
Abstract
This paper explores the possibilities to use laser-based additive processes to make, surface treat and repair/remanufacture tools, dies and molds for cold working, hot working, and injection molding. The failures encountered in these applications are described. The materials used conventionally and in the laser additive processes are accounted for. The properties of the tools, dies and molds made by Laser-based Powder Bed Fusion (L-PBF) are as good as and in some cases better than the properties of those made in wrought materials. Shorter cycle time, reduced friction, smaller abrasive wear, and longer life cycle are some of the benefits of L‑PBF and Directed Energy Deposition with powder (DED-p) (or Laser Metal Deposition with powder, LMD‑p, or Laser Cladding, LC). L‑PBF leads to higher toolmaking costs and shorter toolmaking lead time. Based on a review of conducted investigations, this paper shows that it is possible to design and make tools, dies and molds for and by L‑PBF, surface functionalize them by DED-p (LMD‑p, LC), and repair/remanufacture them by DED-p (LMD‑p, LC). With efficient operational performance as the target for the whole tool life cycle, this combination of L‑PBF and DED-p (LMD‑p, LC) has the greatest potential for hot working and injection molding tools and the smallest for cold working tools (due to the current high L‑PBF and DED-p (LMD‑p, LC) costs).
Zusammenfassung
Dieser Beitrag untersucht die Möglichkeiten, laserbasierte additive Verfahren zur Herstellung, Oberflächenbehandlung und Reparatur/Nachbearbeitung von Werkzeugen, Gesenken und Formen für die Kalt- und Warmumformung sowie den Spritzguss einzusetzen. Die bei diesen Anwendungen aufgetretenen Fertigungsfehler werden beschrieben. Die konventionell und in den laseradditiven Verfahren verwendeten Werkstoffe werden berücksichtigt. Die Eigenschaften der durch Laser-based Powder Bed Fusion (L-PBF) hergestellten Werkzeuge, Matrizen und Formen sind genauso gut und in einigen Fällen besser als die Eigenschaften der konventionell hergestellten Bauteile. Kürzere Zykluszeiten, geringere Reibung, geringerer Abrieb und längere Lebensdauer sind einige der Vorteile von L‑PBF und Directed Energy Deposition mit Pulver (DED-p) (oder Laser Metal Deposition mit Pulver, LMD‑p, oder Laser Cladding, LC). L‑PBF führt zu höheren Werkzeugbaukosten und einer kürzeren Werkzeugbau-Durchlaufzeit. Basierend auf einem Überblick über durchgeführte Untersuchungen zeigt dieser Beitrag, dass es möglich ist, Werkzeuge, Matrizen und Formen für und durch L‑PBF zu konstruieren und herzustellen, sie durch DED-p (LMD‑p, LC) oberflächenfunktionalisieren zu können und sie durch DED-p (LMD‑p, LC) zu reparieren/nachzubearbeiten. Mit effizienter Betriebsleistung als Ziel für den gesamten Werkzeuglebenszyklus hat diese Kombination aus L‑PBF und DED-p (LMD‑p, LC) das größte Potenzial für Warmarbeits- und Spritzgießwerkzeuge und das geringste für Kaltarbeitswerkzeuge (aufgrund der derzeit hohen L‑PBF- und DED-p (LMD‑p, LC)-Kosten).
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Product creation comprises chiefly product design/development and industrialization. Once the design is accepted, the realization of the production line, in particular the preparation of the complex production tooling (tools, dies, and molds), is time-critical in the industrialization phase and has therefore a direct and strong influence on time-to-market.
Production tooling has also a large impact on the operational performance, costs, lead time, and quality. Cutting (material removal), cold working, hot working, and injection molding are some of the industrial tooling applications. Yet, cutting tools (material removal) are not covered in this review.
As displayed in Fig. 1, the tool material has a large influence on the tool life [1]. Tool material selection is based on (a) the required tool performance during the intended application and (b) the manufacturing of the tool. As far as the tool production is concerned, the tool material machinability, polishability, and heat treatment response are of great significance. Toughness, wear resistance, hot hardness, and resistance to softening are some of the important performance factors.

Factors that influence the tool life [1]
The failure mechanism encountered in cold working tools, e.g. stamping tools and dies, comprise abrasive and adhesive wear or mixed wear (caused by sliding contact), chipping at cutting edges and corners (fatigue), plastic deformation (exceeding the yield strength locally), cracking (fatigue), and galling (the same mechanism as in adhesive wear). The tool concept (tool material, hardness, surface roughness and treatment) is highly related to the workpiece material (sheet material grade, surface, and thickness). The tool concept for 1‑mm thick hot-dip galvanized DP600 steel sheet differs therefore from that for 1‑mm thick uncoated DP1000 steel sheet [2,3,4].
For hot-working tools, i.e. tools and dies in high pressure die casting, hot forging, hot stamping, or extrusion, thermal fatigue (heat checking), corrosion/erosion, cracking (total failure), and indentation are some of the failures that need to be avoided. Thermal fatigue is dependent upon thermal expansion coefficient (should be low), thermal conductivity (should be high), hot yield strength (should be high), temper resistance (a good resistance to softening at high temperature exposure), creep strength (should be high), and ductility. In other words, the tool should display resistance to deformation, softening, wear, impact loading and corrosion/erosion at the working temperature [5,6,7].
Some injection molds are likely to be exposed to corrosion, since the plastic materials can produce corrosive by-products, e.g. PVC, and/or due to condensation caused by prolonged production stops, humid operating or storage conditions. In such cases, a stainless tool steel is required. Through-hardened molds are used if the production runs are long, abrasion from certain molding materials needs to be avoided, and/or the closure or injection pressures are high. Large molds and molds with low demands on wear resistance, however, can be made in pre-hardened steel. Good polishability and excellent surface finish are key requirements for many injection molds [8, 9].
An efficient operational performance does not allow production stops and requires minimized tool maintenance time and costs. Tool repair and remanufacturing have several targets—preventive maintenance, refurbishment of the tool properties and performance, shortening of the production stops and reduction of the toolmaking lead time and costs.
The purpose of the present paper is to explore the possibilities of tool and die making, surface treatment and repair through laser-based additive processes, the industrial maturity of these processes and provide a brief future outlook in this regard. For tool and die making, the paper is focused on additive manufacturing (henceforth AM or 3D-printing) by Laser-based Powder Bed Fusion (L-PBF). For tool surface treatment and repair, Directed Energy Deposition with powder (DED-p) or Laser Metal Deposition with powder (LMD-p) or Laser Cladding (LC) is at the focus.
Fig. 2 displays a comparison of different metal AM methods with respect to part performance, cost, and lot size [10]. Production tools are normally made in single or few units and required to perform well in operation to avoid stops, minimize or eliminate rejections and maximize the production efficiency. L‑PBF (PBF‑L in Fig. 2) is, in other words, in a good position from these perspectives. The high L‑PBF costs indicated in Fig. 2 are observed in many AM tooling related investigations (see, for instance, [11, 12]).

A comparison of different metal AM methods with respect to part performance, cost and lot size [10]
2 Tool and Die Making
As mentioned above, the tool material has a large influence on the tool performance. Table 1 displays the properties of some of the conventionally made and used tool steels [13, 14]. Table 2 shows the properties of the tools made by L‑PBF in the displayed powder steels [15,16,17,18,19,20,21,22,23,24,25,26,27]. The powder steels in Table 2 are the most common steel powders used in tool and die making by L‑PBF.
Design for AM, DfAM, can be divided into system design, part design, and process design (see also tool design in Fig. 1; [28]). Different selection criteria can be used to identify whether a redesign for AM would be beneficial [29]. The conducted studies confirm the importance of using the system, part, and process design approach and having efficient design as the selection criterion. The objective of efficient design is to improve the efficiency and performance of the tool in operation, i.e. shorter cycle time, avoidance of stops, minimization (or elimination) of the rejections, improved quality, maximization of the production efficiency etc. [11, 25, 30,31,32,33,34,35,36].
Efficient design is of particular significance for the production tools in hot working and injection molding. The importance of process design and its close relationship to part and system design is illustrated in [36].
While the primary target is high efficiency and performance in operation, using generative design and topology and lattice structure optimization will also lead to lightweight design.
Using the efficient design, i.e. high efficiency and performance in operation, as the criterion, the conducted studies show that L‑PBF, combined with conformal cooling and topology and lattice structure optimization, has its greatest potential in production tools for hot working and injection molding.
Fig. 3, which displays a mold for High Pressure Die Casting (HPDC) of aluminium (Al), illustrates this high potential. This mold is made by L‑PBF in W360 AMPO (see Table 2; [37]).

In HPDC of Al, the following failures should be avoided:
-
a)
heat checking due to thermal fatigue,
-
b)
erosion—hot mechanical wear, mainly due to the velocity of the melt,
-
c)
metal corrosion due to chemical interaction between Al & tool steel (e.g. high nickel),
-
d)
cracking due mechanical overloading of the die,
-
e)
soldering—molten alloy sticks to the die face,
-
f)
shrink porosity—bad temperature management leads to high scrap rate, and
-
g)
cracking from the cooling channel—high stresses in the mold based on wrong cooling channel design or stress corrosion.
While a)–d) are related to the tool (die or mold) steel, e)–g) are affected by the tool (die or mold) design, particularly the design of the cooling channels. Avoidance of a)–g) by proper material selection and DfAM resulted in the mold displayed in Fig. 3. The usage of this mold reduced the cycle time by at least 2.5% and the scrape rate to 3.4%. At the same time, the tool life was increased by at least 150% [37].
As mentioned above, the high L‑PBF costs indicated in Fig. 2 are observed and reported in many investigations [10,11,12, 27]. For the parts that require production tooling, the high L‑PBF costs correspond to high tooling costs (see Fig. 4). For hot working and injection molding, the tools, dies, molds, cores, and inserts made by L‑PBF cost more (see Fig. 4) but lead to lower total costs (the part costs), since such tools enable shorter cycle time, improved quality, and more.

Cost, lead time, and weight: tools, dies, and molds made by an L‑PBF inclusive process compared to the corresponding versions made conventionally. The figure is based on the values from [11]
For cold working (e.g. stamping), both the tooling and part costs are, however, higher (than the conventionally made tool and the part made in it) in case the tools are made by L‑PBF [1, 10,11,12, 27]. As a remedy to the late changes in product industrialization, the lead time reduction can justify the higher costs [1] (see Fig. 4).
3 Tool and Die Surface Treatment
Tool surface treatment is carried out to improve the tool’s operational performance—wear or corrosion resistance, tribological properties, tool life, and more. Chemical Vapor Deposition (CVD), Physical Vapor Deposition (PVD), and plasma nitriding (PN) are some of the surface treatment methods used to improve the tool’s operational performance.
The improvements that can be accomplished by such methods in cold working applications are described in, for instance, [2,3,4, 38].
Samples of AM Corrax, Table 2, developed for injection molding applications, were subject to corrosion tests, the salt spray testing, and the cyclic polarization. The samples were surface treated with PVD coatings—TiN, CrN, and diamond-like carbon (DLC)—at temperatures below 450 °C, as well as with PN treatments for conventional steel grades (PN1) and suitable for stainless steel grades (PN2). These tests showed that the corrosion resistance is high and can be summarized as untreated > PN2 > CrN > TiN > DLC > PN1 [39].
DED-p (or LMD-p or LC), even called Blown Powder Technology [40], can be used to improve a tool’s operational performance. In several investigations, this technology is used to coat the tool (die or mold made conventionally in wrought steel) with:
-
a cobalt (Co) based Stellite alloy (Co, 20–30 wt% chromium (Cr), 4–18 wt% tungsten (W) or molybdenum (Mo), and 0.25–3 wt% carbon (C)) for resistance to high temperature, oxidation, wear, and corrosion, and for high hardness [41, 42].
-
nickel (Ni) based hard facing alloys (NiSiB, NiCrSiB, Inconel 625 (NiCrSiBFeC) etc.) to accomplish high toughness and thermal and corrosion resistance [42, 43].
-
iron (Fe) based alloys (316 stainless steel, Fe-Cr-Si‑B alloy, Crucible Particle Metallurgy (CPM) steel) for enhanced abrasive wear and corrosion resistance (and reduction of the tool costs) [42,43,44,45].
-
carbides (WC, TiC, SiC, etc.), borides (TiB, etc.), or oxides (Al2O3, etc.) to improve the wear resistance [42, 43].
-
self-lubricating materials such as soft metals (gold, silver, tin etc.), transition metal dichalcogenides (MoS2, WS2, etc.), alkaline-earth fluorides (CaF2, BaF2, etc.), ternary oxides (Ag2MoO4, Ag2Mo2O7, etc.), and composites (Stellite 6‑Cr3C2-WS2), particularly for hot/warm working applications [46,47,48,49].
Laser-based additive processes have, however, enabled a hybridization—toolmaking through L‑PBF in combination with the enhancement of the tool’s operational performance, i.e. surface functionalization, through LMD-p (DED-p or LC).
Fig. 5 displays two lightweight substrates (wall thickness = 0.75–2 mm) both made in maraging steel DIN 1.2709 (see Table 2) by L‑PBF and
-
left: hard-faced through LMD-p (DED-p or LC) with a Ni-based metallic matrix embedded with 60 wt% WC (NiCrSiB + 60 wt% WC), and
-
right: coated by LMD-p with an aluminum-bronze (AlBz) layer [50].

Hybridization through laser-based additive processes. Left: A maraging steel (DIN 1.2709) substrate made by L‑PBF hard-faced through LMD-p (DED-p or LC) with a Ni-based metallic matrix embedded with 60 wt% WC (NiCrSiB + 60 wt% WC). Right: A DIN 1.2709 substrate made by L‑PBF coated with an aluminum-bronze (AlBz) layer by LMD-p [50]
For L‑PBF, the layer thickness was 30 μm and the Yb-fiber laser effect 200W. For LMD-p (DED-p or LC), a high-power direct diode laser with a maximum output power of 10 kW was used. A linear-oscillating tribometer was used to study the sliding performance (reciprocating sliding, dry conditions, normal load of 31 N, frequency of 1 Hz, counterpart 100Cr6 cylinder with a hardness of ca 800HV, and test duration of 20 min). The abrasive wear resistance was evaluated in accordance with ASTM G65 [51].
Compared with the substrate made by L‑PBF inDIN 1.2709, both surface-functionalized hybrids exhibited reduced friction coefficient. This coefficient was reduced by 25% with the Ni-based cladding. The hybrid hard-faced with NiCrSiB + 60 wt% WC displayed 45 times higher (better) wear resistance than the maraging steel substrate [51].
In other words, the combination of L‑PBF and LMD-p (DED‑P or LC) is also (in addition to better cooling, shorter cycle time, lightweighting, etc.) capable of providing customized solutions for different industrial tooling applications.
4 Tool and Die Repair and Remanufacture
A tool, die, or mold might be damaged or worn to an extent where it is no longer fit for purpose. Remanufacturing is defined as a process to “return a used product to at least its original performance with a warranty that is equivalent or better than that of the newly manufactured product” [52, 53] (the product being the tool, die, or mold in the present paper). In case the part made by this tool is not to be phased out, repair, and remanufacture (and re-use) of the tool is of great significant for the operational efficiency. The die stands for 10–30% of the total costs of hot forged components [54], and it is essential to restart the production quickly and economically [52].
The failure mechanisms encountered in tools, dies, and molds in cold and hot working and injection molding are described in Sect. 1. Some of these failure mechanisms require repolishing (or surface cleaning by other methods), thin film surface treatment (CVD, PVD), or surface hardening by laser, nitriding, or boriding [54].
In other cases (e.g. cracking, heat checking, chipping, and/or abrasive wear), the damaged area needs to be removed by machining or scarfing after which it is repaired by Tungsten Inert Gas (TIG) welding, Gas Tungsten Arc Welding (GTAW), Electron Beam Welding, Plasma Transferred Arc Welding (PTAW), Cold Spray Method, Electro Spark Method, High-Velocity Oxyfuel (HVOF) thermal spraying, or laser based deposition (DED‑p, LMD-p or LC in this paper) [55, 56].
DED-p (LMD-p or LC) has a sufficiently high deposition rate, provides the best metallurgical properties, and has a short setup time but costs the most compared to the other mentioned methods [56].
Repair and remanufacture of hot forging, die casting, hot forming, extrusion and molding dies in wrought H13 by LC (LMD‑p, DED-p) has been subject to several studies. LMD-p is considered as a replacement for flood welding, as hot forging dies in H13 are repaired and remanufactured [52]. Investigations have been carried out to study the LC of such dies with Co-based Wallex 40 and 50 [57, 58], Stellite 21 [59, 60], MetcoClad 21 [61], and H13 powder [62]. Repair by laser surfacing of die casting dies in maraging steel [63], and LC of wrought D2 by D2 powder [64] can also be mentioned as examples which display the high potential of DED-p (LMD‑p, LC).
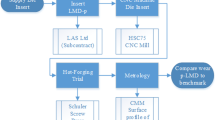
Fig. 6 displays a hot forging die repaired/remanufactured by LMD‑p. The nitrided H13 tool steel die with a hardness of approximately 60 HRC is used to produce components for forestry vehicles from a billet of boron-steel alloy (27MnCrB5-2). The die produces normally a maximum of 1300 parts before it is replaced. The purpose of the investigation was to study whether it was possible to repair a damaged die to achieve an equivalent life or better [61].

Hot forging die repaired/remanufactured by LMD‑p. a Worn areas highlighted on the die. b The same die repaired after LMD-p and before final machining. c Fully repaired die. Substrate = wrought H13. Repair powder = the Co-based MetcoClad 21. The figure is from [61]
Fig. 6a shows the worn areas. After machining these areas, material was, as shown in Fig. 6b, added to the same areas through LMD‑p. Fig. 6c depicts the fully repaired die after LMD-p and machining [61].
The selection of the material that was to be deposited was a key aspect. Therefore, a selection matrix was developed. This matrix included mechanical shock properties, thermal expansion compatibility, and wear characteristics. Forging tools are subjected to high impact forces during the manufacturing process. The material selected should therefore have suitable mechanical properties at operating temperature. The tooling operates at ≤ 500 °C and a near uniform expansion (of the substrate and the added material) is therefore required to maintain tolerances and remain durable [61].
This scoring matrix was subsequently applied to a range of materials—MetcoClad 6, MetcoClad 21, Stainless Steel 420, Stainless Steel 316L, Inconel 625 and Inconel 718. MetcoClad 21, a CoCrMo alloy matrix containing dispersed hard carbides, was found to be the most suitable material [61].
To use the optimal LMD-p process parameters values, an investigation was carried out which included laser power (W), feed rate (mm/min), powder rate (g/min), pattern (linear or cross), and more [61].
Different LMD-p strategies were selected for the different worn areas. For, for instance, the cavity (area 2 in Fig. 6a), 2 layers, 0.7 mm per layer, 1 mm path overhang, and 1.2 mm stepover was the selected strategy [61].
The repaired/remanufactured die shown in Fig. 6c was able to produce 1400 forged parts (8% longer die life). No production issues were reported on the repaired die. Less die wear was observed on the MetcoClad 21 areas [61].
5 Discussion and Outlook
The conducted studies have shown that efficient operational performance as the target yields the best results as the tool, die, or mold is designed for and made by L‑PBF [1, 11, 25, 30,31,32,33,34,35,36]. This review shows that it is possible to improve this operational performance by adding LMP-p (DED‑p, LC) for surface functionalization [41,42,43,44,45,46,47,48,49,50,51] and tool, die, or mold remanufacture [52, 56,57,58,59,60,61,62,63,64]. Tool remanufacture can, in other words, be added as a factor that influences the tool life and thereby the operational efficiency during the tool life cycle. See Fig. 7 and compare it with Fig. 1.

Factors that influence the tool life. L‑PBF and DED-p (LMD-p) have enabled consideration and optimization of these factors to achieve efficient operational performance during the tool life cycle
The tool remanufacture needs, however, to follow a methodology and be based on strategies that Fig. 6 and [52, 59, 61] exemplify. During the manufacturing engineering of a new product, it is now important to adopt a holistic view, which includes the tool lifecycle including the number of times the tool is (or can be) remanufactured. Efficient operational performance as the target for this whole tool lifecycle yields the largest potential for the laser additive processes, i.e. the combination of L‑PBF and DED-p (LMD-p). This potential is the largest for hot forming and injection molding and the smallest for cold working due to the current high L‑PBF and DED-p (LMD-p) costs.
Fig. 8 displays the part (product) production costs and the revenues versus the number of manufactured units. The figure illustrates the cost and revenue factors that need to be considered for a part that requires production tools. Two options are displayed: the tool is made conventionally or by an AM inclusive process. The conventionally made tool is fully replaced with a new tool, as the previous tool is not fit for the purpose anymore due to damage. The tool made by L‑PBF is repaired/remanufactured by DED-p (LMD-p), as the previous tool is not fit for the purpose anymore due to damage.

The part (product) production costs and the revenues versus the number of manufactured units. The figure concerns a part that requires production tools. Two options are displayed: the tool is made conventionally or by an AM inclusive process. The conventionally made tool is fully replaced with a new tool and the tool made by L‑PBF is repaired/remanufactured by DED-p (LMD-p), as the previous tool is not fit for the purpose anymore due to damage
Design for AM and L‑PBF results in a tool that reduces the cycle time and therefore reduces the production costs. Breakeven is therefore reached faster with the tool made by L‑PBF (see Fig. 8). The costs of conventional toolmaking and tool remanufacture by DED-p (LMD-p) and the revenue levels are of great significance and need to be identified/estimated. Fig. 8 illustrates this significance, emphasizes the need of further cost studies, and the cost obstacle for a wider industrial spread of the laser additive processes in toolmaking. It also indicates the need of further research and development to improve the productivity and reduce the costs of L‑PBF and DED-p (LMD-p) (see also Fig. 4).
According to non-peer-reviewed assessments,
-
L‑PBF has reached the highest industrialization index (i.e. widespread industrial use) and the highest technology maturity index (i.e. established full-scale production) compared to the other metal AM methods. DED-p is a step behind L‑PBF with regard to both the industrialization index and the technology maturity [65].
-
L‑PBF complies with high performance requirements, is suitable for small lot sizes and stands for high cost tolerances (compared to other metal AM methods). DED-p complies with medium to high performance requirements, is suitable for small to medium lot sizes and stands for medium cost tolerances [10] (see also Fig. 2).
-
AM in tooling applications has the second highest manufacturing readiness level (AM in dental/medical applications has the highest) [66].
The size of the object than can be made by L‑PBF is of great significance for many tooling applications. The maximum object size that can be made by L‑PBF today is 600 × 600 × 600 mm3 (although the largest height is 850 mm in one of the other current machines) [1]. Yet, many production tools, particularly (cold) stamping, press-hardening, and die casting tools, are larger than 600 × 600 × 600 mm3. L‑PBF can be used to make tool, die, or mold inserts, which then are mounted in a core or shoe that is made by e.g. casting. Another option is to design the tool modularly and make each module or the modules with the greatest impact on operational efficiency by L‑PBF. DED-p (LMD-p) can then be used for surface functionalization and tool, die or mold repair/remanufacturing.
The mechanical properties of the tools, dies, and molds made by L‑PFB are fully comparable and in some cases better than those of the tools, die, and molds made conventionally in the wrought materials (compare Table 2 with Table 1). The number of available powder materials for tooling applications is still very limited (Table 2). More powder materials need to be developed for different tooling applications.
6 Conclusions
It is possible to design and make a tool (die or mold) for and by L‑PBF, surface functionalize it by DED-p (LMD‑p, LC), and repair/remanufacture it by DED-p (LMD‑p, LC). With efficient operational performance as the target for the whole tool life cycle, this combination of L‑PBF and DED-p (LMD‑p, LC) has currently the greatest potential for hot working and injection molding tools and the smallest for cold working tools (due to the current high L‑PBF and DED-p (LMD‑p, LC) costs).
References
Asnafi, N.: Application of Laser-Based Powder Bed Fusion for Direct Metal Tooling, Metals, 11 (2021), p 458
Liljengren, M.; Kjellsson, K.; Johansson, T.; Asnafi, N.: Die Materials, Hardening Methods and Surface Coatings for Forming of High, Extra High & Ultra High Strength Steel Sheets (HSS/EHSS/UHSS), in: Proceedings of the Annual Conference of the International Deep Drawing Research Group (IDDRG), Porto, Portugal, 19–21 June 2006, pp 507–603
Asnafi, N.; Johansson, T.; Miralles, M.; Ullman, A.: Laser Surface-Hardening of Dies for Cutting, Blanking or Trimming of Uncoated DP600, in: Proceeding of the Recent Advances in Manufacture & Use of Tools & Dies and Stamping of Steel Sheets, Olofström, Sweden, 5–6 October 2004, pp 169–190
Asnafi, N.: Tooling and Technologies for Processing of Ultra High Strength Sheet Steels, in Proceedings of the Tools and Technologies for Processing Ultra High Strength Materials, Graz University of Technology, Graz, Austria, 19–21 September 2011
Sjöström, J.: Chromium Martensitic Hot-Work Tool Steels—Damage, Performance and Microstructure, Doctoral thesis, Karlstad University, Karlstad, Sweden, 2004, p 52
Fuchs, K.-D.: Hot-Work Tool Steels with Improved Properties for Die Casting Applications, in: Proceedings of the 6th International Conference on Tooling, Karlstad, Sweden, 10–13 September 2002, pp 17–26
Klobčar, D.; Tušek, J.; Taljat, B.: Thermal fatigue of materials for die-casting tooling, Mater. Sci. Eng. A, 472 (2008), pp 198–207
Vasco, J.; Capela, C.; Bártolo, P.; Granja, D.: Material Selection for High Performance Moulds, in: Proceedings of the SPE Meeting Improving Quality and Tool Efficiency within Injection Moulding, K2007, Düsseldorf, Germany, 25 October 2007, pp 1–7
Rebeggiani, S.: On Polishability of Tool Steels, Doctoral thesis, Chalmers University of Technology, Göteborg, Sweden, 2013
Langefeld, B.; Moehrle, M.; Balzer, C.; Schildbach, P.: Advancements in Metal 3D Printing—Beyond Powder Bed—Additive Manufacturing on the Brink of Industrialization, Roland Berger GmbH, Munich, Germany, 2018
Asnafi, N.; Rajalampi, J.; Aspenberg, D.; Alveflo, A.: Production Tools Made by Additive Manufacturing Through Laser-based Powder Bead Fusion, Berg Huettenmaenn Mon., 165 (2020), pp 125–136
Leal, R.; Barreiros, F.M.; Alves, L.; Romeiro, F.; Vasco, J.C.; Santos, M.: Additive manufacturing tooling for the automotive industry, Int. J. Adv. Manuf. Technol., 92 (2017) pp 1671–1676
The Material Properties Database MakeItFrom.com, https://www.makeitfrom.com (12.09.2020)
Roberts, G.; Krauss, G.; Kennedy, R.: Tool Steels, 5. ed., Novelty, OH: ASM International, 1998
D Systems: Printers and Materials Specifications, https://www.3dsystems.com (27.11.2020)
Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A.: Steels in additive manufacturing: A review of their microstructure and properties, Mater. Sci. Eng. A, 772 (2020), p 138633
Böhler Edelstahl: Material Specifications, https://www.bohler-edelstahl.com/en/applications/3d-printing-selective-laser-melting/ (27.11.2020)
FORMETRIX: L‑40 Specification, https://www.formetrixmetals.com/products/formetrix-l-40/ (27.11.2020)
Eriksson, P.: Evaluation of Mechanical and Microstructural Properties for Laser Powder-Bed Fusion 316L, Uppsala University, Uppsala, Sweden, 2018
Zai, L.; Zhang, C.; Wang, Y.; Guo, W.; Wellmann, D.; Tong, X.; Tian, Y.: Laser Powder Bed Fusion of Precipitation-Hardened Martensitic Stainless Steels: A Review, Metals, 10 (2020), 255.
Nath, S.D.; Irrinki, H.; Gupta, G.; Kearns, M.; Gulsoy, O.; Are, S.: Micostructure-property relationships of 420 stainless steel fabricated by laser-power bed fusion, Powder Technol., 343 (2019), pp 738–746
Zhao, X.; Wei, Q.; Song, B.; Liu, Y.; Luo, X.; Wen, S.; Shi, Y.: Fabrication and Characterization of AISI 420 Stainless Steel Using Selective Laser Melting, Mater. Manuf. Process. 30 (2015), pp 1283–1289
Kempen, K.; Vrancken, B.; Buls, S.; Thijs, L.; Van Humbeek, J.; Kruth, J.-P.: Selective Laser Melting of Crack-Free High Density M2 High Speed Steel Parts by Baseplate Preheating, J. Manuf. Sci. Eng., 136 (2014), p 061026‑1
Mazur, M.; Brincat, P.; Leary, M.; Brandt, M.: Numerical and experimental evaluation of conformally cooled H13 steel injection mould manufactured with selective laser melting, Int. J. Adv. Manuf. Technol., 93 (2017), pp 881–900
Brøtan, V.; Åsebø Berg, O.; Sørby, K.: Additive manufacturing for enhanced performance of molds, Procedia CIRP, 54 (2016), pp 186–190
Uddeholm: AM Corrax Specification, https://www.uddeholm.com/sweden/sv/products/uddeholm-am-corrax (27.11.2020)
Asnafi, N.; Rajalampi, J.; Aspenberg, D.; Alveflo, A.: Production Tools Made by Additive Manufacturing Through Laser-based Powder Bead Fusion, Berg Huettenmaenn Mon., 165 (2020), pp 125–136
Wiberg, A.; Persson, J.; Ölvander, J.: Design for additive manufacturing—A review of available design methods and software, Rapid Prototyp. J. ,25 (2019), pp 1080–1094
Klahn, C.; Leutenecker, B.; Meboldt, M.: Design for additive manufacturing—Supporting the Substitution of Components in Series Products, Procedia CIRP, 21 (2014), pp 138–143
Müller, B.; Gebauer, M.; Hund, R.; Malek, R.; Gerth, N.: Metal Additive Manufacturing for tooling applications—Laser Beam Melting technology increases efficiency of dies and molds, in: Meet the Future of Industrial Manufacturing Now!, Proceedings of the Metal Additive Manufacturing Conference 2014 (MAMC 2014) Vienna, Austria, 20–21 November 2014
Schnabel, T.; Oettel, M.; Mueller, B.; Hoschke, K.; Pfaff, A.; Amund-Kopp, C.; Klöden, B.; Gebauer, M.; Töppel, T.: Design for Additive Manufacturing, Guidelines and Case Studies for Metal Applications, Fraunhofer IWU, EMI and IFAM, Dresden, Germany, 2017
Reggiani, B.; Todaro, I.: Investigation on the design of a novel selective laser melted insert for extrusion dies with conformal cooling channels, Int. J. Adv. Manuf. Technol., 104 (2019), pp 815–830
Armillotta, A.; Baraggi, R.; Fasoli, S.: SLM tooling for die casting with conformal cooling channels, Int. J. Adv. Manuf. Technol., 71 (2014), pp 573–583
Fette, M.; Sander, P.; Wulfsberg, J.; Zierk, H.; Herrmann, A.; Stoess, N.: Optimized and Cost-Efficient Compression Molds Manufactured by Selective Laser Melting for the Production of Thermoset Fiber Reinforced Plastic Aircraft Components, Procedia CIRP, 35 (2015), pp 25–30
Schlieper, G.: Metal Additive Manufacturing grains ground in the tyre industry, Metal AM, 3 (2017), pp 81–86
Sinico, M.; Ranjan, R.; Moshiri, M.; Ayas, C.; Langelaar, M.; Witvrouw, A.; van Keulen, F.; Dewulf, W.: A Mold Case Study on Topology Optimized Design for additive Manufacturing, In: Solid Freeform Fabrication 2019—An Additive Manufacturing Conference 2019, Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium, , Austin, TX, USA, 12–14 August 2019, pp 1921–1931
Wiedenegger A.: How can AM tools contribute to reduce the CO2 footprint, in: Industrial Perspectives in Additive Technologies, Proceedings of the Metal Additive Manufacturing Conference 2020 (MAMC 2020), Vienna, Austria (held virtually), 30 September–2 October 2020
Escher, C.; Henke, T.: New trends in thin coatings for sheet metal forming tools, in: Proceedings of the 6th International Tooling Conference, Karlstad, Sweden, 10–13 September 2002, pp 919–933
Oikonomou, C.; Karamchedu, S.: A complete solution in metal AM for tooling applications—A case study on plastic injection molding, in: Communication Along the Supply Chain in the Tooling Industry, Proceedings of the 11th Tooling 2019 Conference & Exhibition—, Aachen, Germany, 12–16 May 2019
European Powder Metallurgy Association (EPMA): Introduction to Additive Manufacturing Technology—A Guide for Designers and Engineers., 3rd Edition, 2019
Yao, J.; Ding, Y.; Liu, R.; Zhang, Q.; Wang, L.: Wear and corrosion performance of laser-clad low-carbon high-molybdenum Stellite alloys, Optics and Laser Technology, 107 (2018), pp 32–45
Singh, S.; Kumar Goyal, D.; Kumar, P; Bansal, A.: Laser cladding technique for erosive wear applications: a review, Materials Research Express, 7 (2020), 012007
Ur Rahman, N.; Matthews, D.T.A.; de Rooij, M.; Khorasani, A.M.; Gibson, I.; Cordova, L.; Römer, G.-W.: An Overview: Laser-Based Additive Manufacturing for High Temperature Tribology, Frontiers in Mechanical Engineering, 5 (2019), p 16
Wang, S.-H.; Chen, J.-Y.; Xue, L.: A study of the abrasive wear behaviour of laser-clad tool steel coatings, Surface & Coatings Technology, 200 (2006), pp 3446–3458
Chen, J.; Xue, L.: Laser Cladding of CPM Tool Steels on Hardened H13 Hot-Work Steel for Low-Cost High-Performance Automotive Tooling, The Journal of The Minerals, Metals & Materials Society JOM, 64 (2012), no 6, pp 688–693
Torres, H.; Rodriguez Ripoll, M.; Prakash, B.: Tribological behaviour of self-lubricating materials at high temperatures, International Materials Reviews, 63 (2018), pp 309–340
Torres, H.; Vuchkov, T.; Rodriguez Ripoll, M.; Prakash B.: Self-lubricating laser claddings for reducing friction and wear from room temperature to 600 °C, Wear, 408–409 (2018), pp 22–33
Torres, H.: Self-Lubricating Laser Claddings in the Context of Hot Metal Forming, Doctoral thesis, Luleå University of Technology, Sweden, 2019.
Chen, W.; Liu, B.; Chen, L.; Xu, J.; Zhu Y.: Effect of Laser Cladding Stellite 6‑Cr3C2-WS2 Self-Lubricating Composite Coating on Wear Resistance and Microstructure of H13, Metals, 10 (2020), p 785
Panaitescu, I.; Katsich, C.; Pichelbauer, K.; Hubmann, R.; Scherrer, M.; Rodriguez Ripoll, M.: Development of 3D Printed Tools for High Temperature Forming of Aluminium, in: Industrial Perspectives in Additive Technologies, Proceedings of the Metal Additive Manufacturing Conference 2020 (MAMC 2020), , Vienna, Austria (held virtually), 30 September–2 October 2020
Panaitescu, I.; Rodriguez Ripoll, M.; Katsich, C.; Hubmann, R.; Badisch, E.: When 3D Printing Meets Tribological Demands—Surface Functionalization Technologies as Added Value of Existing and New Emerging Products, Materials Science Forum 1016 (2021), pp 1103–1108
Payne, G.; Ahmad, A.; Fitzpatrick, S.; Xirouchakis, P.; Ion, W.; Wilson, M.: Remanufacturing H13 steel moulds and dies using laser metal deposition, in: Proceedings of the 14th International Conference on Manufacturing Research, Loughborough University, Loughborough, UK, 6–8 September 2016
British Standards Institution: Design for Manufacture, Assembly, Disassembly and End-of-Life Processing (MADE) Part 2: Terms and definitions, BS 8887–2:2009
Buchmayr, B.: Damage, Lifetime, and Repair of Forging Dies, BHM (2017), Vol. 162 (3), pp 88–93
Jhavar, S.; Paul C.P.; Jain, N.K.: Causes of failure and repairing options for dies and molds: A review, Engineering Failure Analysis ,34 (2013), pp 519–535
Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P.: Application of Directed Energy Deposition-Based Additive Manufacturing in Repair, Applied Sciences, 9 (2019), 3316
Zhang, X.; Li, W.; Chen, X.; Cui, W.; Liou, F.: Evaluation of component repair using direct metal deposition from scanned data, The international Journal of Advanced Manufacturing Technology, 95 (2018), pp 3335–3348
Zhang, X.: Remanufacturing of precision metal components using additive manufacturing technology, Doctoral thesis, Missouri University of Science and Technology, Rolla, MO, USA, 2019
Foster, J.; Cullen, C.; Fitzpatrick, S.; Payne, G.; Hall, L.; Marashi, J.: Remanufacture of hot forging tools and dies using laser metal deposition with powder and a hard-facing alloy Stellite 21, Journal of Remanufacturing, 9 (2019), pp 189–203
Shi, H.; Cho, J.-R.; An, D.-G.: Microstructure and hardness osf Stellite 21 deposited on hot forging die using direct metal deposition technology, Journal of Mechanical Science and Technology, 34 (2020), no 3, pp 1283–1288
Devine, R.; Cullen, C.; Foster, J.; Kulakov, M.; MacFadden, C.; Fitzpatrick, S.: Remanufacture of Hot Forging Dies by LMD‑p using Cobalt based Hard-Facing Alloys, in: Industrial Perspectives in Additive Technologies, Proceedings of the Metal Additive Manufacturing Conference 2020 (MAMC 2020), Vienna, Austria (held virtually), 30 September–2 October 2020
Telasang, G.; Dutta Majumdar, J.; Padmanabham, G.; Tak, M.; Manna, I.: Effect of laser parameters on microstructure and hardness of laser clad and tempered AISI H13 tool steel, Surface & Coatings Technology, 258 (2014), pp 1108–1118
Grum, J.; Slabe, J.M.: Possibility of introducing laser surfacing into maintenance service of die-casting dies, Surface and Coatings Technology, 180–181 (2004), pp 596–602
Park, J.S.; Lee, M.-G; Cho, Y.-J.; Sung, J.H.; Jeong, M.-S.; Lee, S.-K.; Choi,Y.-J.; Kim, D.-H.: Effect of Heat Treatment on the Characteristics of Tool Steel Deposited by the Directed Energy Deposition Process, Metals and Materials International, 22 (2016), pp 143–147
AMPOWER GmbH & Co. KG: Additive Manufacturing, New Metal Technologies, AMPOWER Insights, Volume 6, Hamburg, Germany, 2020
Roland Berger GmbH: Additive Manufacturing (AM)—Opportunities in a Digitalized Production, Munich, Germany, 2015
Funding
Open access funding provided by Örebro University.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Asnafi, N. Tool and Die Making, Surface Treatment, and Repair by Laser-based Additive Processes. Berg Huettenmaenn Monatsh 166, 225–236 (2021). https://doi.org/10.1007/s00501-021-01113-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-021-01113-2
Keywords
- Additive manufacturing
- Laser-based Powder Bed Fusion
- Powder Directed Energy Deposition
- Cold working
- Hot working
- Injection molding
- Production tools
- Toolmaking
- Surface treatment
- Repair
- Remanufacturing