenzo de Mele MAF (2007) Magnesium and its alloys as degradable biomaterials. Mater Res 10(2):5–10
Roman AS, Mendez CM, Gervasi CA, Rebak RB, Ares AE (2020) Corrosion resistance of aluminium-copper alloys with different grain structures. J Mater Eng Perform. https://doi.org/10.1007/s11665-020-05344-1
Wang L, Liu Z, Cui Z, Du C, Wang X, Li X (2014) In situ corrosion characterization of simulated weld heat affected zone on API X80 pipeline steel. Corros Sci 85:401–410
Gugelmin BS, Santos LS, Ponte HA, Marino CEB (2015) Electrochemical stability and bioactivity evaluation of Ti-6Al-4V surface coated with thin oxide by EIS for biomedical application. Mater Res 18(3):602–607
Rahal C, Masmoudi M, Abdelhedi R, Sabot R, Jeannin M, Bouaziz M, Refait P (2016) Olive leaf extract as a natural corrosion inhibitor for pure copper in 0.5M NaCl solution: a study by voltammetry around OCP. J Electroanal Chem 769:53–61
A.H. Ettefagh, S. Guo (2019) Corrosion behaviour of additively manufactured Ti-6Al-4V parts and the effect of post annealing, 18th MIE graduate student conference, 18, p 21–22
Lario J, Viera M, Vicente A, Igual A, Amigo V (2019) Corrosion behaviour of Ti-6Al-4V ELI nanotubes for biomedical applications. J Mater Res Technol 8(6):5548–5556
Xiao Y, Dai N, Chen Y, Zhang J, Choi S (2019) On the microstructure and corrosion behaviours of selective laser melted CP-Ti and Ti-6Al-4V alloy in Hank’s artificial body fluid. Mater Res Express 6:126521
Zheng X, Zhuang X, Lei Y, Chu Z, Xu J, Gao L et al (2020) Corrosion behaviour of the Ti-6Al-4V alloy in sulfate-reducing bacteria solution. Coating 10(24):100110024
Dai N, Zhang L, Zhang J, Zhang X, Ni Q, Chen Y (2016) Distinction in corrosion resistance of selective laser melted Ti-6Al-4V alloy on different planes. Corros Sci 111:703–710
Hsu RW, Yang C, Huang C, Chen Y (2004) Investigation on the corrosion behaviour of Ti-6Al-4V implant alloy by electrochemical techniques. Mater Chem Phys 86:269–278
Awotunde MA, Adegbenjo AO, Ayodele OO, Okoro AM, Shongwe MB, Olubambi PA (2020) Reactive synthesis of CNTs reinforced nickel aluminide composites by spark plasma sintering. Mater Sci Eng, A 796:140070
Xu W, Lu X, Zhang B, Liu C, Lv S, Yang S, Qu X (2018) Effects of porosity on mechanical properties and corrosion resistances of PM-fabricated porous Ti-10Mo alloy. Metals 8:188
Hyjek P, Sulima I, Malczewski P, Bryla K, Jaworska L (2020) Effect of reactive SPS on the microstructure and properties of a dual-phase Ni-Al intermetallic compound and Ni-Al-TiB2 composite. Materials 13:5668
Liu ZY, Xiao BL, Wang WG, Ma ZY (2012) Singly dispersed carbon nanotube/aluminium composites fabricated by powder metallurgy combined with friction stir processing. Carbon 50:1843–1852
Acknowledgements
The authors would like to acknowledge the National Research Foundation (NRF) – South Africa for the financial support towards this study. The authors would also like to acknowledge Global Excellence Stature (GES) 4.0—University of Johannesburg.
Funding
Open access funding provided by University of Johannesburg.
Author information
Authors and Affiliations
Contributions
MN: carrying out experiments and manuscript composition. MGRM: conception, experimental design and manuscript composition. MAA: Manuscript composition. PAO: funding acquisition.
Corresponding author
Ethics declarations
Conflict of interest
The authors of this study would like to declare no conflict of interest.
Ethical approval
The experiments carried out in this study did not involve human tissue.
Additional information
Handling Editor: Catalin Croitoru.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Netshia, M., Mahlobo, M.G.R., Awotunde, M.A. et al. Comparative study on the corrosion behaviour of CNT-reinforced NiAl alloys in NaCl and Na2SO4 solutions. J Mater Sci 58, 6329–6342 (2023). https://doi.org/10.1007/s10853-023-08405-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-023-08405-7