
Abstract
Noise emissions belong to the crucial design characteristics in modern transmissions. The most efficient way to achieve beneficial noise behavior is to reduce the excitation in the tooth contact, since the tooth contact represents the main source of noise in gearboxes. Special flank modifications may optimize the noise behavior, but the common design approach uses static assumptions, whereas operating conditions include dynamic operation.
The application of periodic flank modifications as a special type of flank form provides a possibility to avoid the typical compromise between the flank design objectives load carrying capacity and low excitation behavior which results from the exclusive usage of standard modifications such as crownings or tip- and root relieves. The principle of periodic modifications is based on the direct compensation of the inconstant part of the elastic deformations in the tooth mesh. For this reason, the static loaded transmission error (LTE) is typically used as specific value to evaluate the effect of these flank forms on the excitation. In theoretical and experimental studies, the effectiveness of periodic modifications to optimize the excitation behavior could be verified. However, the analysis of these modifications under dynamic operating conditions is still scarcely documented. In this paper, the mesh excitation of periodic and standard modifications under various dynamic operating conditions in the subcritical, resonance and supercritical operating range is simulated and compared to each other. In addition, experimental investigations at the dynamic test rig of the Gear Research Center (FZG) were performed. Due to the measurement of the torsional acceleration level during continuous speed runups, the simulated results can be validated by experimental data.
Zusammenfassung
Geräuschemissionen gehören zu den entscheidenden Konstruktionsmerkmalen in modernen Getrieben. Der wirksamste Ansatz zur Erzielung eines günstigen Geräuschverhaltens ist die Reduzierung der Erregung im Zahnkontakt, da der Zahnkontakt die Hauptgeräuschquelle in Getrieben darstellt.
Spezielle Flankenmodifikationen können das Geräuschverhalten optimieren, allerdings geht der übliche Entwurfsansatz von statischen Annahmen aus, während die Betriebsbedingungen dynamische Betriebspunkte umfassen. Die Anwendung periodischer Flankenmodifikationen als Sonderform der Flankenform bietet eine Möglichkeit, den typischen Kompromiss zwischen den Gesichtspunkten Tragfähigkeit und Anregungsverhalten bei der Auslegung von Flankenmodifikationen zu vermeiden, der sich bei ausschließlicher Anwendung von Standardmodifikationen wie Balligkeiten oder Kopf- und Fußrücknahmen ergibt. Das Prinzip der periodischen Modifikationen beruht auf der direkten Kompensation des variablen Teils der elastischen Verformungen im Zahneingriff. Aus diesem Grund wird typischerweise die quasistatische Drehwegabweichung unter Last (LTE) als spezifischer Wert verwendet, um die Wirkung dieser Flankenformen auf die Anregung zu bewerten. In theoretischen und experimentellen Studien konnte die Wirksamkeit von periodischen Modifikationen zur Optimierung des Anregungsverhaltens nachgewiesen werden. Allerdings gibt es bisher nur wenige Untersuchungen zum Verhalten dieser Modifikationen unter dynamischen Betriebsbedingungen. In dieser Arbeit wird die Anregung im Zahneingriff von periodischen und Standardmodifikationen unter verschiedenen dynamischen Betriebsbedingungen im unterkritischen, Resonanz- und überkritischen Betriebsbereich simuliert und miteinander verglichen. Ergänzend wurden experimentelle Untersuchungen am Dynamikprüfstand der Forschungsstelle für Zahnräder und Getriebesysteme (FZG) durchgeführt. Durch die Messung der Torsionsbeschleunigung in kontinuierlichen Drehzahlhochläufen können die simulierten Ergebnisse durch experimentelle Daten validiert werden.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The trend in the automotive industry continues towards the development of vehicles with electrified powertrains in order to meet future mobility needs in a context of resource scarcity and limited greenhouse gas emissions. The need for lightweight powertrains in electric vehicles is addressed by the use of high-speed electric motors. These offer the potential of higher power densities as the engine volume and mass can be reduced while maintaining the same output power. However, as the operating speeds of battery electric vehicles continue to increase, the NVH performance of transmissions faces new challenges. Increasing speeds lead to new spectral compositions of noise emissions with a large number of high frequency components. But the human ear perceives especially the high frequency components of the spectrum as very disturbing.
Gearbox acoustics are primarily determined by vibration excitations in the gear mesh. The vibrations propagate from the tooth contact through the adjacent components to the housing surfaces where they are emitted as airborne noise. Reducing the excitation in the tooth contact is the most efficient way to reduce noise, since the radiated noise depends on the excitation and the transfer path, acting as a filter function. The noise behavior is not only determined by the excitation, but also by the dynamic system behavior of the gearbox. Each structure has a specific dynamic behavior with characteristic natural frequencies. In areas where the natural frequencies coincide with the gear excitations, the system vibrations will be increased. Especially in the context of growing operating speeds, the joint consideration of the excitation in the tooth contact and the dynamic system behavior is becoming more and more important.
The application of modifications to the tooth flank microgeometry is a widely used method for optimising the vibration excitation in the tooth contact. Periodic flank modifications, as a special type of flank form, provide an opportunity to avoid the typical compromise between the flank design objectives load carrying capacity and low excitation behavior which results from the exclusive use of standard modifications [1,2,3]. The principle of periodic modifications is based on the direct compensation of the inconstant part of the elastic deformations in the tooth mesh. For this reason, the static loaded transmission error (LTE) is typically used as a specific value to evaluate the effect of these flank forms on the excitation. The literature contains a large number of studies on evaluating excitation behavior and designing modifications using the static loaded transmission error [1, 4,5,6,7,8,9,10,11], but few dynamic considerations regarding modifications.
Kahraman and Blankenship [12] confirm the validity of excitation-optimised design loads based on the static transmission error also for the dynamic transmission error by means of experimental investigations. In his studies, Henriksson [13] points out significant differences between the calculated static transmission error and the measured noise level at different speeds. His calculations of loaded transmission error are based only on the geometry of the gear teeth and do not consider the deflections of the housing, bearings, shafts or gear bodies. Kang and Kahraman [14] report a high correlation between calculated and measured results of the excitation behavior for dynamic simulations using static transmission error as excitation source. Bruyère et al. [15] develop a method to derive optimal profile modifications in terms of excitation behavior. Their analyses show that the modifications with the lowest static transmission error also yield the lowest dynamic tooth forces over wide speed ranges. Benatar et al. [16] perform simulations and measurements of static and dynamic loaded transmission error using helical gears with various modifications. They observe that amplitudes of the static and dynamic transmission errors are almost proportional, indicating that the static transmission error can be used as the main excitation for tooth meshing in dynamic models for helical gears. Wang and Chen [17] design modifications based on dynamic transmission error to improve static and dynamic noise behavior. They do not provide experimental results to validate their dynamic models.
The analysis of standard and periodic modifications under dynamic operating conditions is still scarcely documented in the literature. In particular, the behavior of periodic modifications in various operating conditions remains a gap in research. To address this, theoretical and experimental studies are performed to investigate the behavior of standard and periodic modifications under dynamic operating conditions.
2 Theoretical Fundamentals
2.1 Source of Gear Noise Excitation
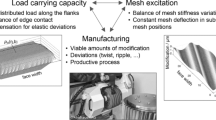
The main source of vibrations generated in gearboxes is the gear mesh with its engaging teeth. The mesh excitation is mainly caused by the following mechanisms [18,19,20,21]:
-
Varying mesh stiffness due to time-varying meshing positions
-
Extended tooth contact under load
-
Deviations from the ideal involute shape as well as pitch and runout errors
-
Elastic deformations and displacements of the gears due to deformations of the shaft-bearing-housing system
One of the governing excitation mechanism on gear mesh excitation is the characteristic of the time-varying mesh stiffness. Fig. 1 shows an example of the mesh stiffness for spur and helical gears. Variation in mesh stiffness depends primarily on the varying number of engaged tooth pairs and the associated variable total length of all simultaneously active contact lines. Gears with an integer profile contact ratio have a nominally constant total length of the contact lines due to the constant number of tooth pairs in the mesh. For this reason, gears with high contact ratios like \(\varepsilon_{\alpha}\) = 2.0 show low noise excitations [22]. In case of helical gears, the meshing is carried out progressively and due to the additional overlap ratio, the total contact ratio is usually larger than two. Thus multiple tooth pairs are constantly in contact in helical gear meshes, which is why helical gears have in general lower excitation levels than spur gears. Especially helical gears with integer overlap ratios \(\varepsilon_{\beta}\) show low excitations due to their main geometry [11]. Since the effective profile contact ratio depends on the load, an integer overlap ratio should be preferred for obtaining low-excitation levels.

Principle of mesh stiffness for spur and helical gears: single tooth pair stiffness (\(c\)), mesh stiffness (\(c_{s}\)), mean value of mesh stiffness (\(c_{\gamma}\)) (acc. to [23])
Due to elastic deformations of the loaded gears, there will always be deviations from the theoretical meshing conditions. The loaded teeth deform so that the meshing extends the theoretical path of contact. The extended tooth contact increases the effective profile contact ratio and thereby influences the mesh stiffness as well as the excitation behavior [24].
Another important excitation mechanism is the deviation of the tooth flank from the ideal involute geometry [25, 26]. Even in the unloaded state or at very low loads, the deviations cause vibration excitation in the tooth contact and therefore have a particularly significant influence on the noise behavior at low load operating ranges. Similar effects to flank deviations are caused by load-dependent deformations of the shafts, bearings and housings. The elastic deformations result in an effective deviation in tooth width and tooth profile direction compared to the ideal meshing conditions. Flank modifications as intentionally applied deviations from the involute are used to achieve a balanced load distribution, compensate load-dependent tooth deformations and to optimize the excitation behavior.
2.2 Methods for Analysing Gear Excitation
A common model for calculating the vibration behavior of transmission systems is the discretisation of the system as a multi-body structure. The oscillating system is described by the general vibration differential equation
where
- \(\underline{\underline{M}}\) :
-
is the mass matrix
- \(\underline{\underline{D}}\) :
-
is the damping matrix
- \(\underline{\underline{C}}\) :
-
is the stiffness matrix
- \(\underline{f}\) :
-
is the external force vector
- \(\underline{\ddot{x}}\) :
-
is the acceleration vector
- \(\underline{\dot{x}}\) :
-
is the velocity vector
- \(\underline{x}\) :
-
is the displacement vector
The solution of the general differential equation is solved by a numerical time step integration method and captures all interactions of inertia, damping and stiffness as a function of the operating condition [27]. The dynamic simulation method requires a lot of modeling and computing time and is mostly used for detailed analysis of specific operating conditions. Quasi-static characteristics are solutions of the general differential equation under certain boundary conditions. A detailed overview of the methods to evaluate the excitation behavior by means of characteristic values is provided by the investigations of Müller [28]. One widely used value is the loaded transmission error (LTE) [29], which is calculated in static conditions (\(n\rightarrow 0\)). The LTE describes the deflection between pinion and wheel under load in the path of contact in relation to the meshing position. Due to the very low revolution speed, the LTE does not include dynamic effects and is independent of the dynamic properties of the surrounding system. Based on Eq. (2), the LTE \(x\) in a specific meshing position at \(t\) can be calculated using the load \(F\), the local mesh stiffness \(c_{\mathrm{s}i}\) and the accumulated local flank deviation \(x_{\mathrm{f}i}\). The point \(i\) describes an engagement point on the active lines of action. The flank deviation takes into account the sum of all deviations due to flank modifications, manufacturing deviations and bending and deflection of the shafts, bearings and housing.
The tooth force excitation [9] is another value to evaluate the noise behavior of gears. It is calculated in quasi-static conditions (\(n\rightarrow\infty\)). Due to their inertia, gears and teeth cannot perform compensating movements to respond to changing meshing conditions. Under these assumptions, the deformation of the teeth is constant and any change in the mesh stiffness leads to a time-variant force excitation in the tooth contact. The tooth force excitation is calculated according to Eq. (3), where \(c_{\mathrm{s}i}\) is the local mesh stiffness, \(x\) the averaged deflection under load and \(x_{\mathrm{f}i}\) the accumulated flank deviation.
3 Simulation of the Acoustical Behavior
In order to analyze the acoustical behavior of gears under dynamic operating conditions, theoretical and experimental studies were performed using the gear geometry in Table 1. In terms of microgeometry, two different variants were designed, one with standard modifications as a reference and one with standard and an additional periodic modification. The modifications are listed in Table 2. The detailed layout and specification of the standard and periodic modifications are provided in [3].
The software DZP [30] (dynamic tooth forces program) from the Gear Research Center (FZG) was used to simulate the acoustical behavior of the gears. The simulation model contains the gear macro- and microgeometry, the geometry of the shafts and the bearings. The typically used parameter for designing flank modifications is the LTE, since it describes the displacement of the tooth contact in relation to the meshing position. In Fig. 2 the calculation of the spectral LTE is shown for Mesh A and B. The spectrum shows the amplitudes of the LTE in relation to the tooth meshing order for three different load levels. The standard modifications of Mesh A (see Fig. 2a) are specifically designed to reduce the LTE of the first mesh order for the load 1000 Nm. For this reason, the amplitude there is almost zero, while it increases for smaller and larger loads. The amplitudes of the higher harmonics are of secondary importance. The Mesh B (see Fig. 2b) with standard and periodic modifications was designed to provide a calculated excitation minimum of the first mesh order in the medium load range (not particular for 1000 Nm). For this reason, the amplitude of the LTE at 1000 Nm is \(\approx\) 0.2 \(\upmu\)m. Similar to Mesh A, the LTE amplitudes are higher for lower and higher load ranges. The evaluation of the noise behavior based on LTE under static conditions does not indicate any major differences between Mesh A and Mesh B. The key advantage of using periodic modifications in Mesh B compared to the standard modifications in Mesh A is the ability to design modifications independently in terms of load carrying capacity and the noise behavior. The load carrying modifications are designed to achieve a favorable load distribution at nominal load, while the periodic modification is designed to minimize the excitations in the medium load range. The derivation and benefits of periodic modifications can be seen in detail in [2].

Simulated spectral LTE in static conditions (\(n\rightarrow 0\)) for a Mesh A (standard modifications) and b Mesh B (standard and periodic modifications)
According to the theory, at very low speeds (\(n\rightarrow 0\)) the excitation at this operating point is in the form of a pure displacement-induced excitation and no dynamic tooth forces exist. The LTE in Eq. (2) characterizes this condition. For very high rotational speeds (\(n\rightarrow\infty\)), the excitation at this operating point is in the form of a pure force-induced excitation with a constant deformation of the teeth in all meshing positions. In the case of intermediate operating points, the excitation consists of a mixture of both forms of excitation. The spectral tooth force excitation for the two investigated meshes is shown in Fig. 3. Mesh A reveals no explicit minimum in the tooth force amplitudes at certain load ranges, while Mesh B shows a very low amplitude of the first mesh order at 400 Nm.

Simulated spectral tooth force excitation in quasi-static conditions (\(n\rightarrow\infty\)) for a Mesh A (standard modifications) and b Mesh B (standard and periodic modifications)
The LTE and tooth force excitation calculations neglect the dynamic effects in the tooth contact and the dynamic properties of the surrounding system. To consider these dynamic effects, dynamic simulations have been carried out on the basis of a multi-body system with individual masses and stiffnesses according to Eq. (1). The simulation model is solved separately for each load and speed step by calculating the dynamic conditions in the system using numerical time-step integration. The damping was assumed to be 5 %, which corresponds to typical values found in gear transmissions [25].
A commonly used method of analysing dynamic behavior at different speeds is to calculate the dynamic transmission error. The developments of the dynamic transmission error of the first mesh order are shown in Fig. 4. In this diagram, the resonance area where the excitation coincidence with the natural frequency is identified as area with higher amplitudes. The main natural frequency (equals the torsional natural frequency) of the mesh is in the region around 4000 rpm. In general, the eigenfrequency shifts to higher values as the load grows because higher loads increase the stiffness in the transmission system. This corresponds well with the curves of the dynamic transmission error in Fig. 4, where the eigenfrequency increases from around 4000 to 4300 rpm. Mesh A reveals similar amplitudes of dynamic transmission error for 400 and 1000 Nm in the resonance region around 4000 rpm. The highest vibration amplitudes are present at 2000 Nm. In comparison, Mesh B shows significantly higher amplitudes in the resonance range at load levels 1000 and 2000 Nm. At 400 Nm the dynamic transmission error is at very low levels over the entire speed range.

Simulated dynamic transmission error of the first mesh order for a Mesh A (standard modifications) and b Mesh B (standard and periodic modifications)
4 Experimental Investigations
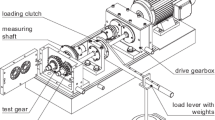
The experimental investigations were performed at the FZG dynamic test rig with a center distance of 140 mm. The test rig is based on the back-to-back configuration, which allows to investigate the gears over a wide load range from 400–2000 Nm with maximum speeds of 5000 rpm. The excitation behavior of the gears under dynamic operating conditions is analysed by torsional acceleration measurements according to [28]. For this purpose, acceleration sensors in radial and tangential directions are mounted directly on the gear body. The torsional acceleration is measured during continuous speed runups from 500 to 5000 rpm for different load levels. The load is applied in static conditions and constant during each speed runup. The vibration data of each test run is stored in form of an order diagram. For interpretation of the vibration behavior, only the first mesh order of the measured torsional acceleration level in relation to the speed is used, as shown in Fig. 5.

Measured torsional acceleration level of the first mesh order for a Mesh A (standard modifications) and b Mesh B (standard and periodic modifications) with application force levels \(L_{A,F}\) (0.8–1.2 mesh order, 0–20000 Hz, 3500–5000 rpm)
The measured torsional acceleration of Mesh A and Mesh B in Fig. 5 indicates significant increases of the first mesh order in the range between 1500 and 2000 rpm. The reason therefore is a natural frequency of the test rig, which is related to a torsional oscillation of the shafts and gears in the back-to-back configuration. This effect cannot be reproduced in the simulation because the simulation does not contain a complete model of the slave gearbox. The torsional natural frequency of the mesh around 4200 rpm causes the increase of the measured acceleration levels in the upper speed range. The measurement results of Mesh A and B show generally similar excitation behaviors for the three load stages.
To compare the acceleration levels of Mesh A and Mesh B in the resonance range of 3500–5000 rpm, the application force levels \(L_{A,F}\) according to Heider and Utakapan [20, 31] are calculated and given in Fig. 5. The lowest application force levels are achieved for Meshes A and B at 1000 Nm. For smaller and larger loads, increased excitation occurs between 79 and 83 dB.
5 Discussion
The acoustical behavior of Mesh A with standard modifications and Mesh B with standard and periodic modifications was analysed and compared to each other with different simulation methods and values. The transmission error under static conditions for very low revolution speeds in Fig. 2 indicates a minimum excitation of the first mesh order in the medium load range around 1000 Nm for both meshes, which is consistent with the design goals of the microgeometry. The force excitation under quasi-static conditions for very high revolution speeds in Fig. 3 does not reveal such explicit minimum for Mesh A, while Mesh B has an excitation minimum at 400 Nm. Since the transmission error and the force excitation are calculated under different boundary conditions (LTE: pure displacement-induced excitation; force excitation: pure force-induced excitation), differences between the characteristics and both meshes are expected and the periodic modification may appear as an additional displacement-induced excitation. In the theoretical studies, Mesh A and B show differences in the phase progression of the transmission error and the force excitation along the load stages. Due to the higher sensitivity of the periodic modification to phase changes, it reveals a stronger influence on the force excitation than it does for the standard modifications.
The comparison of the simulated dynamic transmission error of the first mesh order in Fig. 4 between Mesh A and Mesh B shows clear differences due to microgeometry modifications. In comparison to Mesh A, the dynamic transmission error of Mesh B are significantly higher for the load cases 1000 and 2000 Nm. Since the main difference in the microgeometry of Mesh A and Mesh B is the periodic modification, the periodic modification is the reason for the higher dynamic transmission error of Mesh B at 1000 and 2000 Nm in the resonance area.
A possible explanation for the negative effect of the periodic modification on the dynamic transmission error in Fig. 4 is the phase of the dynamic transmission error (1st order), which is printed in Fig. 6. Especially in the resonance area around 3500 to 5000 rpm, there is a very significant change in the phase angle of the dynamic transmission error. The design of the periodic modification is aimed at canceling the transmission error and is therefore directly coupled to the phase angle of the transmission error. If the phase angle changes over the speed due to dynamic effects, the periodic modification can act as an additional internal excitation source. Since the phase change occurs primarily in the resonance region, the excitation-minimizing effect of the periodic modification is mostly preserved in the subcritical region.

Simulated phase of the dynamic transmission error of the first mesh order for a Mesh A (standard modifications) and b Mesh B (standard and periodic modifications)
The measurements of the torsional acceleration levels of the first mesh order in Fig. 5 show similar vibration behavior between Meshes A and B. The location of the natural frequency is confirmed by the measurement, but no supercritical operating point can be reached due to the test rig limitation of 5000 rpm. The results of the measurement confirm in principle the information about the excitation behavior at different load levels obtained on basis of the quasi-static LTE calculations. The measurements also provide evidence of the excitation-minimizing effectiveness of the periodic modification in the subcritical and resonance operating range. The comparison between the measured application force level and the calculated dynamic transmission error in the resonance range shows a good correlation for the 1000 Nm and 2000 Nm load levels. Both meshes show higher excitations at the 2000 Nm load level, theoretically and by measurement, than at 1000 Nm. For very low loads on the tooth flanks (400 Nm), the measurement indicates more prominent excitations than the simulation. Possible reasons are dynamic effects in low-loaded gears, such as flank separation, which are not captured by the simulation.
The comparison of the application force level between Mesh A and B reveals only minor differences for the 1000 and 2000 Nm load levels and does not provide a clear trend. However, due to multiple dynamic influences in the back-to-back test rig and oscillations in the acceleration signals, it is difficult to further analyze the amplitude and phase of the vibration signal. For this reason, an upgrade of the test rig to reach the supercritical operating range and direct measurement of the dynamic transmission error using high-resolution angular position sensors on the pinion and wheel is planned for the future.
6 Conclusion
This study investigates the acoustic behavior of microgeometry modifications under dynamic operating conditions. For this purpose, a layout with only standard modifications and a layout with both standard and periodic modifications are analyzed in simulative and experimental tests. To evaluate the acoustical behavior different simulation methods are used and compared to each other. Commonly used values such as the loaded transmission error or the force excitation do not include dynamic effects and are calculated under a specific set of boundary conditions, which can lead to significant deviations compared to dynamic calculations like the dynamic transmission error.
The dynamic simulations indicate that the periodic modifications, especially in the resonance area, can act as additional internal excitation source and thus can have a negative effect on the noise behavior. The reason therefore is the phase angle of the dynamic transmission error, which changes over the speed due to dynamic effects. The torsional acceleration measurements basically confirm the information about the excitation behavior at different load levels obtained from the quasi-static loaded transmission error calculations. A good correlation between the calculation and measurement is obtained in the subcritical operating range. The measured application force level based on torsional acceleration agrees with the dynamic transmission error calculations, except for low loads, but does not show as clear a trend between the Meshes A and B as the calculations. For low-loaded gears additional dynamic effects such as flank separation may occur, which are not captured by the simulation. In order to increase the measurement accuracy and range, an upgrade of the test rig to reach the supercritical operating range as well as direct measurement of the dynamic transmission error using high-resolution angular position sensors are planned for the future. Thus, a detailed analysis of the dynamic transmission error in terms of amplitude and phase should be feasible in the subcritical, resonance and supercritical operating ranges.
References
Kohn B, Utakapan T, Fromberger M, Otto M, Stahl M (2017) Flank modifications for optimal excitation behaviour. Forsch Ingenieurwes 81(2):65–71
Sepp S, Otto M, Stahl K (2023) Periodic flank modifications for optimal excitation behavior of practical gear geometries. Proc Internoise Noisecon Congr 265(6):1597–1604
Sepp S, Otto M, Stahl K (2021) FVA-Nr. 338/VIII – Heft 1455 – Optimale Flankenkorrektur praxisnahe Verzahnung: Entwicklung von Auslegungsstrategien für anregungsoptimale Flankenkorrekturen bei praxisnahen Verzahnungshauptgeometrien und Tragfähigkeitsmodifikationen. Forschungsvereinigung Antriebstechnik e.V. (FVA), Frankfurt am Main (Abschlussbericht)
Houser D, Harianto J (2002) A gear design optimization procedure that identifies robust, minimum stress and minimum noise gear pair design. AGMA: Technical Paper
Harianto J, Houser D (2007) A methodology for obtaining optimum gear tooth micro-topographies for noise and stress minimization over a broad operating torque range. ASME – International Design Engineering Conference, pp 289–303
Zhang S, Zheng J, Cheng L (2004) Theoretical and experimental study on optimum design of gear profile modification curves. Appl Mech Mater 471–472:269–272
Velex P, Bruyère J, Houser DR (2011) Some analytical results on transmission errors in narrow-faced spur and helical gears: Influence of profile modifications. J Mech Des 133(3). https://doi.org/10.1115/1.4003578
Velex P (2012) On the modelling of spur and helical gear dynamic behaviour. Mech Eng 4. https://doi.org/10.5772/36157
Höhn BR, Heider M, Stahl K, Otto M, Bihr J (2011) Assessment of the vibration excitation and optimization of cylindrical gears. Proc ASME 2011 Int Des Eng Tech Conf 8:397–404
Utakapan T, Kohn B, Fromberger M, Heider M, Otto M, Höhn BR, Stahl K (2016) Measurement of gear noise behaviour for different microgeometries. Proc Inter Noise 253(2):3964–3974
Kohn B, Heider M, Otto M, Stahl K (2014) Meeting nvh requirements by low noise mesh design for a wide load range. Fisita World Automot Congr. 23 pages
Kahraman A, Blankenship GW (1999) Effect of involute tip relief on dynamic response of spur gear pairs. J Mech Des 121(2):313–315
Henriksson M (2004) Analysis of gear noise and dynamic transmission error measurements. In: Proceedings of the ASME international mechanical engineering congress and exposition, pp 229–237
Kang MR, Kahraman A (1999) An experimental and theoretical study of the dynamic behavior of double-helical gear sets. J Sound Vib 350:11–29
Bruyère J, Gu X, Velex P (2015) On the analytical definition of profile modifications minimising transmission error variations in narrow-faced spur helical gears. Mech Mach Theory 92:257–272
Benatar M, Handschuh M, Kahraman A, Talbot D (2019) Static and dynamic transmission error measurements of helical gear pairs with various tooth modifications. J Mech Des 141(10). https://doi.org/10.1115/1.4043586
Wang ZG, Chen YC (2020) Design of a helical gear set with adequate linear tip-relief leading to improved static and dynamic characteristics. Mech Mach Theory 147. https://doi.org/10.1016/j.mechmachtheory.2019.103742
Åkerblom M (2001) Gear noise and vibration – a literature survey. Trita MMK 11. 25 pages
Houser DR, Harianto J (2008) Microgeometry and bias in helical gear noise excitations. Gear Solutions Mag 2:20–39
Heider M (2012) Schwingungsverhalten von Zahnradgetriebe. Technische Universität München (PhD Thesis)
Kohn B (2018) Topologische Flankenkorrektur zur Anregungsoptimierung von Stirnradgetrieben. Technische Universität München (PhD Thesis)
Hösel T (1965) Geräuschuntersuchungen an schrägverzahnten Stirnrädern mit Evolventenverzahnung. Technische Hochschule München (PhD Thesis)
Höhn BR (2010) Improvements on noise reduction and efficiency of gears. Meccanica 45(3):425–437
Baethge J (1969) Drehwegfehler, Zahnfederhärte und Geräusch bei Stirnrädern. Technische Hochschule München (PhD Thesis)
Gerber H (1984) Innere dynamische Zusatzkräfte bei Stirnradgetrieben. Technische Universität München (PhD Thesis)
Sattelberger K (1997) Schwingungs- und Geräuschanregung bei ein- und mehrstufigen Stirnradgetrieben. Technische Universität München (PhD Thesis)
Bihr J, Heider M, Otto M, Stahl K, Kume T, Kato M (2014) Gear noise prediction in automotive transmissions. Proceedings of the International Gear Conference, pp 457–465
Müller R (1991) Schwingungs- und Geräuschanregung bei Stirnradgetrieben. Technische Universität München (PhD Thesis)
Gregory R, Harris S, Munro R (1963) Dynamic behaviour of spur gears. Proc Inst Mech Eng 178:207–218
Utakapan T, Götz J, Otto M, Stahl K (2019) FVA-Nr. 338/VII – Heft 1346 – Erweiterung Dynamisches Zahnkräfte Programm (DZP). Forschungsvereinigung Antriebstechnik e.V. (FVA), Frankfurt am Main (Version 6.0, Programmdokumentation)
Utakapan T, Kohn B, Fromberger M, Otto M, Stahl K (2017) Evaluation of gear noise behaviour with application force level. Forsch Ingenieurwes 81(2):59–64
Acknowledgements
The presented results are based on the research project IGF no. 19869 N/1 (FVA 338/VIII) undertaken by the Research Association for Drive Technology e.V. (FVA); supported partly by the FVA and through the German Federation of Industrial Research Associations e.V. (AiF) in the framework of the Industrial Collective Research Programme (IGF) by the Federal Ministry for Economic Affairs and Energy (BMWi) based on a decision taken by the German Bundestag. The authors would like to thank for the sponsorship and support received from the FVA, AiF and the members of the project committee.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Alois Wenig, Dr.-Ing. Michael Otto and Prof. Dr.-Ing. Karsten Stahl contributed equally to this work.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sepp, S., Wenig, A., Otto, M. et al. Acoustical behavior of periodic flank modifications under dynamic operating conditions. Forsch Ingenieurwes 87, 913–922 (2023). https://doi.org/10.1007/s10010-023-00685-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10010-023-00685-4