
Abstract
This study focused on the heat transfer involved in hot pressing. The temperature behaviour inside the mat of wood-based panels according to the manufacturing conditions—such as mat moisture level, furnish material, and press temperature—was characterised. Hinoki strands and ring-flaker recycled wood particles were used for experimental panel production. Temperature behaviour was measured at the surface and the centre of the mat. The results indicate that the manufacturing condition affected the temperature behaviour of the mat during hot pressing. Plateau time increased with increasing mat moisture content and utilisation of hinoki strands but decreased with increasing press temperature. Use of hinoki strands resulted in a higher plateau temperature than did recycled wood particles. The higher mat moisture content and press temperature resulted in a higher plateau temperature. Furnish type also affected heat conductivity in the mat centre after the completion of the plateau.
Similar content being viewed by others

Introduction
Hot pressing plays an important role in overall particleboard performance. It provides the thermal energy and mechanical force of compression to consolidate the mat [1]. This process is complex and involves heat and mass transfer inside the mat of the panels [2]. Heat is transferred from the hot platens to the mat surfaces by conduction [1, 3]. Then, the moisture at the mat surface vaporises and generates vapour pressure with increasing temperature. The vapour flows vertically and transfers the heat from the surface to the centre of the mat panels. After the temperature of the mat centre reaches the local boiling point of water (100 °C), water vaporisation accelerates and the increased pressure makes the vapour flow horizontally to the edges of the mat panels.
Cai et al. [4] reported that several parameters affect hot pressing, such as press temperature, mat moisture content, press-closing speed and resin characteristics. These parameters affect the rate and degree of adhesive cure, the density gradient, bond quality and, consequently, the physical and mechanical properties of the board [5]. Additionally, these parameters influence energy consumption and manufacturing cost [6]. The moisture content of the mat panels plays an important role during the hot pressing stage. Mat moisture content is one of the most important factors that affect heat transfer in the mat, and the rate of heat penetration into the mat determines press time, which is critical for productivity [7]. The rate of temperature increase has a significant effect on the rate of adhesive cure. This is a critical factor not only for total press time but also in the development of the vertical density gradient [8]. Dai and Wang [9] noted that the combination of high temperature, moisture content and time occasionally lead to excess gas pressure inside the mat and cause a blow upon press opening. Some studies have been conducted for preventing this blow during particleboard production [10, 11].
The furnish material, such as wood species and particle type, is known as a factor influencing board performance. Particle type also determines mat structure and the temperature behaviour inside the mats during hot pressing. The porous structure of the mat panels is necessary to understand the heat and mass transfer inside the mat panels, as water vapour flows through the panels and influences the rate of vertical and horizontal mass transfer [1, 3]. Kamke [1] and Zombori et al. [3] also stated that a substantial change in mat structure, such as in its physical properties, affects the heat and mass transfer rates.
Information about heat transfer mechanism is important to improving the understanding of the pressing process. Such understanding is necessary for optimisation of existing production process and for the development of new techniques for wood-based panel production. Measuring the temperature changes in a mat panel during hot pressing is thought to facilitate examination of heat transfer inside mat panels. Hence, this information can contribute to the improvement of board quality and productivity. The aims of this study were to characterise the temperature behaviour inside mat panels during hot pressing and to assess the effects of mat moisture content levels, furnish materials and pressing temperatures on temperature behaviour. The constant temperature in the centreline of the mat, known as the plateau, was used as an indicator. The plateau is found where the increasing temperature curve remains almost constant because of the latent heat of vaporisation [1].
Materials and methods
Materials preparation
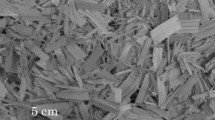
Hinoki strands (HS) and recycled wood particles (RW) obtained from the wood industry were used as furnish for laboratory-scale particleboard production. Recycled wood particles were obtained by the ring-flaker process in a commercial mill, which is commonly used for the core layer. Figure 1 shows the two types of raw material used in this study. The dimensions (length, width, and thickness) of 300 randomly selected particles of two furnish were measured for determining its slenderness and aspect ratio. All furnish was conditioned to approximately 3 % moisture content (MC) before blending. Urea formaldehyde (UF), melamine urea formaldehyde (MUF) and phenol formaldehyde (PF) resins were used as binders, with resin solid contents of 65, 65 and 40 %, respectively.

Raw materials used in this study. HS hinoki strands, RW recycled wood particles
Board manufacture
To manufacture the particleboard, resin was applied at 9 % based on particle weight in a rotating drum blender fitted with a pneumatic spray gun. The mat MC before pressing varied from 6 to 28 %. Particle mats were created by hand-forming without orientation. The dimensions of the particleboard were 320 × 340 × 10 mm, and the target density of the pressed board was 0.76 g/cm3. The mats were hot pressed with an initial pressure of 3 MPa until the core temperature reached the platen temperature. To examine the effect of mat MC and furnish type, HS and RW boards were manufactured with PF resin at a press temperature of 180 °C. To evaluate the effect of press temperature, HS boards were fabricated with three types of resin and mat MC in the range of 12–14 %. Press temperatures of 160, 180, 200, and 220 °C were applied.
Mat temperature measurement
Measurement of the change in mat temperature during hot pressing was conducted at the surface and the centre of mat panels using a thermocouple sensor (Type T/copper-constantan) and a data logger (midi Logger GL200A, Graphtec). Measurement started when the platen pressure reached the mat surface.
Results and discussion
Effect of furnish type on core temperature behaviour
Figure 2 illustrates the core temperature changes of the two furnish types with a mat MC of around 13 %. The RW board showed the typical core temperature behaviour change during hot pressing reported previously [6, 12–14]. The core temperature remained constant for about 60 s after the platen reached the mat surface then increased rapidly to 105 °C and was then constant for about 200 s, which was the plateau [12]. Then, at 300 s the core temperature started to increase towards the platen temperature. This core temperature behaviour can be divided into three stages as follows: the first stage is when the core temperature increases rapidly because of convective heat flow; the second stage is when the temperature remains constant during vaporisation; and the third stage is when the temperature increases again slowly due to conduction heat. We termed these three stages the convection, vaporisation and conduction stages, respectively.

The core temperature change curve as influenced by furnish type
An identical core temperature trend was also seen for the HS boards. Although the three stages of temperature change were found in the HS board (Fig. 2), marked differences in plateau time and temperature was observed between the two furnish types. Miyamoto et al. [15] reported that different particle size of hinoki strand had little effect on temperature behaviour. However, it can be understood that two furnish types used in this study were obtained from different wood species and particle type. As the curves would reflect logical effect of mat conditions, we need to discuss the evaluation of temperature behaviour quantitatively by introducing some time index.
Evaluation of the core temperature curve
An illustration of the temperature behaviour of the core and surface is provided in Fig. 3. As an example, an HS board was produced with a mat MC of 13 %. We introduced time indices to quantitatively evaluate the characteristics of the core temperature curve. Six indices from t1 to t6 (Table 1) were determined, and the time calculation was started at t0. Time indices t3 and t4 were determined by making a tangent to the plateau. Time index t3 was when the core temperature was 5 % below the first intersection between the tangent and the core temperature curve. Time index t4 was when the core temperature was 3 % higher than the last intersection between the tangent and the core temperature curve.

Illustration of the core temperature–time curve. t1–t6 refer Table 1
Figure 3 indicates that there was little or no temperature rise during t0 to t1. Heat had not been transferred to the core during this period. Rapid convective heating of the core occurred at t1, and the rate of core temperature rise began to decrease at t3. The time from t3 to t4 is known as the plateau time, which exhibits little or no core temperature increase. The core temperature increased gradually from t4 to t6. The t2 index indicates the water boiling point, whereas t5 is an index of slope behaviour. The period of t1–t3 represents the first stage (convection), t3–t4 represents the second stage (vaporisation), and t4–t6 represents the third stage (conduction). The concept for this classification is similar to those reported by Bolton et al. [12] and Wu et al. [14].
Early stage of core temperature change
Figure 4 shows the convection stage using the t1 and t2 indices. A higher mat MC resulted in a shorter t2 period. This finding was similar to the studies of Hata et al. [16] and Wu et al. [14]. The t2 index contained two parts; the first is t1–t0, when the heat is transferred from the surface to the core by conduction, and the second is t2–t1, when the heat convection increases the temperature of the mat core. The t2 seemed to be determined mainly by t2–t1. To clarify this phenomenon, t2–t1 will be discussed.

Effect of mat moisture content (MC) on the time required to reach 100 °C from the start of the core temperature increase (t2–t1). t1, t2 refer Table 1
Figure 4 shows the effect of mat MC on t2–t1, which indicates the rate of the initial core temperature increase. A higher mat MC resulted in a shorter t2–t1 period. During the period from t1 to t2, moisture changes to steam and moves from the mat surface to the core. A mat with a higher MC will generate more steam and so heat will be transferred by convection. Therefore, it resulted a shorter time from t1 to t2. Moreover, an HS board requires a longer t2–t1 time than does a RW board. This might be due to the permeability of the mat panels, as the hinoki strands are less permeable than are recycled wood particles. The hinoki strands are longer and thinner with slenderness and aspect ratio of 78.6 and 6.1, respectively, while recycled wood particles are shorter and thicker with slenderness and aspect ratio of 16.9 and 6.5, respectively. This inhibits heat transfer from the surface to the core and from the centre to the edges. This is the first discussion of this phenomenon using experimental data; however, the definition was first reported by Bolton et al. [12].
Plateau time and temperature
The plateau time is defined as the period in which the temperature remains constant due to the vaporisation process. Figure 5 shows that the plateau time of RW board with a mat MC of 15 % was about 200 s, compared to about 400 s at a mat MC of 25 %. The plateau time increased linearly with increasing mat MC for the RW board. The increased plateau time was due to the amount of water. Mats with higher MC need more energy to vaporise water. Consequently, when the same amount of heat was supplied to the mats, a mat with a higher MC required a longer vaporisation stage. The plateau time for HS board also increased, but in a non-linear manner, whereas at a mat MC of 10 % the plateau time was about 300 s compared to about 800 s at a mat MC of 20 %. Different resin type might have effect on plateau time. As can be seen in Fig. 5, its effect was not significant and can be neglected. A marked difference between RW and HS board was observed due to the different particle geometry. At a mat MC level of 13 %, the plateau time of RW board was about 200 s, whereas it was 400 s for the HS board. Because the RW-type particles are shorter and thicker than those of the HS type, it caused more porous structure of the mat. The porosity is related to water vapour permeability, and the greater the permeability, the more easily the water vapour escapes from the mat. This finding is supported by several studies focusing on mat permeability [1, 3, 6, 17].

Effect of mat moisture content (MC) on plateau time
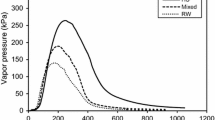
Figure 6 summarises the effect of mat MC on plateau temperature. A plateau temperature of around 105 °C was evident in the RW board with a mat MC of 12–20 %; the temperature increased at a mat MC >20 %. No significant increase in plateau time was observed for the HS board with a mat MC of 7–20 %, for which plateau temperature was around 140–145 °C. At the same mat MC, the HS board exhibited a plateau temperature about 40 °C higher than that of the RW board. This may have been due to the different particle geometry and porous structure of the mats, which influenced their permeability and vapour pressure. According to the Antoine equation [18], the corresponding absolute vapour pressure of RW board was about 120 kPa, compared to about 370 kPa for the HS board. This suggests that the less permeable mat of the HS board inhibited water vaporisation and produced a higher vapour pressure, which caused a higher plateau temperature. Plateau temperature has close relation to bonding of core layer. High plateau temperature accelerates resin curing and plasticisation of wood in core layer, then increases internal bond quality. Moreover, high plateau temperature shortens the total press time which promotes productivity.

Effect of mat moisture content (MC) on plateau temperature
Core temperature change after the plateau time
Figure 7 provides the effect of mat MC on t5–t4. The t5–t4 period is an index for the conduction stage after the plateau. A higher mat MC generally resulted in a shorter t5–t4 period. At a high mat MC, the core temperature at t4 increased. In terms of furnish type, the RW board required a longer t5–t4 with a mat MC >20 % than did the HS board. Determining the rate of the core temperature increase from t4 to t5 is also important for clarifying the rate of temperature change during this stage. As the plateau temperatures of the mat panels differed, the rate of temperature increase might be different due to the furnish type or mat MC. The rate of temperature increase was determined by dividing the temperature increase from t4 to t5 by that during the period from t4 to t5, which depended on the thermal conductivity. The rate of temperature increase was 0.04–0.1 °C/s for the HS board and 0.12–0.17 °C/s for the RW board. Mat MC did not markedly affect the rate of heat velocity from t4 to t5, but furnish type did. This suggests that the core temperature of the RW board changed to a greater degree than did that of the HS board during the same time period. This was because the plateau temperature of the RW board was lower than that of the HS board.

Effect of mat moisture content (MC) on the time from the constant temperature finish to 60 % before reaching the press temperature (t5–t4). t4, t5 refer Table 1
Effect of press temperature on core temperature behaviour
Figure 8 show that the press temperature influenced plateau temperature. The plateau temperature increased linearly with increasing press temperature. An increase in press temperature from 160 to 220 °C caused the plateau temperature to increase by approximately 10 °C, regardless of the adhesive applied to the mats. Large temperature gradations can accelerate the rate of heat transfer [14] and the rate of temperature increase is greater with higher platen temperatures [1, 6]. This decreased the duration of the period of constant temperature in the mat centreline and, consequently, the time required for the core temperature to reach the platen temperature was shorter.

Effect of press temperature on plateau temperature. Hinoki strand was used. Error bars indicate standard deviations
The plateau time decreased with an increase in press temperature (Fig. 9). It is thought that the vaporisation process in the mat centreline accelerates at higher pressing temperatures. A high press temperature results in vaporisation of a greater quantity of moisture. A shorter plateau time is apparently required for efficient particleboard manufacture. This is related to the total pressing time needed to attain end products of the required quality and the energy consumed during the hot pressing process. This is also related to resin curing; the higher the press temperature, the sooner the core reaches the resin curing temperature [14]. Moreover, the UF resin generally caused a longer plateau time than did the other adhesives. This might be due to the instability of the methylene bond between urea and formaldehyde, which caused release of formaldehyde gas during the vaporisation stage.

Effect of press temperature on plateau time. Hinoki strand was used
Conclusions
This study focused on the heat transfer involved in hot pressing. The effects of manufacturing conditions such as mat MC, furnish type and press temperature were investigated to evaluate the temperature behaviour inside the mat of wood-based panels during hot pressing. The core temperature–time curve was evaluated using time indices, which were classified into the convection, vaporisation, and conduction stages. The results indicated that manufacturing conditions affected the temperature behaviour inside the mat. Plateau time increased with increasing mat MC and utilisation of thinner and longer particles such as hinoki strands. However, press temperature showed the converse result; i.e., plateau time decreased with increasing press temperature. Use of the HS board resulted in a higher plateau temperature than did the RW board. The higher mat MC and press temperatures resulted in a higher plateau temperature. Furnish type also affected heat conductivity in the mat centre after the plateau. These results could be considered for efficient board manufacture.
References
Kamke FA (2004) Physic of hot pressing. In: Proceedings of Fundamentals of Composite Processing. General Technical Report. FPL-149. USDA Forest Service, Forest Products Laboratory, Madison, pp 3–18
Kavazovic Z, Deteix J, Cloutier A, Fortin A (2010) Sensitivity study of a numerical model of heat and mass transfer involved during the medium-density fibreboard hot pressing process. Wood Fiber Sci 42:130–149
Zombori BG, Kamke FA, Watson LT (2003) Simulation of the internal conditions during the hot-pressing process. Wood Fiber Sci 35:2–23
Cai Z, Birkeland M, Wescott JM, O’Dell J, Winandy JE (2009) Effects of press size on internal steam pressure during particleboard hot-pressing process. Forest Prod J 59:40–44
Wong ED, Zhang M, Wang Q, Kawai S (1998) Effects of mat moisture content and press closing speed on the formation of density profile and properties of particleboard. J Wood Sci 44:287–295
Kamke FA, Casey LJ (1988) Fundamentals of flakeboard manufacture: internal-mat conditions. Forest Prod J 38:38–44
Cai Z, Muehl JH, Winandy JE (2006) Effects of panel density and mat moisture content on processing medium density fibreboard. Forest Prod J 56:20–25
Kelly MW (1977) Critical literature review of relationships between processing parameters and physical properties of particleboard. USDA General Technical Report of the Forest Products Laboratory, Madison, pp 36–44
Dai C, Wang S (2004) Press control for optimized wood composite processing and properties Part 1: pressing variables and sensors. In: Proceedings of Fundamental of Composite Processing. General Technical Report. FPL-149. USDA Forest Service, Forest Products Laboratory, Madison, pp 54–64
Korai H, Ling N, Osada T, Yasuda O, Sumida A (2011) Development of air-injection press for preventing blowout of particleboard I: effects of an air-injection press on board properties. J Wood Sci 57:401–407
Korai H, Saotome H (2013) Blowout conditions and properties of isocyanate resin bonded particleboard manufactured from high-moisture particles using an air-injection press. J Wood Sci 59:42–49
Bolton AJ, Humphrey PE, Kavrouras PK (1989) The hot pressing of dry-formed wood-based composites Part III: predicted vapour pressure and temperature variation with time, compared with experimental data for laboratory boards. Holzforschung 43:265–274
Garcia PJ, Avramidis S, Lam F (2001) Internal temperature and pressure responses to flake alignment during hot-pressing. Holz Roh Werkst 59:272–275
Wu J, Yu Z, Chen T (2006) Heat-transfer process during hot-pressing of flakeboard. Front For China 3:343–347
Miyamoto K, Nakahara S, Suzuki S (2002) Effect of particle shape on linear expansion of particleboard. J Wood Sci 48:185–190
Hata T, Subiyanto B, Kawai S, Sasaki H (1989) Production of particleboard with steam-injection Part 1: temperature behaviour in particle mat during hot-pressing and steam-injection pressing. Wood Sci Tech 23:361–369
Dai C, Wasylciw W, Jin J (2004) Comparison of the pressing behaviour of wood particleboard and strawboard. Wood Sci Tech 38:529–537
Sanjari E (2013) A new method for accurate calculation of saturated vapour pressure. Thermochim Acta 560:12–16
Acknowledgments
The authors acknowledge Swood Co. Ltd. and Okura Industrial Co. Ltd., for providing the raw materials used in this study. Thanks are also addressed to Oshika Co. Ltd. and Sumitomo Bakelite Co. Ltd., for providing the binders. MN. Rofii would like to express his appreciation to Directorate General of Higher Education, Ministry of Education and Culture, Republic of Indonesia, for the financial support during his doctoral course programme.
Author information
Authors and Affiliations
Corresponding author
About this article

Cite this article
Rofii, M.N., Yamamoto, N., Ueda, S. et al. The temperature behaviour inside the mat of wood-based panel during hot pressing under various manufacturing conditions. J Wood Sci 60, 414–420 (2014). https://doi.org/10.1007/s10086-014-1418-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10086-014-1418-y