
Abstract
This contribution addresses the effect of heating and cooling rates on the microstructure of a double soaked medium-Mn 0.16C-5 Mn‑1.6Al‑0.2Si steel with an increased Al addition. The obtained results show that the differences in applied heating and cooling rates have a small effect on the microstructure of the investigated steel. Some differences in the dilatometer response during final cooling to room temperature were noted. Moreover, some changes in the fraction of retained austenite at particular heating/cooling variants were identified using the XRD method. Scanning electron microscopy (SEM), electron backscatter diffraction (EBSD), and dilatometry were applied to investigate microstructural changes, which occurred during second annealing step in the intercritical temperature range.
Zusammenfassung
Dieser Beitrag befasst sich mit der Auswirkung von Aufheiz- und Abkühlraten auf das Gefüge eines doppelt getränkten Medium-Mn-Stahls (0,16C-5 Mn‑1,6Al‑0,2Si) mit erhöhtem Al-Zusatz. Die erzielten Ergebnisse zeigen, dass die Unterschiede in den angewandten Heiz- und Abkühlgeschwindigkeiten eine geringe Auswirkung auf die Mikrostruktur des untersuchten Stahls haben. Es wurden einige Unterschiede in der Dilatometerreaktion während der endgültigen Abkühlung auf Raumtemperatur festgestellt. Darüber hinaus wurden mit Hilfe der XRD-Methode einige Veränderungen im Anteil des Restaustenits bei bestimmten Erwärmungs‑/Abkühlungsvarianten festgestellt. Rasterelektronenmikroskopie (REM), Elektronenrückstreuung (EBSD) und Dilatometrie wurden eingesetzt, um die Gefügeveränderungen zu untersuchen, die während des zweiten Glühschritts im interkritischen Temperaturbereich auftraten.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Medium-Mn steels belonging to the third generation of Advanced High Strength Steels (AHSS) are among the most perspective lightweight materials for body-in-white automotive sheet parts. These steels containing between 3 and 12 wt.% of Mn show a beneficial combination of high strength at sufficient ductility. Typically, medium-Mn steels are manufactured through a single-step intercritical annealing, resulting in a duplex-type microstructure consisting of austenite and ferrite [1]. Despite many beneficial properties, such a multiphase microstructure has some disadvantages related to the high difference in the hardness of neighboring phases resulting in their poor stretch-flangeability and limited hole expansion ratio (HER). Limiting these problems is possible due to the use of novel double-step intercritical annealing allowing for the replacement of a significant part of soft ferrite by low‑C martensite. Temperature and time of intercritical annealing are the key parameters that affect the fraction and mechanical stability of retained austenite. However, heating and cooling rates also have an impact on the microstructure evolution [2]. Therefore, the present study concerns the influence of heating and cooling rates during the second intercritical annealing step carried out at 850 °C on the microstructure of 0.16C-5 Mn‑1.6Al‑0.2Si steel.
2 Experimental
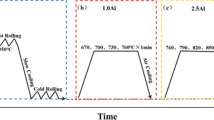
The hot-rolled 4.5 mm sheet steel of the type 0.16C-5 Mn‑1.6Al‑0.2Si was investigated. Detailed information on the hot rolling conditions can be found in [3]. The initial microstructure, before heat treatment, was fully martensitic. All samples were first heated to the intercritical region at 680 °C for 30 min and then cooled to room temperature. After that a short secondary intercritical annealing (IA) step was performed at a higher temperature (850 °C) for 30 s followed by cooling to room temperature. Different heating and cooling rates were applied. The heat treatment was carried out by means of dilatometry using a high-resolution BAHR dilatometer DIL805A/D, according to the time-temperature schedule, as shown in Table 1.
The microstructural changes of the studied steel were examined by scanning electron microscopy (SEM, FEI Quanta FEG 450 and Zeiss Supra 25), electron back-scattered diffraction (EBSD, FEI Quanta FEG 450), and X‑ray diffraction (XRD, Empyrean PANalytical). Specimens for microstructural observations were prepared using standard metallographic procedures. The fraction of retained austenite determined using the XRD method was estimated from the average of three measurements using the Rietveld method.
3 Results and Discussion
Phase transformations during the second intercritical annealing step were monitored using dilatometry based on changes in a relative length (RCL) as a function of temperature. Dilatometric curves obtained during final cooling to the room temperature showed that the thermal stability of retained austenite (RA) in specimens annealed at 850 °C is similar, regardless of applied heating and cooling rates (Fig. 1). A slightly higher fraction of martensite was formed in a specimen heated and cooled at the highest rates 80 °C/s and 60 °C/s, respectively. The Ms temperature was the highest in this case: 260 °C. The lowest thermal stability of RA is related to the low diffusion rate of Mn during short heating time. A higher heating rate may result in local manganese and carbon heterogeneities due to the short time for homogenization of the austenite [2]. A higher heating rate results in a shorter time for enriching the austenite in carbon and manganese. Therefore RA characterized by reduced thermal stability can be present in the microstructure. Moreover, the application of a higher cooling rate favors martensitic transformation.

The dilatometric curves during cooling at various rates after second step of intercritical annealing at 850 °C. (RCL relative change in length)
The goal of the second intercritical annealing step at a higher temperature is to replace some or all of the ferrite with austenite during heating and holding. Next, some fraction of new-formed austenite transforms into martensite during final cooling, thus replacing the ferrite + austenite microstructure with a microstructure containing both martensite and austenite [4]. The microstructure of investigated steel after the first step of intercritical annealing at 680 °C (30 min) is composed of large fraction of ferrite, austenite, and some fraction of tempered martensite (Fig. 2a). The microstructure after the second step of intercritical annealing contains martensite, fine-dispersed RA, and a small fraction of ferrite. The microstructures of specimens after the second step of IA at 850 °C are shown in Fig. 2b,c.

Microstructure of investigated steel after first intercritical annealing (a) second intercritical annealing at 850 °C, heated and cooled at rates of: b 80 °C/s and 10 °C/s, c 3 °C/s and 60 °C/s. (F ferrite, A austenite, TM tempered martensite, RA retained austenite, M martensite)
EBSD maps (Fig. 3) indicate that the differences in the applied heating and cooling rates have no effect on the size and morphology of RA. The differences in the heating rate were not sufficient to cause the grain refinement effect [2]. Some differences in the fraction of RA in specimens after the second IA were noted using the XRD method (Table 2). The amount of RA was smaller for specimens processed by using heating and cooling rates of 80 °C/s and 60 °C/s, respectively. The obtained results are in good agreement with the dilatometric data.

EBSD phase maps of specimens after second intercritical annealing at 850 °C, heated and cooled at rates of: a 80 °C/s and 10 °C/s, b 3 °C/s and 60 °C/s. Retained austenite as a green color
4 Conclusions
The heating and cooling rates have a relatively small effect on the microstructure of double-soaked medium-manganese Al-alloyed steel. The slightly lower thermal stability of RA was noted for specimens processed by using the highest heating and cooling rates of 80 °C/s and 60 °C/s, respectively. It was due to the short time for enriching the austenite in C and Mn. The application of higher heating and cooling rates together with the second IA temperature of 850 °C allows for replacing a large fraction of initial soft ferrite by low-carbon martensite.
References
Kaar, S., Krizan, D., Schneider, R., Sommitsch, C.: Impact of si and Al on microstructural evolution and mechanical properties of lean medium manganese quenching and partitioning steels. Steel Res. Int. (2020). https://doi.org/10.1002/srin.202000181
Hernandez-Duran, E.I., Ros-Yanez, T., Castro-Cerda, F.M., Petrov, R.H.: The influence of the heating rate on the microstructure and mechanical properties of a peak annealed quenched and partitioned steel. Mater. Sci. Eng. A (2020). https://doi.org/10.1016/j.msea.2020.140061
Grajcar, A., Woźniak, D., Kozłowska, A.: Non-metallic inclusions and hot-working behaviour of advanced high-strength medium Mn steels. Arch. Met. Mater. 61, 811–820 (2016)
Speer, J., Rana, R., Matlock, D., Glover, A., Thomas, G., De Moor, E.: Processing variants in medium-Mn steels. Metals (2019). https://doi.org/10.3390/met907077
Acknowledgements
The publication was supported under the Initiative of Excellence-Research University program implemented at the Silesian University of Technology in 2020, grant no. 10/010/SDU/10-21-01.
Funding
Open access funding provided by Silesian University of Technology.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kozłowska, A., Morawiec, M., Petrov, R.H. et al. Effect of Heating and Cooling Rates on the Microstructure of a Double Soaked Medium-manganese Al-alloyed Steel. Berg Huettenmaenn Monatsh 167, 538–541 (2022). https://doi.org/10.1007/s00501-022-01289-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-022-01289-1