
Abstract
Case hardening represents the most important heat treatment process to increase the load carrying capacity of gear components. Beside predominantly martensitic surface layers with low proportion of retained austenite, there were investigated material structures with differing properties in preceding research work.
In a previous publication, the results of three variants made of the material 20MnCr5, which is typically used for gears, were presented. The reference heat treatment was a conventional carburizing with subsequent case hardening. The second variant was also gas carburized, but with a high proportion of retained austenite. The last presented variant had a bainitic structure in the surface layer. The second and the third variant showed a similar tooth root bending strength compared to the reference. The numbers of the pitting resistance were significantly higher than for the reference variant.
This paper presents the results of further investigations on the influence of different microstructures on the gear load carrying capacity. For this purpose, gears made of 18CrNiMo7‑6 were tested with regard to their load carrying capacity. 18CrNiMo7‑6 is a case hardening steel like 20MnCr5, too, which is often applied in big gear components. The tooth root bending strength was approximately constant, whereas the pitting resistance decreased compared to the corresponding variants of the material 20MnCr5. In comparison to the carburized 20MnCr5 reference variant, only the 18CrNiMo7‑6 variant with a large proportion of retained austenite showed a higher pitting resistance.
The tooth root bending strength investigations took place in the cycle regime of limited life as well in the high cycle fatigue regime. The pitting resistance was only determined in the cycle regime of limited life.
Zusammenfassung
Das Einsatzhärten stellt heute das wichtigste Wärmebehandlungsverfahren zur Steigerung der Tragfähigkeit von Getriebebauteilen dar. Neben vorwiegend martensitischen Randschichtgefügen mit einem geringen Anteil an Restaustenit wurden in vergangenen Forschungsvorhaben Randschichtgefüge mit davon abweichenden Eigenschaften untersucht.
In einer früheren Veröffentlichung wurden bereits Ergebnisse aus einem abgeschlossenen Vorhaben vorgestellt. Dabei wurden drei Varianten untersucht, die alle aus dem für Verzahnungen üblichen Werkstoff 20MnCr5 gefertigt waren und unterschiedlich wärmebehandelt wurden. Es wurde eine konventionell aufgekohlte und einsatzgehärtete Referenzvariante, eine gasaufgekohlte Variante mit erhöhtem Restaustenitgehalt und eine Variante mit erhöhtem Bainitgehalt in der Randschicht betrachtet. Die beiden letztgenannten Varianten wiesen eine vergleichbare Zahnfußtragfähigkeit wie die Referenzvariante auf, allerdings konnte jeweils eine erhöhte Grübchentragfähigkeit festgestellt werden.
Weiterhin wurden im Forschungsvorhaben Prüfzahnräder aus dem Werkstoff 18CrNiMo7‑6 hinsichtlich ihrer Tragfähigkeitseigenschaften geprüft. Dabei handelt es sich wie beim Werkstoff 20MnCr5 um einen Einsatzstahl, der häufig für große Getriebebauteile Anwendung findet. Die Zahnfußtragfähigkeit blieb dabei annähernd konstant, wohingegen die Grübchentragfähigkeit verglichen mit den entsprechenden Varianten aus dem Werkstoff 20MnCr5 abnahm. Bezogen auf die aufgekohlte Referenzvariante aus 20MnCr5 wies lediglich die hochrestaustenithaltige Variante aus dem Werkstoff 18CrNiMo7‑6 eine höhere Grübchentragfähigkeit auf.
Zur Untersuchung der Zahnfußtragfähigkeit wurden Versuche sowohl in der Zeit- als auch in der Dauerfestigkeit durchgeführt. Die Versuche zur Ermittlung der Grübchentragfähigkeit beschränkten sich auf den Bereich der Zeitfestigkeit. Die Ergebnisse dieser erweiterten Untersuchungen werden im Rahmen dieser Veröffentlichung vorgestellt und diskutiert.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Past research in the field of load carrying capacity of gears identified microstructures of martensite with fine dispersed retained austenite in the case layer as optimal for high strength values. Therefore, recommendations for the adjustment of such microstructures have been derived and were standardized, e.g. in ISO 6336‑5 [1] or AGMA 2101 [2]. Heat treatment processes generating microstructures differing from the standard are drifting out of the focus. The aim of the underlying research work is to demonstrate load carrying capacity potentials of such variants.
In a former publication, Güntner et al. presented investigations on gears with alternative material microstructures [3]. There were considered three variants which were all gas carburized and subsequently case-hardened, but with different heat treatment parameters resulting in different microstructures. The base material of all test gears was 20MnCr5. In addition to the investigations on the 20MnCr5 variants, this paper shows corresponding results on the material 18CrNiMo7‑6. This case hardening steel is typically used for larger gear components, e.g. in wind turbine gearboxes, because of its higher hardenability compared to 20MnCr5. The material is characterized by a different alloying concept compared to 20MnCr5 and contains a higher amount of more expensive alloy elements, such as nickel. The influence of alternative heat treatment process parameters on the 18CrNiMo7‑6 microstructure characteristics is investigated and the results will be analysed and discussed.
The presented work is extracted from a research project [4] that was carried out in cooperation between Leibniz-IWT (Bremen) and Gear Research Center (FZG, TU Munich). The heat treatment of the test specimens and the analysis of the resulting microstructures were done by IWT. FZG was responsible for the determination of the tooth root and pitting endurance.
2 State of the art
Martensite with fine dispersed retained austenite is considered as the most sustainable microstructure in the case layer of heavy-loaded gears. Comprehensive investigations led to standardized recommendations concerning the microstructure in the surface structure. ISO 6336‑5 [1] respectively DIN 3990‑5 [5] specify that the case should consist of fine acicular martensite in combination with a maximum content of retained austenite of 30 vol.-%. For the highest quality grade ME, the retained austenite has to be finely dispersed within the component. The necessary metallographic inspections take place on companion heat treatment batch test pieces or on representative test bars, depending on the achievable quality grade. Furthermore, the standard defines a bainite content of less than 10% in the surface structure which is also determined by metallographic inspection [1].
In contrast to the recommendations described, several publications deal with the influence of higher contents of retained austenite on the load carrying capacity. Abudaia et al. [6] describe an increased pitting strength for helical test gears with about 60 vol.-% initial retained austenite. In the author’s opinion, the good performance in the test runs is due to a local stress-assisted transformation of retained austenite to martensite at the surface and therefore higher compressive residual stresses and an increase in the surface hardness [6].
Vinokur et al. [7] could determine a positive influence of retained austenite on the contact fatigue strength when the carbon content in the case layer assumes values greater than 0.8 weight-%. A strong dependence between the content of martensite and retained austenite is mentioned.
Investigations by Panhans and Fournelle [8] focus on bending and torsional fatigue of specimens with strong surface retained austenite. A high content correlated with a good high cycle fatigue performance.
Richman and Landgraf [9] investigate the impact of cyclic tensional strain on the fatigue resistance of specimens with high contents of retained austenite. Therefore, the authors use the AISI 4027 steel which is common for automotive applications. Gas carburized specimens serve as a reference variant (retained austenite < 5%) while the specimens with a high proportion of retained austenite (up to 35.5% before the test runs) are heat treated in a salt bath cyaniding process. The examination of the retained austenite contents is done by X‑ray diffraction measurements and metallographic inspections. The resulting fatigue resistance of the variants with higher amounts of retained austenite is better compared to the carburized reference. According to the authors, the reason for the increased load carrying capacity is the deformation-induced transformation of retained austenite to martensite. The strain-based formation of martensite leads to higher local compressive stresses compared to austenite, and ductility is enhanced compared to thermally formed martensite [9].
Beumelburg [10] observes different influences of surface carbon content and thereby retained austenite on the rotating bending fatigue. The specimens are predominantly carburized in a salt bath with varying carbon contents to adjust different contents of retained austenite in a range from 5 to 90%. Overall, the fatigue resistance decreases with larger contents of retained austenite, so the author recommends a maximum surface carbon content of about 0.8 mass-% for an optimal load carrying capacity. For few variants with equal high carbon contents, a slight improvement in the rotating bending strength can be stated with increasing amount of retained austenite [10].
An overview of the effect of retained austenite under different stresses is given by Razim [11]. According to the author, a positive influence of retained austenite on the fatigue resistance is not proved for most cases. Higher contents yield decreasing strength values if the material is not cryogenically treated after the case hardening process. Only the pitting resistance is slightly improved by retained austenite [11].
Case layer structures with high content of retained austenite cannot only be adjusted by gas carburizing and subsequent hardening, but also by carbonitriding processes. In contrast to gas carburizing, gas carbonitriding is characterized by the addition of carbon and nitrogen in the atmosphere of the hardening oven [12, 13]. Nitrogen effects a stabilisation of the austenite to lower temperatures [12], so a higher amount of retained austenite can remain in the hardened component [14]. Load carrying capacity results of two carbonitrided variants are presented in [15]. In the experimental investigations, the shot blasted test gears showed similar tooth root bending strength values compared to conventionally gas carburized and case-hardened gears. The differences regarding tooth root bending between the materials 20MnCr5 and 18CrNiMo7‑6 are negligible. Investigations concerning the rolling contact fatigue were not conducted [15].
Bainitic microstructures in the case layer play a tangential role in the gear industry so far. Investigations by Steinbacher et al. [16] and Vetters et al. [17] show the load carrying capacity potential of such surface structures. Especially the increased toughness is an important advantage of bainitic microstructures compared to commonly case-hardened martensitic structures [18, 19].
3 Aim of the investigation
Results from a preceding research project [20] demonstrated the load carrying capacity potential of gears with high retained austenite content in the case layer, see also [21]. Compared to conventional case-hardened gears, the pitting strength of the investigated carbonitrided gears could be increased while at the same time, the tooth root bending strength remained nearly on a constant level. The investigations presented in this paper focus on similar case layer microstructures, but generated by gas carburizing. The results of Güntner et al. [3] are supplemented by the results of the second material 18CrNiMo7‑6. This steel is characterized by a different alloying concept compared to 20MnCr5 and widely spread in larger gear applications.
4 Investigated variants
In this paper, the results of three variants made of the case hardening steel 18CrNiMo7‑6 are presented in addition to the results of the corresponding 20MnCr5 variants. The chemical composition of the material batch is listed in Table 1. The values of the single element proportions show no anomalies and meet the requirements according to DIN EN ISO 683‑3 [22]. All test gears were manufactured from the same batch of material.
All variants are characterized by a gas carburizing process with subsequent hardening. The carbon content is varied to meet the desired case layer structures. Variants R and A are oil quenched and tempered, whereas variant B is isothermally transformed and tempered. The reference variant R shows a typical case-hardened microstructure with a maximum proportion of retained austenite of 25 vol.-% in accordance to ISO 6336‑5 [1], see Fig. 6. The variant A has a microstructure with a higher proportion of retained austenite of approximately 50 vol.-%. For variant B, a microstructure consisting of martensite and bainite was adjusted. An overview of the three applied heat treatments is given in Table 2.
Following the heat treatment, all test gears were shot blasted to increase the tooth root bending strength. The test gears for the investigations of the pitting strength were profile ground on the flanks in contrast to the pulsator test gears for the investigations of the tooth root bending strength.
Table 3 depicts the main geometry data of the two types of test gears.
5 Test rigs and test conditions
The investigations regarding the tooth root bending strength took place on an electro-magnetic pulsating test rig, see Fig. 1 left. The test gear is clamped over four teeth between two jaws so that the force is applied at the end of the singular contact area. At this point of the path of contact, the maximum bending stress in running gears can be obtained. For the determination of the tooth root bending strength, investigations in the endurance range were carried out by applying the stair step-method [23]. The maximum number of load cycles per test run was set to 6 ∙ 106 in accordance with FVA guideline 563 I [24].

Pulsating test rig (a) and FZG back-to-back test rig (b) used for the experimental investigations
For the pitting strength investigations, a standardized FZG back-to-back test rig with a centre distance of 91.5 mm was used, see Fig. 1 right. The pinion was mounted on the motor side so that the rotational speed was identical with the motor speed of 3000 rpm. The maximum number of load cycles was 50 ∙ 106 for the pinion. The load was applied on the side of the gear, which was driven by the pinion. The test gearset was lubricated with the FVA-reference oil FVA 3A (mineral oil, ISO VG 100 with 4% A99, a sulphur-phosphorus additive package) at a temperature of 60 °C (±2 °C). The injection flow rate was adjusted to 2 l/min. These test conditions were already used in other research projects, e.g. [20].
6 Hardness, residual stresses and amount of retained austenite of test gears after heat treatment
In the following section, the results of the metallographic investigations and X‑ray diffraction analyses are presented. The measurements took place on unground pulsator test gears for the determination of tooth root bending strength and on ground test gears for the determination of the pitting resistance.
6.1 Test gears for tooth root bending
For the unground pulsator test gears, the hardness profile and the case hardening depth as well as the residual stresses and the amount of retained austenite were determined in the tooth root section.
Figure 2 shows the hardness values for the six compared variants, separated by surface and core hardness. The surface hardness values for the reference variants R and the variants A are for both materials in the same range of about 700 HV 1 whereby the 18CrNiMo7‑6 variants show slightly lower values. The two bainitic variants B have the lowest surface hardness values and do not meet the required minimum values for material grade MQ according to ISO 6336‑5 [1]. Furthermore, the core hardness values for the 18CrNiMo7‑6 variants are significantly higher than for the 20MnCr5 ones, which can be explained by a better hardenability of the 18CrNiMo7‑6 material.

Surface and core hardness (mean values) of unground pulsator test gears (measured in the tooth root at 30° tangent)
The case hardening depth (CHD) was determined for both tooth sides in the tooth root area at the 30° tangent. The mean values of left and right side are plotted in Fig. 3. It can be seen that the three 18CrNiMo7‑6 variants have higher CHD numbers than the corresponding 20MnCr5 variants. The difference is particularly noticeable for variants B. All variants except the 20MnCr5 bainitic variant meet the CHD recommendations given in FVA report 271 [25] and [26].

Case hardening depth (CHD, mean values) of unground pulsator test gears (measured in the tooth root at 30° tangent)
Figure 4 shows a comparison of the different residual stress values. There were evaluated the residual stresses at the surface and the maximum value for all six variants. The measurements took place in the unground tooth root of the pulsator test gears. In addition, the depth of the maximum compressive residual stresses is indicated in the diagram. The 18CrNiMo7‑6 variants R and B have higher maximum compressive residual stresses than the corresponding 20MnCr5 variants, although the residual stresses at the surface of the investigated test gears are lower (variants R) respectively comparable (variants B). The highest compressive residual stress of all variants are determined for the 18CrNiMo7‑6 bainitic variant. The maximum compressive residual stresses for the variants A with a proportion of nearly 50 vol.-% retained austenite are identical whereas the maximum compressive residual stress of the 18CrNiMo7‑6 variant is reached at the surface. For the other variants, the depth of the maximum compressive residual stress is near 20 µm or near 40 µm.

Residual stresses of unground pulsator test gears (measured by X‑ray diffraction in the tooth root at 30° tangent, surface and maximum values; the number at the end of the bars indicates the depth of the maximum compressive residual stresses in µm)
The lower compressive residual stresses for the variants A correlate with higher retained austenite contents in the case layer, see Fig. 5. The 18CrNiMo7‑6 variant has a maximum phase fraction of 50 vol.-% retained austenite. The corresponding 20MnCr5 variant shows values up to 45 vol.-%. Furthermore, a retained austenite content of less than 25 vol.-% for both reference variants R can be stated as it is required according to ISO 6336 [1] for case-hardened gears of the quality MQ and ME, respectively. The lowest contents of retained austenite could be determined for the variants B. For both materials, the maximum values are less than 10 vol.-%.

Retained austenite of unground pulsator test gears (measured by X‑ray diffraction in the tooth root at 30° tangent, mean and maximum values)
It has to be mentioned that the requirements according to ISO 6336 [1] are based on a metallographic analysis of the microstructure. The values shown in Fig. 5 are determined by X‑ray diffraction which empirically leads to different measured contents of retained austenite compared to the metallographic inspection [27, 28].
The microstructures of the three 18CrNiMo7‑6 variants are arranged in Fig. 6d–f. For a better comparability of the two materials, the 20MnCr5 microstructures are shown, too (see pictures a–c). All grinding patterns were recorded in the tooth root section of the unground pulsator test gears. The reference variant R is characterized by a predominant martensitic microstructure with low proportion of retained austenite that is confirmed by the results shown in Fig. 5. Variant A mainly consists of retained austenite and small amounts of fine dispersed, acicular martensite. A more distinct internal oxidation compared to the reference variant can be stated. Furthermore, the 18CrNiMo7-6 A variant shows more segregations compared to the corresponding 20MnCr5 variant. Variant B shows a microstructure with dominant phase fractions of martensite and bainite. The depth of the internal oxidation is comparable to variant A.

Microstructures of variants R (left), A (centre) and B (right), recorded in the tooth root section of the pulsator test gears, nital etched (top: 20MnCr5, bottom: 18CrNiMo7-6); the 20MnCr5 pictures were already published in [3] and are shown again for a better comparability
6.2 Test gears for pitting investigations
The hardness profiles and CHD were also determined for the pitting test gears, see Fig. 7. There is only a reference variant for the 20MnCr5 material; an 18CrNiMo7‑6 reference variant was not considered in the investigations.

Surface and core hardness (mean values) of ground test gears (measured on the tooth flank)
The results of the hardness measurements are consistent for the different variants. The hardness values at the surface are slightly higher for the 20MnCr5 variants compared to the corresponding 18CrNiMo7‑6 variants. The differences of the core hardness in relation to the measured values on pulsator test gears stem from the smaller face width of the pitting test gears which influences the structural transformation of the core material. For the pitting test gears as well for the pulsator test gears, 20MnCr5 variants show about 50 HV 1 smaller core hardness values.
In Fig. 8, the CHD values for the ground pitting test gears are plotted.Footnote 1 The 20MnCr5 reference shows the highest CHD of the five variants, the 18CrNiMo7‑6 bainitic variant the smallest one. The CHD values for the 18CrNiMo7‑6 variants are equal or smaller than for the 20MnCr5 variants. The two bainitic variants have a CHD slightly below the recommendations regarding the CHD mentioned in [25] and [26].

Case hardening depth (CHD, mean values) of ground test gears (measured on the tooth flank)
7 Results and discussion of the load carrying capacity investigations
7.1 Tooth root bending strength
Figure 9 shows the results of the tooth root bending investigations. The tooth root endurance limit of each variant was determined based on 10–12 test runs for each variant and is indicated with a failure probability of 50%. The nominal tooth root bending strength of the three variants R, A and B is nearly identical for both materials. The differences between the 20MnCr5 and 18CrNiMo7‑6 variants are negligible and lie within the scatter range.

Results of tooth root bending strength investigations (endurance limit for 50% failure probability)
The results of the tooth root bending strength for the 18CrNiMo7‑6 variants confirm the former results for material 20MnCr5 that there is no negative influence of the alternative heat treatments. Nevertheless, differences between the variants concerning surface hardness or internal oxidation could be covered by the shot blasting process following the heat treatment. For this reason, the transferability on unpeened gears is not ensured.
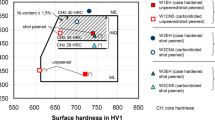
In the following, the determined values for tooth root bending strength are converted into nominal stress numbers for bending. These are inserted in the corresponding diagram according to ISO 6336‑5 [1] for case-hardened wrought steels (see Fig. 10). All six tested variants reach load carrying capacities which correlate with material quality grade MQ. Furthermore, reference values for case-hardened gears made of 16MnCr5 (similar to 20MnCr5) and 17CrNiMo6 (comparable to 18CrNiMo7-6) taken from Niemann and Winter [29] are given. The 18CrNiMo7‑6 reference variant R shows a slight decrease of the nominal stress number compared to the 20MnCr5 reference due to a difference in the surface roughness. The surface hardness is about 30 HV lower for the 18CrNiMo7‑6 variant. The variants A with a high amount of retained austenite show similar strength values of σF lim = 480 N/mm2 for both materials. The two bainitic variants B have nominal stress numbers of nearly 450 N/mm2, while reduced surface hardness values of less than 650 HV are obtained.

Experimentally determined nominal stress numbers for tooth root bending, plotted in the corresponding diagram for case hardened wrought steels according to ISO 6336‑5 [1]
In the following, the results of the tooth root bending strength tests are analysed with respect to possible correlations with the investigated material characteristics.
At first, it can be stated that there is no significant influence of the core hardness on the tooth root bending strength for the investigated variants. This is according to the state of the art, see also [30]. The surface hardness correlates with the nominal stress number for bending σF lim, as higher surface hardness values lead to higher strength values. For the CHD, no correlation could be observed. For almost all variants, the recommendations according to [25] and [26] for an optimal CHD value regarding tooth root bending can be fulfilled. This confirms the state of knowledge. The measured residual stresses do not correlate directly with the load carrying capacity values. All variants show typical residual stresses for case-hardened and shot blasted gears. Furthermore, strong negative influences from the microstructure can be excluded.
In the analysis, the mutual relationships and dependencies between the single material characteristics and possible overlay effects have to be considered. For example, higher compressive residual stresses could partially countervail the negative influence of lower surface hardness values. Although, in conclusion, all investigated variants reach the reference values and the requirements given by the standards.
7.2 Pitting load carrying capacity
The investigations concerning the flank load carrying capacity show different results for the two materials, see Fig. 11. Test runs on two load stages in the cycle regime of limited life were carried out (nominal contact stress σH0 of 1700 N/mm2 and 1800 N/mm2, respectively). For several variants, test gears reached the maximum number of load cycles of 50 million without any pitting damage on the flank, e.g. the 18CrNiMo7-6 A variant.

Results of pitting strength investigations (number at the end of the bars indicates the amount of test runs that reached 50 million load cycles without failure)
At first, the results for the 20MnCr5 will be recapitulated, as they were presented in detail in [3]. The highest potential regarding the flank load carrying capacity can be found for variant A. There were performed endurance tests on the higher load stage only, as three test runs finished without pitting damage. The bainitic variant B also performed better than the reference variant R as it shows one test run without failure on each of the two load stages. The failures appeared earlier on the higher load stage (σH0 = 1800 N/mm2) compared with the test runs on the lower load stage (σH0 = 1700 N/mm2).
A comparison of the results for the 18CrNiMo7‑6 material is only possible for variants A and B because there was no 18CrNiMo7‑6 reference variant R investigated in the pitting tests. Variant A shows significantly higher lifetimes compared with variant B. This can be stated for the lower as well as for the higher load stage. The test runs of variant B were always terminated by a pitting damage whereas variant A shows one test run without failure on each of the tested load stages.
When comparing the results of the 18CrNiMo7‑6 variants with the 20MnCr5 ones, it can be seen a worse performance of the 18CrNiMo7‑6 material. On the higher load level of σH0 = 1800 N/mm2, the 18CrNiMo7-6 A variant shows earlier failures compared to the 20MnCr5 equivalent. On the lower load stage, a direct comparison is not possible. For the bainitic variants B, the statement is analogous as the 18CrNiMo7‑6 variants had shorter lifetimes than the 20MnCr5 ones. Nevertheless, the 18CrNiMo7-6 A variant shows a better performance compared with the 20MnCr5 reference R. In contrast, the 18CrNiMo7-6 B variant fails earlier than the 20MnCr5 R variant.
Exemplary damage patterns for the investigated variants are shown in Table 4. All pictures were taken after test runs at a nominal contact stress of σH0 = 1800 N/mm2. The pitting damages occurred at the pinion because of the higher number of load cycles compared to the wheel. The 20MnCr5 reference R as well as the two 18CrNiMo7‑6 variants A and B show typical and comparable damage patterns with pittings in the tooth flank area with negative specific sliding below the pitch diameter. Furthermore, the tooth flank area next to the tooth root shows few micropitting.
The explanation for the worse pitting resistance of the 18CrNiMo7‑6 variants compared to the 20MnCr5 ones has several reasons. In the metallographic investigations, a high content of segregations and inhomogeneities could be found for the 18CrNiMo7‑6 which influences the surface durability negatively. Furthermore, the amount and the distribution of retained austenite in the case layer has to be taken into account. The variants A and B made of 18CrNiMo7‑6 show inhomogeneously distributed local areas of retained austenite, whereby these areas are very close to the surface for the variant B. The early failures in the test runs could be explained by the lower hardness of austenite compared to martensite, which reduces the flank load carrying capacity, and by stress-assisted transformation to untempered martensite. In contrast to the 18CrNiMo7‑6 variants, the 20MnCr5 variants have much more homogeneous microstructures and show higher CHD and surface hardness values.
The reason for the negative influence of the 18CrNiMo7-6’s inhomogeneous microstructure on the flank load carrying capacity only could be that the pitting test gears were ground and the positive influence of the shot blasting is not effective directly under the surface of the active flank. On the contrary, the pulsator test gears were shot blasted, too, but stayed unground. Therefore, the shot blasting could cover the effects resulting from an insufficient material condition or heat treatment.
8 Conclusion
In this paper, the influence of the material on the microstructure and the load carrying capacity of gears was shown. Two commonly applied gear materials, 20MnCr5 and 18CrNiMo7‑6, were investigated and the results were compared.
Regarding tooth root bending, all tested variants had comparable endurance strength values. The alternative heat treatments do not affect the tooth root bending strength negatively, although the microstructures deviate significantly from the standard. Some negative influences may be covered by the shot blasting process. For the pitting investigations, it can be concluded that the contact fatigue of the variants A and B strongly depends on the material condition. The material 18CrNiMo7‑6 does not reach the strength values determined for the corresponding 20MnCr5 variants. The main reasons for the worse performance are segregations in the raw material and an uneven distribution of retained austenite in the case layer.
The presented results prove a large potential of higher contents of retained austenite on the pitting load carrying capacity. The retained austenite is required to be finely dispersed and the microstructure should be homogenous. Bainitic microstructures show some advantages, too, which are already known from bearing technology [17]. For these microstructures, the same conditions apply as for the retained austenite. Besides, the recommendations and requirements on the surface hardness and the CHD should be fulfilled. The parameters for the heat treatment have to be adapted to the used materials in a suitable manner, i.e. with regard to the chemical composition and the alloy system, so that the great potential for a future increase in pitting load carrying capacity can be exploited.
Notes
In [3], there were erroneously presented CHD values that were determined in the tooth root section of the ground pitting test gears. The values plotted in this publication are measured on the tooth flank.
References
International Organization for Standardization (2016) ISO 6336-5: Calculation of load capacity of spur and helical gears: Part 5: Strength and quality of materials
AGMA (2010) Fundamental rating factors and calculation methods for involute spur and helical gear teeth: ANSI/AGMA 2101-D04
Güntner C, Tobie T, Stahl K (2017) Alternative microstructures and their influence on mechanical properties of case-hardened gears. Forsch Ingenieurwes 81:245–251. https://doi.org/10.1007/s10010-017-0222-4
Schurer S, Güntner C, Tobie T et al (2017) FVA No. 513 III—Issue 1248—Randschichtgefüge—Final report: Alternative multi-phase surface layer structures in case hardening for increasing the strength properties of gears
Deutsches Institut für Normung e. V. (1987) DIN 3990-5: Calculation of load capacity of cylindrical gears—Endurance limits and material qualities
Abudaia F, Evans JT, Shaw B (2000) Characterization of retained austenite in case carburized gears and its influence on fatigue performance. In: ASM Proceedings: Heat Treating, pp 62–69
Vinokur BB, Kondratyuk SE, Markovskaya LI et al (1978) Effect of retained austenite on the contact fatigue strength of carburized steel. Met Sci Heat Treat. https://doi.org/10.1007/BF00713758
Panhans MA, Fournelle RA (1981) High cycle fatigue resistance of AISI E9310 carburized steel with two different levels of surface retained austenite and surface residual stress. J Heat Treating 2(1):54–61. https://doi.org/10.1007/BF02833074
Richman RH, Landgraf RW (1975) Some effects of retained austenite on the fatigue resistance of carburized steel. Metall Trans 6a:957–964
Beumelburg W (1973) Behaviour of case-hardened specimens with different surface conditions and surface carbon contents in rotating bending, static bending and impact bending tests (in German: Das Verhalten von einsatzgehärteten Proben mit verschiedenen Oberflächenzuständen und Randkohlenstoffgehalten im Umlaufbiege-, statischen Biege- und Schlagbiegeversuch). Dissertation, University of Karlsruhe
Razim C (1985) Retained austenite—on the state of art about the cause and effects in case-hardened steels. Härtereitech Mitt 40:150–165
Liedtke D (2008) Merkblatt 452 – Einsatzhärten
International Organization for Standardization (2018) DIN EN ISO 4885: Ferrous materials—Heat treatments—Vocabulary
Gu C, Lou B, Jing X et al (1989) Mechanical properties of carburized Cr-Ni-Mo steels with added case nitrogen. J Heat Treat 7:87–94
Winkler KJ, Tobie T, Stahl K et al (2019) Material properties and tooth root bending strength of shot blasted, case carburized gears with alternative microstructures. In: AGMA Fall Technical Meeting 2019, Alexandria
Steinbacher M, Hoffmann F, Zoch H‑W (2019) Surface layer microstructure of carburised and bainitically transformed parts and their mechanical properties: Part 3: investigations of the microstructure and residual stresses of carbon graded samples after partial and full bainite transformation. HTM J Heat Treat Mater 74(3):164–180. https://doi.org/10.3139/105.110370
Vetters H, Dong J, Bomas H et al (2006) Microstructure and fatigue strength of the roller-bearing steel 100Cr6 (SAE 52100) after two-step bainitisation and combined bainitic-martensitic heat treatment. Int J Mater Res 97(10):1432–1440
Bargel H‑J, Schulze G (2018) Werkstoffkunde, 12th edn. Springer, Berlin
Bhadeshia H (2015) Bainite in steels, 3rd edn. Maney, Leeds
Lombardo S, Steinbacher M, Tobie T et al (2011) FVA No. 513 I—Issue 970—Carbozahn—Final report: Carbonitriding of gears
Lombardo S (2014) Influence of different carbonitriding processes on the tooth root and flank load carrying capacity of cylindrical gears (in German: Einfluss von verschiedenen Carbonitrierverfahren auf die Zahnfuß- sowie Zahnflankentragfähigkeit von Stirnrädern). Dissertation, Technical University of Munich
International Organization for Standardization (2019) DIN EN ISO 683–3: Heat-treatable steels, alloy steels and free-cutting steels—Part 3: Case-hardening steels
Hück M (1983) An improved procedure for the evaluation of stair step tests. Materwiss Werksttech 14:406–417
Forschungsvereinigung Antriebstechnik e. V. (2012) FVA guideline No. 563 I: Standardisation of load carrying capacity tests—Recommendations for the standardisation of load carrying capacity tests on quenched and hardened cylindrical gears
Tobie T, Oster P, Höhn B‑R (2001) FVA No. 271—Issue 622 – Härtetiefe-Großzahnräder—Final report: Influence of case hardening depth on the pitting and tooth root load carrying capacity of large gears
Tobie T (2001) On the pitting and tooth root load carrying capacity of case-hardened gears—Influences from case hardening depth, heat treatment and manufacturing with regard to the size (in German: Zur Grübchen- und Zahnfußtragfähigkeit einsatzgehärteter Zahnräder – Einflüsse aus Einsatzhärtungstiefe, Wärmebehandlung und Fertigung bei unterschiedlicher Baugröße). Dissertation, Technical University of Munich
Vanova P, Sojka J, Volodarskaja A et al (2016) The evaluation of retained austenite in the carburized layers
Eldis G (1980) Correlation of measurements of retained austenite in carburized steels by X‑ray diffraction and quantitative metallography. J Heat Treat 1(3):24–30
Niemann G, Winter H (2003) Getriebe allgemein, Zahnradgetriebe – Grundlagen, Stirnradgetriebe, 2nd edn. Maschinenelemente, vol 2. Springer, Berlin
Lombardo S, Tobie T, Höhn B‑R (2009) FVA No. 425 II—Issue 893 – Zahnfußkernfestigkeit—Final report: Influence of core strength on the tooth root bending strength of low pressure carburized and high pressure gas quenched gears
Acknowledgements
The presented results are based on the research project IGF no. 17903 N/2 undertaken by the Research Association for Drive Technology e. V. (FVA) supported by the German Federation of Industrial Research Associations e. V. (AiF) in the framework of the Industrial Collective Research Programme (IGF) by the Federal Ministry for Economic Affairs and Climate Action (BMWK) based on a decision taken by the German Bundestag. The authors would like to thank for the sponsorship and support received from the FVA, AiF and the members of the project committee.

Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Blech, N., Güntner, C., Schurer, S. et al. Material influence on mechanical properties of gears with alternative microstructures. Forsch Ingenieurwes 87, 593–603 (2023). https://doi.org/10.1007/s10010-022-00608-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10010-022-00608-9