
Abstract
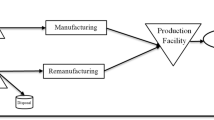
This paper considers a stochastic dynamic multi-product capacitated lot sizing problem with remanufacturing. Finished goods come from two sources: a standard production resource using virgin material and a remanufacturing resource that processes recoverable returns. Both the period demands and the inflow of returns are random. For this integrated stochastic production and remanufacturing problem, we propose a nonlinear model formulation that is approximated by sample averages and a piecewise linear approximation model. In the first approach, the expected values of random variables are replaced by sample averages. The idea of the piecewise linear approximation model is to replace the nonlinear functions with piecewise linear functions. The resulting mixed-integer linear programs are solved to create robust (re)manufacturing plans.







Similar content being viewed by others

References
Akçalı E, Cetinkaya S (2011) Quantitative models for inventory and production planning in closed-loop supply chains. Int J Prod Res 49(8):2373–2407
Aloulou MA, Dolgui A, Kovalyov MY (2014) A bibliography of non-deterministic lot-sizing models. Int J Prod Res 52:2293–2310
Bae H, Moon I, Yun W (2015) A time-varying lot sizes approach for the economic lot scheduling problem with returns. Int J Prod Res 160:1–17
Bayındır ZP, Erkip N, Güllü R (2007) Assessing the benefits of remanufacturing option under one-way substitution and capacity constraint. Comput Oper Res 34(2):487–514
Bookbinder J, Tan JY (1988) Strategies for the probabilistic lot-sizing problem with service-level constraints. Manag Sci 34(9):1096–1108
Buschkühl L, Sahling F, Helber S, Tempelmeier H (2010) Dynamic capacitated lot-sizing problems: a classification and review of solution approaches. OR Spectr 32:231–261
Dekker R, Fleischmann M, Inderfurth K (2004) Reverse logistics: quantitative models for closed-loop supply chains. Springer, Berlin
Fazle Baki M, Chaouch BA, Abdul-Kader W (2014) A heuristic solution procedure for the dynamic lot sizing problem with remanufacturing and product recovery. Comput Oper Res 43:225–236
Fleischmann M, Bloemhof-Ruwaard JM, Dekker R, Van Der Laan E, Van Nunen JA, Van Wassenhove LN (1997) Quantitative models for reverse logistics: a review. Eur J Oper Res 103(1):1–17
Harris FW (1913) How many parts to make at once. Factor Mag Manag 10(2):135–136 (152)
Helber S, Sahling F, Schimmelpfeng K (2013) Dynamic capacitated lot sizing with random demand and dynamic safety stocks. OR Spectr 35(1):75–105
Karimi B, Fatemi Ghomi SMT, Wilson JM (2003) The capacitated lot sizing problem: a review of models and algorithms. Omega 31:365–378
Kleywegt AJ, Shapiro A, de Mello TH (2002) The sample average approximation method for stochastic discrete optimization. SIAM J Optim 12(2):479–502
Li C, Liu F, Cao H, Wang Q (2009) A stochastic dynamic programming based model for uncertain production planning of re-manufacturing system. Int J Prod Res 47(13):3657–3668
Li X, Baki F, Tian P, Chaouch BA (2014) A robust block-chain based tabu search algorithm for the dynamic lot sizing problem with product returns and remanufacturing. Omega 42:75–87
Li Y, Chen J, Cai X (2006) Uncapacitated production planning with multiple product types, returned product remanufacturing, and demand substitution. OR Spectr 28(1):101–125
Li Y, Chen J, Cai X (2007) Heuristic genetic algorithm for capacitated production planning problems with batch processing and remanufacturing. Int J Prod Econ 105(2):301–317
Naeem M, Dias D, Tibrewal R, Chang P, Tiwari M (2013) Production planning optimization for manufacturing and remanufacturing system in stochastic environment. J Intell Manuf 24(4):717–728
Pan Z, Tang J, Liu O (2009) Capacitated dynamic lot sizing problems in closed-loop supply chain. Eur J Oper Res 198(3):810–821
Piñeyro P, Viera O (2010) The economic lot-sizing problem with remanufacturing and one-way substitution. Int J Prod Econ 124(2):482–488
Pokharel S, Mutha A (2009) Perspectives in reverse logistics: a review. Resour Conserv Recycl 53(4):175–182
Quadt D, Kuhn H (2008) Capacitated lot-sizing with extansions: a review. 4OR 6:61–83
Quariguasi Frota Neto J, Walther G, Bloemhof J, Van Nunen J, Spengler T (2009) A methodology for assessing eco-efficiency in logistics networks. Eur J Oper Res 193(3):670–682
Retel Helmrich MJ, Jans R, van den Heuvel W, Wagelmans AP (2014) Economic lot-sizing with remanufacturing: complexity and efficient formulations. IIE Trans 46(1):67–86
Richter K, Sombrutzki M (2000) Remanufacturing planning for the reverse wagner/whitin models. Eur J Oper Res 121(2):304–315
Rossi R, Kilic OA, Tarim SA (2015) Piecewise linear approximations for the static-dynamic uncertainty strategy in stochastic lot-sizing. Omega 50:126–140
Rubio S, Chamorro A, Miranda FJ (2008) Characteristics of the research on reverse logistics (1995–2005). Int J Prod Res 46(4):1099–1120
Sahling F (2013) A column-generation approach for a short-term production planning problem in closed-loop supply chains. BuR Bus Res 6(1):55–75
Sahling F (2016) Integration of vendor selection into production and remanufacturing planning subject to emission constraints. Int J Prod Res 1–15. doi:10.1080/00207543.2016.1148276
Saliby E (1990) Descriptive sampling: a better approach to monte carlo simulation. J Oper Res Soc 41(12):1133–1142
Sifaleras A, Konstantaras I, Mladenović N (2015) Variable neighborhood search for the economic lot sizing problem with product returns and recovery. Int J Prod Econ 160:133–143
Tang O, Teunter RH (2006) Economic lot scheduling problem with returns. Prod Oper Manag 15:488–497
Tempelmeier H (2013) Stochastic lot sizing. In: Smith MJ, Tan B (eds) Handbook of Stochastic Models and Analysis of Manufacturing System Operations, chap 10. Springer, New York
Tempelmeier H, Hilger T (2015) Linear programming models for a stochastic dynamic capacitated lot sizing problem. Comput Oper Res 59:119–125
Teunter R, Kaparis K, Tang O (2008) Multi-product economic lot scheduling problem with separate production lines for manufacturing and remanufacturing. Eur J Oper Res 191:241–1253
Teunter RH, Bayindir ZP, Den Heuvel WV (2006) Dynamic lot sizing with product returns and remanufacturing. Int J Prod Res 44(20):4377–4400
Wagner HM, Whitin TM (1958) Dynamic version of the economic lot size model. Manag Sci 5(1):89–96
Zanoni S, Segerstedt A, Tang O, Mazzoldi L (2012) Multi-product economic lot scheduling problem with manufacturing and remanufacturing using a basic period policy. Comput Ind Eng 62(4):1025–1033
Author information
Authors and Affiliations
Corresponding author
Appendix: Description of test instances
Appendix: Description of test instances
At first, for each product k, the average demand \(\overline{d}_k\) is generated randomly by following a uniform distribution in the interval [50, 150]. Based on the given average demand \(\overline{d}_k\), a single series of the expected demand is provided based on a normal distribution. The demand series is given in Table 9. Analogously, three return series for each product k are generated. Three return series are generated randomly analogously to the demand series in which the average return \(\overline{r}_k\) is related to the average demand \(\overline{d}_k\) of product k, according to the assumed mean return rate rr. The return series are given in Tables 10, 11 and 12.
The holding costs hc\(_k\) of the serviceables are assumed to be 0.05 for each product k. The holding costs hc\(^r_k\) of the recoverables are assumed to be lower than the holding costs hc\(_k\) of the serviceables. The production costs pc\(_k\) are 10. For the holding costs hc\(^r_k\) and remanufacturing costs pc\(^r_k\), three scenarios are defined (see Table 4). The processing times pt\(_k\) and the remanufacturing times pt\(^r_k\) are both equal to 1.
For the determination of setup costs sc\(_k\), we use Harris’ formula for the optimal lot size in the case of static demand. Based on the average demand \(\overline{d}_k\) of product k and the respective time between orders (TBO), setup costs \(sc_k\) can be derived as follows:
In the case of the recoverables, the setup costs sc\(^r_k\) for remanufacturing equal the portion of remanufacturing costs in the setup costs sc\(_k\).
The setup times st\(_k\) (and st\(^r_k\)) are assumed to be equal to 20 for all products. To derive the capacity \(c_t\), we assume a setup activity in each period t for all products and allow the production of the average demand \(\overline{d}_k\) to be reduced by the average return \(\overline{r}_k\); this leads to
Additionally, the capacity \(c^r_t\) is defined according to the average return \(\overline{r}_k\) and by allowing a setup activity in each period:
To guarantee a large amount of feasible solutions, the available capacity is then extended with respect to the given utilization Util
The capacity \(c^r_t\) of the remanufacturing system is extended analogously. The overtime costs oc are 10,000.
Rights and permissions
About this article

Cite this article
Hilger, T., Sahling, F. & Tempelmeier, H. Capacitated dynamic production and remanufacturing planning under demand and return uncertainty. OR Spectrum 38, 849–876 (2016). https://doi.org/10.1007/s00291-016-0441-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00291-016-0441-3