
Abstract
The influence of particle size on the flammability and explosion severity has been widely demonstrated for coals along the years: the thinner the particle size, the more flammable is the dust and more severe are the explosions. Later, the increase on the use of biomass led to using the same resources and techniques for both groups of materials, considering them similar enough. However, there are basic differences between biomass and coal dust particles that leads to different behaviours when focusing on industrial fire safety. This difference is the starting point of this review, where a study on the existing knowledge in relation to the size and shape of biomass dust is presented. The methodologies and parameters used to determine particle size are described and discussed, showing the inconvenience of using only one parameter (d50) to describe dust, as well as the need of a standardized methodology to homogenise the results. The biomass data gathered from scientific literature and the following analysis carried out has also highlighted the importance of identifying samples in an accurate way and the strong necessity of further research on these materials and on the interdependence between particle size and the experimental procedures for flammability and explosibility properties.
Similar content being viewed by others

1 Introduction
Due to the measures established by different governments to reduce the greenhouse gas emissions and limit the effects of climate change, the use of biomass has been promoted over the last decades as a renewable source of energy, resulting in an increase in the industries that produce, manage, storage and use biomass. However, such activities are strongly associated with workplace working hazards due to the inherent properties of biomass. Dust deposits and accumulations are commonly known to experience spontaneous combustion (combustion without an external ignition source) and smouldering combustion (flameless combustion). These two phenomena can cause an enormous threat themselves and, additionally and among other externals sources such as electrical sparks, can act as the ignition source needed to produce other events such as open flame fires and explosions (gas/dust/hybrid) (Figure 1) [1, 2].

Route map for processes involving industrial accidents related to solid biomasses
The ignition tendency of dusts and their explosion severity are affected by material factors such as particle size, moisture, and composition (including inertizing material), which need to be considered when determining them. Several authors have researched on the influence of these factors [3,4,5,6,7,8]. However, the role played by them, and particularly by the particle size, is not completely understood yet; recent works indicate that further research on the influence of particle size on biomass dust flammability and explosibility is still necessary [9,10,11].
The influence of particle size on the behaviour of dust and its flammability has been thoroughly studied for coals [12,13,14,15], and it is well-known that smaller particles cause easier-to-ignite clouds and that the resulting explosions are more violent. Moreover, deposits of coal dust (layers or in-depth ones) are also more prone to ignite when the particle size is finer.
However, when studying biomasses, the answer is not that simple. Firstly, there is no consensus on a definition for particle size and on how to determine and report the particle size of biomass dust samples [16]. Unlike coal dust particles, biomass particles are normally elongated [17], longer in one direction; this is a characteristic that cannot be adequately represented by the most used particle size parameters. For example, it is usual that a dust sample is defined by the size of the particles that can go through a sieve, but in the case of elongated particles this size strongly depends on the relative position of the particles in relation to the sieve holes. Because of that, it is possible that the median diameter (d50), which has been traditionally used as a universal parameter for reporting the particle size of a dust sample, is larger than the hole size of the sieve employed to prepare the sample; many calculation methods of d50 are based on the assumption that particles are spherical.
Secondly, although several methodologies are available to measure the particle size of dust samples [18,19,20,21,22,23], not all of them are suitable for biomasses in relation with the flammability and explosibility parameters. The most used methodologies in laboratories all around the world seem to be sieving and laser diffraction, which, as mentioned above, are suitable for round particles but are not designed to measure elongated particles [24,25,26].
Finally, it is important to note that using a single particle size parameter could be inadequate for representing dust samples, which in fact contain a distribution of particles with different sizes. Polydispersity [27], specific surface area (SSA) [28], or skewness [29] are examples of other approaches that should be further studied and may be adopted. These alternative parameters reflect the importance of also considering the entire particle size distribution curve, not just one single representative diameter, and of providing a particle size that could be independent of the particle shape; all these considerations could be essential to accurately describe both heat exchange and fluid mechanics involved in the combustion phenomena.
Thus, it is clear that a more comprehensive understanding of the particle size problem is needed, including aspects like its accurate measuring and reporting, its role in the flammability and explosibility parameters or the interaction between the experimental explosion procedures and apparatus and the particle size distribution. This knowledge would benefit the management of fire and explosion risks in biomass industrial facilities and could lead to improvements in the standardised testing methods. As a first step, it seems necessary to gather information about how biomass dust samples are being characterised by different research groups around the world and which flammability and explosion severity values belong to this broad group of materials known as “biomass”.
This review analyses the existing knowledge in relation to the size and shape of biomass dusts, including the different experimental procedures used and parameters reported, the flammability and explosibility data available in the literature, and the inconsistencies detected. In addition, suggestions, and advice to improve the reporting of data are provided, along with future needs and aspects to be further investigated.
2 Overall Characteristics of Biomass
Biomass is defined by the Directive 2009/28/EC [30] as the “biodegradable fraction of products, waste and residues from biological origin from agriculture (including vegetal and animal substances), forestry and related industries, including fisheries and aquaculture, as well as the biodegradable fraction of industrial and municipal waste”.
Biomass can be burned as a solid biofuel for heat and/or electricity production, with or without previous treatments (selection, drying, size reduction, pelletizing, etc.) [31]. The most typical biomass is lignocellulosic biomass, which is mainly composed by three macromolecular organic polymers: cellulose, hemicellulose, and lignin. Cellulose and hemicellulose are polysaccharides formed by sugar chains, while lignin is an aromatic branched-chain stronger than the other components and acts as structural support [32]. Since ancient times, these materials have been one of the main energy sources for humanity, being the combustion of wood the most common process worldwide. However, there exists a great variety of other vegetal biomasses that can be used for the production of solid biofuels. For example, standard ISO 17225-1 [33] compiles a list of solid biofuels according to their origin and sources and proposes a four-level classification system. Table 1 shows different biomass sources categorised following the three first levels of the ISO 17225-1 classification system. However, biomasses like animal manure, sewage sludge or municipal garbage are not included in standard ISO 17225-1; neither is peat.
Alternatively, some biomasses are used for producing bioliquid/biofuel or biogas in industrial facilities instead of being used as solid biofuels (see Figure 2) [34].

Overview of applications of biomass
As mentioned before, biomass samples (woody, herbaceous and fruit biomasses) are usually fibrous in shape. Some examples are provided in Figure 3.

Examples of different biomasses: (a) pomace, (b) malt dust, (c) olive pellets, (d) wood chips
3 Flammability and Explosibility Properties
Several parameters are employed to define both the ignition sensitivity (or flammability) and the explosion severity of dusts, such as the minimum explosion concentration (MEC), the limiting oxygen concentration (LOC), the minimum ignition energy (MIE), and the minimum ignition temperature of a dust layer or cloud (MITl and MITc) for the former, and the explosion index (KSt), the maximum explosion pressure rise rate (dP/dt)max and the maximum explosion pressure (Pmax) for the latter. These parameters can be defined as follows (further information can be found in the literature [1, 35]):
-
Minimum explosive concentration (MEC) or lower explosion limit (LEL): the lowest amount of dust dispersed in a certain volume of air forming a cloud that could lead to ignition.
-
Limiting oxygen concentration (LOC): the lowest oxygen concentration in a mixture of combustible dust, air and an inert/non-flammable gas in order to produce the ignition.
-
Minimum ignition energy (MIE): the lowest energy required by a high voltage capacitor discharge in order to produce the ignition of a dust cloud.
-
Minimum ignition temperature: the minimum temperature that, once acquired by a surface, can produce the ignition of a dust layer (MITl) or a dust cloud (MITc).
-
Maximum explosion pressure (Pmax): the highest overpressure occurring when a dust cloud ignites in a closed vessel.
-
Maximum rate of explosion pressure rise (dP/dt)max: the maximum slope of the pressure/time curve during a confined explosion of a dust cloud.
-
Explosion index or characteristic constant of the dust (KSt or Kmax): the maximum rate of explosion pressure rise (dP/dt)max corresponding to a vessel volume of 1 m3; if using a different volume, it can be calculated applying the “cubic law equation”: KSt = (dP/dt)max ⋅ V1/3.
Until March 2016, the experimental methods to determine these parameters in Europe were defined by standards EN 13821 [36] (MIE), EN 50281-2-1 [37] (MITl and MITc), EN 14034-1 [38] (Pmax), EN 14034-2 [39] ((dP/dt)max and KSt), EN 14034-3 [40] (MEC) and EN 14034-4 [41] (LOC). In 2016, the combustible dust test methods were grouped in the standard EN ISO/IEC 80079-20-2 [42], which supersedes standards EN 13821 and EN 50281-2-1 to standardise all the protocols for combustible dust tests. However, the series of European standards EN 14034 remains effective [42]. Other standards exist, such as the ASTM standards (see Table 2).
The above standards establish the experimental conditions to be applied during the determination of the combustible dust parameters, including the volume of the apparatus, the ignition energy and location, the turbulence of the dust cloud (injection procedure and ignition delay) or the thickness and area of the dust layer, etc. It is important to remark that the flammability and explosibility properties are not fundamental characteristics of the dust but depends on the experimental procedure and apparatus. This remarks the importance of applying standardised techniques and of indicating if some deviation from the standardised method is being used.
4 Particle Size
4.1 Particle Size Characterisation
Particle size is a notion introduced for comparing dimensions of solid particles. It has been determined, studied, and compiled in several fields due to the different consequences that its variation can cause.
In the field of flammability and dust explosions, particle size has been deeply studied for fossil fuels, where a clear dependency has been observed: the lower the particle size, the more probable ignition is, and the worse the consequences will be [43]. Trying to avoid fine particles became then one of the keys of all prevention plans in mines and coal storages [13]. However, how to precisely define the particle size of a sample has never been clarified and homogenised, at least in this field.
The term “particle size” usually refers to the median diameter, the so-called d50, and is defined as the size value below which 50% of the cumulative distribution curve is present (on a volume or mass basis). If more information was provided, d10, d90 and the specific surface area or SSA were the next parameters reported. The dxx values represent the particle sizes for which xx% of the particles are finer, on a volume or mass basis, while the SSA value measures the ratio of the surface area to the mass for a sample of particles. However, other different “diameters” have been used to identify the particle size and their definitions are presented in Table 3 [22, 44]. Thus, the particle size of a dust sample does not correspond to a fixed, intrinsic value, but depends on the parameter used to report the size, and also on the experimental technique applied (see Sect. 5).
Furthermore, using a single numerical value to report the particle size is a simplification. It is known that the entire particle size distribution (PSD) curve exerts a strong influence on the flammability and explosibility of dusts, being the finer particles in the PSD curve that promote most to these phenomena [29]. This fact is not adequately reflected by the d50 and, thus, additional parameters have been proposed in recent years to complete the granulometry reports of combustible dusts: polydispersity and skewness.
4.2 Polydispersity
The term polydispersity (or span) is used to describe the degree of non-uniformity of a distribution and is calculated according to Equation 1.
The influence of polydispersity on dust explosions has been studied by different authors. Castellanos et al. [27] observed that, at constant d50, the explosion severity of aluminium dust (both Pmax and KSt values) dramatically increased with σD. Liu et al. [45] observed the same trend for coal. Li et al. [46] suggested that the evaluation of coal dust explosion severity should be considered in terms of dust concentration, particle size and polydispersity. However, data in [46] showed the opposite trend than that found by Castellanos et al. [27], as Tascón pointed out [29]. The reason for these contradictory trends seems to be the failure of σD to differentiate the span of the curve in the fine size from the span in the coarse size [29]. In connection with this idea about the importance of the fine size span, Zhang et al. [47] measured the explosion severity of five coal samples with the same σD and different particle size distributions and concluded that both d10 and d50 greatly affect the maximum rate of pressure rise. Their results also highlight the idea that polydispersity cannot be used alone to describe these correlations. Recently, Castellanos et al. [48] demonstrated that polydispersity also influences MIE and remarked the importance of reporting polydispersity and d3,2 along with d50 to better describe the particle size distributions.
A common outcome from all the above studies is the significant correlation between the dust polydispersity and its ignitability and explosibility parameters. However, such correlation can be positive or negative, depending on the specific d10, d50 and d90 values of the sample, and this inconsistency makes polydispersity index inappropriate, by itself, to characterise and compare materials and samples in the field of dust explosions. Therefore, polydispersity should always be reported along with other parameters such as d10, d50 and d90, d3,2 or SSA.
4.3 Skewness
Skewness expresses the degree of asymmetry of a particle size distribution in comparison to a normal distribution [44].
Tascón [29] proposed graphic skewness (SkG) to complement the usual d50 value to better describe the sample size distribution. This parameter showed a coherent correlation when applied to data previously published [27, 46] and its interpretation is straightforward: 0 for a perfectly symmetrical PSD curve, < 0 for distributions with a tail of fines, and > 0 for distributions with a tail of coarse particles. However, its significance in relation to the sample behaviour cannot be separated from the median diameter d50, which shows a stronger influence on explosion behaviour [29, 49]. Thus, the application of skewness could be limited to compare samples with similar d50.
4.4 Particle Shape
The approach of determining a diameter to characterise the particle size only works for round-shaped particles, since the terms particle size and diameter are unambiguous in the case of spheres, but not in the case of fibrous particles [50].
Particle shape is defined by the relative dimensions of the long, intermediate, and short axes of the particle. A spherical particle has higher volume to surface ratio (or aspect ratio) than a cylindrical particle of the same volume. Therefore, particles with a smaller aspect ratio heat up faster, which results in a faster conversion rate during combustion. The relative influence of heating rate on devolatilization time in the case of larger wood particles is less important when compared to that for smaller particles, whereas the influence of particle shape becomes more important with the increasing particle size due to the predominance of internal heat transfer control within the large particles [51].
Near-spherical particles lose mass slower and also produce slightly lower volatiles yield in comparison with flake-like and cylinder-like particles. The impact of the shape on these processes increases when increasing the particle size [52]. When the L/D ratio is lower, the devolatilization and burnout times are also lower [53]. Therefore, particle morphology has an influence on the ignition and explosion phenomena. Ideally, it should be included in the studies that determine the flammability and explosibility tendency of dusts. However, to include it, specific parameters should be defined and established to standardise its determination and reporting.
5 Size Characterisation Techniques
The choice of the technique will depend on many factors, including access to equipment, costs, characteristics of the sample, particle size range, and time constraints. Measurements from one technique could be different from those obtained using a different technique [54].
5.1 Sieves
Sieving is a physical method of separating granular materials and is one of the most common methods for particle size analysis of solid materials. It consists of passing a sample, which is a mixture of particles of varied sizes, through a sieve; the particles that are smaller than the aperture of the sieve will pass through the sieve and the larger ones will be retained by it. The sieve aperture indicates the equivalent diameter, which is defined as the diameter of the largest sphere that would pass through the mesh. To fully determine the particle size of a sample, consecutive sieves of decreasing aperture size can be used. The standardised sizes and the specifications of this method are described in ISO 3310-1 [55] and ASTM E11-22 [56]. By weighting the amount of sample that is retained in each sieve, a complete PSD curve can be determined [18].
PSDs obtained with the standard sieving method are usually given as a function of a single characteristic length of the particle. Thus, particle size is fully characterised in the case of spherical particles, but it presents uncertainties when the particle has more complex morphologies, as is the case of most biomass powders [24]. The effects of non-sphericity may cause discrepancies in the results. Consequently, particle shape must be specified along with the shape of the sieve apertures when using this method [57]. Moreover, the lack of standardisation in the application of this technique to the preparation of samples prior to flammability and explosibility tests makes it difficult to compare results from different laboratories.
5.2 Laser Diffraction Methods
Laser diffraction (or light scattering) techniques fall within the category of non-imaging type of methods using a light beam [58]. The general principle of this technique is that the interaction of a particle and light incident upon it gives rise to diffraction of light due to slight differences in the path length of the light waves [26]. The diffracted waves are then scattered in different directions, which depend on the size and shape of the particle: the smaller the particle, the broader the range of angles over scattering occurs; large, spherical particles scatter mostly in the forward direction [26]. Then, an optical model and an inversion algorithm are necessary for deconvolution of the scattered pattern and size determination [26, 59].
This methodology also assumes that particles are spherical. Particles that deviate from a sphere will introduce some degree of error [59]. In addition, agglomerates cannot be distinguished by light diffraction instruments, and thus, suitable dispersion procedures that prevent samples from agglomerating are a key factor [26]; samples are dispersed in air (“dry” method) or in a transparent liquid (“wet” method) [58]. The laser diffraction technique also assumes that there is no interaction between the light scattered from different particles, so there is a limitation on the concentration of particles passing through the system [26]. The principal result of the laser diffraction technique is a volume-based PSD for a collective of spheres [26, 44].
5.3 Photo Analysis and Digital Image Processing
Photo analysis is one of the most accurate methods when it comes to determining particle size and shape. This consists of passing the particles flow between the light source and the cameras, which record the shadows cast by the particles. Most particle analysis software maps the particle shape to an approximate ellipse. Analysis using this technique provides better estimates than the bounding rectangle to obtain the final particle dimension of interest [19].
This method has aroused great interest recently since different research studies judge image-based systems as superior over competing technologies, at least for particles above 1 μm [51, 60]. Its main limitation is the diameter range that one specific optical device can measure. Moreover, the number of dispersed particles to be measured must be large enough to generate a valid size distribution, thus introducing some degree of uncertainty; this number can vary depending on the particle distribution in size, shape, and morphology. In addition, 2D imaging processing can only generate two dimensional projections, so some assumption has to be adopted regarding the thickness of the particles for the particle volume calculation.
Despite this limitations, literature proposes photo analysis tools as a potential method to determine particle size distribution, for example combined with direct and in-line data acquisition for optimization and process control in industrial facilities [60].
5.4 Counting Methods
Counting methods were the first methods developed to determine particle size distribution by counting the number of particles. These methods suspend the dust to produce a cloud that passes through the “measuring zone” where the technique of each counting method is applied. The most common techniques are the optical and the electro resistance methods.
The optical counting methods apply light beams to the dust cloud to measure the particle size by considering transmitted or dispersed light [61]. Optical counting methods provide data enough to measure the PSD without assumptions on a theoretical distribution, however, the accuracy of the method depends on several factors such as the refractive index of the particle tested, the approximation to spherical shape of the same and the wavelength of the light beam.
Electro resistance counting methods are based on voltage differences when the particles go through an electrical current. The main advantages of this method rely on its simplicity and its independence on the particle shape as it only considers the volume of the particle [61]. The method provides high resolution results and fine difference between two particles, which produces a highly accurate PSD [62]. As it is possible to control the electrical pulses amplification, the method allows the measure of a wide range of volumes [22]. However, its accuracy will depend on the liquid volume measurement and pulse recording, as it must be defined by several parameters in order to discriminate between the pulses and noise. Besides that, the system calibration also influences accuracy [63] and it has been found that the method is not suitable for porous materials [64]. It presents low accuracy when measuring fibrous materials. Further information regarding this method can be found in [65,66,67,68,69,70,71,72,73,74,75,76,77]
5.5 Air Elutriation Analysis
The particle elutriation method is based on the sedimentation speed differences existing between particles and consists of circulating gas flow in the opposite direction to the sedimentation direction in order to suspend and separate particles according to size, shape, and density. Particle elutriation mainly depends on the hydrodynamic behaviour in the fluidised bed, the dynamic behaviour of small particles, and especially the agglomerates caused by electrostatic attractions [78]. Hence, static electricity has multifactor effects than can have an influence on the results. [79]
5.6 Sedimentation Techniques
Particle size can be determined measuring its sedimentation inside a fluid, as the settling rate is related to its size according to the Stokes law [80]. The main disadvantage of sedimentation techniques relies in the assumption that the particles are spheres when applying Stokes law, producing a deviation that increases the smaller is the particle.
The classification of the sedimentation techniques can be done according to the position of the particles in the test (homogeneous and line-start methods), to the force field (gravitational and centrifugal methods) or to the quantity measured (incremental and cumulative methods) [81]. Besides that classification, there are several methods that improved sedimentation techniques such as “image-sedimentation”, which combines image techniques and sedimentation principles [82], or “photo sedimentation”, which combines gravitational sedimentation methods and photoelectric measurement [22]. Further information regarding this method can be found in [83,84,85]
5.7 Ultrasound
Ultrasound attenuation or ultrasound extinction is a relatively new technique that can only be applied to measurements in liquid dispersions. Its measurement range is about 0.01–1000 μm and can handle high solids concentrations (up to 70% (v/v)) and opaque liquid media [44], in contrast to laser diffraction methods. To deduce the PSD from measurements, a deconvolution matrix is applied, which in turn needs various thermodynamic, mechanical and transport properties of both particulate phase and dispersion medium [44]. The main interest of this technique is the wide concentration range and when dilution of the sample is impossible, as for example in process or product controlling by in-line measurements [44]. Calculation of the material porosity and pore size is also possible by using ultrasound techniques [86]. This methodology includes acoustic and electroacoustic spectroscopy techniques, both of which are based on sound propagation. Further information regarding this method can be found in [87,88,89,90,91]
5.8 Laser Obscuration Time
Laser (or light) obscuration time techniques estimate particle size from the light attenuation by the presence of a particle. Since the rotary speed of the laser in the apparatus is known, the particle size can be determined using the obscuration time [92]. This method is independent of material optical properties and optical models, can be applied to heterogeneous mixtures and polymodal distributions, and also does not assume spherical particles [92]. Laser obscuration time instruments can be associated to video imaging systems to characterise particle shape [21].
5.9 BET
This technique is based on the physical adsorption of gas molecules on a solid surface, i.e. physisorption [93]. BET methods are applied to obtain the specific surface area or SSA (in m2/g) and/or the pore size of the particles, including average pore size, total pore volume and pore size distribution, but they do not provide either a PSD or a mean diameter. Different adsorbates can be used but the most employed is nitrogen; adsorbate selection and its temperature are not trivial aspects since some of them can produce pore shrinkage [94]. Calculation of the specific surface area is usually based on the Brunauer–Emmett–Teller (BET) theory [95], which is an extension of the Langmuir adsorption model, and the obtained area is usually referred as “BET area”.
It is important to note that, in spite of its popularity, the values of surface area as derived by either the Langmuir or the BET analysis are of doubtful value [96] and that this method presents important limitations in analysing the surface area of microporous samples [97]. Then, it is important to exercise caution in applying these methods for the assessment of surface area; BET areas can be misleading, as reported by Addo et al. [98]. BET is the oldest and most often used but least reliable theoretical formulation used in physisorption; other models are available [93].
5.10 Air Pollution Emissions Measurements
The particles suspended in air that typically produce air pollution present a wide range of particle size from 1 nm to 100 μm. Because of that, the measurement of air pollution emissions can be carried out using several methods such as filtration, optical methods, beta-attenuation, resonating microbalance or size fractionation [99,100,101,102,103,104,105].
6 Review of Current Available Data
A review of biomass data has been carried out with a focus on fire and explosion safety in industrial facilities. Information was gathered from scientific literature in order to know what samples have been characterised and how have been reported. In some cases, authors provided graphical data, so approximate values were extracted from figures and graphs. Not only biomass samples were considered, but also coals, as their behaviour is well known and can be used for comparison purposes. Although this collection of biomasses and coals does not intend to be exhaustive, it is quite representative of the research carried out in the last 25 years. From the information collected it was noticed that most of the samples are woody biomasses. However, some studies focussed on non-woody biomasses, such as shells, straw, or sewage sludge, among others.
The complete data set collected is displayed in the Supplementary Information appendix and includes 113 different samples (29 non-woody biomasses, 60 woody biomasses and 24 coals) obtained from 23 published papers.
The methodology that had been applied to determine the particle size is shown in Figure 4, where each group is defined by a pattern (non-woody biomass is shown as solid, woody biomass as small dots, and coal as large dots) and each method by a colour (laser diffraction is represented as blue, sieves as yellow, Coulter Counter as red, BET & Dynamic Image Analysis as orange, and method not reported as green). As can be seen, laser diffraction is by large the most used method, followed by sieving. Although these two methods do not properly work for fibrous particles, as explained above, only a few studies applied other methods. It is remarkable that several studies provided particle size information without specifying the methodology applied, making impossible the replication of results. The PSD curve is rarely reported (only 36.3% of the samples).

Methodologies for determining the particle size of the samples in the data set
Although laser diffraction apparatuses can provide SSA, d3,2 and d4,3 values, approximately only 25% of the papers selected provide this type of information. The median diameter (d50) is the most common parameter reported, in some cases complemented with the d10 and d90 values. However, only half of the studies include d10 and d90 values.
Some studies have highlighted the disagreement between the results obtained using different techniques [17]. Trubetskaya et al. [51] pointed out that sieving and 2D dynamic imaging produced very similar size distributions for a set of biomass samples, while a significant deviation was observed when compared with the results from laser-based technologies. Furthermore, non-trivial differences can be detected between laboratories using the same technique [17].
Besides particle size, some of the samples were characterised in terms of proximate analysis (moisture—M, ash—A, volatile matter—V, and fixed carbon—FC content) or particle shape, being SEM the most commonly used technique, although some studies applied polarised light microscopy or digital camara photos.
Explosion severity parameters, i.e., the maximum explosion pressure (Pmax) and the explosion index (KSt) or the maximum explosion pressure rise rate (dP/dt)max, are reported for most samples. Although KSt calculation is immediate from (dP/dt)max, some authors do not report this value or vice versa; these parameters have been calculated and added to the data set when not reported. In addition, different ignition sensitivity parameters are provided in some cases, existing an important amount of data regarding the minimum ignition temperature in layer (MITl), the minimum explosion concentration (MEC) and the minimum ignition energy (MIE). However, it is important to remark that few works include a complete characterisation of the samples. Reporting only the explosibility properties and/or just some of the flammability parameters is the widespread practice and this selection depends on the scope and objectives of the study. The same can be said about the characterisation of the samples (particle size distribution parameters, particle shape and proximate analysis).
It is important to note that some specific studies do not provide standardised values, but alternative ratios or parameters, which complicates comparison between samples and analysis of the data. For example, some studies express MEC as a burnt equivalence ratio [106, 107]. Other studies report Pmax in terms of absolute pressure (bar(a)) [17, 107,108,109], whereas standard EN 14034-1 [38] define Pmax as an overpressure in bar(g); also dust explosion venting standards use gauge pressures [110, 111]. These contradictions are misleading to readers and can produce mistakes in the interpretation and application of data. Furthermore, reporting alternative parameters or ratios makes it difficult to compare data.
Moreover, not all data were obtained following standardised experimental procedures. Only 67% of the 113 samples (60 biomasses and 16 coals) are reported to have been tested according to a recognised standard (ISO, EN, ASTM or others). The remaining 33% samples (29 biomasses and 8 coals) are reported without specifying if a standardised methodology was applied, and only in the case of 9 biomasses out of these 37 samples information on the number of repetitions of the tests is indicated.
In addition, it can be seen that poor identification of samples is not unusual. Several biomasses are identified by their common names in English, not by their scientific names, or by general terms as “wood pellets”, “wood dust” or “wood chips”. These oversimplifications can lead to confusion and misunderstanding about the sample’s origin. As most of the biomasses have vegetal origin, using species scientific names provide valuable information for further comparison and discussion of the data.
After collecting and studying all the information presented in the Supplementary Information appendix, the data was statistically analysed. As mentioned before, biomass are heterogeneous products from different origins whose properties substantially vary from type to type. Therefore, in order to properly address biomass ignition or explosion properties, physicochemical characterization has to be carried out in order to properly define the biomass type. However, it was found out that several studies did not include this information. Table 4 reports the statistical analysis carried out using the relationship between the physicochemical properties and the explosion and ignition parameters. In this table the colour of the cell represents the correlation coefficient between factors (from − 1 in red to 1 in green) while the numerical value represents the number of samples available for the analysis.
From the data presented in the table it can be noticed that the correlation values are quite low, and only close to 1 when low amount of data were considered and, therefore, accuracy cannot be guaranteed. Moisture and median size d50 are the parameters which present greater data amount and therefore, might lead to the most significant correlations. Indeed, to detect possible correlations between particle size parameters and flammability or explosibility parameters, a statistical analysis is displayed in the following section with the most relevant data that might lead to draw significant conclusions.
Regarding proximate data, it can be noticed that the studies providing explosion severity parameters reported moisture, volatile, ash and fixed carbon contents in more cases than those studies that focused on ignition sensitivity. Similar tendency was found when considering particle size main parameters (d10, d50 and d90). Moreover, important parameters that are usually determined with the same PSD method, such as d4,3, d3,2 and SSA are not often reported and, therefore, it is impossible to properly address their influence on ignition sensitivity and explosion severity.
Nevertheless, it is clear that there is a lack of information in the literature that hinders performing a significant statistical analysis. Researchers should consider including these parameters when publishing research as it has been proved that these physicochemical parameters affects and flammability and explosibility parameters.
6.1 Influence of Particle Size on the Flammability and Explosibility Properties
The dxx values of both biomass and coal samples obtained in the literature and presented in the Supplementary Information were analysed. Figure 5 shows violin plots for the d10, d50 and d90 values referred to each sample group. The grey inner band represents first and third quartile, and the white dot inside corresponds to the median value. Induvial results are plotted as dots. Several papers reported only the d50 value, so a greater density of dots is shown in the d50 violin plot. The wider the plot section, the more probable is the data. Because of that, it is possible to figure out data distributions. For example, d90 plots showed a slightly bimodal distribution tendency, with a wide range. On the other hand, d50 points located very close to each other, leading to small density areas in short ranges.

Distribution of numerical data corresponding to the particle size of biomass and coal samples
Biomasses presented a wider range for all these three parameters, as well as higher values (see Figure 5). That means that, in average, biomass samples in the data set had larger and more heterogeneous particles than coals. This is particularly notorious in the case of the d90 violin plot. The wide range associated with d90 indicates the great variation between the different biomass PSDs.
The deviances detected in the set of biomass samples can be partly explained by the difficulty of properly preparing the samples composed of fibrous particles –typically presented in biomasses– when using milling and/or sieving procedures. Moreover, this could also suggest that biomass samples from industrial facilities present a greater variety of particles sizes in comparison with other materials.
This dispersion of particle size, together with the heterogeneous morphology and composition of biomass samples, leads to great deviances when studying explosion severity. As shown in Figure 6, KSt and (dP/dt)max presented wider ranges for biomasses than for coals. In contrast, Pmax showed a greater deviation for coals than for biomasses as the data retrieved from coals did not take into account the different types of coals (anthracite, lignite, coke, etc.). This behaviour can be explained by the fact that the heat of combustion, which determines the amount of heat that can be liberated in the explosion and the subsequent overpressure in a confined volume [1], varies significantly depending upon the coal type but much less in the case of biomasses.

Comparison of coals and biomasses in the data set depending on the explosion severity parameters
Figures 7 and 8 show the correlation of the explosion severity parameters with the specific surface area (SSA) for biomass and coal samples reported in [108, 112, 113]. The dispersion of data for the group of biomass samples was also remarkable, as demonstrated by the R2 value, and contrasted with the behaviour of the coal data. The explosibility values for biomasses varied within a bigger range and did not evolve as linearly as they did for coals.


However, when the biomass data was separated into the different forest biomass species (Pinus massoniana, Cinnamonum campora and Populus alba), as shown in Figures. 9 and 10, the data dispersion reduced significantly and the R2 values increased, becoming similar to those calculated for coal samples. This has important implications for risk management. Extrapolating data to a biomass from a different species could lead to gross errors, as each biomass presents different explosion behaviour, which depends on its chemical composition, moisture, volatile content, particle shape, etc. Moreover, Figure 10 illustrates that the influence of SSA on KSt could be much stronger for biomasses than in the case of coal since the slopes of the three biomass lines were higher. It is important to note that all these four figures (Figures. 7, 8, 9, 10) are semi-logarithmic plots, specifically linear-log plots.


The role played by SSA in explosion severity is quite evident according to Figures. 7, 8, 9, 10. This result agrees with previous study by Gerhold and Stahmer, who formulated correlations of both Pmax and KSt with the natural logarithm of SSA and Hs (calorific value) [114].It is important to remark that the SSA values included in the above figures were determined indirectly by laser diffraction, i.e., the surface areas of the particles were not actually measured but they were estimated from the spherical particles assumed by the theoretical models implemented in the measuring laser equipment. On the contrary, the set of d3,2 values reported in the Supplementary Information did not correlate with the explosibility parameters as well as SSA did, because in this case they were a mixture of different biomass materials, not a group of samples of the same biomass; the d3,2 correlations are not presented here. It is important to note that, despite the high number of samples gathered in this review, very few samples of the same biomass type (same species) but with different granulometry are available in the literature; and not all of them include all the particle size parameters (some report SSA, others d3,2, etc.).
A similar influence of the surface area of the particles on the flammability and explosibility parameters has been reported for other fibrous materials. Iarossi et al. investigated the flammability and explosibility parameters of two fibrous materials: polyamide and polyester fibres [115]. They concluded that finer flock sizes (smaller dtex, i.e. smaller diameter, or shorter length) have higher values of Pmax and KSt and smaller MEC, MIE and MIT. The main reason for this behaviour is that increasing either the diameter (dtex) or the length of the particles results in a decrease of the specific surface area. This conclusion also agrees with the results by Marmo and Cavallero [116], who demonstrated that the MIE of nylon flock is affected by both the diameter and the length of the fibre (much more by the diameter than by the length). Also, Marmo et al. [117] tested a set of textile samples mainly composed of wool, natural fibres and synthetic fibres, and found that the lower the fibre diameter is, the higher the KSt. In addition, Bagaria et al. [118] investigated the effect of particle morphology on the minimum ignition energy of aluminium dust samples that had the same particle size distribution, and demonstrated that the MIE of irregular particles is lower than the MIE of spherical particles; once again, the specific surface area played a key role in the results. Although differing in chemical nature, non-spherical biomass dusts are expected to have a similar behaviour in relation to the effects of the particle diameter and length. In fact, this similar behaviour has already been demonstrated for some fibrous wood samples by Amyotte et al.[119].
Figure 11 illustrates the correlation between d50 and KSt for the only four groups of samples with different size fractions available from the data set [112, 120]. It can be seen that the median diameter also correlates well with the explosion severity. It is clear that further research is necessary in this field in order to identify the parameters that best relates to the flammability and explosibility behaviour of biomasses. Despite the effort devoted to understanding biomass properties over the last years, few studies have addressed the issue of particle size influence over flammability and explosibility properties. As pointed out by Santandrea et al. [121], the selection of the right metrics is not a trivial issue; the size range of the particles and the phenomenon controlling the combustion mechanism could play a key role here. A multi-metric approach could be necessary.

In addition, the size and morphology of dust particles, along with the humidity and agglomeration processes, influence the dustiness of the material, i.e. the tendency of a dust to form clouds [122]. This aspect is relevant when analysing explosion risks at industrial scale.
As pointed out by Bagaria et al. [118]], literature shows that particle morphology can influence dust explosion properties, but this is not always evident, as shape is often not decoupled from size distribution.
6.2 Influence of Flammability and Explosibility Experimental Techniques
The experimental apparatuses and methods (see Table 2) employed for characterising the flammability and explosibility properties of dusts determine the results obtained, since the parameters measured are not fundamental properties of the materials [35]. Furthermore, they can also affect the PSD of the samples. For example, injection and dispersion of dust samples within the 20 L explosion testing device, which is used in the MEC, LOC, Pmax and KSt tests, result in further comminution of materials [123]; this effect is acknowledged by the standards [38,39,40,41]. The dispersion system in this explosion vessel is composed of a pressurised air container, a fast-acting valve, a pipe and a nozzle.
Experiments with coal dust by Miller et al.[49] indicate that the change in PSD varies with concentration; the lower the dust concentration, the greater the particle size change. This change in size is not insignificant: coal dust samples into the common range of 125 g/m3 up to 1250 g/m3 had over a 49% decrease in particle size for d50, and over a 59% decrease for d10 [49].
Bagaria et al. [124] compared the performance of the standard dispersion system used in the 20 L sphere to that of a novel device in a 36 L dust explosion apparatus. In this novel device the dust was stored just below the vessel and did not pass through an outlet valve. As a result, some mitigation of the particle breakage was achieved, but not so high as expected, leading to the conclusion that both the nozzle and the cloud turbulence have a prominent role in size reduction. Further results obtained for three different materials (anthraquinone, acetaminophen and ascorbic acid) [124] indicate that all the stages of the dispersion mechanism play a role in the loss of particle integrity; eliminating only one stage would not eliminate particle breakage because the others will cause a similar amount of attrition of the larger particles received. As demonstrated by Sanchirico et al. [125], the type of nozzle also affects the intensity of the change in the particle size; the rebound nozzle generates a more significant particle breakage than the perforated dispersion ring.
On the other hand, the particle size itself also determines the dispersion of dust inside the 20 L sphere. For example, Sarli et al. [126] developed numerical simulations that suggest that dusts with large particles (≥ 100 μm) do not follow the fluid flow and are pushed toward the walls, generating dead volumes into the sphere.
In the case of the minimum ignition energy (MIE), the MIKE3 apparatus does not generate particle breakage, as demonstrated by Bagaria et al. [127]. This different behaviour with respect to that described above can be explained by the lower air pressure used to disperse the dust in the MIE tests (7 bar) in comparison with that employed in the 20 L and 36 L vessels (20 bar). However, the MIKE3 apparatus also generates a slightly shift in the PSD, in this case towards larger diameters [127]; the reason is that a fraction of the smallest particles escapes the tube through the top lid, sticks to the tube or becomes trapped around and under the electrode. If the dust had an electrostatic nature, it was demonstrated that many of the smaller particles would stick to the tube, leading to a significant shift in size distribution.
These changes in the PSD of the samples and the resulting differences between the real particle size in the dust cloud tested and the size measured prior to the tests could have significant implications when assessing risks in industrial facilities. Although none of the above experiments involved biomass materials, it could be inferred that these phenomena also occur when testing biomasses. However, experimental verification is necessary to confirm whether or not –and in what extent– these changes can happen. It is important to note that size reduction after injection in the 20 L sphere is insignificant for some materials, such as Lycopodium spores, which present a high elasticity value in comparison to other materials [125].
It is well-known that injection and dispersion of fibres in experimental explosion chambers is problematic, what has led to the application of alternative dispersion methods by some researchers [17, 108, 115] and even to the proposal of new experimental methodologies [128]. As pointed out by Di Sarli et al. [129], the non-sphericity of particles plays a role in dust feeding and dispersion, and in turbulence generation in the 20 L vessel. They performed CFD simulations by taking into account only the effect of the shape factor on the drag coefficient, and they studied the variation of the corresponding turbulence kinetic energy, which showed different trends depending on the particle size. However, turbulence is also influenced by the interaction between the real geometry of the particles and the fluid flow, the nozzle, and the vessel wall; in consequence, this problem is not yet fully understood.
Nevertheless, it is clear that the behaviour of the fibrous particles in the standardised tests performed in the 20 L vessel and in other chambers could differ somehow from that of spherical particles. It can be deduced that this dissimilar behaviour could also happen in explosion tests in large vessels or even in real explosions in industrial equipment. This opens several questions:
-
Does the dissimilar behaviour of fibrous particles generate significant differences in the initial conditions of the tests?
-
How do these potential differences affect the test results?
-
Are the results obtained in the 20 L sphere and in other chambers underestimating or overestimating the flammability and explosibility properties of fibrous dusts?
-
Should the design methods of mitigation techniques, like venting, be adapted somehow when applied to fibrous particles?
It is evident that there are not satisfactory answers to these questions yet.
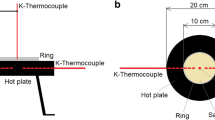
Additionally, particle size has great influence on the ignition risk of dust deposits and layers. To determine this risk, the minimum ignition temperature on a layer is determined with a 10 cm-diameter, 5 cm-thick metallic ring on a temperature-controlled hot surface, following the standard [42]. Miron and Lazzara [130] determined that there are three main factors affecting the ignition risk of a dust layer: nature of dust, layer thickness and particle size, in this order of importance. This shows again the importance of particle size on the flammability of dust, as well as the importance of the testing methods on the determination of these parameters.
The influence of particle size on dust layers ignition for coals have been determined in several cases [28] and clearly showed that the thinner the particle size, the lower the temperature needed to ignite the layer. However, this certainty is heavily influence by the possibility of agglomeration of the particles. An agglomeration of fine particles can cause an increase on the effective particle size that produces an increase on the temperature needed for ignition [131].
When analysing this tendency for biomasses, Fernandez-Anez and Garcia-Torrent [28] observed that in some cases, there are no differences between the behaviour of bulk materials compared to dust, opposite behaviour than the expected and observed for coals. However, this effect is observed in thicker layers, situation that has not been commonly studied for fossil fuels. This variation on the behaviour can represent a change on the way of handling and storing biomasses.
6.3 Prediction Models
Different prediction models for dust combustion have been developed and can be found in literature [132]. As described by Russo and Di Benedetto [133], the steps through which a single particle reacts in an organic dust cloud are the following: the dust particle is heated, producing volatiles (step I) that may react with the air in the form of homogeneous combustion (step II), then producing heat; and parallelly, the dust particle may undergo a heterogeneous combustion by reacting directly with oxygen diffusing towards the particle itself. All these combustion mechanisms are affected by the particle size. When the particle diameter is lower than a critical value, devolatilization followed by homogeneous gas-phase combustion is the dominant mechanism [134].
The reactivity of the dust-air mixture, i.e. the deflagration index KSt, has already been simulated by means of thermo-kinetic models that take into account the dust size (the mean dust diameter of spherical particles). The objective of these models is trying to reproduce the 20 L sphere experimental data. The models by Fumagalli et al. [135, 136] showed good agreement with the experimental values of materials that have near-spherical particles, excepting for KSt values under 50 bar∙m/s, which corresponded to mean diameters above 150 μm. An improved version has been presented by Copelli et al. [137], who achieved predicting the KSt value for different dusts above 60 μm. A review of different models and modelling approaches to estimate the explosion index can be found elsewhere [138].
However, the above models assume spherical particles and its application to fibrous materials has not been validated. For this reason, Di Benedetto and Russo extended their previous model, which had been developed for spherical particles [43, 139], to particles with cylindrical shape [133], but validation was carried out only for nylon fibres with very low diameter/length values. Trubetskaya et al. [51] developed a model to estimate the yields of volatiles and char during combustion of biomass, and recommended to represent biomass particles in combustion models as infinite cylinders, where the particle width is represented by the Martin minimum diameter. Nevertheless, proper characterisation of the size and shape of dust particles is critical to apply this type of prediction models.
6.4 Current Standards
The new European standard EN 80079-20-2 [42] proposes 500 µm as the upper limit for particles which may form explosive mixtures with air at atmospheric pressure and temperature. Despite the lack of total consensus concerning the definition of combustible dust, 500 µm is commonly considered an appropriate size criterion; North-American NFPA 652 [140] also agrees with this value. However, EN 80079-20-2 does not specify any methodology to determine the particle size of the sample.
EN 80079-20-2 gives some general advice about the preparation of the sample to be tested and its particle size: “If it is not possible to test the sample as received, or if the sample is no longer representative of the process material then it may be necessary to condition or alter the sample for testing. This may include grinding/sieving, drying and humidifying”. A further note clarifies that “where finer fractions are present in a facility it is appropriate to take fractions of less than 63 µm to give the most easily ignitable mixtures”. In addition, informative Annex E suggests that, when 20-L sphere is used, the material should be sieved to reduce its size to the point that it can be dispersed.
In this sense, the series of EN 14034 standards [38,39,40,41] state that the particle size distribution (and the moisture content) shall be determined for the sample as tested and given in the test report; these standards notify readers that the Pmax and (dP/dt)max increase with decreasing particle size, whereas MEC and LOC decrease. No further indication about the size of the samples for testing is provided.
Thus, the decision about testing the samples as received or modifying them by grinding and/or sieving relies on the laboratory –and those for whom the testing is being done– but this does not assure that the results from different laboratories are comparable. As an example, the IFA laboratory in Germany, which produces and maintains the GESTIS-DUST-EX database [141], informs users that tests on dust clouds are generally performed with a fraction of < 63 µm and tests on deposited dust with a sample fraction of < 250 µm; different criteria could be applied by other laboratories.
In contrast, the ASTM standards indicate that tests may be run on as-received samples but due to the possible accumulation of fines at some location in a processing system, it is recommended that the test sample be at least 95% minus 200 mesh (75 µm). They add that it should be recognized that the test results may not represent the most severe dust deflagration possible when a material is tested in the as-received state.
Fibrous materials or particles are mentioned both in the European and in the North-American standards, but they do not include any specific provisions for sample preparation, particle size determination, or particle size reporting of these materials. EN 80079-20-2 even differentiates combustible dust from combustible flyings, which are defined as “solid particles, including fibres, where one dimension is greater than 500 μm in nominal size, which may form an explosive mixture with air at standard atmospheric pressure and temperature”; it later adds that the ratio of length to width of combustible flyings is 3 or more and gives some examples: carbon fibre, rayon, cotton, sisal, jute, hemp, cocoa fibre, oakum and baled waste kapok. Visual inspection (by microscope if necessary) is proposed by EN 80079-20-2 to determine whether the material consists of combustible fllyings. In any case, EN 80079-20-2 ask to continue the test procedure in a Hartmann tube to determine whether the sample (combustible dust, combustible flyings or combustible flyings with dust) is or not combustible; dust that does not contain particles less than 500 μm is considered a non-combustible dust.
7 Perspectives for the Future
-
(a)
Investigating the appropriateness and accuracy of new techniques and devices to measure the PSDs of fibrous biomass samples may gradually lead to replace or complement conventional sieving and laser diffraction methods. In this sense, alternative methods such as digital image processing and laser obscuration time are new paths to explore. In addition, selecting and reporting the relevant size parameters in relation to the combustion properties will become more tailored and differentiated in the coming years.
-
(b)
High-quality reporting of the characteristics of biomass samples, along with their flammability and explosibility properties, will be essential for minimising uncertainties and allowing comparison and discussion of data obtained by different research groups and laboratories all around the world.
-
(c)
International cooperation and sharing new data will play an indispensable part in improving experimental methodologies and in generating in-depth knowledge that could foster substantial progress in the biomass handling and store safety field. It would be advisable to generate a database covering the biomass samples tested by scientific community and industry in order to push forward scientific research and provide guidelines regarding how each biomass behaves. This kind of database for biomass materials could complement other existing compilations, such as the comprehensive generic GESTIS-DUST-EX database [141].
-
(d)
Further studying the effects of the experimental procedures on the flammability and explosibility properties of dusts and on the PSD of the real samples tested will be necessary in order to improve these standardised methodologies. More detailed indications about the preparation and characterisation of fibrous samples are foreseen.
-
(e)
Adequate knowledge of the behaviour of elongated biomass particles during the injection and dispersion in flammability and explosibility tests and of the influence of particle morphology on these properties will benefit the safe handling of these materials in industrial facilities.
8 Concluding Remarks
The analysis of literature data carried out in this study has confirmed the strong influence of particle size on the explosion severity of biomass dusts and has highlighted the broad variability of biomass samples and the importance of the origin of the sample. These results remark the necessity of characterising and preparing biomass samples following a standardised methodology prior to the flammability and/or explosibility tests. Also, biomass samples should be identified in an accurate, scientific way.
Furthermore, some testing procedures differ between laboratories or researchers, so the compilation of results could lead to better understand how procedures influence results in order to improve or optimise these methodologies.
Additionally, this study has highlighted that there has been, for a long time, a common approach of assuming that biomasses, as a fuel, could be analysed following the same procedures applied to coals. However, the characteristics of these two groups of fuels are not the same, and new procedures should be developed in order to properly characterize biomass. It seems that a single metric is not sufficient to properly characterise these elongated particles. It would be essential not only to establish which parameters should be used instead or additionally to the mean diameter d50 but also the procedure to determine them.
All the above aspects deserve further research by those interested in powder science and technology, biomass handling and combustion, and fire and explosion mitigation.
References
Eckhoff RK (2003) Dust explosions in the process industries: identification, assessment and control of dust hazards, 3rd edn. Elsevier, Amsterdam. https://doi.org/10.1016/B978-0-7506-7602-1.X5000-8
International Organization for Standardization (2020) ISO - ISO 20024:2020 - Solid biofuels — Safe handling and storage of solid biofuel pellets in commercial and industrial applications. https://www.iso.org/standard/71284.html. Accessed 12 July 2022
Abbasi T, Abbasi SA (2007) Dust explosions-cases, causes, consequences, and control. J Hazard Mater 140:7–44. https://doi.org/10.1016/j.jhazmat.2006.11.007
Zhang J, Xu P, Sun L, Zhang W, Jin J (2018) Factors influencing and a statistical method for describing dust explosion parameters: a review. J Loss Prev Process Ind 56:386–401. https://doi.org/10.1016/j.jlp.2018.09.005
Jones JM, Saddawi A, Dooley B, Mitchell EJS, Werner J, Waldron DJ, Weatherstone S, Williams A (2015) Low temperature ignition of biomass. Fuel Process Technol 134:372–377. https://doi.org/10.1016/j.fuproc.2015.02.019
Saeed MA, Farooq M, Andrews GE, Phylaktou HN, Gibbs BM (2019) Ignition sensitivity of different compositional wood pellets and particle size dependence. J Environ Manage 232:789–795. https://doi.org/10.1016/j.jenvman.2018.11.122
Taveau J (2017) Dust explosion propagation and isolation. J Loss Prev Process Ind 48:320–330. https://doi.org/10.1016/j.jlp.2017.04.019
Amyotte PR (2014) Some myths and realities about dust explosions. Process Saf Environ Prot 92:292–299. https://doi.org/10.1016/j.psep.2014.02.013
Zhang H, Chen X, Zhang Y, Niu Y, Yuan B, Dai H, He S (2017) Effects of particle size on flame structures through corn starch dust explosions. J Loss Prev Process Ind 50:7–14. https://doi.org/10.1016/j.jlp.2017.09.002
Jiang H, Bi M, Li B, Gan B, Gao W (2018) Combustion behaviors and temperature characteristics in pulverized biomass dust explosions. Renew Energy 122:45–54. https://doi.org/10.1016/j.renene.2018.01.063
Restuccia F, Fernandez-Anez N, Rein G (2019) Experimental measurement of particle size effects on the self-heating ignition of biomass piles: homogeneous samples of dust and pellets. Fuel 256:115838. https://doi.org/10.1016/j.fuel.2019.115838
Li Q, Yuan C, Tao Q, Zheng Y, Zhao Y (2018) Experimental analysis on post-explosion residues for evaluating coal dust explosion severity and flame propagation behaviors. Fuel 215:417–428. https://doi.org/10.1016/j.fuel.2017.11.093
Man CK, Harris ML (2014) Participation of large particles in coal dust explosions. J Loss Prev Process Ind 27:49–54. https://doi.org/10.1016/j.jlp.2013.11.004
Wang X, Huang X, Zhang X, Zhang Y, Zhang Y (2019) Numerical simulation of coal dust explosion suppression by inert particles in spherical confined storage space. Fuel 253:1342–1350. https://doi.org/10.1016/j.fuel.2019.05.102
Bagaria P, Li Q, Dastidar A, Mashuga C (2019) Classification of particle breakage due to dust dispersion. Powder Technol 342:204–213. https://doi.org/10.1016/j.powtec.2018.09.089
Fanebust IM, Fernandez-Anez N (2019) Influence of particle size and moisture content of wood particulates on deflagration hazard, Haugesund, NORWAY. https://www.nfpa.org//-/media/Files/News-and-Research/Fire-statistics-and-reports/Hazardous-materials/RFInfluenceParticleSizeMoistureContentWoodParticulates.pdf
Wilén C, Moilanen A, Rautalin A, Torrent J, Conde E, Lödel R, Carson D, Timmers P, Brehm K (1999) Safe handling of renewable fuels and fuel mixtures. VTT Publ, Espoo
Ulusoy U, Igathinathane C (2016) Particle size distribution modeling of milled coals by dynamic image analysis and mechanical sieving. Fuel Process Technol 143:100–109. https://doi.org/10.1016/j.fuproc.2015.11.007
Igathinathane C, Pordesimo LO, Columbus EP, Batchelor WD, Methuku SR (2008) Shape identification and particles size distribution from basic shape parameters using ImageJ. Comput Electron Agric 63:168–182. https://doi.org/10.1016/j.compag.2008.02.007
Merkus HG (2009) Particle size measurement. Springer, Dordrecht. https://doi.org/10.1007/978-1-4020-9016-5
Uday KV, Padmakumar GP, Singh DN (2013) Some studies on morphology of the coarse-grained soils. Eng Geol 152:48–55. https://doi.org/10.1016/j.enggeo.2012.10.001
Allen T (1981) Particle size measurement, 3rd edn. Springer, Boston. https://doi.org/10.1007/978-1-4899-3063-7_4
Naito M, Hayakawa O, Nakahira K, Mori H, Tsubaki JI (1998) Effect of particle shape on the particle size distribution measured with commercial equipment. Powder Technol 100:52–60. https://doi.org/10.1016/S0032-5910(98)00052-7
Gil M, Teruel E, Arauzo I (2014) Analysis of standard sieving method for milled biomass through image processing. Effects of particle shape and size for poplar and corn stover. Fuel 116:328–340. https://doi.org/10.1016/j.fuel.2013.08.011
Etzler FM, Deanne R (1997) Particle size analysis: a comparison of various methods II. Part Part Syst Charact 14:278–282. https://doi.org/10.1002/ppsc.19970140604
Jillavenkatesa A, Dapkunas SJ, Lum LH (2001) Particle-size characterization, special Pu. National Institute of Standards and Technology, Washington. https://doi.org/10.1007/978-1-4615-6373-0_1
Castellanos D, Carreto-Vazquez VH, Mashuga CV, Trottier R, Mejia AF, Mannan MS (2014) The effect of particle size polydispersity on the explosibility characteristics of aluminum dust. Powder Technol. https://doi.org/10.1016/j.powtec.2013.11.028
Fernandez-Anez N, Garcia-Torrent J (2019) Influence of particle size and density on the hot surface ignition of solid fuel layers. Fire Technol 55:175–191. https://doi.org/10.1007/s10694-018-0782-3
Tascón A (2018) Influence of particle size distribution skewness on dust explosibility. Powder Technol 338:438–445. https://doi.org/10.1016/j.powtec.2018.07.044
European Union (2009) Directive 2009/28/EC of the European Parliament and of the Council of 23 April 2009 on the promotion of the use of energy from renewable sources and amending and subsequently repealing Directives 2001/77/EC and 2003/30/EC
van Loo S, Koppejan J (2012) The handbook of biomass combustion and co-firing. Taylor and Francis, Milton Park. https://doi.org/10.4324/9781849773041
Fernandez-Anez N, Castells Somoza B, Amez Arenillas I, Garcia-Torrent J (2020) Explosion risk of solid biofuels, 1st edn. Springer, Cham. https://doi.org/10.1007/978-3-030-43933-0
International Organization for Standardization (2021) ISO 17225–1:2021(en), Solid biofuels — Fuel specifications and classes — Part 1: General requirements. https://www.iso.org/obp/ui/#iso:std:iso:17225:-1:ed-2:v1:en. Accessed 12 July 2022
Bajpai P (2020) Biomass to energy conversion technologies: the road to commercialization. Elsevier, Amsterdam. https://doi.org/10.1016/C2018-0-03354-X
Amyotte P (2013) An introduction to dust explosions: understanding the myths and realities of dust explosions for a safer workplace. Elsevier Inc, Amsterdam. https://doi.org/10.1016/C2011-0-07244-7
European committee for standardization (2015) EN 13821:2002-potentially explosive atmospheres - explosion prevention and protection - determination of minimum ignition energy of dust/air mixtures
IEC standard 1241-2-1, (1994) EN 50281-2-1:1998/AC:1999 - Electrical apparatus for use in the presence of combustible dust. Part 2: test method section 1: methods for determining the minimum ignition temperature of dust
European committee for standardization (2011) EN 14034-1:2005+A1:2011 determination of explosion characteristics of dust clouds - part 1: determination of the maximum explosion pressure pmax of dust clouds
European committee for standardization (2011) EN 14034-2:2006+A1:2011 determination of explosion characteristics of dust clouds - part 2: determination of the maximum rate of explosion pressure rise (dp/dt)max of dust clouds
European committee for standardization (2011) EN 14034-3:2006+A1:2011 determination of explosion characteristics of dust clouds - Part 3: determination of the lower explosion limit LEL of dust clouds
European committee for standardization (2011) EN 14034-4:2005+A1:2011 determination of explosion characteristics of dust clouds - part 4: determination of the limiting oxygen concentration LOC of dust clouds
European committee for standardization CEN-CENELEC (2016) ISO/IEC 80079-20-2:2016 explosive atmospheres - Part 20–2: material characteristics - combustible dusts test methods
Di Benedetto A, Russo P, Amyotte PR, Marchand N (2010) Modelling the effect of particle size on dust explosions. Chem Eng Sci 65:772–779. https://doi.org/10.1016/j.ces.2009.09.029
Merkus HG (2009) Particle size measurements fundamentals, practice, quality. Springer, Dordrecht
Liu SH, Cheng YF, Meng XR, Ma HH, Song SX, Liu WJ, Shen ZW (2018) Influence of particle size polydispersity on coal dust explosibility. J Loss Prev Process Ind. https://doi.org/10.1016/j.jlp.2018.10.005
Li Q, Wang K, Zheng Y, Ruan M, Mei X, Lin B (2016) Experimental research of particle size and size dispersity on the explosibility characteristics of coal dust. Powder Technol. https://doi.org/10.1016/j.powtec.2016.01.035
Zhang J, Sun L, Nie F, Zhou H (2019) Effects of particle size distribution on the explosion severity of coal dust. Energy Sour Part A Recover Util Environ Eff. https://doi.org/10.1080/15567036.2019.1654562
Castellanos D, Bagaria P, Mashuga CV (2020) Effect of particle size polydispersity on dust cloud minimum ignition energy. Powder Technol 367:782–787. https://doi.org/10.1016/j.powtec.2020.04.037
Miller J, Mulligan P, Johnson CE (2020) Comminution of pulverized Pittsburgh coal during ASTM E1226–12a dust combustibility testing. Powder Technol 375:28–32. https://doi.org/10.1016/J.POWTEC.2020.07.059
Seville JP, Tüzün U, Clift R (2012) Processing of particulate solids. Springer, Berlin
Trubetskaya A, Beckmann G, Wadenbäck J, Holm JK, Velaga SP, Weber R (2017) One way of representing the size and shape of biomass particles in combustion modeling. Fuel 206:675–683. https://doi.org/10.1016/j.fuel.2017.06.052
Lu H, Ip E, Scott J, Foster P, Vickers M, Baxter LL (2010) Effects of particle shape and size on devolatilization of biomass particle. Fuel 89:1156–1168
Momeni M, Yin C, Kær SK, Hansen TB, Jensen PA, Glarborg P (2013) Experimental study on effects of particle shape and operating conditions on combustion characteristics of single biomass particles. Energy Fuels 27:507–514. https://doi.org/10.1021/ef301343q
Ogle RA (2016) Dust explosion dynamics. Butterworth-Heinemann, Oxford
International Organization for Standardization (2006) ISO 3310-1 - test sieves - technical requirements and testing - part 1: test sieves of metal wire cloth, 2005: 22674
Subcommitte E. 0. ASTM (2020) ASTM E11-20. Standard specification for woven wire test sieve cloth and test sieves. https://doi.org/10.1520/E0011-20
Raclavská H, Corsaro A, Hartmann-Koval S, Juchelková D (2017) Enrichment and distribution of 24 elements within the sub-sieve particle size distribution ranges of fly ash from wastes incinerator plants. J Environ Manage 203:1169–1177. https://doi.org/10.1016/j.jenvman.2017.03.073
Alderliesten M (2018) Mean particle diameters from statistical definition to physical understanding. Technische Universtität München, Ludiwg-Maximilians-Universität München, München
Mingard K, Morrell R, Jackson P, Lawson S, Patel S, Buxton R (2009) Good practice guide for improving the consistency of particle size measurement. A National Measurement Good Practice Guide 111
Emmerich J, Tang Q, Wang Y, Neubauer P, Junne S, Maaß S (2019) Optical inline analysis and monitoring of particle size and shape distributions for multiple applications: scientific and industrial relevance, Chinese. J Chem Eng 27:257–277. https://doi.org/10.1016/j.cjche.2018.11.011
Gregory J (2009) Monitoring particle aggregation processes. Adv Colloid Interface Sci 147–148:109–123. https://doi.org/10.1016/j.cis.2008.09.003
Coulter Principle, Counting and Sizing Particles - Beckman Coulter, (n.d.). https://www.beckman.com/resources/technologies/flow-cytometry/history/coulter-principle. Accessed 9 Aug 2023
Eckhoff RK, Soelberg P (1967) The use of the coulter counter in particle size analysis of cement and raw mix, betongtek. Ske Publikas, Ioner
Batch BA (1964) The application of an electronic particle counter to size analysis of pulverized coal and fly-ash. J Inst Fuel 37:455–461
Van Der Pol E, Hoekstra AG, Sturk A, Otto C, Van Leeuwen TG, Nieuwland R (2010) Optical and non-optical methods for detection and characterization of microparticles and exosomes. J Thromb Haemost 8:2596–2607. https://doi.org/10.1111/j.1538-7836.2010.04074.x
Stoylov SP (1991) Colloid electro-optics: theory, techniques, applications. Academic press, Cambridge
DeBlois RW, Bean CP (1970) Counting and sizing of submicron particles by the resistive pulse technique. Rev Sci Instrum 41:909–916. https://doi.org/10.1063/1.1684724
Zhang Z, Zhe J, Chandra S, Hu J (2005) An electronic pollen detection method using coulter counting principle. Atmos Environ 39:5446–5453. https://doi.org/10.1016/j.atmosenv.2005.05.043
Zheng Y, Nguyen J, Wei Y, Sun Y (2013) Recent advances in microfluidic techniques for single-cell biophysical characterization. Lab Chip 13:2464–2483. https://doi.org/10.1039/C3LC50355K
Kinsman S, Park F (1969) Electrical resistance method for automated counting of particles. Ann NY Acad Sci 158:703–709
Coulter WH (1953) Means for counting particles suspended in a fluid. US Patent, 2656508, 2656508. www.google.com/patents/US2656508
Eckhoff RK (1969) A static investigation of the coulter principle of particle sizing. J Phys E 2:973–977. https://doi.org/10.1088/0022-3735/2/11/318
Eckhoff RK (1967) Experimental indication of the volume proportional response of the coulter counter for irregularly shaped particles. J Sci Instrum 44:648–649. https://doi.org/10.1088/0950-7671/44/8/421
Bacheschi DT, Polsky W, Kobos Z, Yosinski S, Menze L, Chen J, Reed MA (2020) Overcoming the sensitivity vs. throughput tradeoff in coulter counters: a novel side counter design. Biosens Bioelectron 168:112507. https://doi.org/10.1016/j.bios.2020.112507
Watkins NN, Sridhar S, Cheng X, Chen GD, Toner M, Rodriguez W, Bashir R (2011) A microfabricated electrical differential counter for the selective enumeration of CD4+ T lymphocytes. Lab Chip 11:1437–1447. https://doi.org/10.1039/c0lc00556h
Gawad S, Schild L, Renaud P (2001) Micromachined impedance spectroscopy flow cytometer for cell analysis and particle sizing. Lab Chip 1:76–82. https://doi.org/10.1039/b103933b
Shotton E, Davis SS (1968) The use of the coulter counter for the particle size analysis of some emulsion systems. J Pharm Pharmacol 20:430–438. https://doi.org/10.1111/j.2042-7158.1968.tb09778.x
Yang Y, Zi C, Huang Z, Wang J, Lungu M, Liao Z, Yang Y, Su H (2017) CFD-DEM investigation of particle elutriation with electrostatic effects in gas-solid fluidized beds. Powder Technol 308:422–433. https://doi.org/10.1016/j.powtec.2016.12.032
Chew JW, Cocco RA (2020) Do particle-related parameters influence circulating fluidized bed (CFB) riser flux and elutriation? Chem Eng Sci 227:115935. https://doi.org/10.1016/j.ces.2020.115935
Gee GW, Or D (2002) 2.4 Particle-size analysis. In: Dane JH, Topp GC (eds) Methods soil anal. Wiley, Hoboken, pp 255–293
Bernhardt C (2000) Sedimentation in particle size analysis. Wiley, Hoboken. https://doi.org/10.1002/9780470027318.a1513
Ma X, Wan M (1997) Image-sedimentation technique for particle size analysis. Part Part Syst Charact 14:267–271. https://doi.org/10.1002/ppsc.19970140602
Coll H, Searles CG (1987) Particle size analysis with the Joyce-Loebl disk centrifuge: a comparison of the line-start with the homogeneous-start method. J Colloid Interface Sci 115:121–129. https://doi.org/10.1016/0021-9797(87)90016-6
Robinson GW (1922) A new method for the mechanical analysis of soils and other dispersions. J Agric Sci 12:306–321. https://doi.org/10.1017/S0021859600005360
Kraemer EO, Stamm AJ (1924) A new method for the determination of the distribution of size of particles in emulsions1. J Am Chem Soc 46:2709–2718
Dukhin A, Swasey S, Thommes M (2013) A method for pore size and porosity analysis of porous materials using electroacoustics and high frequency conductivity. Colloids Surf A Phys Eng Asp 437:127–132. https://doi.org/10.1016/j.colsurfa.2013.01.018
Dukhin AS (2020) Acoustic spectroscopy for particle size measurement of concentrated nanodispersions. In: Hodoroaba V-D, Unger WES, Shard AG (ed) Micro and Nano Technologies, Characterization of Nanoparticles. Elsevier, p 197–211. https://doi.org/10.1016/B978-0-12-814182-3.00013-4
Bonacucina G, Perinelli DR, Cespi M, Casettari L, Cossi R, Blasi P, Palmieri GF (2016) Acoustic spectroscopy: a powerful analytical method for the pharmaceutical field? Int J Pharm 503:174–195. https://doi.org/10.1016/j.ijpharm.2016.03.009
Dukhin AS, Goetz PJ, Wines TH, Somasundaran P (2000) Acoustic and electroacoustic spectroscopy. Colloids Surf A Phys Eng Asp 173:127–158. https://doi.org/10.1016/S0927-7757(00)00593-8
Inam MA, Frances C (2010) Effects of impurities on particle sizing by acoustic attenuation spectroscopy. Powder Technol 201:21–26. https://doi.org/10.1016/j.powtec.2010.02.033
Dukhin AS, Goetz PJ (2017) Characterization of liquids, dispersions, emulsions, and porous materials using ultrasound. Elsevier. https://doi.org/10.1016/c2016-0-00815-x
Ankersmid, Advances in particle size analysis by laser obscuration time, (n.d.) 1–4. http://www.ankersmid.com/AutoFiles/doc/4216_EyeTech_Brochure.pdf. Accessed 9 Aug 2023
Condon JB (2019) Surface area and porosity determinations by physisorption: measurement, classical theories and quantum theory. Elsevier, Amsterdam. https://doi.org/10.1016/C2018-0-00544-7
Jones JC (2013) Letter: the BET surface areas of carbonised biomass. Fuel Process Technol 106:784. https://doi.org/10.1016/j.fuproc.2012.08.018
Brunauer S, Emmett PH, Teller E (1938) Adsorption of gases in multimolecular layers. J Am Chem Soc 60:309–319. https://doi.org/10.1021/ja01269a023
Rouquerol J, Avnir D, Fairbridge CW, Everett DH, Haynes JH, Pernicone N, Ramsay JDF, Sing KSW, Unger KK (1994) Recommendations for the characterization of porous solids (Technical Report). Pure Appl Chem 66:1739–1758. https://doi.org/10.1351/pac199466081739
Rouquerol J, Llewellyn P, Rouquerol F (2007) Is the BET equation applicabble to microporous adsorbents. Stud Surf Sci Catal. https://doi.org/10.1016/S0167-2991(07)80008-5
Addo A, Dastidar AG, Taveau JR, Morrison LS, Khan FI, Amyotte PR (2019) Niacin, lycopodium and polyethylene powder explosibility in 20-L and 1–m3 test chambers. J Loss Prev Process Ind 62:103937. https://doi.org/10.1016/j.jlp.2019.103937
Tiwary A, Williams I (2019) Air pollution: measurement, modelling and mitigation, 4th edn. Taylor & Francis Group, Boca Raton
Wakeman R (2007) The influence of particle properties on filtration. Sep Purif Technol 58:234–241. https://doi.org/10.1016/j.seppur.2007.03.018
Muller T, Nowak A, Wiedensohler A, Sheridan P, Laborde M, Covert DS, Marinoni A, Imre K, Henzing B, Roger JC, Dos Santos SM, Wilhelm R, Wang YQ, De Leeuw G (2009) Angular illumination and truncation of three different integrating nephelometers: implications for empirical, size-based corrections. Aerosol Sci Technol 43:581–586. https://doi.org/10.1080/02786820902798484
Takahashi K, Minoura H, Sakamoto K (2008) Examination of discrepancies between beta-attenuation and gravimetric methods for the monitoring of particulate matter. Atmos Environ 42:5232–5240. https://doi.org/10.1016/j.atmosenv.2008.02.057
Huang CH, Tsai CJ (2001) Effect of gravity on particle collection efficiency of inertial impactors. J Aerosol Sci 32:375–387. https://doi.org/10.1016/S0021-8502(00)00086-0
Flagan RC (1999) On differential mobility analyzer resolution. Aerosol Sci Technol 30:556–570. https://doi.org/10.1080/027868299304417
Jiang J, Chen M, Kuang C, Attoui M, McMurry PH (2011) Electrical mobility spectrometer using a diethylene glycol condensation particle counter for measurement of aerosol size distributions down to 1 nm. Aerosol Sci Technol 45:510–521. https://doi.org/10.1080/02786826.2010.547538
Abelha P, Carbo M, Cieplik M (2016) Explosivity properties of dusts from torrefied biomass pellets. Chem Eng Trans 48:403–408. https://doi.org/10.3303/CET1648068
Saeed MA, Andrews GE, Phylaktou HN, Gibbs BM (2017) Flame speed and Kst reactivity data for pulverised corn cobs and peanut shells. J Loss Prev Process Ind 49:880–887. https://doi.org/10.1016/J.JLP.2017.03.027
Huéscar Medina C, Maccoitir B, Sattar H, Slatter DJF, Phylaktou HN, Andrews GE, Gibbs BM (2015) Comparison of the explosion characteristics and flame speeds of pulverised coals and biomass in the ISO standard 1 m3 dust explosion equipment. Fuel 151:91–101. https://doi.org/10.1016/J.FUEL.2015.01.009
Sattar H, Phylaktou HN, Andrews GE, Gibbs BM (2012) Explosions and flame propagation in nut-shell biomass powders. ISHPMIE, Krakow
National Fire Protection Association (2018) NFPA 68: standard on explosion protection by deflagration venting
European committee for standardization (2012) EN 14491: 2012 dust explosion venting protective systems
Guo L, Xiao Q, Zhu N, Wang Y, Chen X, Xu C (2019) Comparative studies on the explosion severity of different wood dusts from fiberboard production. BioResources 14:3182–3199. https://doi.org/10.15376/biores.14.2.3182-3199
Liu SH, Cheng YF, Meng XR, Ma HH, Song SX, Liu WJ, Shen ZW (2018) Influence of particle size polydispersity on coal dust explosibility. J Loss Prev Process Ind 56:444–450. https://doi.org/10.1016/J.JLP.2018.10.005
Gerhold M, Stahmer K-W (2015) Correlation of pmax and KSt to specific surface area and calorific value of a dust. J Loss Prev Process Ind 36:266–270. https://doi.org/10.1016/j.jlp.2014.12.015
Iarossi I, Amyotte PR, Khan FI, Marmo L, Dastidar AG, Eckhoff RK (2013) Explosibility of polyamide and polyester fibers. J Loss Prev Process Ind 26:1627–1633. https://doi.org/10.1016/j.jlp.2013.07.015
Marmo L, Cavallero D (2008) Minimum ignition energy of nylon fibres. J Loss Prev Process Ind 21:512–517. https://doi.org/10.1016/j.jlp.2008.04.003
Marmo L, Sanchirico R, Di Benedetto A, Di Sarli V, Riccio D, Danzi E (2018) Study of the explosible properties of textile dusts. J Loss Prev Process Ind 54:110–122. https://doi.org/10.1016/j.jlp.2018.03.003
Bagaria P, Prasad S, Sun J, Bellair R, Mashuga C (2019) Effect of particle morphology on dust minimum ignition energy. Powder Technol 355:1–6. https://doi.org/10.1016/j.powtec.2019.07.020
Amyotte P, Domaratzki R, Lindsay M, MacDonald D (2011) Moderation of explosion likelihood and consequences of non-traditional dusts. Hazards XXI I:148–154
Pietraccini M, Danzi E, Marmo L, Addo A, Amyotte P (2021) Effect of particle size distribution, drying and milling technique on explosibility behavior of olive pomace waste. J Loss Prev Process Ind 71:104423. https://doi.org/10.1016/j.jlp.2021.104423
Santandrea A, Bonamis F, Pacault S, Vignes A, Perrin L, Dufaud O (2019) Influence of the particle size distribution on dust explosion: how to choose the right metrics? Chem Eng Trans 77:667–672. https://doi.org/10.3303/CET1977112
Klippel A, Scheid M, Krause U (2013) Investigations into the influence of dustiness on dust explosions. J Loss Prev Process Ind 26:1616–1626. https://doi.org/10.1016/j.jlp.2013.07.016
Kalejaiye O, Amyotte PR, Pegg MJ, Cashdollar KL (2010) Effectiveness of dust dispersion in the 20-L Siwek chamber. J Loss Prev Process Ind 23:46–59. https://doi.org/10.1016/j.jlp.2009.05.008
Bagaria P, Zhang J, Yang E, Dastidar A, Mashuga C (2016) Effect of dust dispersion on particle integrity and explosion hazards. J Loss Prev Process Ind 44:424–432. https://doi.org/10.1016/j.jlp.2016.11.001
Sanchirico R, Di Sarli V, Russo P, Di Benedetto A (2015) Effect of the nozzle type on the integrity of dust particles in standard explosion tests. Powder Technol 279:203–208. https://doi.org/10.1016/j.powtec.2015.04.003
Di Sarli V, Russo P, Sanchirico R, Di Benedetto A (2014) CFD simulations of dust dispersion in the 20 L vessel: effect of nominal dust concentration. J Loss Prev Process Ind 27:8–12. https://doi.org/10.1016/j.jlp.2013.10.015
Bagaria P, Zhang J, Mashuga C (2018) Effect of dust dispersion on particle breakage and size distribution in the minimum ignition energy apparatus. J Loss Prev Process Ind 56:518–523. https://doi.org/10.1016/j.jlp.2017.07.001
Huéscar Medina C, Phylaktou HN, Sattar H, Andrews GE, Gibbs BM (2013) The development of an experimental method for the determination of the minimum explosible concentration of biomass powders. Biomass Bioenergy 53:95–104. https://doi.org/10.1016/j.biombioe.2013.03.008
Di Sarli V, Danzi E, Marmo L, Sanchirico R, Di Benedetto A (2019) CFD simulation of turbulent flow field, feeding and dispersion of non-spherical dust particles in the standard 20 L sphere. J Loss Prev Process Ind 62:103983. https://doi.org/10.1016/j.jlp.2019.103983
Miron Y, Lazzara CP (1988) Hot-surface ignition temperatures of dust layers. Fire Mater 12:115–126
Li B, Li M, Gao W, Bi M, Ma L, Qin Q, Shu C-M (2020) Effects of particle size on the self-ignition behaviour of a coal dust layer on a hot plate. Fuel 260:116269. https://doi.org/10.1016/j.fuel.2019.116269
Cloney CT, Amyotte PR, Khan F, Ripley RC (2014) Development of an organizational framework for studying dust explosion phenomena. J Loss Prev Process Ind 30:228–235. https://doi.org/10.1016/j.jlp.2013.09.002
Russo P, Di Benedetto A (2013) Review of a dust explosion modeling. Chem Eng Trans 31:955–960. https://doi.org/10.3303/CET1331160
Hertzberg M, Zlochower IA (1991) Devolatilization rates and intraparticle wave structures during the combustion of pulverized coals and polymethylmethacrylate. Symp Combust 23:1247–1255. https://doi.org/10.1016/S0082-0784(06)80387-5
Fumagalli A, Derudi M, Rota R, Snoeys J, Copelli S (2017) Prediction of the deflagration index for organic dusts as a function of the mean particle diameter. J Loss Prev Process Ind 50:67–74. https://doi.org/10.1016/j.jlp.2017.08.015
Fumagalli A, Derudi M, Rota R, Snoeys J, Copelli S (2018) A kinetic free mathematical model for the prediction of the KSt reduction with the particle size increase. J Loss Prev Process Ind 52:93–98. https://doi.org/10.1016/j.jlp.2018.02.002
Copelli S, Barozzi M, Scotton MS, Fumagalli A, Derudi M, Rota R (2019) A predictive model for the estimation of the deflagration index of organic dusts. Process Saf Environ Prot 126:329–338. https://doi.org/10.1016/j.psep.2019.04.012
Fumagalli A, Derudi M, Rota R, Copelli S (2016) Estimation of the deflagration index KSt for dust explosions: a review. J Loss Prev Process Ind 44:311–322. https://doi.org/10.1016/j.jlp.2016.09.011
Di Benedetto A, Russo P (2007) Thermo-kinetic modelling of dust explosions. J Loss Prev Process Ind 20:303–309. https://doi.org/10.1016/j.jlp.2007.04.001
Association NFP (2019) NFPA 652. Standard on the fundamentals of combustible dust. National Fire Protection Association, Quincy
Beck NH, Glien CM (2001) I. for O.S. and H. of the G.S.A.I.I. Institut für Arbeitsschutz der Deutschen Gesetzlichen Unfallversicherung (IFA, GESTIS-DUST-EX - Database Combustion and explosion characteristics of dusts, HVBG. 7. https://www.dguv.de/ifa/gestis/gestis-staub-ex/index-2.jsp
Acknowledgements
This research was funded by the Autonomous Community of La Rioja (Spain), project number PID2019-106560RA-I00. Part of the data used in this research was collected during the Fire Protection Research Foundation Student Initiative “Influence of particle size and moisture content of wood particulates on deflagration hazard”. The authors acknowledge the work of Inger Marie Fanebust.
Funding
Open access funding provided by Western Norway University Of Applied Sciences.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Castells, B., Tascón, A., Amez, I. et al. Influence of Particle Size on the Flammability and Explosibility of Biomass Dusts: Is a New Approach Needed?. Fire Technol 59, 2989–3025 (2023). https://doi.org/10.1007/s10694-023-01468-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10694-023-01468-7