
Abstract
We present a materials analysis method to enable in-situ Doppler broadening spectroscopy (DBS) of the 511 keV annihilation line in matter during tensile tests. This technique allows the correlation between the formation of lattice defects on an atomic scale and the macroscopic physical materials properties stress and strain. By implanting a monoenergetic positron beam into samples of AlMg3 (3.3535) and AlMgSi (3.3206) the onset of plastic deformation was clearly observed in the recorded annihilation spectra during the measurement of the corresponding stress–strain curves. The changes of the DBS spectra are attributed to positron annihilation in (open-volume) defects—predominantly vacancies elastically bound to dislocation lines—formed during plastic deformation. The elastic strain (Hook’s region), however, does not lead to changes in DBS spectra.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The characterization of the microstructure and the detection of defects of technical alloys during or after mechanical load is crucial for the optimization of materials in all kinds of engineering applications. Plastic deformation goes hand in hand with the production of dislocations and vacancies [1, 2]. Therefore, non-destructive analysis techniques are most important for the investigation of defects on the atomic scale to gain an improved understanding of the material properties.
In materials science, Positron Annihilation Spectroscopy (PAS) has become a well-established technique for the characterization of condensed matter properties such as concentration and distribution of open volume defects. PAS was shown to particular sensitive to dislocations and vacancies. More than five decades ago, an increase of the positron lifetime observed in Al single crystals after plastic deformation was attributed to positron trapping in dislocations [3]. Dislocations, however, act as shallow positron traps due to their small positron binding energy of \(E_b<100\,meV\) [2, 4,5,6,7]. In contrast, the positron binding energy in a vacancy elastically bound to a dislocation line was calculated to be 1.0 eV and 1.3 eV for a dislocation with a jog in Al [4]. Consequently, dislocation lines play an important role as precursor states for the transition of positrons into deeper traps, such as jogs [5, 8] or vacancies bound in the stress field around dislocations [9, 10]. In first in-situ positron lifetime experiments on plastic deformed Al the increase of the mean lifetime was observed, but (for most cases) did not allow the identification of different types and the concentration of defects [11]. The same authors were able to determine the positron binding energy to dislocation lines in polycrystalline Al to \(E_b=36\,meV\) [12].
In our research group, we studied technical Al alloys after exposition to mechanical load in a tensile-test machine by using Doppler-broadening spectroscopy (DBS) of the positron annihilation line. The application of a scanning positron beam allowed us to obtain laterally resolved information of the stress induced defects in asymmetrically deformed Al samples [13]. In general, DBS provides valuable information about open-volume lattice defects since these act as attractive potential wells which efficiently trap thermalized positrons. After implantation into matter, positrons typically thermalize within a few ps [14, 15] before diffusing through the lattice. Finally, the positron annihilates with an electron predominantly into two \(511\textrm{keV}\) \(\gamma\) quanta either from an delocalized state in the unperturbed lattice or from a trapped state in an open-volume defect. The momentum of the thermalized positron is usually negligible but the much higher momentum of the annihilating electrons results in an angle deviation from 180\(^\textrm{o}\) and a Doppler shift of the emitted \(\gamma\) quanta. Annihilation of core electrons with higher momenta than valence electrons results in a larger Doppler shift and hence a broader 511 keV annihilation photo peak. Consequently, the annihilation of positrons trapped in vacancies leads to a narrowing of the annihilation line since the so-called core annihilation probability is significantly decreased compared to the defect-free lattice. Therefore, the measurement of the broadening of the 511 keV annihilation line contains information about the presence of vacancy-like defects in the sample. The broadening of the 511 keV photo peak is usually quantified by the line-shape parameter S which is defined as the fraction of annihilation events within a fixed small energy window in the center of the Doppler broadened annihilation line. In most DBS experiments the relative change of the S parameter is used to compare samples with various types and concentrations of defects produced, e.g., after thermal or mechanical load.
In this work, we present our new approach to enable in-situ DBS on samples during tensile tests. For this, we designed a tensile test device which is operated at high sample voltage (for positron acceleration) inside the UHV sample chamber of the CDB spectrometer operated at the high intensity positron beam NEPOMUC. Compared to conventional experiments "off situ" such a device offers several great advantages: (i) information on stress, strain and defects created on an atomic level are obtained from the very same sample, (ii) the need of many samples and their time-consuming change is avoided, and finally (iii) a large number of more data points can be recorded easily without relaxation of the sample. To demonstrate the possibilities of this new technique and to observe the formation of lattice defects, we performed exemplary in-situ DBS during tensile tests on two alloys AlMgSi and AlMg3.
2 Experimental setup
The new tensile test device is mounted in the Coincidence Doppler Broadening (CDB) spectrometer [16] located at the NEutron induced POsitron source MUniCh (NEPOMUC) [17] at the research neutron source Heinz Maier-Leibnitz (FRM II) of the Technical University of Munich. For the present experiments we uses the remoderated positron beam [18] with a kinetic energy of about 20 eV and an intensity in the order of \(5\cdot 10^7\) moderated positrons per second [19]. The cross-section of the CDB spectrometer is shown in Fig. 1: The magnetically guided positron beam passes a beam monitor and an electrostatic acceleration stage. Optionally the positrons can be accelerated and focused on a transmission-type remoderator for brightness enhancement. A subsequent electrostatic lens system allows focusing and implantation of the positron beam into the sample positioned at the center of the sample chamber. The sample can be biased up to -30 kV to vary the positron implantation depth. Without additional brightness enhancement, the beam diameter on the sample amounts to 250\(\,\mu\)m (FWHM). The annihilation \(\gamma\)-quanta are detected by four high-purity germanium (HPGe) detectors (30% efficiency, energy resolution of 1.3 keV at 477.6 keV) which are aligned pairwise face-to-face with the sample positioned in the center to enable coincidence measurements.

The Coincidence Doppler Broadening (CDB) spectrometer at NEPOMUC: The monoenergetic positron beam enters the instrument from the top and passes a beam monitor and an acceleration stage. To enhance the beam brightness, the positrons can optionally be focused on a transmission-type remoderator by an electrostatic lens system in the remoderation chamber. The second electrostatic lens system is used for focusing and positron implantation into the sample. The annihilation \(\gamma\)-quanta are detected by up to eight HPGe detectors. (Figure adapted from [16].)
For in-situ defect spectroscopy using the positron beam at the CDB spectrometer, the tensile test machine has to fulfill the following specifications:
-
The device has to be operated at ultra-high vacuum condition of \(<10^{-7}\,\)mbar inside the CDBS sample chamber.
-
The maximum size of the device is limited by the cylindrical sample chamber of the CDB spectrometer with 150 mm inner diameter.
-
Inside the sample chamber, only non-magnetic materials have to be used since magnetic stray fields would deflect and deteriorate the shape of the positron beam.
-
The specimen has to be electrically insulated since it is biased on negative potential up to -30 kV for positron acceleration and implantation.
-
Uniaxial loading of the specimen must be ensured by avoiding torsion and shearing effects.
-
Within the field of view of the Ge detectors additional material should be avoided to minimize the absorption of the annihilation radiation.
-
The tensile machine has to be designed as an add-on device for the CDB spectrometer to enable a short conversion time from and to usual operation of the instrument.

Cross section of the tensile machine: The zoom bottom picture shows the central part of the device, which can be hooked in its position via bottom port of the CDBS sample chamber. The sled and the guidance-profile offer clamps that grip a flat specimen. Sled and sled guidance are on sample potential insulated via four PEEK insulators. The sled and all moving components are pulled/pushed by a stepper-motor powered bolt which screws in/out a counter-thread. The load is measured by a force gauge mounted air-sided at the blind flange
The design of the tensile machine and its central part is shown in Fig. 2. The materials used inside the vacuum chamber are non-magnetic stainless steel (1.4571) and PEEK for insulation. The central part (see zoom in Fig. 2) is a fixed guidance-profile for a stainless steel sled. Both, guidance and sled exhibit clamps for holding a flat specimen with a length of 50 mm and a width of up to 15 mm in the center of the CDBS sample chamber. When performing tensile tests, the sled is pulled in radial direction away from the chamber axis, which causes an elongation of the clamped specimen. Cylindrical PEEK-gliders are used to reduce friction and to prevent sled and guidance-profile becoming wedged. On each side, the inset offers two stainless steel hooks so it can be hooked in its measurement position via the bottom port of the sample chamber. This allows quick sample change by using only one port of the instrument and the specimen can easily be installed outside the sample chamber. The whole device has recesses with respect to the solid angles of the detectors to avoid attenuation of the annihilation radiation.
The guidance, the sled, as well as the two potential-plates, which are mounted on top and on the bottom of the guidance-profile, are biased on sample potential to provide an approximate homogeneous electric field at the sample position. To avoid mechanical breakdown of the PEEK insulators during tensile tests, the pressure on the material is reduced by spreading the force over a maximum area. The insulators are at least 6 mm thick so that biased and grounded parts exhibit a minimum distance of 10 mm and all metallic edges are rounded to prevent voltage flashover. The performance of the PEEK insulators is tested by increasing the applied voltage and monitoring the electric current. The setup shows to be capable of reliably insulating a potential difference of up to \(-21\,\)kV without any leakage current or flashover. Since at higher voltages occasional flashovers have been observed, all measurements presented here have been performed with the sample biased to \(-21\,\)kV.
The counter-hook for the sled-guidance (on the right in Fig. 2) is attached to a circular steel-plate attached to a blind flange. Via hooks on the left side (see Fig. 2) the sled can be pulled back by a steel-bar, which is attached to a blind flange and centered in the port by a ball bearing. A bellow with a guidance is used to guarantees axial pulling and to permit non-axial movement and torsion. The blind flange and all moving components attached are pulled/pushed by a bolt that screws in/out a counter-thread. Bolt and counter-thread exhibit matching M10 fine pitch threads with a pitch of 0.75 mm. The bold is suspended by two axial and one radial ball bearings and is powered by a stepper motor allowing a maximum load when pulling of about 1500 N. The applied force is measured by a force gauge mounted air-sided between blind flange and counter-thread. Two (optional) weights on a cable pull are used to compensate the pressure difference at the CF63 flange, which corresponds to 445 N, to provide the full 1500 N load on the specimen.
The strain of the specimen during tensile tests can be measured by two different techniques. The first method is based on optical readout of a CCD-camera with adequate optics that images the reduced section of the sample, which is marked with two fine parallel lines. The elongation is determined via the relative displacement of these two marks with an accuracy of six pixels, resulting in a resolution of 0.108 mm. The advantage of this method is that the ”real” elongation—i.e., the elongation of the reduced section– of the specimen is measured. For fully automated tensile tests we apply the second method by reading out the number of half-steps of the stepper motor which leads to the elongation of the specimen. The step size of the stepper motor amounts 1.8\(^\circ\) and the controller is capable of going half-steps 0.9\(^\circ\). According to the used 0.75 mm fine pitch of the bolt a half-step corresponds to a sled-displacement of 1.875 \(\mu\)m. The calculated strain on the specimen, however, is falsified since the force applied is also acting on various components of the setup. The approximate force-dependent value for this correction is determined experimentally by using a thick stainless steel sample, that can well be assumed as non-deformable. A tensile test with small step sizes of \(3.750\,\mu\)m is performed where the number of steps corresponds to the deformation of the whole setup which allows the determination of the force-dependent correction for the calculation of the strain applied to the specimen. The force applied by the stepper motor is measured by a Sauter force gauge with an accuracy of 1 N. To determine the exact load on the specimen effects like friction of the components, spring-like behavior of bellows and the pressure difference due to the vacuum in the sample chamber have to be accounted. For this reason, a calibration curve is recorded by performing a tensile-test without specimen. According to the obtained (linear) calibration curve, all force-values recorded during the tensile tests are corrected by simply subtracting a constant offset due to the pressure difference and considering a small correction value proportional to the applied force.
3 Measurement and results
First in-situ DBS measurements during mechanical load were performed on the technical aluminium alloys AlMg3 (3.3535) and AlMgSi (3.3206) to demonstrate the capabilities of the new tensile test machine. The geometry of the specimens is adapted to the one conventionally applied for uniaxial tensile tests and displayed in Fig. 3. The samples are shaped by milling with a total length of 50 mm, including the broader ends for gripping and the reduced section, i.e., the gauge length, is 2 mm wide and 6 mm long. The thickness of the specimens used here amounts to 1.5 mm. Prior to tensile testing, the Al alloy samples were first polished and subsequently annealed at 773 K for one hour in Ar. The used heat rate was set to 200 \(\textrm{K}/\textrm{h}\) and the characteristic time constant of the subsequent cooling was \(\tau\)=86 min.

Sample geometry for tensile tests (values in mm). The thickness of the Al samples amounts to 1.5 mm. The 21 keV positron beam (diameter 250 \(\mu\)m FWHM) is focused onto the center of the sample
For the two alloys AlMgSi and AlMg3 we performed in-situ DBS during tensile tests. All measurements are performed with a positron energy of 21 keV corresponding to a mean positron implantation depth in Al of 1.9\(\,\mu\)m. The positrons are focused onto the center of the sample with a positron beam diameter of 250 \(\mu\)m (FWHM). For each stage of the performed tensile test the stress applied and the elongation of the specimen are measured. All displayed stress and strain values are given for engineering stress and strain, respectively, i.e., applied force and elongation with respect to the initial cross section of the sample. The measurement time for the \(\gamma\) spectra was set to 35 s. For the calculation of the S parameter we used a fixed energy window in the center of the annihilation line of 511.0 keV ± 0.9 keV. The calculated S parameters of the Doppler broadened 511 keV photo peak result from first evaluating the spectra of each detector and averaging the obtained S values over all four detectors.

Mechanical stress and S-parameter as function of strain in AlMgSi: The stress-stain curve (black) steeply increases (Hook’s region) followed by the plastic deformation with a maximum at about \(R_m=124\,N/mm^2\) (ultimate strength) and ends at the fracture elongation at \(19.9\%\). The S parameter (blue symbols) starts to increase from S=0.588 of the untreated sample at a strain of \(\approx 0.5\%\) and a corresponding stress (see insert). The light blue line (moving average of ten data points) is plotted to guide the eye
The stress–strain curve and the measured S-parameter for the AlMgSi sample is displayed in Fig. 4. The elastic deformation takes place within the first 0.15(2)\(\%\) of elongation (see insert in Fig. 4). This comparable small Hook‘s region is attributed to the pre-treatment of the sample, i.e., tempering at high temperature that results in an increase of the initial ductility. The measured ultimate strength of \(R_m=124\,N/mm^2\) as well as the observed elongation at fracture \(A=19.9\%\) are compatible with the values given for the AlMgSi plate material (\(R_m\ge 120\,N/mm^2\) and \(A\ge 16\%\), respectively).

Mechanical stress and S-parameter as function of strain in AlMg3: The stress-stain curve (black) steeply increases (Hook’s region) followed by the plastic deformation with a maximum at about \(R_m=157\,N/mm^2\) (ultimate strength) and ends at the fracture elongation at \(20.0\%\). The S parameter (blue symbols) starts to increase at a strain of \(\approx 0.7\%\) and a corresponding stress of \(15N/mm^2\). Similar S values are obtained in the deformed region of the ample after fracture (data in dashed box). The light blue line (moving average of ten data points) is plotted to guide the eye
The S parameter of the untreated sample amounts to 0.5881(5) (averaged from 16 independent measurements). The onset of the S parameter change is observed at a strain of \(\approx 0.5\%\) and a corresponding stress of about \(50\,N/mm^2\); the elastic change is hence not visible by DBS. The observed delayed increase in the S parameter is explained by the minimal concentration of vacancy-like defects—typically around 10\(^{-6}\) vacancies per atom—that must occur to significantly trap positrons. The following plastic deformation leads to a steep increase of the S parameter. During plastic deformation the formation of a large number of dislocations and vacancies (elastically bound to dislocation lines) leads to efficient positron trapping. The annihilation of positrons in these vacancies and vacancy-like defects leads to correspondingly higher S values. At strains larger than about 12\(\%\), the high number of defects leads to saturation trapping of positrons and hence to a constant maximum S value.
The stress–strain curve and the measured S-parameter for the AlMg3 sample is shown in Fig. 5. Compared to AlMgSi, the elastic region is restricted to an even smaller region below a strain of less than 0.07\(\%\). This small Hook’s region again is attributed to the heat-treatment of the sample before the experiment leading to an increased ductility. The observed ultimate strength of \(R_m=157\,N/mm^2\) is slightly below the range given for AlMg3 (\(R_m=190-240\,N/mm^2\)); the elongation at fracture \(A=20.0\%\) (which, coincidentally, is almost the same as observed for AlMgSi) is consistent with the theoretical values \(A\ge 16\%\). Similar to the case of AlMgSi, the onset of the S parameter change is at a strain of \(\approx 0.7\%\) but the corresponding stress is already at \(15N/mm^2\). This indicates the formation of open-volume defects at an early stage of deformation. Above 12\(\%\) strain saturation trapping is reached.
For comparison, four spectra were recorded on the deformed sample after fracture yielding similar S values (highlighted by the dashed box in Fig. 5) that demonstrates the reproducibility of the DBS measurement. Note, that the S values measured after fracture is slightly below the maximum S parameter. This behavior has been observed in previous experiments and might be attributed to annihilation of vacancies due to the movement of dislocation during plastic deformation in the saturation regime [13].

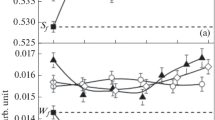
Correlation of the S-parameter and mechanical stress in AlMgSi and AlMg3: the S parameter normalized to the initial values of the non-deformed samples of AlMgSi and AlMg3, respectively, as function of technical stress. For both alloys the S parameter starts to increase significantly at the same stress value of about \(48(4)\,N/mm^2\) (grey shaded area). Straight lines are plotted to guide the eye
Figure 6 shows the (normalized) S-parameter as function of stress for both alloys. In this figure, the measured S values -as shown in Figs. 4 and 5)- are normalized to the initial S parameter of the non-deformed samples, respectively. The S parameter of the untreated samples is obtained by averaging 16 independent measurements and amounts to 0.5881(5) and 0.5943(5) for AlMgSi and AlMg3, respectively. The S-parameter-stress correlation shows that the onset of S parameter increase is in the same region for both Al alloys, i.e., the S parameter starts to change significantly at the same stress value of about \(48(4)\,N/mm^2\). This observation is consistent with previous (off-situ) studies on deformed Al samples [13]. Note, however, that the total increase of the S parameter measured for AlMg3 is about 3.5 \(\%\) and hence significantly larger than observed for AlMgSi (\(\approx 2\%\)). In the final stage of plastic deformation, i.e., where saturation trapping occurs, basically every positron is trapped in a defect. In this case, we attribute the higher S value measured for AlMg3 to larger vacancy-like defects compared to AlMgSi.
4 Conclusion
We have developed a novel device to enable in-situ Doppler broadening spectroscopy (DBS) during tensile tests using a monoenergetic positron beam. For the technical Al alloys studied, AlMgSi and AlMg3, the successful operation of in-situ DBS was demonstrated by observing the onset of plastic deformation on an atomic level and its correlation to the stress applied. During mechanical load, the increase of the S parameter clearly indicates the formation of vacancy-like defects; the (reversible) elastic elongation, however, does not lead to changes in DBS spectra. Besides the examples presented here, this technique provides a great potential for the investigation of differently pre-treated metallic samples and numerous other materials. To enable spatially resolved in-situ DBS in the near future, we plan to combine the tensile test machine inside the CDB spectrometer with a scanning device for the positron beam. This upgrade will allow us to record defect maps to investigate in-situ, e.g. the formation of lattice defects in asymmetrically shaped samples or in the area of weld nuggets of welded samples.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
A. Seeger, The generation of lattice defects by moving dislocations, and its application to the temperature dependence of the flow-stress of F.C.C. crystals. Philos. Magn. 46, 1194 (1955)
P.B. Hirsch, D.H. Warrington, The flow stress of aluminium and copper at high temperatures. Philos. Magn. 6, 735 (1961)
P. Hautojärvi, A. Tamminen, P. Jauho, Trapping of positrons by dislocations in aluminum. Phys. Rev. Lett. 24(9), 459–461 (1970). https://doi.org/10.1103/PhysRevLett.24.459
H. Häkkinen, S. Mäkinen, M. Manninen, Edge dislocations in fcc metals: Microscopic calculations of core structure and positron states in al and cu. Phys. Rev. B 41, 12441–12453 (1990)
C. Hidalgo, G. González-Doncel, S. Linderoth, J. San Juan, Structure of dislocations in al and fe as studied by positron-annihilation spectroscopy. Phys. Rev. B 45(13), 7017–7021 (1992). https://doi.org/10.1103/PhysRevB.45.7017
E. Hashimoto, Temperature dependence of positron trapping to dislocations in deformed zinc. J. Phys.: Conf. Ser. 62(2), 552–555 (1993). https://doi.org/10.1143/JPSJ.62.552
K. Petersen, I.A. Repin, G. Trumpy, Positron lifetime analysis of dislocations arising from tensile strain. J. Phys.: Condens. Matter 8(16), 2815–2822 (1996)
E. Hashimoto, Y.M. Iwami, amd Ueda: The positron trapping efficiency of dislocations in deformed dilute aluminium alloys. J. Phys.: Condens. Matter 6, 1611–1616 (1994)
V.M. Chernov, On the calculation of elastic interaction of dislocations with point defects. phys. stat. sol. (a) 68, 379 (1981)
H.H. S Mäkinen, M. Manninen, Atomic structure and positron states at dislocation loops in al T33, 206–209
T. Wider, S. Hansen, U. Holzwarth, K. Maier, Sensitivity of positron annihilation to plastic deformation 57(9), 5126–5139. https://doi.org/10.1103/PhysRevB.57.5126
T. Wider, K. Maier, U. Holzwarth, Temperature-dependent positron trapping in copper and aluminum tubes after tensile deformation. Phys. Rev. B 60(1), 179–190 (1999). https://doi.org/10.1103/PhysRevB.60.179
C. Hugenschmidt, N. Qi, M. Stadlbauer, K. Schreckenbach, Correlation of mechanical stress and Doppler broadening of the positron annihilation line in Al and Al alloys. Phys. Rev. B 80(22), 224203 (2009). https://doi.org/10.1103/PhysRevB.80.224203
P.J. Schultz, K.G. Lynn, Interaction of positron beams with surfaces, thin films, and interfaces. Rev. Mod. Phys. 60(3), 701–779 (1988)
R. Krause-Rehberg, H.S. Leipner, Positron Annihilation in Semiconductors (Springer, Berlin, Heidelberg, New York, 1999)
T. Gigl, L. Beddrich, M. Dickmann, B. Rienäcker, M. Thalmayr, S. Vohburger, C. Hugenschmidt, Defect imaging and detection of precipitates using a new scanning positron microbeam. New Journal of Physics 19(12), 123007 (2017)
C. Hugenschmidt, G. Kögel, R. Repper, K. Schreckenbach, P. Sperr, B. Straßer, W. Triftshäuser, Monoenergetic positron beam at the reactor based positron source at FRM-II. Nucl. Instr. Meth. B 192(1–2), 97–101 (2002). https://doi.org/10.1016/S0168-583X(02)00788-7
C. Piochacz, G. Kögel, W. Egger, C. Hugenschmidt, J. Mayer, K. Schreckenbach, P. Sperr, M. Stadlbauer, G. Dollinger, A positron remoderator for the high intensity positron source NEPOMUC. Appl. Surf. Sci. 255(1), 98–100 (2008). https://doi.org/10.1016/j.apsusc.2008.05.286
C. Hugenschmidt, H. Ceeh, T. Gigl, F. Lippert, C. Piochacz, M. Reiner, K. Schreckenbach, S. Vohburger, J. Weber, S. Zimnik, Positron beam characteristics at NEPOMUC upgrade. J. Phys.: Conf. Ser. 505(1), 012029 (2014). https://doi.org/10.1088/1742-6596/505/1/012029
Funding
Open Access funding enabled and organized by Projekt DEAL. This work was supported by the German federal ministry of education and research (BMBF) within the Project No. 05K22WO7.
Author information
Authors and Affiliations
Contributions
C.H. coordinated the project and wrote the main part of the paper. T.G. and M.T constructed the experimental device and carried out the measurements. All authors discussed and contributed to the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no competing interests to declare that are relevant to the content of this article.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hugenschmidt, C., Thalmayr, M. & Gigl, T. In-situ positron annihilation spectroscopy during tensile tests on Al alloys. Appl. Phys. A 130, 147 (2024). https://doi.org/10.1007/s00339-024-07301-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-024-07301-4