
Abstract
In this study, cereal straw was alkalized and treated with benzoyl or dicumyl peroxide solution. Modified straws were adopted as cellulosic filler in natural rubber biocomposites. Morphological changes and thermal stability of fillers were investigated by scanning electron microscope, Fourier-transform infrared spectroscopy and thermogravimetric analysis technique. The influence of both treated and untreated cereal straws on the rheometric characteristics, static and dynamic mechanical properties, crosslinking density and resistance to aging of composites was examined. Modified straws showed better thermal resistance compared to raw fibers and were resistant up to about 220 °C. The results indicated that the strongest reinforcing effect was achieved using 10 phr of treated cereal straw. Deterioration of the mechanical properties of composites is observed in composites with a higher content of biofiller (20, 30 phr). It might be the result of a strong agglomeration of crumbled straw particles acting as stress cumulative elements in the vulcanizate. Dynamic mechanical analysis revealed the reduction in the tangent delta of treated composites, might be due to improvement in filler/matrix interfacial adhesion. Moreover, all of the vulcanizates proved to be resistant to thermo-oxidative degradation. Cereal straw represents an interesting alternative for commercial fillers and could be successfully applied as a low-cost biofiller, which improved several properties of elastomer composites.
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Natural straw fibers can be considered as an environmentally friendly reinforcement for composite materials, having potential of use in various applications by their economic, technical and environmental concerns (Masłowski et al. 2017). Nowadays different cellulose fibers such as flax, hemp, sisal, cotton, kenaf, jute, bamboo, coconut and date palm, which have developed over the last decades, offer a number of advantages over synthetic fibers (mainly glass, carbon, plastic) due to their renewable nature (Mwaikambo and Ansell 2002; Bernard et al. 2011). Major unique properties (but not limited) of natural fibers include among others: low cost, biodegradability, recyclability, low density, good thermal properties, reduced tool wear, non-irritation to the skin, and enhanced energy recovery (Thakur et al. 2014; Azam et al. 2016).
The components of natural straw fibers include: cellulose—a hydrophilic glucan polymer consisting of a linear chain of 1,4-β-bonded anhydroglucose units which contains alcoholic hydroxyl groups; hemicellulose—heterogeneous polysaccharides, located between the lignin and cellulose fibres; lignin—phenolic polymeric material, formed from phenolic precursors such as p-hydroxycinnamyl alcohols, p-coumaryl alcohol, coniferyl alcohol and sinapyl alcohol; pectin, waxes and water soluble substances. Natural fibers being hydrophilic are incompatible with the hydrophobic polymer matrix. Fiber–matrix interface is affected by hydrophilic nature of cellulosic fibers (Saheb and Jog 2015). In addition to this, waxy and pectin substances cap the reactive functional groups of the fiber and act as a hindrance to polymer-filler interactions. Insufficient adhesion between hydrophobic polymers and hydrophilic fibers result in poor mechanical properties of the natural fiber reinforced polymer composites. As the natural fibers contain hydroxyl groups from cellulose and lignin, their surface needs to be modified with different chemical treatments to enhance the effectiveness of interfacial bonding (Ali et al. 2016b; Militký and Jabbar 2015). Recently, mercerization, acrylation, acetylation as well as isocyanate, permanganate, silane and peroxide treatments of natural fibers have been adopted as successful improvement of fiber strength and reported in the literature (Li et al. 2007; Kaushik et al. 2013; Valadez-Gonzalez et al. 1999; Ray et al. 2002; Herrera-Franco and Valadez-González 2005; Wong et al. 2010).
Sodium hydroxide (NaOH) is the most commonly used chemical for bleaching and/or cleaning the surface of plant fibers. This treatment removes lignin, pectin, waxy substances, and natural oils covering the external surface of the fiber cell wall. It also changes the fine structure of cellulose I to cellulose II, depolymerizing the native cellulose structure and exposes short length crystallites (Fernandes et al. 2011; Collett et al. 2015; Andersson et al. 2003). Based on the acquired knowledge, NaOH treatment is currently used as a pre-modification before the main modifications of cellulosic fibers.
Peroxide treatments have attracted the attention of the majority of researchers in the field of cellulose fiber processing, due to the ease of their implementation with the simultaneous provision of good mechanical properties. Organic peroxides are easily broken down into free radicals, which then react with cellulose fiber and also with a hydrogen group matrix (Sreekala et al. 2000). During peroxide treatment, fibers are treated with 6% dicumyl peroxide or benzoyl peroxide in acetone solution after previous alkali pre-modification. Fibers treated with dicumyl peroxide first soak in the solution, then are wash with distilled water, and finally place in oven to improve their hydrophobic properties(Ali et al. 2016a).
Nowadays there is a big interest in research concentrated on polymer composites of natural biomaterials, including straw. Agricultural crop residues, such as straws represent an important resources, with a great potential as raw materials for polymers composites (Matsumura et al. 2005; Talebnia et al. 2010). The structural advantage of straw as compared to other annual plant materials is its resemblance to wood composition (Kijeński et al. 2016). As a result, composites filled with straw are expected to have good mechanical properties (Scarlat et al. 2015). Utilization of wheat straw for industrial application leads to substantial consumption of the straw, as well as reducing the cost of the product as it is available at low cost compared to other bast fibers such as juta (Zou et al. 2010). Researches on the use of straw in biocomposites focus mainly on thermoplastic polymers consisting of rapeseed and rice straw as a fibres. Unfortunately, the problem of utilization of straw is still not fully resolved and requires search for new opportunities and technologies of its use.
The objective of this study was to investigate the influence of peroxide modification on the properties of cereal straw and to developed and characterized a new type of material: straw treated natural rubber composites. Effect of these treatments on morphology and thermal stability of natural lignocellulose fibers is meagerly reported in literature as well as the properties of bio-composites filled with them. Achieving optimal mechanical and utility properties was the primary purpose of the researches. Which depends on the reinforcement of the surface area of the fibers/matrix. In polymer technology, the use of an appropriate medium is a key issue and forms the basis of its subsequent, relevant properties. In comparison to thermoplastic biocomposites, widely described in the literature, the use of new, elastomeric matrix is undoubtedly a scientific novelty, both from a cognitive and application point of view. Furthermore, the aim of this work was to investigate peroxide modifications of cereal straw using dicumyl and benzoyl peroxide with previous sodium hydroxide pre-modification on both fillers and vulcanizates characteristics.
Experimental
Materials
Natural rubber (Torimex Chemicals) cis-1,4-polyisoprene, density 0.93–0.98 g/cm3.
Sulfur cure system:
-
Sulfur (S8)
-
Zinc oxide (ZnO)
-
2-mercaptobenzothiazole (MBT)
-
Stearic acid (SA)
Biofillers: pure straw (PS), dicumyl peroxide modified straw (DCPS), benzoyl peroxide modified straw (BPS).
Cereal straws (wheat, rye, triticale, barley and oat) were obtained from local farms (Poland).
The straw was prepared as follows:
-
drying at 70 °C,
-
cut into 10 mm fiber
-
grinding using a ball mill for 0.5 h (SPEX SamplePrep 8000D Mixer/Mill)
-
modified as follows:
Pre-modification First straws were soaked in 5% (by weight) solution of sodium hydroxide for 2 h at room temperature. After treatment, materials were thoroughly washed with water several times in order to remove NaOH residual, until a pH of 7 was reached. Next the straws were dried in hot air oven at 70 °C to constant weight. Reaction is shown in Fig. 1.

Reaction of cellulose fiber with NaOH
Main modifications The peroxide treatment was carried out on an alkali pretreated straw using benzoyl and dicumyl peroxide, reaction shown in Fig. 2.

Reaction of lignocellulose fiber with benzoyl (a)/dicumyl peroxide (b)
Pretreated lignocellulosic materials were modified with:
-
6% benzoyl peroxide in acetone for 120 min at 25 °C,
-
6% dicumyl peroxide in acetone for 120 min at 25 °C,
Next the straws were rinsed with distilled water and then dried in an oven at 70 °C.
The compositions of the tested elastomer mixture are presented in Table 1.
Methods
Fourier transform infrared spectra was studied in the range of 4000–400 cm−1 using an Fourier-transform infrared spectroscopy (FTIR) Nicolet 6700 spectrophotometer. Tools and process parameters: a single reflection diamond ATR crystal on ZnSe plate, DTGS/KBr detector, 128 scans; resolution—8 cm−1.
The thermal stability of the straws was examined using a TGA/DSC1 (Mettler Toledo) analyzer. Samples (total weight in the 8–10 mg range) were placed into alumina crucibles and heated from 25 to 600 °C in a nitrogen atmosphere. Measurement parameters: nitrogen flow − 60 mL/min, heating rate − 10 °C/min.
Rubber compounds were prepared using a Brabender measuring mixer N50 at 50–60 °C. The mixing time equaled 12 min which included 4 min of mastication of natural rubber, 4 min of mixing NR with the biofillers (PS, DCPS, DBS) and 4 min of mixing the blend with the sulfur curing system. Next, two–roll mill was used to obtain rubber sheets.
The rheometric properties and kinetics of elastomer mixtures vulcanization were tested using MonTech DRPA 300 Rheometer at 160 °C. The measurements were studied according to ISO 3417. Next, the samples were cured at 15 MPa, until they developed a 90% increase in torque, according to rheometric measurements.
The tensile properties and tear strength tests of the vulcanizates were measured according to ISO-37 and ISO 34 standard, respectively using a universal machine (Zwick, Ulm, Germany). The strain rate of tensile tests was 500 mm/min. The elongation at break measurements were examined using an extensometer with sensor arms. The tensile strength carried out for five standard dumbbell-shaped samples. The stress–strain curves was plotted. Tear strength tests were performed at a cross-head speed of 50 mm/min for three “trousers” shape of the samples. Dimensions of the samples: length 100 mm, width 15 mm, and thickness 1 mm with a precut of 40 mm at the center.
DMA analysis were determined by means of DMA/SDTA861e analyzer (Mettler Toledo). Test parameters: temperature range − 150–60 °C, heating rate − 3 °C/min, frequency − 1 Hz, strain amplitude − 0.05%.
Hardness of biocomposites was studied using a Shore type A Durometer (Zwick/Roell). The measurements were determined according to ISO 868 standard. At least 10 points were tested for each sample.
To analyze the crosslinking density (γe), samples of 20–50 mg were swollen to equilibrium in toluene at room temperature. Next, the samples were dried in air oven at 50 °C to constant weight. The (γe) value was calculated on basis of the Flory-Rehner (Flory and Rehner 1943) (Eq. 1):
where µ—the Huggins parameter of the NR-solvent interaction, was calculated from the Eq. 2:
Vr—the volume fraction of elastomer in the swollen gel.
The thermo-oxidative ageing was performed at a temperature of 70 °C for 14 days in a dryer with thermo-circulation. The ageing coefficient (K) was determined as the numerical change in the static mechanical properties of the samples upon degradation process (Eq. 3):
where Eb—elongation at break, TS—tensile strength.
The relative damping of vulcanizes were investigated under the influence of compressive stress using a ZWICK 1435 (Zwick, Ulm, Germany) universal machine. Dimensions of the sample (disc shape): diameter—35 mm, height—17.8 mm. During the test samples were stressed from 0 to 0,7 MPa and then stress was reduced. Hysteresis loops were recorded and the relative damping values were determined according to the Eq. 4:
where: Tτw—relative damping, ΔWi—the difference between the compression work and the work during reducing the compressive stresses, Wibel—compression work.
The morphology of composites samples (10 phr straw) and the dispersion of the filler were evaluated by means of Scanning Electron Microscopy with field emission Hitachi TM-1000 (Japan).
Results and discussion
Characteristic of fillers
Thermogravimetric analysis
Thermogravimetric analysis (TGA) is a very useful thermal analysis technique to investigate the thermal stability of a material. Figures 3 and 4 show the results of the TGA performed on the pure and modified straw.

TGA thermograms of modified and pure straw showing mass loss

DTG curves determined for straw
The thermal stability of the filler is an important issue in the development of elastomeric composites in the production process (cross-linking, extrusion or injection molding) as well as in the subsequent use of end products. The components of lignocellulosic fibers (cellulose, hemicellulose, lignin, etc.) are sensitive to different temperature ranges. Lignin decomposes slower and has a wider range of decomposition temperatures (200–500 °C) than cellulose, hemicellulose and other biomass components. The initial decomposition temperatures of lignin and hemicellulose are similar (around 200 °C), but the weight loss is greater for lignin. Cellulose degradation occurs between 315 and 390 °C, and the maximum degradation rate is observed at 355 °C (Yang et al. 2007). The thermal stability of the fiber can be increased by removing some of the hemicellulose and lignin by various chemical methods.
Thermogravimetric tests performed for fillers used at work revealed large changes in thermal properties. Thermal analysis (DTG) showed an endothermic peak in the range of 40–120 °C, associated with the removal of moisture contained in the fibers. The mass loss for unmodified fibers was 6.1% and was much higher than for peroxide-modified straw, where water loss was 4.3%. This could be the result of the increased hydrophobicity of the fibers through chemical treatment, making the material less hygroscopic. The results showed that the thermal degradation of the unmodified straw began at around 180 °C and became fast at around 260 °C. The maximum filler weight loss rate was reached at 330 °C on the DTG curve, this phenomenon is the result of degradation of the lignocellulosic material. The applied modifications significantly improved the thermal resistance of straw, the initial temperature of fiber distribution increased, thermal stability extended to a temperature of about 220 °C, for straw modified with benzoyl peroxide and dicumyl. A narrower distribution of the peak related to the degradation of the lignocellulosic material and the shift of the peak (maximal decomposition rate) to a temperature of 360 °C was observed. This is probably the reason for the partial removal of lignin and hemicellulose from the straw, which have lower thermal stability than cellulose.
Fourier transform infrared (FTIR) analysis
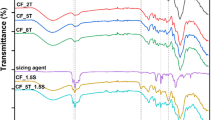
In this study, the effects of peroxide treatment on straw fibers structure were investigated. Changes regarding treated and untreated materials by FTIR measurement, were presented. The FTIR spectra of pure and modified straws are showed in Fig. 5.

FTIR spectra of pure and treated (benzoyl peroxide and dicumyl peroxide) straw
The broad absorption band observed in the 3300 cm−1 was related to the hydrogen bonding (OH) stretching vibration. The intensity of this peak is weaker in the spectrum after modification. Vibration peaks at 2900 and 2870 cm−1, corresponded to the stretching of the CH and CH2 aliphatic group, respectively. The band for 1720 cm−1 is attributed to the C=O stretching of the acetyl groups of hemicellulose and lignin [16]. It is assumed that the removal of hemicellulose from the straw surfaces makes this peak disappear. The peaks detected at 1650 and 1620 cm−1 is correlated with the carbonyl group of the acetyl ester in hemicellulose and the carbonyl aldehyde in lignin. The vibration peak at 1500 cm−1, assigned to the benzene ring vibration of lignin. CH2, CH symmetric bending peaks at 1425 and 1360 cm−1 are also present. Vibrations of C–O groups in ring 1320 cm−1 are characteristic for cellulose.
The peak at 1230 cm−1, which is C=O stretch of acetyl group of lignin was reduced after modification. The intense peak near 1030 cm−1 correlated with C–O–C bonds. Pre-alkali treatment is expected to reduce lignin and hemicellulose content in straw. It was noted a decreasing of the peak relative to C=O stretching and C–O–C asymmetrical stretching (1030 cm−1) characteristic for hemicelluloses and C=C aromatic (1500 cm−1) and C–O aryl group vibrations (1230 cm−1) typical for lignin. These results indicate that modification leads to the partial removal of lignin and hemicellulose.
Characteristic of biocomposites
Rheometric properties
The influence of straw filler type and content on curing properties of biocomposites is presented in Table 2 and Fig. 6. The vulcanization characteristics expressed in terms of the minimum torque value (Mmin), torque increase (ΔM), scorch time (tS2) and optimum cure time (t90).

The influence of straw filler type and content on scorch time (tS2) and optimum cure time (t90)
The minimum torque and torque gain increased with a higher content of lignocellulosic material, regardless of its type. The increase in these values resulting from the limited mobility of polymer chains is related to the rubber-filler interactions and cross-linking density of biocomposites. This phenomenon has a significant impact on the viscosity, stiffness and shear modulus of vulcanizates. The lowest values of the minimum torque were characterized by NR/untreated straw biocomposites. Surface modification presumably increased rubber–filler interfaces and filler–filler interactions influencing the rheological characteristics of the composites.
Scorch time, which is the measure of premature vulcanization and optimum cure of NR vulcanizates decreased for filled composites. With the increase in the filler content and regardless of the type of straw used, a slight increase in the vulcanization time was observed.
From the economical point of view of the processing of polymer products, the kinetics of cross-linking, including the vulcanization time is of great importance. It should be emphasized that the addition of straw filler allows obtaining composites with a vulcanization time reduced by 1/3 in relation to the reference sample.
Mechanical properties and crosslinking density
Mechanical properties of fiber-reinforced composites are influenced by the strong adhesion of fiber and polymer matrix. The filler–polymer interactions depends on the amount and type of filler and its characteristic features. The properties of biocomposites with natural fibers are determined by the diameter and length of the fiber, as well as its content and distribution. The shape and quality of fiber surface also influence the composite’s strength. Due to the large diversity in the structure and morphology of bio-fillers, the functional properties of composites, including mechanical ones, can undergo significant changes.
Crosslinking density
The type of rubber and the degree of crosslinking as well as the properties of the medium in which the filler is dispersed are equally important for strengthening effect. The interactions at the rubber-filler interfaces play a significant role in the reinforcing effect, since the mechanism of transferring stresses during deformation depends on them. The interactions between the elastomer and the filler act as physical network nodes and constitute additional elements of the spatial network of vulcanizates. Accordingly, the addition of the filler to the polymer matrix affects the overall crosslinking density characteristic.
In order to examine the impact of straw modifications as well as the fillers content on the crosslinking density of biocomposites, measurements of equilibrium swelling were carried out. The results are given in Table 3.
Crosslinking density of vulcanizates increased with the degree of filling, regardless of the type of straw used. The effect of straw modification on the νe value was varied. The addition of 10 phr of modified filler increased the concentration of network nodes in the system. However, the cross-linking density of composites filled with 20, 30 phr of modified straw decreased compared to vulcanizates containing pure straw.
The increase in the overall cross-linking density of the system results in improved stiffness and strength of the composites as the filler–polymer interaction increases. In order to examine the impact of straw modifications and the fillers content on mechanical properties of biocomposites a number of strength parameters were determined.
Static mechanical properties
The tensile strength of biocomposites containing pure and peroxides modified straw in different contents is shown in Fig. 7, stress–strain curves are also included (Figs. 8, 9, 10).

Effects of straw filler type and content on tensile strength

Stress–strain curves of natural rubber composites filled with 10 phr straw

Stress–strain curves of natural rubber composites filled with 20 phr straw

Stress–strain curves of natural rubber composites filled with 30 phr straw
The tensile strength of vulcanizates containing unmodified straw increased with higher filler content up to 20 phr. The addition of 30 phr resulted in a decrease in TS to a value comparable to an unfilled system. For composites containing 10 phr of the filler, the beneficial effects of the modifications applied were visible. Treatment of straw with peroxides resulted in an increase in tensile strength of 1.7 MPa for NR/benzoyl peroxide straw and of 3.9 MPa for NR/dicumyl peroxide straw, compared to reference sample.
The results indicated that the incorporation of fibers into the rubber medium increased the stiffness of the composites. Modification of the filler influenced the mechanical properties increment probably as a result of a better interactions between the fiber and the polymer. However, the use of higher content of modified straw contributed to the reduction of tensile strength values. This may be due to an increase in the filler activity with respect to intra-molecular interactions leading to agglomeration of the fiber particles and deterioration of the degree of dispersion of the filler in the rubber matrix. Reflecting the obtained results are measurements of equilibrium swelling, in which an increase in cross-linking density was also observed at the content of 10 phr of modified straw.
Biocomposites of natural rubber were characterized by high strain, Eb value was in the range of 450–615%. The elongation at break of the vulcanizates decreased with the amount of filler used.
Hardness measurement
Hardness (Fig. 11) is a measure of resistance to applied deformation. In rubber it is related to degree of crosslinking and amount of filler. Addition of filler and higher crosslinking density increased hardness of composites, because the straw fibres lead to reinforcement of the samples. The maximum value of 47°Sh A was obtained for 30 phr filler amount, and this value is higher than in case of composites with 10 phr fibres (34°Sh A) and unfilled system (26°Sh A). Incorporation of straw into natural rubber reduces elasticity of the rubber chains, which leads to more rigid rubber composites than in case of unfilled vulcanized rubber.

Influence of different straw fillers content on the hardness of the vulcanizates
Tear strength
The tear resistance (or tear strength) is resistance to the growth of a cut or nick in a vulcanized (cured) rubber specimen when tension is applied. Tear resistance is an important consideration, both as the finished material is being removed from the mold and as it performs in actual service.
The value of tear strength for composites containing cereal straw depends on the modification method (Fig. 12). The vulcanizates containing the pure filler exhibited a decrease in tear strength compared to the unfilled system. However, the decrease was the smaller, the higher the filler content. In contrast, the use of modified straw has positively influenced the tearing resistance of biocomposites. The treated filler may be characterized by a lower activity, and also show a greater tendency to accumulate in larger clusters (aggregates, agglomerates), which results a lack of material homogeneity caused by poor dispersion. The aggregates or agglomerates formed by the filler cause concentration of stresses. As a result of the applied force during the test, the measured Fmit value increases. The observable effect is the improvement of the tearing resistance of the vulcanizates produced.

The influence of straw filler type and content on tear strength
Damping properties
The relative damping test consists in cyclically compressing the sample from 0 to a specified stress value. The recorded hysteresis loop is a manifestation of internal friction and energy dissipation due to compression of an elastic solid. During the cyclic loading, part of the energy is dispersed, which makes it possible to determine the attenuation coefficient. The research aims to achieve elastomeric composites that strongly dissipate energy thus exhibit better damping properties.
The conducted research shows that polymer biocomposites filled with straw showed a higher relative damping factor compared to the unfilled system (Fig. 13). This increase was clearly visible with the increased amount of straw added. For 30 phr of pure straw, the value of Ttw was more than doubled. A further improvement in damping properties over the unmodified system can be observed both for the BPS and DCPS containing vulcanizates.

Influence of different straw fillers content on the damping of the biocomposites
Thermooxidative aging process
During exploitation, rubber products are exposed to various environmental factors that lead to their degradation. Increased temperature and oxygen contained in the air initiate the aging process of the material. An important aspect is to examine how the changes in the composition of rubber mixtures can affect the material’s resistance to this type of process. This effect was determined on the basis of changes in mechanical properties of vulcanizates after thermo-oxidative aging. The numerical measure of degradation processes simulation is the coefficient K. The obtained results are presented in Fig. 14.

Thermal aging factor of composites filled with straw (0–30 phr)
Natural rubber as a compound containing unsaturated bonds in its structure and is characterized by poor resistance to polymer chain degradation processes. Thermo-oxidative aging caused unfavorable changes in the properties of NR vulcanizates, as evidenced by values of the K coefficient of less than unity. This is most likely the effect of changes in the polymer structure, leading to degradation of the material. The introduction of a natural filler did not cause further aging of the material. In contrast, the addition of modified straw caused a slight improvement in the resistance of vulcanizates to degradation under the influence of thermo-oxidative factors.
Dynamic mechanical analysis (DMA)
The dynamic parameters such as storage modulus (E′), loss modulus (E″), and loss factor (tan δ) are temperature dependent and provide information about interfacial bonding between the filler and polymer matrix of composite material. The influence of different type of straw on the values of E′, E″, tan δ as a function of temperature are given in Fig. 15, 16 and 17.

Loss modulus of studied biocomposites as a function of temperature

Storage modulus of biocomposites filled with 10 phr straw as a function of temperature

Temperature dependence of tan δ for reference sample and biocomposites
The lowest values of E′, E″ in the glassy region were observed for unfilled NR, the addition of straw to NR and treatment of the filler increased both loss modulus and storage modulus of composites. The highest values of storage and loss modulus were measured for samples filled with benzoyl peroxide straw and dicumyl peroxide straw. These results correspond correctly to the previous results of the crosslinking density and mechanical properties of obtained biocomposites.
By definition tan δ is the ratio of dissipated energy (loss modulus E″) to stored energy (storage modulus E′). One of the most important parameters affecting tan δ is the adhesion between the matrix and the filler. High interfacial energy limits the mobility of the polymer chains, thus reducing the tan δ values, while the weak one leads to higher tan δ values. (Krishna and Kanny 2016).
The tan δmax values of composites filled with straw are lower than the reference sample. The lowest peak values were observed for vulcanizates containing modified cereal straw. There are a number of factors that may affect tan δmax of composites including: fiber distribution, adhesion between fibers and polymer matrix, shear stress concentration and dissipation of viscoelastic energy. (Pothan et al. 2003) (Shanmugam and Thiruchitrambalam 2013). Therefore, the maximum of the tan δ peak height can be used to determine interfacial adhesion between the fiber and the polymer matrix. For better understanding the interfacial interactions between NR and used fillers, the adhesion factor (A) was calculated from DMA data according to literature (Wei et al. 2013; Formela et al. 2016; Akindoyo et al. 2017) using Eq. (5):
where Vf was the volume fraction of the fiber (0.1), tan δc was maximum tan δ peak of the NR biocomposites and tan δr was maximum tan δ peak of the unfilled NR (reference sample).
Low value of the coefficient A (see Table 4) means high level of interface adhesion and enhanced interactions between the elastomer and filler particles. The used straw modification contributed to the increase in the interaction between the polymer–filler.
The increase in straw adhesion to the elastomeric matrix may be due to better dispersion and higher surface activity of the filler. The improvement of interfacial interactions in the composite led to the creation of additional network nodes, which resulted in a more efficient transfer of loads. As a result, an increase in the crosslinking density of vulcanizates filled with a modified filler was observed, resulting in improved mechanical properties of DCPS/NR and BPS/NR composites.
Glass transition temperature (Tg) of prepared vulcanizates was determined as the position of the maximum on the loss tangent curve (tan δ) versus temperature. The values of Tg are presented in Table 4. The shift in Tg can be observed for composites filled with straw compared to unfilled systems. The shifting of glass transition temperature to higher temperatures can be associated with the decreased mobility of NR chains by the addition of fillers.
Scanning electron microscopy
The influence of the pure and treated filler on morphology of biocomposites (10 phr of straw) is presented in Fig. 18.

SEM images of NR composites containing 10 phr a untreated straw, b straw modified with dicumyl peroxide, c straw modified with benzoyl peroxide
The purpose of the used filler modifications was to increase interfacial filler–polymer interactions. Analyzing the obtained scanning electron microscope (SEM) images of selected composites, the influence of applied straw treatments on the improvement of its dispersion degree in natural rubber was observed. This factor affects the filler activity, the more homogeneous the distribution of the straw particles in the polymer, the larger the contact area with the elastomeric matrix. The degree of disperse of the filler particles has a significant impact on its strengthening effect, and thus the mechanical properties of the vulcanizates.
Figure 18a represents a SEM picture of a vulcanizate containing pure cereal straw, where the particles tend to agglomerate. Straw agglomerates with a size of several μm are clearly visible. Figure 18b, c shows SEM photographs of vulcanizates containing a modified filler. Its addition resulted in better dispersion of the straw particles in the polymer matrix. As a result, vulcanizates with improved tensile strength and crosslinking density have been obtained.
Conclusions
Straw is a lignocellulosic material with huge application potential, not yet covered in applications in elastomeric composites. In this study, the surface modification of straw was carried out using mercerization followed by peroxide treatment using benzoyl or dicumyl peroxide. It was observed that the functionalization significantly affected the thermal stability and composition of the straw.
These surface modified fillers were used as one of the component in the preparation of the green polymer composites. Chemical modification resulted in enhancement of interfacial adhesion between the straw and natural rubber matrix, that was confirmed by DMA analysis. The use of an optimal amount of treated filler increased the tensile strength, improved the damping properties and positively influenced the vulcanization characteristics. The thermooxidative aging properties of natural rubber were improved by the presence of untreated straw and can be further improved with treated fillers.
Application of cereal straw as biofillers for NR vulcanizates, is highly promising in terms of their subsequent commercial use. Moreover significant multifunctional properties of the materials can be reached by peroxide modifications. In summary, solving typical agricultural problems related to the use and management of straw is an extremely important challenge. By combining knowledge in the field of chemistry and technology of polymeric materials, it is possible to obtain valuable ecological and economic benefits.
References
Akindoyo JO, Beg MDH, Ghazali S et al (2017) Effects of surface modification on dispersion, mechanical, thermal and dynamic mechanical properties of injection molded PLA-hydroxyapatite composites. Compos Part A Appl Sci Manuf 103:96–105. https://doi.org/10.1016/j.compositesa.2017.09.013
Ali A, Shaker K, Nawab Y et al (2016a) Hydrophobic treatment of natural fibers and their composites—a review. J Ind Text. https://doi.org/10.1177/1528083716654468
Ali A, Shaker K, Nawab Y et al (2016b) Hydrophobic treatment of natural fibers and their composites—a review. J Ind Text. https://doi.org/10.1177/1528083716654468
Andersson S, Serimaa R, Paakkari T et al (2003) Crystallinity of wood and the size of cellulose crystallites in Norway spruce (Picea abies). J Wood Sci 49:531–537. https://doi.org/10.1007/s10086-003-0518-x
Azam A, Khubab S, Nawab Y et al (2016) Hydrophobic treatment of natural fibers and their composites—a review. J Ind Text. https://doi.org/10.1177/1528083716654468
Bernard M, Khalina A, Ali A et al (2011) The effect of processing parameters on the mechanical properties of kenaf fibre plastic composite. Mater Des 32:1039–1043. https://doi.org/10.1016/j.matdes.2010.07.014
Collett BM, Mahlberg R, Paajanen L et al (2015) Recent advances in the processing of wood-plastic composites. Int J Adhes Adhes 88:300. https://doi.org/10.1007/978-3-642-14877-4
Fernandes AN, Thomas LH, Altaner CM et al (2011) Nanostructure of cellulose microfibrils in spruce wood. Proc Natl Acad Sci 108:E1195–E1203. https://doi.org/10.1073/pnas.1108942108
Flory PJ, Rehner J (1943) Statistical mechanics of cross-linked polymer networks I.Rubberlike elasticity. J Chem Phys 11:512–520. https://doi.org/10.1063/1.1723791
Formela K, Hejna A, Piszczyk Ł et al (2016) Processing and structure–property relationships of natural rubber/wheat bran biocomposites. Cellulose 23:3157–3175. https://doi.org/10.1007/s10570-016-1020-0
Herrera-Franco PJ, Valadez-González A (2005) A study of the mechanical properties of short natural-fiber reinforced composites. Compos Part B Eng 36:597–608. https://doi.org/10.1016/j.compositesb.2005.04.001
Kaushik VK, Kumar A, Kalia S (2013) Effect of mercerization and benzoyl peroxide treatment on morphology, thermal stability and crystallinity of sisal fibers. Int J Text Sci 1:101–105. https://doi.org/10.5923/j.textile.20120106.07
Kijeński J, Kijeńska M, Osawaru O (2016) Włókna roślinne jako zamienniki włókien mineralnych w kompozytach termoplastów—wizja Forda czy Al Gore’a? Polimery 8:465–582. https://doi.org/10.14314/polimery.2016.467
Krishna KV, Kanny K (2016) The effect of treatment on kenaf fiber using green approach and their reinforced epoxy composites. Compos Part B Eng 104:111–117. https://doi.org/10.1016/j.compositesb.2016.08.010
Li X, Tabil LG, Panigrahi S (2007) Chemical treatments of natural fiber for use in natural fiber-reinforced composites: a review. J Polym Environ 15:25–33. https://doi.org/10.1007/s10924-006-0042-3
Masłowski M, Miedzianowska J, Strzelec K (2017) Natural rubber biocomposites containing corn, barley and wheat straw. Polym Test 63:84–91. https://doi.org/10.1016/j.polymertesting.2017.08.003
Matsumura Y, Minowa T, Yamamoto H (2005) Amount, availability, and potential use of rice straw (agricultural residue) biomass as an energy resource in Japan. Biomass Bioenergy 29:347–354. https://doi.org/10.1016/j.biombioe.2004.06.015
Militký J, Jabbar A (2015) Comparative evaluation of fiber treatments on the creep behavior of jute/green epoxy composites. Compos Part B Eng 80:361–368. https://doi.org/10.1016/j.compositesb.2015.06.014
Mwaikambo LY, Ansell MP (2002) Chemical modification of hemp, sisal, jute, and kapok fibers by alkalization. J Appl Polym Sci 84:2222–2234. https://doi.org/10.1002/app.10460
Pothan LA, Oommen Z, Thomas S (2003) Dynamic mechanical analysis of banana fiber reinforced polyester composites. Compos Sci Technol 63:283–293. https://doi.org/10.1016/S0266-3538(02)00254-3
Ray D, Sarkar BK, Basak RK, Rana AK (2002) Study of the thermal behavior of alkali-treated jute fibers. J Appl Polym Sci 85:2594–2599. https://doi.org/10.1002/app.10934
Saheb N, Jog J (2015) Natural fiber polymer composites: a review. Adv Polym Technol 2329:351–363. https://doi.org/10.1002/(SICI)1098-2329(199924)18
Scarlat N, Dallemand J-F, Monforti-Ferrario F et al (2015) Renewable energy policy framework and bioenergy contribution in the European Union—an overview from National Renewable Energy Action Plans and Progress Reports. Renew Sustain Energy Rev 51:969–985. https://doi.org/10.1016/j.rser.2015.06.062
Shanmugam D, Thiruchitrambalam M (2013) Static and dynamic mechanical properties of alkali treated unidirectional continuous Palmyra Palm Leaf Stalk Fiber/jute fiber reinforced hybrid polyester composites. Mater Des 50:533–542. https://doi.org/10.1016/j.matdes.2013.03.048
Sreekala MS, Kumaran MG, Joseph S et al (2000) Oil palm fibre reinforced phenol formaldehyde composites: influence of fibre surface modifications on the mechanical performance. Appl Compos Mater 7:295–329. https://doi.org/10.1023/A:1026534006291
Talebnia F, Karakashev D, Angelidaki I (2010) Production of bioethanol from wheat straw: an overview on pretreatment, hydrolysis and fermentation. Bioresour Technol 101:4744–4753. https://doi.org/10.1016/j.biortech.2009.11.080
Thakur VK, Thakur MK, Gupta RK (2014) Review: raw natural fiber-based polymer composites. Int J Polym Anal Charact 19:256–271
Valadez-Gonzalez A, Cervantes-Uc JM, Olayo R, Herrera-Franco PJ (1999) Effect of fiber surface treatment on the fiber–matrix bond strength of natural fiber reinforced composites. Compos Part B Eng 30:309–320. https://doi.org/10.1016/S1359-8368(98)00054-7
Wei L, McDonald AG, Freitag C, Morrell JJ (2013) Effects of wood fiber esterification on properties, weatherability and biodurability of wood plastic composites. Polym Degrad Stab 98:1348–1361. https://doi.org/10.1016/j.polymdegradstab.2013.03.027
Wong KJ, Yousif BF, Low KO (2010) The effects of alkali treatment on the interfacial adhesion of bamboo fibres. Proc Inst Mech Eng Part L J Mater Des Appl 224:139–148. https://doi.org/10.1243/14644207JMDA304
Yang H, Yan R, Chen H et al (2007) Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 86:1781–1788. https://doi.org/10.1016/j.fuel.2006.12.013
Zou Y, Huda S, Yang Y (2010) Lightweight composites from long wheat straw and polypropylene web. Bioresour Technol 101:2026–2033. https://doi.org/10.1016/j.biortech.2009.10.042
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Masłowski, M., Miedzianowska, J. & Strzelec, K. Influence of peroxide modifications on the properties of cereal straw and natural rubber composites. Cellulose 25, 4711–4728 (2018). https://doi.org/10.1007/s10570-018-1880-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-018-1880-6