
Abstract
The broad applications of cellulose nanocrystal (CNC) films are restricted by their low resistance against water and brittleness. In this study, high barrier transparent films composed of CNCs and maltitol, used as a bio-plasticizer (at up to 30% weight), were prepared by spray deposition. Addition of plasticizer increased the optical transmittance of the films. It also improved elongation at break and flexibility of the films, while reducing Young’s modulus and tensile strength. The barrier properties of CNC films plasticized with maltitol were significantly improved over CNC. In particular, films containing 30 wt.% maltitol showed a water vapor permeability of 3.67 × 10–12 (g/Pa.s.m) and oxygen permeability of 4.75 (cm3.µm/m2.day.Pa) corresponding to 94% and 78% reductions over CNC films, respectively. This remarkable barrier improvement is attributed to a combination of decreased porosity and the interaction of hydroxy groups of maltitol and CNCs. This interaction led to a reduction of the free hydroxy groups available to interact with the water molecules diffusing in the nanocomposite films, as confirmed by dynamic vapor sorption measurements. This study presents maltitol as a green plasticizer significantly improving the CNC film properties and enabling new barrier applications.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Petroleum-based plastics have wide applications in many industries due to their easy processability, versatility, good mechanical and barrier properties, and low cost. However, plastic waste has become a major environmental issue. The post-consumer disposal of petroleum-based polymers has caused significant environmental problems due to plastic pollution in both terrestrial and aquatic ecosystems (Wang et al. 2018). These escalating issues have intensified the search to produce biobased polymers and drive a progressive shift from petroleum-based plastics to environmentally sustainable alternatives (Dhali et al. 2021).
Cellulose, the most abundant natural polymer on the planet, is an attractive candidate. Nanocellulose produced by breaking down cellulose fibers can be categorized into two main types, cellulose nanofibers (CNFs) and cellulose nanocrystals (CNCs). CNFs consist of fibrils with a length of up to several microns made of mixtures of amorphous and crystalline cellulose chains, while CNCs with a length of less than 500 nm are highly crystalline nanofibers (Grishkewich et al. 2017; Khan et al. 2022; Noremylia et al. 2022).
CNCs are mainly produced by acid hydrolysis which breaks the amorphous regions of cellulose, leaving the crystalline domains. CNCs possess unique properties such as high tensile strength, colloidal stability, high specific surface area, and abundance of hydroxy groups on their surface (Noremylia et al. 2022; Vanderfleet and Cranston 2021). These two last properties provide a good film-forming ability for CNCs through the self-assembly of the crystals or interaction with other matrices to form nanocomposite films (Habibi et al. 2010; Tayeb et al. 2018). CNCs have been widely studied as additives to produce functional materials (Kargarzadeh et al. 2017; Pritchard et al. 2022; Shalom et al. 2019, 2021). However, their use as main building blocks in commercial sustainable bioplastic or biocomposite films remains a great challenge.
One notable problem of nanocellulose for material application is its high affinity to water and its low resistance against moisture. Nanocellulose is inherently hygroscopic due to its high hydroxy density and polar backbone enabling interaction with water molecules through hydrogen bonds. This limits their long-term stability and results in the deterioration of other properties such as oxygen barrier properties in the presence of moisture. Furthermore, the brittleness of nanocellulose films and their relatively high cost/performance characteristics limit the full-scale applications of nanocellulose (Vilarinho et al. 2018; Wang et al. 2018). This has driven recent research to focus on improving mechanical and barrier properties of nanocellulose films to meet specific application requirements (Kępa et al. 2021; Lu et al. 2014; Tayeb and Tajvidi 2019; Wu et al. 2021). A promising approach is the use of plasticizers which were initially used to decrease rigidity and embrittlement of CNC films. Specific plasticizers can also reduce the water vapor permeability of the films while preserving the environmental benefits of CNCs (Aulin et al. 2022; Teixeira et al. 2021).
Plasticizers are small-molecule additives that can blend with the polymer matrix to enhance the flexibility and processability of films (Fernández-Santos et al. 2021). They prevent the bonding between polymer chains which consequently increase the molecular mobility of polymer chains. Plastisizers’properties are affected by their molecular dimension, shape, and water affinity (Mathew and Dufresne 2002). Natural and bio-degradable plasticizers are needed to sustainably produce cellulose films. The most commonly used bio-plasticizers include polyols, mono-, di- and oligosaccharides (Vieira et al. 2011), and fatty acids (Balasubramaniam et al. 2020). Among them, polyols are particularly effective plasticizers for nanocellulose. A broad range of polyols has been used as plasticizers with CNC films, including glycerol, ethylene glycol, diethylene glycol, triethylene glycol, tetraethylene glycol, and polyethylene glycol (PEG), sorbitol, maltitol, mannitol, and xylitol (Aulin et al. 2022; Fernández-Santos et al. 2021; Gu et al. 2016; Hansen et al. 2012; Herrera et al. 2017; Teixeira et al. 2021; Yao et al. 2017).
Maltitol (4-O-α-glucopyranosyl-D-sorbitol) is a naturally occurring non-reducing sugar present in certain fruits and vegetables, some roasted cereals (malt), and plant leaves (chicory). It is also commercially produced from the starch of cereals (corn and wheat) and potatoes by the catalytic hydrogenation of D-maltose into a hydrogenated disaccharide composed of glucose and sorbitol (Saraiva et al. 2020). Maltitol has been used to improve the water resistance of waxy maize starch (Mathew and Dufresne 2002). In a more recent study, Fernández-Santos et al. (2021) investigated the effect of polyol plasticizers, including maltitol, relating the effect of their molecular weight and number of hydroxy groups on CNC film properties. However, in previous studies, the mechanisms of the properties modification have not been fully explained.
This study aims to improve the moisture resistance and barrier properties of CNC film by plasticizing it with maltitol. Spray deposition was used to prepare the nanocomposite films of CNCs and maltitol. The effect of the maltitol concentration on the morphological, mechanical, optical, and barrier properties of CNC films was evaluated. Dynamic vapor sorption measurement was used to investigate the change in density of free hydroxy groups present in the nanocomposite films and explain the mechanisms contributing to the significant barrier properties improvement.
Experimental section
Materials
Cellulose nanocrystals (CNCs) (spray-dried powder) with a sulfate content of 246–261 mmol/kg and reported crystallinity index of 88% (X-ray diffraction method) were purchased from CelluForce (NCV100), Quebec, Canada. The mean diameter of the CNCs based on SAXS is 4.3 nm with an aspect ratio of 31 (Browne et al. 2022). Maltitol ≥ 98% (product number M8892), with a molecular weight of 344.31 g/mol and water solubility of 50 g/l was purchased from Sigma-Aldrich, Mo, USA. All chemicals were used without additional purification. Deionized water was used in the course of the experimental procedure.
Film preparation
To prepare the films, first maltitol was completely dissolved in deionized water. Then CNC powder was weighed and slowly added to the solution. Four different samples with different ratios of CNCs to maltitol were prepared as reported in Table 1. The suspension was disintegrated at 15,000 revolutions using Messmer Disintegrator MK III C (Netherlands), then sprayed using a Wagner ProSpray 3.39 piston pump at 500 ± 50 psi pressure onto circular polyacrylic plates (160 mm diameter) while they were conveyed along a moving belt at a speed of 0.90 cm/sec. The spray nozzle featured an orifice size of 0.38, and its tip was positioned approximately 30 cm away from the plates. The wet films were then transferred to an oven (S.E.M Equipment, Australia) and dried overnight at 30 °C. When the films were fully dried, they were peeled off the plates. Pure CNC films were also prepared as the control sample using the same method. The spraying conditions (Shanmugam et al. 2018, 2017) and the effect of heat drying (Nadeem et al. 2020) have been reported elsewhere.
It is noteworthy that the sample containing 10 wt.% maltitol exhibited considerable brittleness and handling challenges similar to CNC film, indicating inadequate plasticization. Consequently, this sample was excluded for further characterization.
Film characterization
Structural properties
The macroscopic morphology and roughness of the films were measured using an Olympus OLS 5000 Laser Confocal Microscope (Japan) equipped with 10 × and 100 × objectives. The 10 × objective was used for optical imaging, while the 100 × objective was used to measure surface roughness. The films were carefully selected to ensure a uniform and defect-free surface area of 100 mm2. It is worth noting that the film peeled from the substrate has a rough surface on the exposed side to air, and a smooth surface on the substrate side. When measuring the roughness, a 259 μm × 259 μm surface area of both the rough and smooth sides of the films was evaluated. The 3D surface images and root mean square (RMS) roughness (Sq) of films were generated using the instrument software (Analysis Application, version 1.3.1.139). A minimum of 3 replicates were taken for measuring the roughness parameters and the standard deviation of these three measurements is reported as the error bar of the roughness.
Scanning electron microscopy (SEM) of the cross-section surface of thin film was also carried out to investigate their micromorphology using Thermo Scientific Verios 5 UC FEGSEM – BH. The film was cut into a narrow strip and then cryo-fractured in liquid nitrogen. The featured surface was coated with iridium (4 nm) to prevent charging during SEM imaging. All samples were imaged under 2 kV with a 13 pA probe size. X-ray diffraction was also conducted on pristine CNC and plasticized sample sheets using Rigaku Miniflex 600 equipped with an energy-dispersive solid-state detector which collects X-rays from a Cu tube operating at 40 kV and 15 mA. Scattered radiation was collected using a step size of 0.02° and at a scan speed of 2 degrees per minute for a range between 5° to 40°. The scattering of the empty sample holder (blank) was recorded and is subtracted from the XRD data as the background. From the XRD background subtracted patterns, the crystallinity index was calculated using the deconvolution method (Eq. 1).
where \({S}_{c}\) represents the area of the crystalline domain and \({S}_{t}\) the area of the total domain, respectively. The deconvolution of the X-ray diffraction patterns was performed with ORIGIN PRO 95E software considering a baseline, with fixed peak positions, and the Gaussian function as the shape of the resolved peaks. Thickness, basis weight, density, and porosity of the films were also measured. The films were cut into circles with a diameter of 75 mm by Epilog Helix 24 laser cutter (Epilog Laser, USA). Then they were fully dried at 105 °C for 30 min to remove any trace of water/moisture and immediately weighed with a Mettler-Toledo balance (Mettler-Toledo Ltd., AU) with 4 decimal places of accuracy (g). The basis weight was calculated by dividing the weight of the films by their surface area. L&W Micrometer 51 thickness tester (Sweden) was used to determine the thickness of the films following the Australian/New Zealand standard method 426 (A/NZ Standard 2015). Density was calculated by dividing the basis weight by the thickness. Porosity is the ratio of pore volume (void volume) to total volume. In this way, theoretical porosity can be calculated according to Eq. 2. The bulk density of nanocomposites was calculated as the ratio between the basis weight and thickness of the material (film) (ISO 2011) and the skeletal density was measured by helium gas pycnometer, Micromeritics AccuPyc 1330 (Norcross, GA, USA), for CNCs and maltitol and then calculate for the nanocomposite samples based on that.
Fourier transform infrared (FTIR) spectroscopy
Fourier transform infrared (FTIR) spectra were used to investigate the chemical composition and characterization of the composites using a Cary 630 FTIR (Agilent Technologies, USA). Tests were done within the wavenumber range of 600–4000 cm–1 with 4 cm–1 resolution.
Optical properties
The light transmittance of the films was measured by using a UV–Vis spectrometer (Agilent Cary 3500 Multicell Peltier UV–vis machine) from 300 to 800 nm. The solid films were cut into narrow strips which fit in the cuvette of the UV–Vis machine to measure the transmittance of the samples. At least 3 replicates were tested for each sample by considering the background transmittance. The average values were then reported for each sample. The clarity and appearance of the materials were further evaluated by measuring the scattering of transmitted light through the sample, which was quantified by the dispersive index. This was measured using LAMBDA 365 UV–Vis spectrophotometer (Perkin Elmer) equipped with a 50 mm integrating transmission/reflectance sphere, which takes into account the scattering of light in all directions. First, the total transmittance of the sample was measured by placing the sample in the sampling port right after the detector, as shown in Fig. 1a. Next, the sample was moved further away from the detector to a specific distance, and the transmittance of the sample was measured at this distance. This method takes into account that scattered light after transmitting through the samples may not be detected when the distance from the detector is increased, as shown in Fig. 1b. The dispersive index was calculated as the difference between the transmittance at the two specific distances. At least three replicates were measured for each sample, and the average value was reported as the dispersive index. This method allows for the evaluation of the clarity and appearance of the materials, as the dispersive index increases with increasing scattering and haziness of the samples.

Transmittance of light through samples under two conditions (a) the sample is positioned immediately after the detector and (b) the distance between the sample and detector is increased
Mechanical properties
Tensile test samples were prepared by cutting rectangular shapes with 15 mm width of the solid films by a hand guillotine. The samples were then conditioned at 50% RH for 24 h. Mechanical properties of the films such as tensile strength, elongation at break, and Young’s modulus were evaluated using Instron 5965 universal Testing System (USA), following ASTM D 882 (ASTM 2018). The loading speed was set at 10 mm/min with a gap distance of 100 mm. The relative humidity during testing was 50% and the temperature was 23 °C. A minimum of 10 replicates were tested for each film sample and the average values were represented.
Barrier properties
Oxygen permeability tests were performed according to ASTM F1927-20 (ASTM 2020) via MOCON OXTRAN 2/22 (Minneapolis) at 23 °C, 50% RH, and 750 mmHg. CNC composite films were initially cut into a hexagonal shape, dried at 105 °C for 30 min, and then equilibrated to conditions of 23℃ and 50% RH for 24 h. Then the amount of oxygen gas transmission rate (O2 GTR) is calculated in cm3 (STP) / (m2.day). Oxygen permeability (OP) was determined using Eq. 3, Where P is the partial pressure of oxygen, which is the mol fraction of oxygen multiplied by the total pressure (nominally, one atmosphere), in the test gas side of the diffusion cell. The partial pressure of O2 on the carrier gas side is considered to be zero.
The water vapor barrier properties of the films were evaluated by means of water vapor permeability (WVP) following ASTM E96/E96M-05 (ASTM 2015). Films were dried at 105 °C for 30 min to remove any traces of moisture prior to the test. Thwing-Albert cups were filled with dried calcium chloride (desiccant) and sealed with the CNC composite films. For each test, two cups were left empty as blanks. The test was conducted at 23 °C and 50% RH and the cups were weighed at regular time intervals. Finally, the WVTR corresponds to the rate of change in mass divided by the active surface area (0.003165316 m2). The WVTR of the films was normalized with the film thicknesses and ambient relative humidity, and converted into WVP, as shown in Eq. 4.
In this equation, \(S\) is the saturation vapor pressure per mmHg (1.333 × 102 Pa) at the tested temperature, \({R}_{1}\) and \({R}_{2}\) are the relative humidity values of the source and the vapor sink, respectively, expressed as a fraction.
Dynamic vapor sorption (DVS)
Water sorption of samples was determined with Cisorp Water Sorption Analyser (CI Electronics Ltd., United Kingdom). Plasticized CNC films were cut into small pieces to fit into the sample pan, which was loaded with approximately 10–20 mg of the sample and suspended from a microbalance that continuously recorded mass as a function of time. The sample was placed in a chamber maintained at a constant temperature (30 °C), and water vapor mixed with an inert carrier gas (such as nitrogen) was flowed at a constant rate through the sample chamber. The RH was controlled by mixing dry and vapor-saturated streams of carrier gas using mass flow controllers. To initiate the experiment, the RH inside the chamber was set at 30% until the sample weight stabilized (change in mass below 0.0001%). Subsequently, the RH was incrementally increased and stabilized in steps of 50% and 80%. Following this, the RH was gradually reduced back to 50% and 30%. Throughout the experiment, the moisture content of the sample was continuously monitored and recorded.
Water vapor sorption isotherm, also referred to as the sorption isotherm, was generated by plotting the correlation between the relative humidity (RH) and the equilibrated amount of moisture absorbed by the films at a constant temperature. Sorption kinetics was also reported by plotting the change in moisture content over time in the approach to equilibrium. For these graphs, the time when the sample reached equilibrium at 30% RH was considered 0, and the moisture content (sorption) (MC) was determined by Eq. 5, Where \({m}_{30{\%}}\) is the weight of the sample after equilibrium at 30% RH.
Water drop absorption test
The water drop absorption test (WDAT) was evaluated according to TAPPI T835 in which the water absorptivity of corrugating medium is measured by dropping a drop of water (5 μL) on the surface of a specimen and determining the time for the drop to be completely absorbed as evidenced by the loss of sheen/specular gloss of the drop of water (TAPPI 2014) using Data Physics OCA35 contact angle instrument. In this test, instead of mounting the sample on an O-ring, the samples were mounted on a glass slide using two-sided tape.
Water contact angle
Surface hydrophilicity was measured by the water contact angles (WCA). WCA of the CNC composite film was determined using Data Physics OCA35 contact angle instrument. Static WCA was recorded by analyzing images of at least ten water droplets, where a water droplet of 5 μL was placed on the surface and the angle it forms in contact with the surface was measured. Dynamic WCA was also measured by recording the Advancing and Receding Contact Angle (ARCA). A droplet of 2 μL was first placed on the surface of the sample and the volume of the droplet was then gradually increased by 0.4 μL/s until it reached the final volume of 50 μL. The change in the contact angle during drop growth was recorded as the advancing contact angle. Subsequently, the water was gently drawn off from the surface at the same rate of 0.4 μL/s and the receding contact angle was recorded during this process.
Result and discussion
Structural properties
The structural properties of the control (CNC) and plasticized samples containing 20, and 30 wt.% maltitol were evaluated in terms of macro and micromorphology, crystallinity, and structural properties such as density and porosity. Figure 2 illustrates the macroscopic morphology of both, the rough (a-c) and smooth (d-f) surfaces of the films, along with the measured roughness values (g). As can be seen in Fig. 2, the control (CNC) film forms a smooth uniform surface, and the addition of maltitol increases the surface smoothness and decreases the pore sizes and numbers in the plasticized films. The change in the surface roughness (Sq) is presented for both sides of the films in Fig. 2g, with the roughness values in Table S1 and their significance analysis in Table S2 in Supplementary Information (SI). The formation of a smooth surface (the side in contact with substrate) and a rough surface (the side in contact with air) obtained using spray deposition technique is confirmed for all films by the significant difference in surface roughness between the two sides of each sample. For MAL30, surface roughness significantly decreased from 155 to 82 nm on the smooth surface side and from 677 to 267 nm on the rough surface side compared to the control sample.

Optical images of the rough surface of (a) control (CNC), and plasticized films containing (b) 20 wt.%, and (c) 30 wt.% maltitol and smooth surface of (d) control (CNC), and plasticized films containing (e) 20 wt.%, and (f) 30 wt.% maltitol (The scale bar for the images is 500 µm); and (g) the surface roughness (Sq) on both sides of the films measured from an area of 259 µm × 259 µm
The control (CNC) film forms a smooth uniform surface because the CNC fibers with low aspect ratio and high specific surface area can interact via inter and intra hydrogen bonds between the hydroxy groups on their surface and pack into a dense structure. Previous research has indicated that the addition of a plasticizer generally results in increased film smoothness (Csiszár et al. 2023). This effect is evident in the MAL30 sample (Fig. 2c, f). The maltitol blended to CNCs disperses between the CNC fibers. Maltitol is a disaccharide with a high density of hydroxy groups able to interact with those of CNCs. Consequently, maltitol partially prevents the fiber–fiber binding, allowing the CNC fibers to move freely during film formation, align, and form a smooth surface as the film dries. Such behavior was also observed with other plasticizers (Csiszár and Nagy 2017).
Figure 3 displays the micromorphology of the cross-section of the control film (a,c) and plasticized film containing 30 wt.% maltitol (b,d). Although some artifacts can be observed in the control sample (Fig. 3a, c), mainly due to preparation techniques, both samples demonstrate aligned layer formation, indicating the production of solid films in which the characteristic helicoidal chiral nematic arrangement of CNCs is preserved. The layered structure of the CNC film was previously observed and is a result of the self-assembling of CNC fibers in suspension, which is retained after film formation during the drying step (Chang and Oh-E 2022; Gray 2016; Haywood and Davis 2017). Figure 3b, d illustrates that the addition of maltitol preserves the self-assembling ability of CNCs and leads to a more organized and dense structure. A similar effect was observed with other plasticizers such as glycerol and sorbitol (Fernández-Santos et al. 2021).

Morphology of the CNC composites of different compositions. Scanning electron micrographs of the cross-section of control (CNC) with (a) × 10,000 and (c) × 1,000 magnification and cross-section of plasticized films containing 30 wt.% maltitol with (b) × 10,000 and (d) × 1,000 magnification
Diffraction patterns of the control and plasticized films are shown in Fig. 4. The main diffraction angles at the 2θ values of 14.9°,16.6°, 22.9°, and 34.6 correspond to the primary diffraction in the (1 − 10), (110), (200), and (004) planes of polymorph cellulose (French 2014; Moon et al. 2011) and exhibited characteristics peaks of cellulose I. The Crystallinity Index (Cr.I.) was calculated using Eq. 1. It has been reported either five (including (012)) (Garvey et al. 2005; Hult 2003) or four (He et al. 2008) crystalline peaks following this method. Here, four Gaussian crystalline peaks (1–10), (110), (200), and (004) are assumed, as shown in Fig. 4. The Cr.I. of CNC, MAL20, and MAL30 are 80%, 81%, and 80%, respectively, calculated based on the deconvolution curves in Fig. S1 (SI). The addition of the plasticizer does not change the crystallinity of nanocellulosic films, as expected.

Crystallinity of the CNC-Maltitol composites. XRD patterns for the control (CNC) and plasticized films containing 20, and 30 wt.% maltitol
The thickness and basis weight of the films were measured to determine the bulk density of the films. To calculate porosity, the skeletal densities of maltitol and CNCs were measured by gas pycnometer, and the skeletal densities of plasticized samples were calculated based on these two densities; the values are presented in Table 2. The thickness and basis weight of the films increase as the amount of maltitol is increased. This is because the addition of maltitol reduces the viscosity of the suspension. Consequently, under the same spraying conditions, a larger amount of material is sprayed in comparison to the control, resulting in an increase in the thickness and grammage of the plasticized films. Adding the plasticizer also increases the skeletal density of the films. This is due to the difference in the densities of maltitol (1.6044 g/cm3) and cellulose (1.5628 g/cm3). Further, an increase in plasticizer content increases bulk density. This led to a corresponding decrease in porosity. This increase in bulk density is due to the higher density of the maltitol added to the structure of the composite films. Furthermore, the low molecular size of maltitol enables it to occupy some of the intermolecular space between CNCs. The interaction of maltitol and CNCs through hydrogen bonding can also contribute to the formation of a denser structure of lower porosity. By forming hydrogen bonds with cellulose, maltitol reduces the amount of free space within the film structure, leading to a more closely packed, dense arrangement which is also observed by SEM images. This behavior was also reported for maltitol used as a plasticizer with starch (Zhang and Han 2006).
Fourier transform infrared (FTIR) spectroscopy
Fig. S2 (SI) shows the FTIR spectra of CNC (control) film, maltitol, and plasticized film containing 30 wt.% maltitol to detect and evaluate the change in chemical composition with the addition of maltitol to CNCs. FTIR spectra of maltitol closely resemble CNCs, indicating their similar chemical compositions. Notably, in the plasticized sample, no new peaks appear in the spectra, suggesting that the addition of maltitol caused no change in the chemical composition of CNCs. The peak at 1028 cm–1 is associated with the C–O group's stretching vibration, while the peak at 1650 cm–1 arises from O–H bending due to absorbed water. Peaks at approximately 2920 cm–1 and 2890 cm–1 correspond to the symmetric and antisymmetric vibration of − CH2 groups and the peak at 1140 cm–1 belongs to the stretching band of C–C ring (Varanasi et al. 2018).
The broad peak at 3000–3700 cm −1 is typically associated with the hydroxy groups stretching vibration. These stretching vibrations are exhibited in CNCs, maltitol, and MAL30, with a noticeable increase in intensity in the MAL30 sample. This increase in intensity indicates a higher number of hydroxy groups in the plasticized film. Furthermore, in this region, the peak at 3400 cm–1 indicates the interactions between CNCs and maltitol, which is increased in plasticized sample spectra (Fernández-Santos et al. 2021).
Optical properties
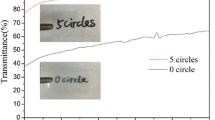
Optical properties of CNC and plasticized CNC films were analyzed by measuring their transmittance in the visible light wavelength range of 300–800 nm (Fig. 5). Nanocellulose film has high translucency compared to micron-to-millimeter-sized fiber films (Kumar et al. 2014). The light transmittance of all samples is above 75% (at 600 nm), while the highest transmittance of 80% is observed for the sample containing 30 wt.% maltitol (MAL30). The visual appearance of the films with similar thicknesses is depicted in Fig. S3 (SI). Plasticized samples are slightly more transparent than the control. However, there is no significant difference in the transparency of the films. Table S3 in SI shows the dispersive index measurements of the transmitted light of the films, revealing that higher maltitol content reduces the dispersive index, leading to clearer films. The transparency of nanocellulose is influenced by the size of nanocellulose and the pores between them. When the fibers or crystals are smaller than the visible light wavelength and are densely packed, so the pores formed are small enough to avoid light scattering, the film is transparent (Liao et al. 2022; Nogi et al. 2009). Since CNCs are smaller than the wavelength of visible light, they do not scatter light. However, if the pores between crystals are large, they scatter light which reduces transparency. Figure 2 shows micron-sized pores in the CNC and CNC:Maltitol 80:20 samples that can scatter light, resulting in lower transmittance. By increasing the amount of maltitol to 30 wt.%, the micron-sized pores disappear, reducing light scattering and increasing film transparency. Reduced pore size is the primary factor for the increased transmittance of MAL30. The lower surface roughness and better fiber alignment (as observed in SEM, Fig. 3) also contribute to the film's increased transmittance of plasticized film containing 30 wt.% maltitol.

UV–Vis transmittance spectra (300–800 nm) of the control (CNC) and plasticized films containing 20, and 30 wt.% maltitol
Mechanical properties
Mechanical properties including Young’s modulus (E), tensile strength, and elongation at break were evaluated for all films (Table 3). Adding plasticizer decreases Young’s modulus and tensile strength. CNC sample is the stiffest film with the highest Young’s modulus, E decreases by 47% and 65% upon adding 20 and 30 wt.% maltitol, respectively. However, the addition of 20 and 30 wt.% maltitol increased the elongation at break by 2.8 and 6 times, respectively, over control (CNC) film. Stress–strain curves for all films are presented in Fig. S4 (SI) and toughness is calculated as the area under the stress–strain curves. The result shows that maltitol enhances the toughness of the films, making the plasticized films more ductile compared to the brittle nature of the control film.
Adding maltitol reduces the interactions between adjacent nanocellulose crystals. Consequently, the tensile strength decreases and the films become more flexible. Compared to the commonly used polyol plasticizers such as sorbitol and glycerol, the plasticizing effect of maltitol is less pronounced. It is attributed to the fact that the efficiency of polyols (glycerol, xylitol, sorbitol, and maltitol) increases as their molecular mass decreases (Aulin et al. 2022; Mathew and Dufresne 2002).
Although both tensile strength and modulus decrease for plasticized samples, the values are comparable or superior to those of common plastics including PE, PS, PP, PVC, PLA, and PET; however, elongation values were lower (Ji et al. 2022).
Barrier properties
The gas barrier properties of the films were assessed with oxygen permeability (OP) and water vapor permeability (WVP) (Fig. 6). The addition of maltitol significantly reduces oxygen permeability to 10.80 and 4.75 cm3.µm/m2.day.atm for MAL20 and MAL30, respectively, in comparison to 21.68 cm3.µm/m2.day.atm for control (CNC). Similarly, the addition of maltitol significantly improved the water vapor barrier properties of the films, with permeability decreasing from 6.06 × 10–11 g/Pa.s.m (control) to 6.21 × 10–12 g/Pa.s.m for MAL20 and 3.67 × 10–12 g/Pa.s.m for MAL30, indicating a 90%, and 94% improvement, respectively.

Water vapor permeability (WVP) and oxygen permeability (OP) for the control (CNC) and plasticized films containing 20, and 30 wt.% maltitol, measured at 50% RH and 23 °C
Compared to PP and PE, having oxygen permeability ranges of 50,000–200,000 cm3.µm/m2.day.atm (Lange and Wyser 2003; Nair et al. 2014), the plasticized CNC films have much better oxygen barrier properties at 50% RH and 23 °C. However, a major challenge limiting CNC film commercialization is their poor water vapor barrier properties and low resistance against moisture (Silva et al. 2020). Adding maltitol significantly decreases the water vapor transmission rate of CNC film, from 96.59 g/m2.day for the control to 3.47 g/m2.day for MAL30, which is comparable to the performance of PP (0.2–5 g/m2.day) (Lange and Wyser 2003) at 50% RH.
CNC films have low barrier properties due to their porous structure and the hydrophilicity of the hydroxy dense surfaces. Maltitol plasticized films show great reduction in gas permeability. This improvement is attributed to the reduction in porosity and free hydroxy groups in the film structure. Porosity decreases for plasticized samples (Table 2), indicating a decrease in inter fiber pore spaces while the intra fiber pore spaces remained unchanged according to XRD patterns. Consequently, the free volume available in the film for the gas (oxygen and water vapor) molecules to either occupy the pores and interact with cellulosic film (solubility) or pass through it (diffusion) (Idris et al. 2022) is limited, reducing permeability. Maltitol also reduces the free hydroxy groups in the nanocomposite films, as its numerous hydroxy groups preferentially interact with those of CNCs, decreasing the density of free OH groups in the plasticized films. This leads to improved water vapor and oxygen barrier properties, especially under high relative humidity conditions. Previous studies have shown that polyol plasticizers like polyethylene glycol (PEG) (Chen et al. 2019) and glycerol (Aulin et al. 2022) increase the WVTR due to their water-binding ability (hygroscopicity) and high swelling capability. However, saccharide-polyol plasticizers like sorbitol (Aulin et al. 2022; Herrera et al. 2017) and mannitol (Fernández-Santos et al. 2021) improve water vapor barrier properties. While these studies showcased enhancements in CNCs barrier properties, it's noteworthy to highlight that the improvement observed with maltitol in our current study surpasses that achieved with previously employed plasticizers.
Dynamic vapor sorption
Dynamic vapor sorption (DVS) measurements quantified the thermodynamics and kinetics of vapor sorption (moisture-nanocellulose interactions). Figure 7 presents sorption kinetics while Fig. 8 presents the sorption isotherms of CNC and plasticized films.

Moisture sorption kinetics graphs of (a) control (CNC), and plasticized samples containing (b) 20 wt.% and (c) 30 wt.% maltitol during the sorption process

The equilibrium moisture content isotherm of the control (CNC) and plasticized films containing 20, and 30 wt.% maltitol at 30 °C for three different RH of 30%, 50%, and 80%. The solid line indicates increase in RH while the dash dot line indicates decrease in RH
The kinetics graphs quantify the rate of mass change of each sample in different RH steps (Fig. 7). Moisture sorption is especially fast in the initial zone, then decreases, leading to a plateau that corresponds to the equilibrium sorption at a specific RH. Plasticized samples show a longer period to reach equilibrium both for the absorption and desorption cycle, resulting in an increased running time (Fig. 7b,c). The total running time for the samples increases from CNC < MAL20 < MAL30.
A sorption isotherm (Fig. 8) is the locus of points that relates the relative humidity of the environment to the moisture content of a material at a specific temperature. It is important for wood and natural hygroscopic materials, as these materials undergo substantial changes in both moisture content and properties in response to variations in relative humidity (Guo et al. 2017; Thybring et al. 2019). All samples absorb moisture as RH increases and desorb moisture as RH decreases. At 50% RH, plasticized samples absorb less moisture than the control. However, plasticized films’ moisture sorption was higher than the CNC film at 80% RH.
The lower moisture sorption of plasticized samples at 50% RH over a longer time period suggests fewer free hydroxy groups in the film. This supports the concept that the hydroxy groups of maltitol are interacting via hydrogen bonds with those of CNCs, decreasing the composites’ affinity for moisture. Increasing RH to 80% provides sufficient H2O molecules to compete with and saturate all hydrogen bonding sites of CNCs and maltitol. Consequently, moisture sorption significantly increases at high RH. Notably, to the best of our knowledge, this study marks the first time that DVS measurements have been employed as a technique to discuss the interactions between the plasticizer and CNCs in order to describe the improvements in barrier properties.
Water drop absorption test
The water drop absorption test was performed to evaluate the water permeance of the films. The test measured the time required for a 5 µL droplet of water to permeate into the surface (Fig. 9). The control film exhibits a substantial water absorption resistance, clearly exceeding that of paper and cellulose nanofibers films (Fernández-Santos et al. 2021). While the plasticized samples show longer and significantly different absorption times from control, there was no statistically significant difference between the plasticized samples (Table S4 in SI).

Water contact angle (WCA) and water drop absorption time (WDAT) for the control (CNC) and plasticized films containing 20, and 30 wt.% maltitol
Water contact angle
The static water contact angle (WCA) was measured to quantify the change in surface hydrophilicity (Fig. 9). All the films are hydrophilic with a WCA below 90°. Despite the high hygroscopicity of maltitol (nine hydroxy groups per molecule), the water contact angle increases with the amount of plasticizer. The hydroxy groups of maltitol interact with those of nanocellulose, producing a less hygroscopic surface than the CNC control, supporting the moisture sorption analysis.
The static WCAs of all samples are higher than those commonly reported for CNCs. Therefore, dynamic (advancing and receding) contact angles were also measured to evaluate the effect of roughness on water contact angle for MAL30 (smooth side). During the advancing stage, the contact angle increases as the drop volume increases. The increase continues to a maximum CA of 90°, and then the CA jumped to a lower value, with a minimum CA of 63°. This pinning effect denotes the effect of surface roughness even on the samples with the smoothest surface (MAL30). The stick and slip motion of water droplet on the MAL30 smooth surface is shown in the video in Online Resource 1.
Conclusion
High-barrier nanocomposite films were developed by blending maltitol, a green polyol plasticizer, with cellulose nanocrystals (CNCs) via spray deposition. The films were made by adding 10, 20, and 30 wt.% maltitol to an aqueous CNC suspension. The addition of plasticizer decreases the surface roughness of the films. SEM analysis reveals the layered structure of CNCs is retained after adding maltitol. The plasticized CNC films have a denser layered structure of low porosity. The porosity of films decreases from 17% for CNCs to 14%, and 7% for samples containing 20 and 30 wt.% maltitol, respectively. The flexibility, transparency, and barrier properties of the CNC films improve by adding maltitol. CNCs plasticized with 30 wt.% maltitol produce films with 3.67 × 10–12 (g/Pa.s.m) water vapor permeability, corresponding to a 94% improvement compared to the control CNC film and an oxygen permeability as low as 4.75 (cm3.µm/m2.day.Pa) at 50% relative humidity (RH) and 23 °C, corresponding to a 78% improvement. To understand the mechanism behind the improved barrier properties, the contribution of the structural properties and the number of free hydroxy groups in the plasticized films was investigated. The change in the number of free hydroxy groups and the probability of their interaction with moisture was measured by plotting thermodynamic and kinetics isotherms of the moisture sorption of the films at different RH. At 50% RH, maltitol CNC films absorb less moisture over a longer time period, demonstrating a lower density of accessible free hydroxy groups compared to the control film. Plasticized CNC films also show higher WCA than CNC. In conclusion, the integration of exceptional transparency, barrier properties, and flexibility in maltitol-plasticized CNC film, utilizing a green and food-safe plasticizer, presents highly promising and sustainable solutions for diverse packaging applications, particularly in food packaging requiring superior barrier performance and flexibility. This new development enables the precise modulation of mechanical, optical, and gas barrier properties in nanocellulose films, facilitating the engineering of high-performing and environmentally sustainable products.
References
A/NZ Standard (2015) Methods of test for pulp and paper, paper and board—determination of thickness, density and specific volume Australian/New Zealand standard and technical committee PK-019
ASTM (2015) Standard test methods for water vapor transmission of materials. https://doi.org/10.1520/E0096_E0096M-16
ASTM (2018) Standard test method for tensile properties of thin plastic sheeting. https://doi.org/10.1520/D0882-18
ASTM (2020) Standard test method for determination of oxygen gas transmission rate, permeability and permeance at controlled relative humidity through barrier materials using a coulometric detector. https://doi.org/10.1520/F1927-20
Aulin C, Flodberg G, Ström G, Lindström T (2022) Enhanced mechanical and gas barrier performance of plasticized cellulose nanofibril films. Nord Pulp Pap Res J 37:138–148. https://doi.org/10.1515/npprj-2021-0061
Balasubramaniam SL, Patel AS, Nayak B (2020) Surface modification of cellulose nanofiber film with fatty acids for developing renewable hydrophobic food packaging. Food Packag Shelf Life 26:100587. https://doi.org/10.1016/j.fpsl.2020.100587
Browne C, Raghuwanshi VS, Lin M, Garnier G, Batchelor W (2022) Characterisation of cellulose nanocrystals by rheology and small angle X-ray scattering (SAXS). Colloids Surf A 651:129532. https://doi.org/10.1016/j.colsurfa.2022.129532
Chang M-H, Oh-E M (2022) Kinetic arrest during the drying of cellulose nanocrystal films from aqueous suspensions analogous to the freezing of thermal motions. Sci Rep 12. https://doi.org/10.1038/s41598-022-24926-8
Chen W, Ding J, Yan X, Yan W, He M, Yin G (2019) Plasticization of cottonseed protein/polyvinyl alcohol blend films. Polym J 11:2096. https://doi.org/10.3390/polym11122096
Csiszár E, Herceg I, Fekete E (2023) Effect of heating and citric acid on the performance of cellulose nanocrystal thin films. Polym J 15:1698. https://doi.org/10.3390/polym15071698
Csiszár E, Nagy S (2017) A comparative study on cellulose nanocrystals extracted from bleached cotton and flax and used for casting films with glycerol and sorbitol plasticisers. Carbohyd Polym 174:740–749. https://doi.org/10.1016/j.carbpol.2017.06.103
Dhali K, Ghasemlou M, Daver F, Cass P, Adhikari B (2021) A review of nanocellulose as a new material towards environmental sustainability. Sci Total Environ 775:145871. https://doi.org/10.1016/j.scitotenv.2021.145871
Fernández-Santos J, Valls C, Cusola O, Roncero MB (2021) Improving filmogenic and barrier properties of nanocellulose films by addition of biodegradable plasticizers. ACS Sustain Chem Eng 9:9647–9660. https://doi.org/10.1021/acssuschemeng.0c09109
French AD (2014) Idealized powder diffraction patterns for cellulose polymorphs. Cellulose 21:885–896. https://doi.org/10.1007/s10570-013-0030-4
Garvey CJ, Parker IH, Simon GP (2005) On the Interpretation of X-ray diffraction powder patterns in terms of the nanostructure of cellulose I fibres. Macromol Chem Phys 206:1568–1575. https://doi.org/10.1002/macp.200500008
Gray D (2016) Recent advances in chiral nematic structure and iridescent color of cellulose nanocrystal films. J Nanomater 6:213. https://doi.org/10.3390/nano6110213
Grishkewich N, Mohammed N, Tang J, Tam KC (2017) Recent advances in the application of cellulose nanocrystals. Curr Opin Colloid in 29:32–45. https://doi.org/10.1016/j.cocis.2017.01.005
Gu M, Jiang C, Liu D, Prempeh N, Smalyukh II (2016) Cellulose nanocrystal/poly(ethylene glycol) composite as an iridescent coating on polymer substrates: structure-color and interface adhesion. ACS Appl Mater Inter J 8:32565–32573. https://doi.org/10.1021/acsami.6b12044
Guo X, Wu Y, Xie X (2017) Water vapor sorption properties of cellulose nanocrystals and nanofibers using dynamic vapor sorption apparatus. Sci Rep 7. https://doi.org/10.1038/s41598-017-14664-7
Habibi Y, Lucia LA, Rojas OJ (2010) Cellulose nanocrystals: chemistry, self-assembly, and applications. Chem Rev 110:3479–3500. https://doi.org/10.1021/cr900339w
Hansen NML, Blomfeldt TOJ, Hedenqvist MS, Plackett DV (2012) Properties of plasticized composite films prepared from nanofibrillated cellulose and birch wood xylan. Cellulose 19:2015–2031. https://doi.org/10.1007/s10570-012-9764-7
Haywood AD, Davis VA (2017) Effects of liquid crystalline and shear alignment on the optical properties of cellulose nanocrystal films. Cellulose 24:705–716. https://doi.org/10.1007/s10570-016-1150-4
He J, Cui S, Wang S-Y (2008) Preparation and crystalline analysis of high-grade bamboo dissolving pulp for cellulose acetate. J Appl Polym Sci 107:1029–1038. https://doi.org/10.1002/app.27061
Herrera MA, Mathew AP, Oksman K (2017) Barrier and mechanical properties of plasticized and cross-linked nanocellulose coatings for paper packaging applications. Cellulose 24:3969–3980. https://doi.org/10.1007/s10570-017-1405-8
Hult E-L (2003) Characterization of the supermolecular structure of cellulose in wood pulpfibres. Cellulose 10:103–110. https://doi.org/10.1023/a:1024080700873
Idris A, Muntean A, Mesic B (2022) A review on predictive tortuosity models for composite films in gas barrier applications. J Coat Tech Res 19:699–716. https://doi.org/10.1007/s11998-021-00579-6
ISO (2011) Paper and board — determination of thickness, density and specific volume. https://doi.org/10.3403/30204992
Ji Y, Shen DE, Young EK, Goins CL, Reynolds JR, Shofner ML, Meredith JC (2022) Optimization of spray-coated nanochitin/nanocellulose films as renewable oxygen barrier layers via thermal treatment. Mater Adv 3:8351–8360. https://doi.org/10.1039/d2ma00832g
Kargarzadeh H, Mariano M, Huang J, Lin N, Ahmad I, Dufresne A, Thomas S (2017) Recent developments on nanocellulose reinforced polymer nanocomposites: a review. Polym J 132:368–393. https://doi.org/10.1016/j.polymer.2017.09.043
Kępa K, Amiralian N, Martin DJ, Grøndahl L (2021) Grafting from cellulose nanofibres with naturally-derived oil to reduce water absorption. Polym J 222:123659. https://doi.org/10.1016/j.polymer.2021.123659
Khan R, Jolly R, Fatima T, Shakir M (2022) Extraction processes for deriving cellulose: a comprehensive review on green approaches. Polym Adv Technol 33:2069–2090. https://doi.org/10.1002/pat.5678
Kumar V et al (2014) Comparison of nano- and microfibrillated cellulose films. Cellulose 21:3443–3456. https://doi.org/10.1007/s10570-014-0357-5
Lange J, Wyser Y (2003) Recent innovations in barrier technologies for plastic packaging-a review. Packag Technol Sci 16:149–158. https://doi.org/10.1002/pts.621
Liao Y, Alam N, Fatehi P (2022) Semitransparent films from low-substituted carboxymethylated cellulose fibers. J Mater Sci 57:10407–10424. https://doi.org/10.1007/s10853-022-07262-0
Lu P, Xiao H, Zhang W, Gong G (2014) Reactive coating of soybean oil-based polymer on nanofibrillated cellulose film for water vapor barrier packaging. Carbohyd Polym 111:524–529. https://doi.org/10.1016/j.carbpol.2014.04.071
Mathew AP, Dufresne A (2002) Plasticized waxy maize starch: effect of polyols and relative humidity on material properties. Biomacromol 3:1101–1108. https://doi.org/10.1021/bm020065p
Moon RJ, Martini A, Nairn J, Simonsen J, Youngblood J (2011) Cellulose nanomaterials review: structure, properties and nanocomposites. Chem Soc Rev 40:3941–3994. https://doi.org/10.1039/C0CS00108B
Nadeem H, Naseri M, Shanmugam K, Browne C, Garnier G, Batchelor W (2020) Impact of heat drying on the physical and environmental characteristics of the nanocellulose-based films produced via spray deposition technique. Cellulose 27:10225–10239. https://doi.org/10.1007/s10570-020-03473-3
Nair SS, Zhu J, Deng Y, Ragauskas AJ (2014) High performance green barriers based on nanocellulose. Sustain Chem Process 2. https://doi.org/10.1186/s40508-014-0023-0
Nogi M, Iwamoto S, Nakagaito AN, Yano H (2009) Optically transparent nanofiber paper. Adv Mater 21:1595–1598. https://doi.org/10.1002/adma.200803174
Noremylia MB, Hassan MZ, Ismail Z (2022) Recent advancement in isolation, processing, characterization and applications of emerging nanocellulose: a review. Int J Biol Macromol 206:954–976. https://doi.org/10.1016/j.ijbiomac.2022.03.064
Pritchard CQ et al (2022) Adjustable film properties of cellulose nanofiber and cellulose nanocrystal composites. Carbohyd Polym 286:119283. https://doi.org/10.1016/j.carbpol.2022.119283
Saraiva A, Carrascosa C, Raheem D, Ramos F, Raposo A (2020) Maltitol: analytical determination methods, applications in the food industry, metabolism and health impacts. Int J Env Res Pub He 17:5227. https://doi.org/10.3390/ijerph17145227
Shalom BT, Nevo Y, Leibler D, Shtein Z, Azerraf C, Lapidot S, Shoseyov O (2019) Cellulose nanocrystals (CNCs) induced crystallization of polyvinyl alcohol (PVA) super performing nanocomposite films. Macromol Biosci 19:1800347. https://doi.org/10.1002/mabi.201800347
Shalom TB, Belsey S, Chasnitsky M, Shoseyov O (2021) Cellulose nanocrystals and corn zein oxygen and water vapor barrier biocomposite films. J Nanomater 11:247. https://doi.org/10.3390/nano11010247
Shanmugam K, Doosthosseini H, Varanasi S, Garnier G, Batchelor W (2018) Flexible spray coating process for smooth nanocellulose film production. Cellulose 25:1725–1741. https://doi.org/10.1007/s10570-018-1677-7
Shanmugam K, Varanasi S, Garnier G, Batchelor W (2017) Rapid preparation of smooth nanocellulose films using spray coating. Cellulose 24:2669–2676. https://doi.org/10.1007/s10570-017-1328-4
Silva FAGS, Dourado F, Gama M, Poças F (2020) Nanocellulose bio-based composites for food packaging. J Nanomater 10:2041. https://doi.org/10.3390/nano10102041
TAPPI (2014) TAPPI/ANSI T 835 om-14, water absorption of corrugating medium: water drop absorption test
Tayeb A, Amini E, Ghasemi S, Tajvidi M (2018) Cellulose nanomaterials—binding properties and applications: a review. Molecules 23:2684. https://doi.org/10.3390/molecules23102684
Tayeb HA, Tajvidi M (2019) Sustainable barrier system via self-assembly of colloidal montmorillonite and cross-linking resins on nanocellulose interfaces. ACS Appl Mater Inter 11:1604–1615. https://doi.org/10.1021/acsami.8b16659
Teixeira SC, Silva RRA, de Oliveira TV, Stringheta PC, Pinto MRMR, Soares NdFF (2021) Glycerol and triethyl citrate plasticizer effects on molecular, thermal, mechanical, and barrier properties of cellulose acetate films. Food Biosci 42:101202. https://doi.org/10.1016/j.fbio.2021.101202
Thybring EE, Glass SV, Zelinka SL (2019) Kinetics of water vapor sorption in wood cell walls: state of the art and research needs. Forests 10:704. https://doi.org/10.3390/f10080704
Vanderfleet OM, Cranston ED (2021) Production routes to tailor the performance of cellulose nanocrystals. Nat Rev Mater 6:124–144. https://doi.org/10.1038/s41578-020-00239-y
Varanasi S, Henzel L, Sharman S, Batchelor W, Garnier G (2018) Producing nanofibres from carrots with a chemical-free process. Carbohyd Polym 184:307–314. https://doi.org/10.1016/j.carbpol.2017.12.056
Vieira MGA, da Silva MA, dos Santos LO, Beppu MM (2011) Natural-based plasticizers and biopolymer films: a review. Eur Polym J 47:254–263. https://doi.org/10.1016/j.eurpolymj.2010.12.011
Vilarinho F, Sanches Silva A, Vaz MF, Farinha JP (2018) Nanocellulose in green food packaging. Crit Rev Food Sci Nutr 58:1526–1537. https://doi.org/10.1080/10408398.2016.1270254
Wang J, Gardner DJ, Stark NM, Bousfield DW, Tajvidi M, Cai Z (2018) Moisture and oxygen barrier properties of cellulose nanomaterial-based films. ACS Sustain Chem Eng 6:49–70. https://doi.org/10.1021/acssuschemeng.7b03523
Wu F, Misra M, Mohanty AK (2021) Challenges and new opportunities on barrier performance of biodegradable polymers for sustainable packaging. Prog Polym Sci 117:101395. https://doi.org/10.1016/j.progpolymsci.2021.101395
Yao K, Meng Q, Bulone V, Zhou Q (2017) Flexible and responsive chiral nematic cellulose nanocrystal/poly(ethylene glycol) composite films with uniform and tunable structural color. Adv Mater 29:1701323. https://doi.org/10.1002/adma.201701323
Zhang Y, Han JH (2006) Plasticization of pea starch films with monosaccharides and polyols. J Food Sci 71:E253–E261. https://doi.org/10.1111/j.1750-3841.2006.00075.x
Acknowledgments
Funding from the Australian Research Council, Australian Paper, Orora, Norske Skog, Visy, and Circa and Leaf through the ITRH Processing Advanced Lignocellulosics (PALS) (grant number IH170100020) is gratefully acknowledged. Many thanks to Dr Christine Browne for assistance in dynamic water contact angle measurements and data analysis, and Ms. Gloria Diaz Arenas and Mr. Nick McDougall for assistance with SEM. We acknowledge the Monash Centre for Electron Microscopy for the use of SEM training and facilities.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions This work was supported by the Australian Research Council, Australian Paper, Orora, Norske Skog, Visy, and Circa and Leaf through the ITRH Processing Advanced Lignocellulosics (PALS) (grant number IH170100020).
Author information
Authors and Affiliations
Contributions
Naghmeh Nasiri: Conceptualization, Methodology, Validation, Formal analysis, Investigation, Software, Writing—Original Draft. Hans Cainglet: Conceptualization, Methodology, Formal analysis, Writing—Review & Editing. Gil Garnier and Warren Batchelor: Conceptualization, Supervision, Project administration, Writing—Review & Editing.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Supplementary file1 (AVI 2520 KB)
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Nasiri, N., Cainglet, H.E., Garnier, G. et al. Transparent maltitol- cellulose nanocrystal film for high performance barrier. Cellulose 31, 7421–7436 (2024). https://doi.org/10.1007/s10570-024-06022-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-024-06022-4