
Abstract
The predictive capability of an anisotropic yield function highly relies upon the number of the model parameters and its calibration type. Conventional calibration of a plane stress anisotropic yield function considers material behavior in uniaxial and equi-biaxial stress states, whereas it violates shear and plane strain loading conditions. In this study, the direction of the plastic flow in both loading regions was corrected by including shear and plane strain constraint terms to the conventional calibration of the Yld2000 function, and its effect on the sheet metal forming simulations, namely cup drawing and hole expansion tests, was investigated. Two highly anisotropic sheet materials (AA2090-T3 and low-carbon steel) were selected for the investigation, and the anisotropy coefficients were determined. Stress anisotropy was accurately predicted by the conventional method, whereas any decrease in the prediction of the deformation anisotropy could not occur by the applying of the constrained methods. Significant increases in the predicted cup height and differences in the number of the ears were observed by shear constraint identification in the cup drawing. The maximum thinning location in the hole expansion test could be accurately predicted by plane strain constraint identification.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In the phenomenological plasticity theory, the transition from elastic to plastic behavior in the multiaxial stress state is described by yield functions. The yield function converts a three-dimensional stress state to an equivalent stress and its value must be equal to the yield strength of the material in order to begin the plastic deformation [1]. In the literature, many yield criteria have been proposed by several researchers. Tresca and von Mises are the two primordial isotropic material models. The former considers the maximum shear stress and it has a hexagonal yield surface, whereas the latter takes into account distortional energy stored in the material and the model has an ellipsoid surface. Experimental studies showed that stresses that initiate plastic yielding of FCC (face-centered cubic) and BCC (body-centered cubic) materials fall between the two yield functions in normalized stress space and the abovementioned functions could not accurately represent the plastic deformation of these materials. Therefore, Hershey [2] and Hosford [3] then proposed non-quadratic isotropic models to improve the prediction accuracy of Tresca and von Mises criteria. Unlike Tresca and von Mises, these yield functions have an exponent that considers the crystallographic structure of the material. This exponent provides flexibility to the material model, and the computed yield surface shapes for FCC and BCC materials lie between von Mises and Tresca yield criteria based upon the value of exponent [4].
Sheet metals exhibit anisotropy in plastic behavior due to their preferred texture inherited from the rolling process. Therefore, the usage of the above-stated isotropic yield functions is not convenient for the modeling of plastic deformation of sheet materials. The first orthotropic-anisotropic stress function was developed from the isotropic von Mises criterion by Hill in 1948 [5]. Hill included material constants into the von Mises criterion and obtained an anisotropic model. Hill48 quadratic criterion has a simple coefficient identification procedure, and the coefficients could either be directly calculated from stress ratios or Lankford coefficients (r-values) of the materials. However, the quadratic model could define anisotropy in the sheet plane by only four parameters and it could not accurately reproduce the mechanical behavior of highly anisotropic sheet metals such as aluminum alloys which is referred as anomalous behavior by Woodthorpe and Pearce [6]. Thereafter, Hill suggested non-quadratic yield functions in 1979, 1990, and 1993 to eliminate the shortcomings of the quadratic model [7,8,9]. From these material models, the Hill79 criterion could predict the first anomalous behavior, whereas the model could not define the second anomalous behavior of aluminum alloys. Hill90 and Hill93 criteria could identify both the first and second anomalous behavior; however, when Hill90 criterion is used in sheet metal forming analyses, it is seen that high computation time is required [10, 11]. Hill93 criterion is a user-friendly material model differently from Hill90; however, the model does not contain shear stress. Unlike the criteria proposed by Hill, several anisotropic yield functions based on the linear transformation approach have been developed in the literature. Linear transformation is an effective method used for the derivation of an anisotropic yield function. In this method, the stress tensor or its deviator is linearly transformed in any isotropic yield stress function, and then the principal stresses of the transformed tensor are substituted into the isotropic yield function to obtain anisotropic criterion. Two or more linear transformations could be applied to an isotropic function based on the degree of the anisotropy. The most important attribute of the method is that it maintains the convexity of the yield function during its transformation which means that if linear transformation is applied to a convex function, the developed function is also convex. This is extremely important in terms of numerical stability in finite element (FE) simulations. Detailed information about the linear transformation approach can be found in the literature [12]. Barlat and Lian [13] suggested a plane stress anisotropic material model (Yld89) from the isotropic Hosford criterion by applying linear transformation on the stress tensor. The coefficients of the Yld89 criterion could be readily determined; however, the function could not simultaneously describe the stress and plastic flow anisotropy in the sheet plane. Then, Barlat et al. extended the Yld89 model and put forward a new criterion for three-dimensional (3D) stress state referred as Yld91 [14]. Although the criterion has a generalized and flexible structure, it could not also accurately describe the in-plane anisotropy of aluminum alloys. A more flexible criterion than Yld91 was suggested by Karafillis and Boyce (K-B) in 1993 [15]. K-B yield function was created by combining two isotropic stress functions, and then, linear transformation approach was applied in order to obtain an anisotropic function. The criterion could successfully define anomalous behavior of aluminum alloys, and it could describe both stress and plastic anisotropy. The developed method by K-B inspired Barlat et al. and they derived the Yld2000 criterion from the isotropic Hosford function by applying two independent linear transformations on the deviatoric stress tensor [16]. Yld2000 stress function is used for two-dimensional (2D) loadings, and it could successfully represent the mechanical behavior of aluminum alloys. To apply to any 3D loadings of the Yld2000 model, Barlat et al. proposed the Yld2004-18p criterion [17]. This criterion is also derived from the linear transformation method. The model consists of 18 parameters for general stress state, and it could efficiently identify the inelastic behavior of highly anisotropic materials. Although the model consists of large number of the parameters, it can be reduced without any loss of flexibility by applying several methods such as presentation of the dependency between the parameters or using of matrix notation instead of Voight notation during the expression of the linear transformation [18, 19].
The selection of an appropriate anisotropic stress function for the material as well as its calibration type has great importance in terms of the accuracy of FE simulations. The coefficients of the stress and plastic potential functions are identified with mechanical tests performed in different loading types and orientations. Conventionally, uniaxial tensile tests in three orientations (rolling, diagonal, and transverse) and equi-biaxial tension or bulge tests have been performed to calibrate a plane stress anisotropic stress function. Stress ratios and Lankford coefficients determined from each mechanical test are used as input in the parameter identification. Conventional calibration type is widely employed to identify 2D anisotropic models in the literature. In this calibration type, yield locus shape is determined by fitting model parameters to experimental points in the uniaxial and equi-biaxial stress states while the other stress states are predicted from the constitutive model. Considering the fact that different stress states such as shear or plane-strain develop in the different regions of the blank during a deep drawing process, the prediction accuracy of the anisotropic models in these regions is of paramount importance to the success of numerical simulations. Therefore, several researchers put emphasis on the calibration of stress functions in the mentioned stress states. Lenzen and Merklein [20] calibrated the Yld2000 function with plane strain stresses obtained from the elliptical hydraulic bulge test and investigated its effect on the prediction accuracy of a cross-die forming simulation. Researchers declared that improvements in the thickness predictions could be provided by considering plane strain yield loci when compared with the conventional calibration. Izadpanah et al. [21] studied the influence of plane strain data on the cup drawing simulations. They determined plane strain yield stresses by notch tension tests and included them in the calibration of the BBC2003 yield criterion. Researchers evaluated the results in terms of earing height and thickness predictions, and they accurately predicted both experimental outputs with the developed identification procedure. Fukumasu et al. [22] researched the influence of shear stress on the earing prediction of cup drawing. For this purpose, they carried out tension-compression and biaxial tensile tests in different stress ratios and calibrated the Yld2000 criterion with different stress states. They compared the cup heights predicted with different calibration types and obtained the best result with the shear stress identification. Pang et al. [23] used plane strain and shear stresses along with uniaxial tensile test data to obtain the parameters of the Yld2004-18p stress function. They applied the model to the cup drawing process and precisely predicted the earing profile of AA2024-T3 aluminum alloy. Du et al. [24] applied six different calibration methods considering experimental data in the equi-biaxial and plane-strain stress states to BBC2008 yield criterion [25] and found that consideration of the plane strain yield stresses in the parameter identification has positive effect on the prediction of plastic anisotropy. Du et al. [26] developed an identification procedure which introduces yield stresses under both plane strain and shear stress states and significantly improved the prediction accuracy of the sixth-order polynomial yield criterion [27]. In some studies, the parameter identification methods involving plane strain and shear stress states are applied to define asymmetric yielding and flow of high-strength steels and aluminum alloys [28,29,30,31]. In these studies, successful results were obtained; however, plane-strain and shear experiments have some difficulties and contain uncertainties such as premature rupture and heterogeneities in stress and strain distributions along the gauge width. Also, the accuracy of the obtained results from these tests is highly dependent on the specimen geometry [32,33,34]. Recently, Abedini et al. [35] put forward a novel calibration method considering simple shear stress state conditions. In their developed method, constant value of the principal strain ratio in simple shear stress state was proposed as a constraint in the parameter identification in order to impose shear conditions on an anisotropic material model. They applied the method to the Yld2000 yield function and compared it with the conventional calibration type. In the comparisons, researchers determined that shear conditions are violated with the conventional calibration and they declared that it could lead to erroneous predictions in numerical simulations. Although researchers proposed an innovative approach, they studied the method in terms of only strain path and stress triaxiality predictions and did not investigate its effect on the metal forming simulations.
In the present work, the influence of shear and plane strain constraints applied to the plastic flow on sheet metal forming simulations was investigated. The investigation was conducted on Yld2000 anisotropic yield function and model parameters were determined. The yield loci of highly anisotropic sheet materials were corrected in shear and plane-strain loading regions by imposing the abovementioned constraints on plastic flow, and the effect of yield locus shape variation in these regions was investigated on two different sheet metal forming simulations, namely cup drawing and hole expansion (HE) tests. Initially, the shear constraint proposed by Abedini et al. [35] was applied to the Yld2000 yield function and FE analyses of the cup drawing test were carried out with the determined coefficients. The effectiveness of the method was evaluated in terms of the number of ears and earing profile predictions. Then, a similar identification was performed for plane-strain constraint and it was applied to HE test simulation. Thinning prediction in the deformed part was considered to investigate the effect of plane strain constraint on the numerical simulations. Enhancement in the prediction accuracy for both methods was determined by comparing with the predictions of conventional calibration type and experimental measurements.
The article is divided into sections. In Sect. 2, the theoretical background of anisotropic Yld2000 stress function and the calibration types applied in this study are given. In Sect. 3, the calibration methods are evaluated analytically and numerically in terms of shear and plane strain loading conditions. In Sect. 4, the effect of shear and plane strain constraints on sheet metal forming analyses is investigated and the numerical results are compared with conventional calibration predictions and experimental measurements. In Sect. 5, the main conclusions are summarized and highlighted.
2 Yld2000 stress function
Yld2000 is an anisotropic yield function developed by applying two independent linear transformations to the isotropic Hosford yield function and it can be expressed as given in Eq. (1):
where
where \(\tilde{S}_{1}{\prime}\), \(\tilde{S}_{2}{\prime}\) and \(\tilde{S}_{1}^{^{\prime\prime}}\), \(\tilde{S}_{2}^{^{\prime\prime}}\) are the principal values of the transformed deviatoric stress tensors (\(\tilde{s}^{\prime}\) and \(\tilde{s}^{\prime\prime}\)), \(a\) is an exponent indicates the crystallographic structure of the metal and its value is recommended as 6 for BCC and 8 for FCC depend on the calculations of polycrystalline plasticity approach [36]. Linear transformations of deviatoric stress tensor (\(\tilde{s}{\prime} ,\tilde{s}^{^{\prime\prime}}\)) are determined by using the following equations:
As it is shown from Eq. (3) and Eq. (4), the transformation could be directly applied to the Cauchy stress tensor by means of \(L^{\prime}\) and \(L^{\prime\prime}\) linear transformation matrices. These matrices contain anisotropy constants and \(T\) transforms the Cauchy stress tensor \(\sigma\) to its deviator \(s\). From Eq. (3) and Eq. (4), \(\tilde{s}{\prime}\) and \(\tilde{s}^{^{\prime\prime}}\) could be expressed in terms of the Cauchy stress tensor components (\(\sigma_{xx}\), \(\sigma_{yy}\) and \(\sigma_{xy} )\) and anisotropy coefficients (\(\alpha_{1 - 8}\)) as follows:
The principal values of the transformed deviatoric stress tensors are determined for plane stress state and the absolute values in Eq. (2) could be obtained as follows:
Yld2000 yield function could be expressed based on the components of Cauchy stress tensor and anisotropy coefficients, when the expressions given in Eq. (5) and Eq. (6) are substituted in Eq. (7). In-plane variations of stress ratio and r-value are predicted by using stress and strain transformations in yield condition and flow rule as given in Eqs. (8) and (9), respectively.
The partial derivatives in Eq. (9) are calculated as follows:
As it is shown from Eqs. (5) and (6), the criterion consists of eight coefficients; therefore, eight experimental data are required to calibrate the criterion. Three identification methods used in the present study, namely conventional, shear and, plane strain constraint types, are explained in Sects. 2. 1, 2. 2, and 2. 3, respectively.
2.1 Conventional calibration
As it is mentioned above, the Yld2000 yield function could be calibrated with eight experimental inputs. Three directional yield stresses and Lankford coefficients obtained from uniaxial tension tests (\(\sigma_{0}\), \(\sigma_{45}\), \(\sigma_{90}\), \(r_{0}\), \(r_{45}\) and \(r_{90}\)), one equibiaxial yield strength and Lankford coefficient (\(\sigma_{b}\) and \(r_{b}\)) determined from biaxial tensile tests (or bulge and disk compression tests) are conventionally used to calibrate Yld2000 stress function. Different numerical methods such as gradient-based [16], derivative-free search [37], and evolutionary algorithms [38] could be used to determine the coefficients of the anisotropic stress functions. In the present work, a calibration method based on the minimization of an error (objective) function was used for parameter identification. The error function was created according to the sum of the squares of errors between the model predictions and experimental data. The formulation of the error function is given in Eq. (11).
where \(\overline{\sigma }_{\theta pr}\), \(\overline{\sigma }_{bpr}\),\(r_{\theta pr}\) and \(r_{bpr}\) are the predicted uniaxial stress ratio, biaxial stress ratio, uniaxial Lankford and biaxial Lankford coefficients, while \(\overline{\sigma }_{\theta \exp }\), \(\overline{\sigma }_{b\exp }\),\(r_{\theta \exp }\) and \(r_{b\exp }\) indicate the corresponding experimental values.\(w_{1}\) and \(w_{2}\) are weight coefficients for stress ratios and r-values, respectively. In this study, \(w_{1} = 1\) and \(w_{2} = 0.1\) have been used. The reason of the selection of smaller weight coefficient for the r-values is that experimental r-values have more uncertainty than yield stresses [39]. In the minimization of the error function, the interior-point algorithm was applied from numerical optimization methods. Tolerance on the objective function change was considered as termination criterion of the algorithm, and its value was set to 10–10 in the study.
2.2 Calibration with shear constraint
In the second type of calibration, the shear constraint proposed by Abedini et al. [35] was considered and applied. In this calibration type, the value of the incremental principal plastic strain ratio (\(\beta = d\varepsilon_{1} /d\varepsilon_{2} = - 1)\) in shear loading was suggested as a constraint. This condition arises from the applied deformation gradient on shear loading and the polar decomposition theorem in continuum mechanics and it is independent from material anisotropy. The principal stress ratio (\(\sigma_{I} /\sigma_{II} = - 1\)) is also the same as the principal strain ratio for simple shear stress state. In this study, the principal strain ratio was determined based on Yld2000 anisotropy coefficients by applying the flow rule in simple shear stress state and it was added as a term to the error function as shown in Eq. (12).
The values of weight coefficients were taken as \(w_{1} = 1.0\), \(w_{2} = 0.1\) and \(w_{3} = 1.0\), respectively. In order to strictly enforce the shear constraint on plastic flow, a high value was preferred for \(w_{3}\).
2.3 Calibration with plane strain constraint
Plane strain tension (PST) is the most critical stress state when it is evaluated with respect to the formability of sheet metals due to the occurrence of the lowest in-plane major strain in forming limit diagram as shown in Fig. 1 and approximately 80% of failures in stamping parts occur near the plane strain state [40].

Forming limit diagram and strain paths in different stress states
In the plane strain state, plastic flow is constrained in the width (minor) direction of the specimen; therefore, the strain in width direction is zero such as upsetting in a closed die or bending of a thin sheet. Stress ratio (\(\alpha = \sigma_{yy} /\sigma_{xx}\)) under both plane-strain and plane stress state could be determined by the applying flow rule. For the von Mises criterion, its value is found as \(\alpha\) = 0.5 and \(\alpha\) = 2.0 in rolling (RD) and transverse (TD) directions, respectively. If an anisotropic yield criterion is used, this ratio could change based on the anisotropy coefficients, and PST points could move between uniaxial and biaxial stress states. However, Butcher and Abedini [41] comprehensively investigated the experimental results in the studies of Kuwabara et al. [42,43,44,45,46,47,48] and determined that the plastic strain increment vector orients at 00 and 900 angles at fixed stress ratios \(\alpha\) = 0.5 and \(\alpha\) = 2.0 for BCC and FCC materials. From these results, researchers declared that stress ratios are constant in PST points and it is independent from material anisotropy. Therefore, constant incremental plastic strain ratios between thickness and major directions \(({\text{d}}\varepsilon_{zz} {\text{/d}}\varepsilon_{xx} = - 1)\) or \(({\text{d}}\varepsilon_{zz} {\text{/d}}\varepsilon_{yy} = - 1)\) in PST points could be proposed as a constraint due to the incompressibility condition in plasticity. Butcher and Abedini [41] derived explicitly PST constraint equations for RD and TD in the Yld2000 yield criterion. Unlike Butcher and Abedi [41] in the present work, PST constraints for RD (\(\zeta_{1} = d\varepsilon_{zz} /d\varepsilon_{xx} )\) and TD (\(\zeta_{2} = {\text{d}}\varepsilon_{zz} {\text{/d}}\varepsilon_{yy} )\) were included to the error function as shear constraint type and the error function was created as follows:
The same optimization algorithm and termination criterion with the conventional calibration type were applied for both shear and plane strain constraint identifications and the weight coefficients are selected as \(w_{1} = 1\), \(w_{2} = 0.1\) and w3 = w4 = 1.
3 Comparison of the identification methods
Highly anisotropic AA2090-T3 aluminum alloy and low carbon steel sheets (SPCD) were selected in the description of anisotropic behavior by applying these identification methods, and experimental inputs were taken from the literature [49, 50]. Yield stress ratios, r-values of the materials, and Yld2000 coefficients obtained from the identification methods are presented in Tables 1, 2, 3, 4.
After the determination of Yld2000 coefficients, the identification methods were investigated both analytically and numerically. Investigations and the obtained results are presented in Sects. 3.1 and 3.2, respectively.
3.1 Analytical investigation
In the analytical investigations, the identification methods were evaluated according to three criteria: satisfying of shear, and plane strain state conditions, the prediction of stress and deformation anisotropy in the sheet plane and the yield locus geometries. The evaluation was initially performed for shear constraint (AA2090-T3), then for plane strain constraint conditions (low carbon steel). The obtained results are explained below:
3.1.1 Investigation of shear constraint
As it is mentioned in Sect. 2.2, incremental principal plastic strain ratio should be \(\beta = d\varepsilon_{1} /d\varepsilon_{2} = - 1\) in shear stress state due to the applied deformation gradient in shear loading. The direction of the plastic strain rate was computed for conventional and shear constraint identification methods, and its variation with respect to the loading direction was determined to check the satisfaction of the shear constraint conditions. The contour was drawn between the two shear stress points on the yield locus (points 1 and 2) as shown in Fig. 2.

The predicted plastic strain rate orientation for AA2090-T3 alloy
It is shown from Fig. 2 that the Yld2000 model calibrated with the conventional method does not satisfy the shear condition, because the orientation of the normal vector is predicted as − 54.36° and 125.63° in points 1 and 2, respectively. However, with the addition of the shear constraint term to the calibration, the directions of plastic strain vectors in both shear-constrained Yld2000 models (Abedini et al. [35] and this study) are adjusted and they are predicted in − 45° and 135° in both shear stress points and also it is shown from Fig. 2 that these predictions at shear loading are the same with the predictions of isotropic von Mises yield criterion. This result shows that the shear condition could be analytically satisfied by imposing the shear constraint on parameter calibration.
As the second evaluation criterion, stress and plastic strain ratio directionalities in the sheet plane were investigated by using Eqs. (8) and (9). In the comparisons, the predictions of Abedini et al. [35] were also considered to show the effect of different optimization methods on the predictions. Figures 3 and 4 show the comparisons of stress and r-value directionalities predicted from the identification methods, respectively.

The predictions of stress ratios for AA2090-T3 alloy

The predictions of r-values for AA2090-T3 alloy
It is shown from Fig. 3 that Yld2000 calibrated with the conventional method could precisely predict the stress ratios in the sheet plane. When Yld2000 models with shear constraints enforced by Abedini et al. [35] and the present study are evaluated, it was observed that the stress predictions of Abedini et al. [35] in 0° and 15° are more successful than those of this study. However, an investigation of r-value variations in Fig. 4 shows that a significant improvement was provided in the r-value predictions by the method applied in this study and r-values in 30°, 60°, and 75° could be predicted with great accuracy although they did not used as inputs in the identification. These differences between the predictions of Yld2000 models with shear constraints could be explained by the different optimization methods applied during the minimization.
In the third evaluation criterion, the variation in the yield locus shape with respect to the conventional and shear constraint identifications was investigated. The yield locus contour was computed for each method and compared with each other as shown in Fig. 5. Figure 5 shows that the shear region of the yield locus enlarges with the addition of shear constraint to the identification. The influence of this variation in the shear region of yield locus will be investigated on cylindrical cup drawing test simulations.

Comparison of the computed yield locus contours for AA2090-T3
3.1.2 Investigation of plane strain constraint
Initially, the alteration of the plastic strain rate direction with loading direction was investigated on the first quadrant of the yield locus for each calibration method and the comparisons are shown in Fig. 6.

The predicted plastic strain rate direction for low-carbon steel
It is shown from Fig. 6 that directions of the normal vectors in Yld2000 models calibrated with plane strain constraint were predicted at 0° and 90° in the points 1 and 2 which correspond to the PST points in RD (\(\alpha\) = \(\sigma_{yy} /\sigma_{xx}\) = 0.5) and TD (\(\alpha\) = \(\sigma_{yy} /\sigma_{xx} =\) 2.0), respectively. However, the Yld2000 model calibrated with the conventional method predicted the orientation of the plastic flow at − 6.5° and 98.83° at the same points. These results show that the conventional method violates the plane strain conditions. In addition, it is shown in Fig. 6 that the directions of plastic flow vectors in both plane strain constraint models coincide with each other through all stress points in the first quadrant of the yield locus although they have different anisotropy coefficients. This result reveals that the imposition of plane strain constraint on plastic flow could completely adjust the tension–tension region of the yield locus. Stress and r-value variations were evaluated for these identification methods, and the comparisons are shown in Fig. 7 and 8, respectively.

The predictions of stress ratios for low-carbon steel

The predictions of r-values for low-carbon steel
From Figs. 7 and 8, significant deviations were noticed in the predictions of stress anisotropy, whereas r-value predictions were compatible with each other except for transverse direction. This result reveals that decrease in flexibility of the yield function with the addition of constraint has more effect on stress variations than on r-value variations. Yield locus contours were drawn and are compared in Fig. 9. As shown in Fig. 9, the equi-biaxial yield stress ratio was underestimated with Yld2000 plane strain-constrained models, and differences between the contours in PST point for RD were observed.

Comparison of the computed yield locus contours for low-carbon steel
3.2 Numerical investigation
In order to numerically investigate the responses of the calibrated models on shear and PST loading conditions, simple shear and PST tests were simulated on a single element model. In Sect. 3.2.1 and 3.2.2, numerical results of Yld2000 models calibrated with different identification methods were presented for shear and PST stress states, respectively.
3.2.1 Single element analysis of simple shear test
Single element FE analyses were performed to examine numerical responses and to control the satisfying of shear conditions of Yld2000 models calibrated with conventional and shear-constrained methods. A single fully integrated shell element with a mesh size of 1 mm × 1 mm was created. The bottom surface was fixed in both RD and TD directions, while the top surface was fixed in TD direction and it was subjected to a displacement of \(u_{RD} = 0.405\) mm as shown in Fig. 10. Plastic behavior of the material was described with Yld2000 criterion and FE simulations of the simple shear test were separately performed in explicit FE code Ls-Dyna by using anisotropy coefficients given in Table 3. The hardening behavior of AA2090-T3 was described with Swift law, and the parameters were taken from the literature [51].

Simple shear test on a single element model
The variation of the normal stress ratios with respect to the equivalent plastic strain was studied, and the predicted results from conventional and shear-constrained calibration methods were compared with each other (Fig. 11).

Variation of normal stress ratio in simple shear stress state
As it is shown in Fig. 11, the conventional calibration type incorrectly predicted the normal stress ratios and it could not converge to − 1 throughout deformation, while Yld2000 models with shear constraint could converge to − 1 value except for only the beginning of the analysis. This indicates that shear conditions derived from continuum mechanics could be represented in numerical simulations by considering shear constraints in the parameter identification. The reason for sudden jump of the normal stress ratio at the beginning of the analysis is infinitesimal material rotation and the usage of high penalty factor in the identification. In the numerical simulations, normal stress ratios were taken as output to evaluate the responses of the calibrated models in shear loading conditions, because displacement boundary condition was defined in single element model and equal and opposite principal strains could be obtained in all calibration methods.
3.2.2 Single element analysis of plane strain tension test
In order to investigate the numerical responses of Yld2000 models in terms of PST conditions in both RD and TD, single element FE models were created for plane strain stress state as shown in Fig. 12a, b.

Single element FE models a PST in RD b PST in TD
Fully integrated shell elements with equal lengths (1 mm × 1 mm) were used for both models. In order to represent the plane strain stress state, movements of the nodes were constrained in the lateral directions, namely TD direction in Fig. 12a, RD direction in Fig. 12b, and 0.5 mm displacement was applied along RD and TD for Fig. 12a, b, respectively. Swift isotropic hardening rule was assumed, and its parameters were taken from the literature [50]. FE analyses for PST in RD and TD were performed with Yld2000 coefficients given in Table 4, and the evolution of the normal stress ratios (\(\sigma_{yy} /\sigma_{xx}\)) with the equivalent plastic strain was investigated. Comparisons of the results predicted from the identification methods for PST in RD and TD are presented in Figs. 13 and 14, respectively.

Variation of normal stress ratio in plane strain stress state for RD

Variation of normal stress ratio in plane strain stress state for TD
As it is shown from Figs. 13 and 14 that normal stress ratios in the plane strain stress state were wrongly predicted by conventional method, whereas plane strain-constrained models could correctly predict stress ratios for both directions. In the analytical and numerical investigations, it is seen that the constrained Yld2000 models (shear or plane strain) could satisfy the required conditions.
4 Application of the constrained Yld2000 models to sheet metal forming processes
In order to comprehensively evaluate the effect of the mentioned constraints on sheet metal forming processes, cup drawing and HE tests with flat-bottom punch were considered due to the occurrence of particularly shear and plane strain stress states in these processes. Application of Yld2000 models to cylindrical cup and HE tests and the obtained results will be presented in Sects. 4.1 and 4.2, respectively.
4.1 Application to cup drawing test
The cup drawing test was selected as a case study in the present work to observe the influence of shear constraint conditions on the numerical simulation of the sheet metal forming processes. In this process, the flange region of the cup is subjected to compressive stresses along the circumferential direction and tension stresses along the radial direction during the process (Fig. 15a). This stress state (tension-compression) represents the shear stress state which corresponds to the second and the fourth quadrant of the yield locus (Fig. 15b) [52].

a Stress state on the flange, b stress states on the yield locus
The earing defect observed in the cylindrical cup deep drawing process is an indicator of plastic anisotropy, and it is used as a benchmark study in the evaluation of the prediction capability of anisotropic stress functions. In the present work, both the earing profile and the number of ears in the cup drawing of AA2090-T3 aluminum alloy were predicted with the investigated identification methods to study the influence of shear constraint on the prediction accuracy of numerical simulations. The process was modeled in Ls-Dyna, and quadrilateral shell elements were used in the discretization of the parts as shown in Fig. 16. Due to the symmetry conditions, only a quarter of the parts was modeled. A fully integrated shell element formulation with 7 integration points through the thickness was used for the blank. Punch movement was defined as displacement controlled and 5.5 kN binder force was applied on the binder. Contact between the parts was defined by forming one-way surface-to-surface contact algorithm, and the friction coefficient was assumed as 0.1 for all contact surfaces [51].

FE model
FE simulations of the cup drawing test were performed with the different identification methods and the earing profile of AA2090-T3 was predicted. Figures 17 and 18 show the deformed full cup geometries and comparisons of the predicted earing profiles with the experiment, respectively. Only a quarter model was simulated, and the full cup was created by symmetry conditions in the results.

The predicted full cup geometries from different identification methods. a Conventional, b Abedini shear constraint, c Shear constraint in this study

Predicted cup heights by using different identification methods
From the comparisons of numerical and experimental cup profiles, three important observations were made: Firstly, Fig. 18 shows that the predicted cup height significantly increases by including of shear constraint term into parameter identification. This result is associated with the difference between the amplitudes of the predicted stress ratios shown in Fig. 3. Since it was declared in the study of Yoon et al. [53] that stress ratio anisotropy adjusts the magnitude of the ears, while deformation anisotropy determines the earing profile. As is shown from Fig. 3 that the differences between the predicted maximum and minimum stress ratios in the shear-constrained identifications are higher than the conventional method, therefore the higher cup heights are predicted in both shear constrained Yld2000 models. Secondly, within the models, only shear-constrained Yld2000 model in this study could predict the small ears at 00 and 1800 in addition to four big ears (45°, 135°, 225°, and 315°). This result could be explained with the description of the r-value variation in the sheet plane. As it is mentioned in Sect. 3.1, the r-value variation of AA2090-T3 could be excellently predicted by only the identification method used in this study. Thirdly, the model predicts eight ears, although the material exhibits six ears. The two extra ears were predicted at 90° and 2700 differently from the experiment.
4.2 Application to hole expansion test
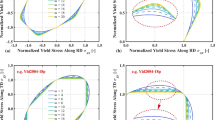
HE test with flat-bottom punch was selected for investigation of the influence of plane strain constraint on plastic flow in this study. Several authors found that improvements in the thickness predictions in HE tests could be provided by calibrating anisotropic models with uniaxial and PST experimental data [54,55,56]. Figure 19 shows the predictions of strain paths along DD of the formed part after the HE test. As it is shown in Fig. 19, the deformation varies from uniaxial tension to PST mode between the hole edge (point 1) and punch shoulder (point 4).

Strain path predictions in HE simulation
The variation of the stress state along the radial direction of the sample causes to the occurrence of deformation gradient and differences in the strain distribution. The reasons of this difference are explained detail by Paul [57, 58]. HE test was modeled in Ls-Dyna. Blank and rigid tools were meshed with quadrilateral shell elements and only a quarter of the parts was modeled due to symmetry conditions. Fully integrated shell element formulation with five integration points through the thickness was used for the blank and the hole edge was meshed with an increment of 2° in the circumferential direction and 1 mm in the radial direction (Fig. 20). Tool geometries and experimental data were extracted from Lee et al. [50].

FE model of HE test
HE simulations were performed by using the Yld2000 coefficients given in Table 4, and thickness distributions in the DD of the part were investigated (Fig. 21). As shown from Fig. 21, the trend of the thickness distribution profiles predicted by plane strain-constrained Yld2000 models is compatible with the experiment.

Thinning predictions along the diagonal direction
Maximum thinning in the experiment was observed at a distance of 8 mm from the hole edge (A point). This location could be successfully predicted by plane strain-constrained Yld2000 models (B and C points), whereas conventional calibration predicted the maximum thinning near the hole edge (D point).
The differences between the predictions of the maximum thinning locations could be explained by the differences in the directions of the predicted plastic strain rates. As it is shown from the variations of plastic strain rates with respect to the loading direction in Fig. 6, conventional calibration predicted plane strain stress state (for both RD and TD) in the different points of the yield locus when compared with the constrained Yld2000 models and it cause the incorrect prediction of the failure location in HE test. In this study, thinning distribution in HE test was investigated for flat-bottom punch, and the location of the maximum thinning changes based on the punch geometry used in the test [59].
5 Conclusions
In this study, the influence of shear and plane strain constraints applied to the plastic potential function on numerical simulations of the sheet metal forming processes was investigated. Yld2000 anisotropic stress function was calibrated with conventional, shear, and plane strain-constrained identification methods, and the model parameters of AA2090-T3 and low-carbon steel sheets were determined for each identification method. Investigation of the identification methods was conducted both analytically and numerically. The following conclusions could be drawn based on the obtained results:
-
It is seen from the analytical and numerical investigations that conventional calibration method violates shear and PST loading conditions. The method incorrectly predicts the orientation of the plastic strain rate in both stress states, and it causes incorrect prediction of normal stress ratio (\({\varvec{\sigma}}_{{{\varvec{yy}}}} /{\varvec{\sigma}}_{{{\varvec{xx}}}}\)) in the numerical simulations. However, the orientation of the vector on the plastic potential is corrected by including the shear and plane strain constraint terms in the conventional calibration.
-
In the angular variations of the stress ratio predictions for both materials, conventional method is more successful than shear and plane strain-constrained identification methods, whereas r-value variations can be accurately predicted by constrained methods. It shows that the reduction in flexibility of the function due to imposition of the constraints has more effect on the yield stress ratio predictions than r-value predictions. This can be explained with the selection of the higher weight coefficient for the stress ratio in the minimization of the error function.
-
Numerical simulations of the cylindrical cup deep drawing test show that significant increases in the predicted cup heights were observed by including the shear constraint term in the identification. This result is consistent with the stress anisotropy predictions of the models. Shear-constrained Yld2000 models predicted the higher amplitude in the stress ratio variations than the conventional Yld2000 model; therefore, the higher cup heights were predicted.
-
The directions of plastic flow vectors in both plane strain-constrained Yld2000 models coincide with each other through the first quadrant of the yield locus although they have different anisotropy coefficients. This result reveals that adjusting the normal vectors on PST points automatically corrects the directions of the plastic flow vectors acting the other stress states on the first quadrant of the yield locus. However, this behavior was not observed in the shear-constrained Yld2000 models.
-
It is seen from HE test simulations that the maximum thinning location was accurately predicted by the plane strain-constrained Yld2000 models. These models precisely predict the locations of both PST points on the yield locus. From this result, it can be concluded that the prediction of failure location on sheet metal forming simulations could be enhanced by adjusting the direction of the plastic flow vector on PST points.
-
Significant improvements are provided in the shape of the yield locus and the prediction of the failure location without performing any additional shear or plane strain tension tests.
References
Hosford, W.F., Caddell, R.M.: Metal Forming Mechanics and Metallurgy. Cambridge University Press (2011)
Hershey, A.V.: The plasticity of an isotropic aggregate of anisotropic face-centered cubic crystals. J. Appl. Mech. TASME 21(3), 241–249 (1954). https://doi.org/10.1115/1.4010900
Hosford, W.F.: A generalized isotropic yield criterion. J. Appl. Mech. 39(2), 607–609 (1972). https://doi.org/10.1115/1.3422732
Şener, B.: Investigation of the prediction capability of Yld89 yield criterion for highly anisotropic sheet materials. J. Adv. Manuf. Eng. 2(1), 7–13 (2021). https://doi.org/10.14744/ytu.jame.2021.00002
Hill, R.: A Theory of the yielding and plastic flow of anisotropic metals. P. R. Soc. Lond. A Mater. 193, 281–297 (1948). https://doi.org/10.1098/rspa.1948.0045
Woodthorpe, J., Pearce, R.: The anomalous behavior of aluminium sheet under balanced biaxial tension. Int. J. Mech. Sci. 12, 341–347 (1970). https://doi.org/10.1016/0020-7403(70)90087-1
Hill, R.: Theoretical plasticity of textured aggregates. Math. Proc. Cambridge 85, 179–191 (1979). https://doi.org/10.1017/S0305004100055596
Hill, R.: Constitutive modeling of orthotropic plasticity in sheet metals. J. Mech. Phys. Solids 38, 405–417 (1990). https://doi.org/10.1016/0022-5096(90)90006-P
Hill, R.: A user-friendly theory of orthotropic plasticity in sheet metals. Int. J. Mech. Sci. 35, 19–25 (1993). https://doi.org/10.1016/0020-7403(93)90061-X
Lin, S.B., Ding, J.L.: A modified form of Hill’s orientation-dependent yield criterion for orthotropic sheet metals. J. Mech. Phys. Solids 44, 1739–1764 (1996). https://doi.org/10.1016/0022-5096(96)00057-9
Leacock, A.G.A.: mathematical description of orthotropy in sheet metals. J. Mech. Phys. Solids 54, 425–444 (2006). https://doi.org/10.1016/j.jmps.2005.08.008
Barlat, F., Yoon, J.W., Cazacu, O.: On linear transformations of stress tensors for the description of plastic anisotropy. Int. J. Plast. 23, 876–896 (2007). https://doi.org/10.1016/j.ijplas.2006.10.001
Barlat, F., Lian, J.: Plastic behavior and stretchability of sheet metals: Part I: a yield function for orthotropic sheets under plane stress conditions. Int. J. Plast. 5, 51–66 (1989). https://doi.org/10.1016/0749-6419(89)90019-3
Barlat, F., Lege, D.J., Brem, J.C.: A six-component yield function for anisotropic materials. Int. J. Plast. 7, 693–712 (1991). https://doi.org/10.1016/0749-6419(91)90052-Z
Karafillis, A.P., Boyce, M.C.: A general anisotropic yield criterion using bounds and a transformation weighting tensor. J. Mech. Phys. Solids 41, 1859–1886 (1993). https://doi.org/10.1016/0022-5096(93)90073-O
Barlat, F., Brem, J.C., Yoon, J.W., Chung, K., Dick, R.E., Lege, D.J., Pourboghrat, F., Choi, S.-H., Chu, E.: Plane stress yield function for aluminum alloy sheets part 1: theory. Int. J. Plast. 19, 1297–1319 (2003). https://doi.org/10.1016/S0749-6419(02)00019-0
Barlat, F., Aretz, H., Yoon, J.W., Karabin, M.E., Brem, J.C., Dick, R.E.: Linear transformation-based anisotropic yield functions. Int. J. Plast. 21, 1009–1039 (2005). https://doi.org/10.1016/j.ijplas.2004.06.004
Boogaard, T.V.D., Havinga, J., Belin, A., Barlat, F.: Parameter reduction for the Yld 2004–18p yield criterion. Int. J. Mater. Form. 9, 175–178 (2016). https://doi.org/10.1007/s12289-015-1221-3
Manik, T.: Indenpendent parameters of orthotropic linear transformation-based yield functions. Mech. Mater. 190, 104927 (2024). https://doi.org/10.1016/j.mechmat.2024.104927
Lenzen, M., Merklein, M.: Improvement of numerical modelling considering plane strain material characterization with an elliptic hydraulic bulge test. J. Manuf. Mater. Process 2, 1–20 (2018). https://doi.org/10.3390/jmmp2010006
Izadpanah, S., Ghaderi, S.H., Gerdooei, M.: Material parameters identification procedure for BBC2003 yield criterion and earing prediction in deep drawing. Int. J. Mech. Sci. 115–116, 552–563 (2016). https://doi.org/10.1016/j.ijmecsci.2016.07.036
Fukumasu, H., Kuwabara, T., Takizawa, H.: Influence of material modeling on earing prediction in cup drawing of AA3104 aluminum alloy sheet. J. Phys. Conf. Ser. 734, 1–4 (2016). https://doi.org/10.1088/1742-6596/734/3/032022
Pang, Y., Chen, B., Liu, W.: An investigation of plastic behaviour in cold-rolled aluminium alloy AA2024-T3 using laser speckle imaging sensor. Int. J. Adv. Manuf. Tech. 103, 2707–2724 (2019). https://doi.org/10.1007/s00170-019-03717-y
Du, K., Huang, S., Shi, M., Li, L., Huang, H., Zhang, S., Zheng, W., Yuan, X.: Effects of biaxial tensile mechanical properties and non-integer exponent on description accuracy of anisotropic yield behavior. Mater. Des. 212, 110210 (2021). https://doi.org/10.1016/j.matdes.2021.110210
Comsa, D.S., Banabic, D.: Plane-stress yield criterion for highly-anisotropic sheet metals. Numisheet 2008, Interlaken, Switzerland, 43–48.
Du, K., Huang, S., Li, X., Wang, H., Zheng, W., Yuan, X.: Evolution of yield behavior for AA6016-T4 and DP490 – towards a systematic evaluation strategy for material models. Int. J. Plast. 154, 103302 (2022). https://doi.org/10.1016/j.ijplas.2022.103302
Hou, Y., Min, J.Y., Guo, N., Lin, J., Carsley, J.E., Stoughton, T.B., Traphöner, H., Clausmeyer, T., Tekkaya, A.E.: Investigation of evolving yield surfaces of dual-phase steels. J. Mater. Process. Technol. 287, 116314 (2021). https://doi.org/10.1016/j.jmatprotec.2019.116314
Du, K., Huang, S., Hou, Y., Wang, H., Wang, Y., Zheng, W., Yuan, X.: Characterization of the asymmetric evolving yield and flow of 6016–T4 aluminum alloy and DP490 steel. J. Mater. Sci. Technol. 133, 209–229 (2023). https://doi.org/10.1016/j.jmst.2022.05.040
Hou, Y., Du, K., Min, J., Lee, H.-R., Lou, Y., Park, N., Lee, M.-G.: A generalized, computationally versatile plasticity model framework – Part I: theory and verification focusing on tension-compression asymmetry. Int. J. Plast. 171, 103818 (2023). https://doi.org/10.1016/ijplas.2023.103818
Hou, Y., Min, J., El-Aty, A.A., Han, H.N., Lee, M.-G.: A new anisotropic-asymmetric yield criterion covering wider stress states in sheet metal forming. Int. J. Plast. 166, 103653 (2023). https://doi.org/10.1016/j.ijplas.2023.103653
Lou, Y., Zhang, C., Zhang, S., Yoon, J.W.: A general yield function with differential and anisotropic hardening for strength modelling under various stress states with non-associated flow rule. Int. J. Plast. (2022). https://doi.org/10.1016/j.ijplas.2022.103414
Anh, Y.G., Vegter, H., Elliot, L.: A novel and simple method for the measurement of plane strain work hardening. J. Mater. Process Tech. 155–156, 1616–1622 (2004). https://doi.org/10.1016/j.jmatprotec.2004.04.344
Bouvier, S., Haddadi, H., Levee, P., Teodosiu, C.: Simple shear tests: experimental techniques and characterization of the plastic anisotropy of rolled sheets at large strains. J. Mater. Process Tech. 172, 96–103 (2006). https://doi.org/10.1016/j.jmatprotec.2005.09.003
Fast-Irvine, C., Abedini, A., Noder, J., Butcher, C.: An experimental methodology to characterize the plasticity of sheet metals from uniaxial to plane strain tension. Exp. Mech. 61, 1381–1404 (2021). https://doi.org/10.1007/s11340-021-00744-3
Abedini, A., Butcher, C., Rahmaan, T., Worswick, M.J.: Evaluation and calibration of anisotropic yield criteria in shear loading: constraints to eliminate numerical artefacts. Int. J. Solids Struct. 151, 118–134 (2018). https://doi.org/10.1016/j.ijsolstr.2017.06.029
Logan, R.W., Hosford, W.F.: Upper-bound anisotropic yield locus calculations assuming <111> pencil glide. Int. J. Mech. Sci. 22, 419–430 (1980). https://doi.org/10.1016/0020-7403(80)90011-9
Mattiasson, K., Sigvant, M.: An evaluation of some recent yield criteria for industrial simulations of sheet forming processes. Int. J. Mech. Sci. 50, 774–787 (2008). https://doi.org/10.1016/j.ijmechsci.2007.11.002
Chaparro, B.M., Thuillier, S., Menezes, L.F., Manach, P.Y., Fernandes, J.V.: Material parameters identification: Gradient-based, genetic and hybrid optimization algorithms. Comput. Mater. Sci. 44(2), 339–346 (2008). https://doi.org/10.1016/j.commatsci.2008.03.028
Aretz, H., Hooperstad, O.S.: Lademo O-G Yield function calibration for orthotropic sheet metals based on uniaxial and plane strain tensile tests. J. Mater. Process Tech. 186, 221–235 (2007). https://doi.org/10.1016/jmatprotec.2006.12.037
Ayres, R.A., Brazier, W.G., Sajewski, V.F.: Evaluating the GMR-limiting dome height tests as a new measure of press formability near plane strain. J. Appl. Metalwork. 1, 41–49 (1978). https://doi.org/10.1007/BF02833958
Butcher, C., Abedini, A.: On anisotropic plasticity models using linear transformations on the deviatoric stress: physical constraints on plastic flow in generalized plane strain. Int. J. Mech. Sci. 161–162, 105044 (2019). https://doi.org/10.1016/j.ijmecsci.2019.105044
Kuwabara, T., Hashimoto, K., Iizuka, Yoon, J.W.: Effect of anisotropic yield functions on the accuracy of hole expansion simulations. J. Mat. Process Tech. 211, 475–481 (2011). https://doi.org/10.1016/j.jmatprotec.2010.10.025
Kuwabara, T., Sugawara, F.: Multiaxial tube expansion test method for measurement of sheet metal deformation behavior under biaxial tension for a large strain range. Int. J. Plast. 45, 103–118 (2013). https://doi.org/10.1016/j.ijplas.2012.12.003
Kuwabara, T.: Multiaxial stress tests for metal sheets and tubes for accurate material modeling and forming simulations. Acta Metall. Slovaca 14, 428–437 (2014). https://doi.org/10.12776/ams.v20i4.423
Kuwabara, T.: Ichikawa K Hole expansion simulation considering the differential hardening of a sheet metal. Rom J. Tech. Sci. Appl. Mech. 60, 63–81 (2015)
Kuwabara, T., Mori, T., Asano, M., Hakoyama, T., Barlat, F.: Material modeling of 6016-O and 6016–T4 aluminum alloy sheets and application to hole expansion forming simulation. Int. J. Plast. 93, 164–186 (2017). https://doi.org/10.1016/j.ijplas.2016.10.002
Nagano, C., Kuwabara, T., Shimada, Y., Kawamura, R.: Measurement of differential hardening under biaxial stress of pure titanium sheet. IOP Conf. Ser. Mater. Sci. Eng. (2018). https://doi.org/10.1088/1757-899X/418/1/012090
Yanaga, D., Kuwabara, T., Uema, N., Asano, M.: Material modeling of 6000 series aluminum alloy sheets with different density cube textures and effect on the accuracy of finite element simulation. Int. J. Solids Struct. 49, 3488–3495 (2012). https://doi.org/10.1016/j.ijsolstr.2012.03.005
Barlat, F, Lege, D.J., Brem, J.C., Warren, C.J.: Constitutive behavior of anisotropic materials and application to a 2090-T3 Al-Li alloy, Modelling the Deformation of Crystalline Solids, Warrendale, 189–203 (1991b)
Lee, J.-Y., Lee, K.-J., Lee, M.-G., Kuwabara, T., Barlat, F.: Numerical modeling for accurate prediction of strain localization in hole expansion of a steel sheet. Int. J. Solids Struct. 156–157, 107–118 (2019). https://doi.org/10.1016/j.ijsolstr.2018.08.005
Yoon, J.W., Barlat, F., Chung, K., Pourboghrat, F., Yang, D.Y.: Earing predictions based on asymmetric nonquadratic yield function. Int. J. Plast. 16, 1075–1104 (2000). https://doi.org/10.1016/S0749-6419(99)00086-8
Yoon, J.W., Dick, R.E., Barlat, F.: A new analytical theory for earing generated from anisotropic plasticity. Int. J. Plast. 27, 1165–1184 (2011). https://doi.org/10.1016/j.ijplas.2011.01.002
Yoon, J.W., Barlat, F., Dick, R.E., Karabin, M.E.: Prediction of six or eight ears in a drawn cup based on a new anisotropic yield function. Int J Plasticity 22, 174–193 (2006). https://doi.org/10.1016/j.ijpla.2005.03.013
Ha, J., Korkolis, Y.: Hole-expansion: sensitivity of failure prediction on plastic anisotropy modeling. J. Manuf. Mater. Process. 28, 1–12 (2021). https://doi.org/10.3390/jmmp5020028
Kim, J.J., Pham, Q.T., Kim, Y.S.: Thinning prediction of hole-expansion test for DP980 sheet based on a non-associated flow rule. Int. J. Mech. Sci. 191, 106067 (2021). https://doi.org/10.1016/j.ijmechsci.2020.106067
Chinara, M., Paul, S.K., Chatterjee, S., Mukherjee, S.: Effect of planar anisotropy on the hole expansion ratio of cold-rolled DP 590 Steel. T Indian I Metals 75, 535–543 (2022)
Paul, S.K.: The effect of deformation gradient on necking and failure in hole expansion test. Manuf. Lett. 21, 50–55 (2019)
Paul, S.K.: A critical review on hole expansion ratio. Materialia 9, 100566 (2020)
Paul, S.K.: Effect of punch geometry on hole expansion ratio. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 234, 3 (2019)
Acknowledgements
The author would like to thank Professor Mehmet Firat from the University of Sakarya for sharing his knowledge, experience, and valuable recommendations.
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK).
Author information
Authors and Affiliations
Contributions
Author wrote the main text and prepared figures
Corresponding author
Ethics declarations
Conflict of interest
The author declares that I have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sener, B. A comparative study on the identification methods for calibration of the orthotropic yield surface and its effect on the sheet metal forming simulations. Arch Appl Mech (2024). https://doi.org/10.1007/s00419-024-02657-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00419-024-02657-8