
Abstract
In the paper performance of the prototype design of the condensation hood is analysed. Results of some experiments/measurements as well as results of CFD simulations are used to investigate the dependence of quantity called the condensation efficiency on selected working parameters. It was found that both the air inlet temperature and the air mass flow rate have significant impact on the performance of the heat exchanger. However, such changes did not influence the condensation efficiency which stays stable at the level of 100% for quite wide range of parameters changes. The same applies to the relative humidity of the inlet air. The only parameter which causes changes of the condensation efficiency is the steam mass flow rate when it exceeds 2.0 g/s. Nevertheless, operation of the hood with the steam mass flow rate up to \(\approx 3.0\) g/s guarantees that at least 90% of the steam is condensed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The development of the catering and gastronomy sector resulted in many innovations in appliances. One of them is a combi-steamer that allows for steam cooking of a large amount of food at once. One of the outputs of the combi-steamer is a mixture of air and steam containing odours/scents and grease. Odours and steam can negatively affect the work area (people and food) [1]. To prevent this, gases released from the combi-steamer can be directed straight to the chimney. When the chimney is not available, a condensation hood must be used. The condensation hood (CH) is an air-steam heat exchanger, and its main purpose is to condensate steam and keep grease in filters [2]. The design and analysis tools used in the case of a condensation hood are the same as in the case of a typical condenser. There are, however, two major differences. First, in the condensation hood, the air flows inside the device and, at some point, is mixed with the remaining uncondensed steam. Second, steam is not pure, but is a mixture with air and other gases. It also contains odours. This makes the design and analysis of such a device more challenging and therefore the application of computational fluid dynamics (CFD) [3] is highly recommended. Despite the popularity of the condensation hood, no comprehensive analyses were found in the literature.
The unit processes that occur inside the condensation hood, i.e., heat transfer, fluid flow, and condensation, are widely described in the literature, both from a mathematical and numerical point of view: [4,5,6,7,8], the heat transfer in externally-finned pipes with plain circular fins [9,10,11,12,13,14], and also analysis of tube bundle configuration [15,16,17,18,19,20,21,22].
This paper is a continuation of the authors’ previous works on the design and analysis of the condensation hood. The entire project had begun with the development of a mathematical model (based on balance equations) and its validation with the measurements described in [2]. Next, a numerical model of a base design was proposed, validated, and, using CFD analysis, the existing design was improved [23]. Finally, the experience gathered in the earlier works was used to develop a completely new condenser design [24].
The main aim of this work is to provide information on how the selected operating parameters affect the performance of the condensation hood, and particularly how they affect so-called the condensation efficiency of this device. This quantity is particularly important for those who operate condensation hoods and want to know where the boundaries of efficient performance of these devices are. The analysis is based on both, the results of experiments (carried out in the earlier stage of the project) as well as CFD simulations, and starts with a selection of which working parameters have an evident impact on the device performance. Studying the steam flow rate supplied to the hood along with the three parameters of the coolant air, i.e. the coolant air mass flow rate, its temperature, and its relative humidity – these parameters were being altered and investigated numerically – it was found that the flow rate of steam supplied has the highest impact on the condensation efficiency. The dependence of the condensation efficiency on the steam flow rate allowed us to determine what is the maximum steam mass flow rate the device can effectively cope with and what is the unused condensation potential of the hood. This information may be valuable for the future development and optimisation of the hood construction.
2 Condensation hood: operation principle and definition of the condensation efficiency
The condensation hood is designed to work with a combi-steamer. As a consequence, the steam-condensate cycle is shared by both devices, as shown in Fig. 1. Fresh water is supplied to the combi-steamer via a water supply (VI), evaporated in a steam generator (1), and then directed to the working chamber (3), where food preparation and mixing with air takes place. As a result of direct contact with food, the steam-air mixture additionally carries grease, scents, and solid particles. During opening the oven’s door (V) to load/unload or inspect the working chamber (3), the polluted steam-air mixture is released to the environment (2). The condensation hood prevents such situations as the coolant air (I), with the majority of the polluted steam-air mixture, being sucked from the door’s (V) vicinity by a fan (F). The grease and particulate matter are caught in the filters in the condensation hood. The steam is supplied to the CH via the steam inlet (IV), then it is condensed in the heat exchanger (HE), and the condensate (III) is recirculated back to the combi-steamer. Then, the returned condensate is evaporated again in the steam generator (1), resulting in a lower water and energy consumption.

Condensation hood’s operation principle; I - coolant air inlet; II - coolant air outlet; III - recirculated condensate; IV - steam; V - steam released to the environment; VI - water supply; 1 - steam generator; 2 - environment; 3 - working chamber. HE - heat exchanger; F - fan
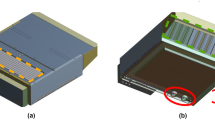
The heart of the condensation hood is a heat exchanger, where the cold air (I) cools the steam, which eventually condenses. The steam produced by the combi-steamer is supplied to the CH through two inlets (IV) located near the bottom wall. The steam then flows into a distribution pipe (1) that is connected in parallel to 5 U-shaped horizontal pipes as shown in Fig. 2a–c. The steam condenses inside these pipes and the condensate (III) flows back to the steam inlets as the entire piping system is slightly inclined toward them (Fig. 2c and d). The outlets of the pipes are connected to a collecting pipe (2) in parallel. For normal operation, the collecting pipe (2) should be filled with air, as all steam should be condensed by now. If the steam flow rate is larger than the maximal condensation capacity, the uncondensed (excessive) steam flows into the collecting pipe (2) and is withdrawn by the fan (F) where it is mixed with the air, pulled through the heat exchanger (inter-pipe space) and finally transported to the environment (II). This design practically means that there is no possibility of crossing the mist region for air-vapour mixture, which is considered by users to be a major flaw in a combi-steamer. Air is sucked from the outside of the condensation hood by the inlet (I) located at the front of the device and through the fan (F) flows directly into the inter-pipe space. There it flows around each of the five U-shaped, externally finned pipes. To extend the flow-path of air, the air channel is divided into two sections separated by a central baffle (4). In the turnover chamber, the flow guides (3) are mounted to obtain a more uniform velocity profile at the entire pipe’s length and flows again perpendicularly to the pipes. Air leaves the condensation hood via the outlet (II) marked in Fig. 2a by a green rectangle located at the top of the device.

Condensation hood - main flow directions: a general view; b top view; c side view; d rear view. 1 - distribution pipe; 2 - collecting pipe; 3 - central baffle; I - coolant air inlet; II - coolant air outlet; III - condensate outlet; IV - steam inlets; F - fan
Five U-shaped pipes, the heat exchanger is equipped with, consist of two straight sections, each one above another. Each section has annular fins along the entire length \(\mathrm {L_{pipe}}\) = 467.66 mm. The fins are evenly spaced at a distance \(\mathrm {L_{fin}}\) = 2.24 mm, height \(\mathrm {h_{fin}}\) = 10.85 mm and thickness \(\mathrm {\delta _{fin}}\) = 0.3 mm. A single finned section is presented in Fig. 3 along with the geometric dimensions highlighted.

Externally finned pipe: \(\mathrm {L_{pipe}}\) - pipe length 467.66 mm; D - external diameter 28 mm; d - internal diameter 25 mm; \(\mathrm {L_{fin}}\) - inter-fin distance 2.24 mm; \(\mathrm {h_{fin}}\) - fin height 10.85 mm; \(\mathrm {\delta _{fin}}\) - fin thickness 0.3 mm
The condensation efficiency is defined as a ratio of an effect of condensation process and an input to this process, which in this case are the condensate and the steam mass flow rates, \(\dot{m}_{cond}\) and \(\dot{m}_{steam}\) respectively.
where \(\dot{m}_{cond}\) is the condensate mass flow rate produced by the hood, kg/s, and \(\dot{m}_{steam}\) denotes the steam mass flow rate entering the hood, kg/s. In further analyses, both quantities are either measured experimentally or determined within CFD simulations.
3 Computational model
The computational domain, as in the previous work [24], is limited to vital elements for the condensation process followed by the heat exchanger presented in Fig. 4. Coolant air is introduced via the inlet (I) as a velocity profile derived from measurements [23]. The air flow path covers 5 U-shaped pipes (5) connected to the distribution pipe (1) and collecting pipe(2). Distribution pipe is connected to the steam inlets (IV), where the mass inlet boundary condition is applied. Central baffle (4) extends the air flow-path up to the flow guides (3), where the coolant air is turned back and directed to the exit (II.1). The air leaves the domain via the outlet (II.2).

Computational domain; I - coolant air inlet; II.1 - flow-path exit; II.2 - coolant air outlet; IV - steam inlet. 1 - distribution pipe; 2 - collecting pipe; 3 - flow guides; 4 - central baffle; 5 - U-shaped pipes; 6 - pipe fins
Condensation and heat transfer processes are described by mass and energy source terms implemented by the UDF as a DEFIE_SOURCE macros, which operate in selected cell zones of the domain. The main assumption of this model is that the condensate is removed from the domain through a mass sink to avoid two-phase flow modelling. As a result, the fluid domain consisted of two components: air and steam. Both components were treated as separate gases coupled by the appropriate source terms. The source terms allowed for modelling of mutual heat transfer between air and steam. This approach consists of four source terms: a mass source term (mass sink) applied inside the pipes (on the steam side (5) in Fig. 4) to emulate steam condensation (fluid removal) - \(\dot{m}_{cond,st}\); and an energy source terms applied in the fin cell zone (6) on the air side \(\dot{Q}_{out,st}\) (being total heat transfer rate transferred from the steam-air mixture in the pipes to the coolant air outside) as well as inside the pipes (5) - \(\dot{Q}_{cond,st}\) (which stands for the condensate’s physical enthalpy being subtracted from the energy equation) and \(\dot{Q}_{air,st}\), which is the physical enthalpy of the air. The fin cell zone (6) stands for a layer of air in the inter-fin space around the pipe, where the heat from the water vapour’s phase change is transferred to the coolant air by pipe fins. Primarily, a porous zone was meant to be applied in the fin cell zone (6), but reliable measurement of a pressure drop induced by the fins (an obstacle to coolant air) was problematic, so it was decided not to implement the porous zone.
The mass sink term \(\dot{m}_{cond,st}\), in \(\mathrm {kg/(s\cdot m^3)}\) represents the amount of steam that is condensed within a given cell.
where \(h_{fg}^*\) is a modified latent heat of vaporisation (accounting for the condensate subcooling) [16], \(\mathrm {J/kg}\), and \(V_{cell}\) denotes volume of the numerical cell, \(\mathrm {m^3}\). The heat transfer rate \(\dot{Q}_{steam}\) represents the steam enthalpy, W.
Along with \(\dot{m}_{cond,st}\), an appropriate energy source term \(\dot{Q}_{cond,st}\), in \(\mathrm {W/m^3}\), should be introduced into the energy equation. This source term represents the physical enthalpy of the condensate, which is removed from the computational domain.
where \(C_{p,l}\) denotes the specific heat of the condensate at the average film temperature, \(\mathrm {J/(kg \cdot K)}\), T is the fluid temperature in a cell, K, and \(T_{Ref}\) is a reference temperature, K.
In the pipe, the air also may be present and it can participate in a heat transfer with the coolant air. Hence, another source term, \(\dot{Q}_{air,st}\) in \(\mathrm {W/m^3}\), must be determined to capture air-to-air heat transfer. This term is applied on the steam side.
where \(\dot{Q}_{air}\) stands for excessive energy carried by the air, W.
The heat source \(\dot{Q}_{out,st}\), in \(\mathrm {W/m^3}\), represents the heat transfer rate from the whole steam-air mixture in the pipe to the air in the fin cell zone, to where it is applied.
where \(V_{cell}\) denotes the volume of the cell, to which the source term is applied.
Both source terms \(\dot{Q}_{steam}\) and \(\dot{Q}_{air}\) are calculated using the following equation
where \(\dot{Q}_{component}\) stands for the heat rate of the component (i.e., steam or air), W, while \(u_{component}\) is a component mass fraction, provided by the Fluent and the \(\dot{Q}_{max,component}\) denotes for maximum heat transfer rate of a single pipe computed as follows
where \(T_{mixture}\) stands for the average temperature of the mixture in the considered pipe section (calculated by UDF), K, \(T_{air,out}\) is an average temperature of the air in the fin cell zone of this pipe section (calculated by the UDF), K, \(R_{component}\) is the overall thermal resistance of the mixture component \(R_{air}\) and \(R_{steam}\), \(\mathrm {(m \cdot K)/W}\), and \(L_{pipe}\) is a length of the pipe section, m.
Thermal resistances are calculated according to the heat transfer handbooks [16]
where \(R_{steam}\) and \(R_{air}\) are overall thermal resistances of the mixture components, \(\mathrm {(m\cdot K)/W}\), and \(k_{pipe}\) denotes thermal conductivity of the pipe material, \(\mathrm {W/(m\cdot K)}\). These resistances determine the maximum heat fluxes across the pipe wall for steam and air, respectively. Correction factor \(\varepsilon _h\) had to be calculated for the external heat transfer coefficient \(h_{air,out}\) to take into account the fins including parameters such as: number of fins, fin thickness, fin efficiency estimated at 0.95, and fin length. The internal heat transfer coefficients of air inside the pipe \(h_{air,in}\) and steam condensation \(h_{cond}\) (inside the pipe) along with the external heat transfer coefficient \(h_{air,out}\) are derived from the well-known expressions (addressing heat transfer within tube bundles) in the literature for Reynolds and Nusselt dimensionless numbers, which can be found in [16] and in previous work of the authors [23].
A detailed description of the model can be found in [23]. The model’s set-up was straightforward. The computations were in steady-state with gravity, k-\(\varepsilon\) turbulence model with a standard wall function (the Y+ values are at 60-280) was used to solve the continuity equation. A pressure-velocity coupling is done via SIMPLE scheme, PRESTO! is used for pressure discretization, and second-order upwind was set for mommentum, turbulence, species, and energy discretization. The species transport model was enabled due to the implemented condensation and condensate removal UDF that allows to simulate a single-phase flow with a phase change. Detailed information on model set-up can be found in [24]. The numerical mesh used in this work was subject of the mesh sensitivity study and is presented in Fig. 5. Finally it consists of 1.2 million mainly hexahedral elements with several regions of tetrahedral elements visible in the figure. The approximate size of an element is 5 mm. The meshing was done using the sweep method.

Numerical mesh in detail. View on the distributing pipe, U-pipe, and fin cell zone, where the source terms are applied
4 Results and discussion
Analysing the impact of the operating parameters onto the condensation efficiency of the hood the following two experimental cases are defined. The first one is a typical operating point characterised by the following parameters:
-
The coolant air inlet temperature is 24.5 °C.
-
The relative humidity of this air is 37.1%.
-
The coolant air mass flow rate is 0.194 kg/s.
-
The steam mass flow rate is equal to 1.4 g/s.
This experimental point is named here case A and it is used for preliminary validation of the developed CFD model. As such, input data of this point are the same as the input data of the reference case A used in numerical simulations showing how particular parameters affect the condensation efficiency.
The second experimental case is case B characterised by much higher steam mass flow rate (significantly exceeding nominal operating conditions) and higher inlet air temperature, i.e.:
-
The coolant air inlet temperature is 31.4 °C.
-
The relative humidity of this air is 28.8%.
-
The coolant air mass flow rate is 0.185 kg/s.
-
The steam mass flow rate is equal to 5.55 g/s.
Comparison of these two analysed measurements (A and B) with the results of CFD simulations is presented in Table 1). The table contains input data for the model boundary conditions: steam and air mass flow rates \(\dot{m}_{steam}\) and \(\dot{m}_{a,in}\), respectively, followed by air temperature \(t_{in}\) and relative humidity \(\varphi _{in}\) at the inlet (subscript in). The validation output parameters are denoted by the subscript out. The determined values of condensation efficiency \(\eta _{cond}\) are also listed.
The coolant air mass flow rate at the inlet was measured using Dwyer 160-36’ Pitot tubes with Dwyer Magnesense II Differential Pressure Transmitter (0...20 m/s ±1% up to 50Pa) mounted in a dedicated measurement channel. Temperature and relative humidity were measured using Omniport 30 Logprobe 16 - temperature (-20...70 °C ±0.5 °C), pressure (900...1100 hPa ±0.5 hPa), relative humidity (0...100% ±2% for 0...90% and ±3% for 90...100%). At the outlet of the condensation hood, another channel was mounted to equalise the velocity profile and improve measurements’ quality. The coolant air parameters at the outlet were measured using Delta Ohm HD29371TC.../HD29V371TC - velocity (0.05...20 m/s ±0.7 m/s +3% of the value), temperature (-10...60 °C ±0.3 °C), relative humidity (0...100% ±1.5% for 10...90% and ±2% for the remaining range). Furthermore, the measurement of air mass flow rate was carried out using Dwyer 167-12’ Pitot tubes with Dwyer Magnesense II Differential Pressure Transmitter - velocity (0...20 m/s ±1% up to 50Pa) by traversing the duct according to log-Chebyshev method described in [25]. A detailed description of the measurement methodology can be found in [2].
Analysis of the output of the mathematical model presented in Table 1 shows that the air output parameters are also well predicted. For both cases, the temperature difference is less than 1K while the relative humidity difference is less than 1%. It should also be noted that for less demanding case A, the condensation efficiency is equal to 100%, which means that whole steam is condensed. When the mass flow of steam increased to quite high value equal to 5.55 g/s, the condensation efficiency of the condensation hood was reduced to 66% but it is still calculated with good accuracy. This means that either there is not enough heat exchange surface in the heat exchanger or the steam might be not evenly distributed among the pipes. In order to investigate this problem further seven numerical test cases were defined and analysed. Their parameters are generally reduced and increased parameters of reference case A:
-
Cases A1 and A2 - reduced and increased the coolant air temperature to 20.0 °C and 30 °C, respectively.
-
Cases A3 and A4 - reduced and increased the coolant air mass flow rate to 75% and 125% of the reference value, respectively.
-
Cases A5 and A6 - reduced and increased the steam mass flow rate to 1.0 g/s and 2.0 g/s, respectively.
-
Case B1 - increased the steam mass flow rate to 10 g/s from 5.55 g/s (which represents steam mass flow rate in fairly demanding conditions, while in typical conditions it is between 0.2–1.6 g/s [2]).
In each numerical simulation only one parameter specified in particular cases listed above is changed, i.e. reduced or increased. All remaining parameters are identical to the parameters of reference case A.
Obtained CFD results of these cases, in the form of distributions of temperature, velocity, and H\(_2\)O mass fractions are presented on two horizontal cross-sections: H1 crosses lower pipes together with distribution pipe while H2 crosses higher pipes together collecting pipe. Both planes are highlighted in Fig. 6.

Computational domain - horizontal cross sections H1 and H2 used for the results’ presentation. H1 - plane is crossing lower pipes and distribution pipe; H2 - plane goes through the upper pipes and collecting pipe
In those figures only those test cases that are more demanding for the condensation hood (in terms of the condensation efficiency) are compared to the reference case A. Namely, results for the case A2 in which temperature of the coolant air is increased, results for the case A3 in which mass flow rate of the coolant air is reduced, and results for the case B1 in which steam mass flow rate is substantially increased, are presented and compared to results of reference case A.
In addition, obtained CFD results are shown in the form of tables showing dependence of the condensation efficiency on the temperature of coolant air \(t_{in}\), coolant air mass flow rate \(\dot{m}_{a,in}\) and steam mass flow rate \(\dot{m}_{steam}\), respectively.
In Fig. 7 temperature fields of two cases in H1 plane are shown: reference case A and case A2, in which coolant air temperature \(t_{in}\) was increased from 24.5 °C (case A) to 30.0 °C. Smaller temperature difference between the coolant medium and the steam is more demanding in terms of heat transfer. This test also imitates slow process of heating of the cooking cabinet, where the combi steamer most likely would be located. Such device is turned on from the early morning hours up until late evening, when a restaurant is closed. During this time, temperature inside kitchen typically will increase. Hence, 30 °C is assumed as approximate temperature in the cooking cabinet at the end of a work day. Temperature distribution in case A2 changed noticeably: the air temperature in the inter-pipe space is fairly uniform and amounts to 39.6-47.1 °C, while in the reference case A in the downstream the flow guides it is 32.0–39.6 °C. Temperature distribution inside the pipes also changed as well: in case A2 steam propagated further inside second pipe, almost reaching its U-end (as heat transfer potential decreased due to higher coolant air temperature). In case A steam barely reached the central baffle.

Temperature distribution - H1 cross section. Reference case A - inlet air temperature 24.5 °C; Case A2 - inlet air temperature increased to 30.0 °C
Results of a detailed analysis of outlet quantities in terms of \(t_{in}\) (\(t_{in}\) was the only changed parameter) are shown in Table 2. As one can see, condensate flow rate \(\dot{m}_{cond}\) equals to 1.4 g/s for all CFD cases, which is exactly the same as a total steam supplied (1.4 g/s) to the hood. This also means that the condensation efficiency \(\eta _{cond} = 100\%\) and the condensation efficiency is insensitive to the inlet air temperature within fairly wide range of \(t_{in}\) changes.
Second comparison concerns process of condensation hood’s clogging with grease, dust, and other particulate matter, which tends to agglomerate and settle on the frontal filters and on outer side of the pipes - potentially in spaces between the fins and on the fins as well. This is manifested as flow resistance increase on the coolant side and results in loss of fan performance. As a consequence, condensation capacity of the whole device may decrease. Such situation is presented in Fig. 8, where reference case A and case A3 are compared. The coolant air mass flow rate in case A3 stands for 75% of reference flow rate in the reference case A. As it can be noticed, maximal air velocity in both cases is located between the flow guides: 18.2–20.2 m/s in reference case A and 14.1–16.2 m/s in case A3. In the inter-pipe space the velocities differ also, but to a lesser extent: up to 6.1 m/s in A and up to 4.0 m/s in A3. In both cases, steam velocity in the pipes is \(\le\) 2 m/s. While both velocity profiles are similar, temperature profiles look noticeably different. In case A3 temperature of the coolant ranges from 39.6 °C to 54.7 °C and is more uniform throughout the cross section than in the reference case A. Temperature distribution inside the pipes is also different, but similar to case A2: one pipe is completely filled with the steam, next one is almost completely filled, while the remaining three pipes are filled to the central baffle. Hence, it can be concluded that the coolant mass flow rate reduction has similar effect on the temperature field as increase of coolant air temperature.

Velocity and temperature profiles - H1 cross section. Reference case A - the air flow rate; Case A3 - the air flow rate reduced by 25%
Impact of the coolant air mass flow rate on the condensation efficiency is shown in Table 3. Similarly to the previous simulations, condensate flow rate \(\dot{m}_{cond}\) equals exactly to the total steam supplied (1.4 g/s). Hence, the condensation efficiency \(\eta _{cond}\) remains at the level of 100% and is insensitive to the air mass flow rate within fairly wide range of changes.
Results of similar simulations revealed that also inlet air humidity completely does not influence the condensation efficiency and thus was not analyzed any further.
In the next test, temperature and H\(_2\)O mass fraction distribution in planes H1 and H2 was investigated for reference case A in which the steam mass flow rate is equal to 1.4 g/s and for extremely high steam load of 10 g/s (case B1). Both cases are compared in Figs. 9 and 10. In terms of temperature field, case B1 differs drastically - all the pipes are completely filled with the steam, which is indicated by a temperature ranging from 92.5 °C to 100 °C. What is more, the pipes are full of steam in both cross-sections: H1 and H2, whereas in the reference case A only one pipe in H2 plane contains some amount of the steam up to the central baffle, approximately. In the rest of the pipes the temperature does not exceed 39.6 °C.

Temperature distribution - H1 and H2 cross sections. Reference case A - the steam flow rate of 1.4 g/s; Case B1 - the steam flow rate increased to 10 g/s
Distribution of H\(_2\)O mass fraction across planes H1 and H2 presented in Fig. 10 confirms that, in case B1 all pipes are completely filled with the steam due to highly increased steam supply, while in case A, H\(_2\)O mass fraction gradually diminishes along the pipes down to \(\le\)0.1. It should be noticed, that steam distribution in the pipes is in this case A significantly non-uniform, in contrast to case B1, where the steam supply is high enough to fill all the available space inside the pipes.

H\(_2\)O distribution - H1 and H2 cross sections. Reference case A - the steam flow rate of 1.4 g/s; Case B1 - the steam flow rate increased to 10 g/s
Influence of the steam flow rate \(\dot{m}_{steam}\) on the condensation efficiency is demonstrated in Table 4 where this flow rate was adjusted to 1.0 g/s and 2.0 g/s in test cases A5 and A6, respectively. In both cases, numerical model (CFD) still predicted the complete steam condensation (\(\dot{m}_{cond} = 100\%\)). Situation changed radically in case B1 for which the steam flow rate \(\dot{m}_{steam}\) increased to 10.0 g/s. Similarly to case B, hood is not able to condense the whole steam and the condensation efficiency dropped down to 36.6% only.
Combining results of all numerical simulations carried out in this work, a plot can be proposed demonstrating the dependence of the steam mass flow rate on the condensation efficiency as shown in Fig. 11. In this figure, two black crosses represent two performed experiments and related measurements, while the red circles refer to the results of the CFD simulations. Reference case A is marked by a red triangle. Vertical dashed lines in this figure show the operation range of the combi-steamer in which the most common operating parameters are located [2]. The horizontal dashed line indicates acceptable level of the condensation efficiency. It also intersects a vertical dotted line, which stands for projected maximal steam mass flow rate the condensation hood could cope with while maintaining condensation efficiency at 90%. This value is estimated as \(\approx\) 3 g/s and one can conclude that the projected steam mass flow rate has substantial reserve of the condensation capacity, especially when compared with the highest possible output of the combi-steamer (\(\le\) 2 g/s).

Dependence of the steam mass flow rate on the condensation efficiency
5 Summary and conclusions
In the paper results of some experiments and measurements as well as results of CFD simulations performed for the condensation hood are presented and discussed. Initially CFD model was validated against data of two measurements. Investigation is focused on dependence of quantity called the condensation efficiency on selected working parameters.
Measurements and numerical simulations showed that both the air inlet temperature and the air mass flow rate have significant impact on the performance of the heat exchanger. Increase of the air inlet temperature and decrease of the air mass flow rate caused increase of the air output air temperature. However, such changes did not influenced the condensation efficiency - it stays at the same level 100% for quite wide range of parameters changes. The same applies to the relative humidity of the inlet air. Its increase even to the saturation state air does not change the condensation efficiency. This is a very good information for the manufacturer and users of such a device as any possible deterioration of the working conditions will not cause the uncondensed steam to be released to the indoor (kitchen) environment.
Results obtained in the framework of this work allowed to derive plot which gives some hints where is the region of acceptable operation (\(\eta _{cond} \ge 90\%)\) of the condensation hood. Indicated also the region of its the most effective performance.
References
Henny Penny Corp (2007) Combi cooking
Tokarski M, Ryfa A, Buliński P, Rojczyk M, Ziarko K, Nowak AJ (2020) Mathematical model and measurements of a combi-steamer condensation hood. Archives of Thermodynamics 41(1):125–149
Rapp BE (2017) Chapter 29 - Computational Fluid Dynamics. Elsevier, Oxford
Bian H, Sun Z, Cheng X, Zhang N, Meng Z, Ding M (2018) CFD evaluations on bundle effects for steam condensation in the presence of air under natural convection conditions. Int Commun Heat Mass Transfer 98:200–208
Dehbi A, Janasz F, Bell B (2013) Prediction of steam condensation in the presence of noncondensable gases using a CFD-based approach. Nucl Eng Des 258:199–210
Dong X, Chen W, Cheng Q, Liu Yi, Dai H (2021) Numerical analysis of thermal-hydraulic characteristics of steam-air condensation in vertical sinusoidal corrugated tubes. Int J Heat Mass Transf 164
Vyskocil L, Schmid J, Macek J (2014) CFD simulation of air-steam flow with condensation. Nucl Eng Des 279:147–157
Wang X, Chang H, Corradini M (2016) A CFD study of wave influence on film steam condensation in the presence of non-condensable gas. Nucl Eng Des 305:303–313
Nadooshan AA, Kalbasi R, Afrand M (2018) Perforated fins effect on the heat transfer rate from a circular tube by using wind tunnel: An experimental view. Heat and Mass Transfer/Waerme- und Stoffuebertragung 54(10):3047–3057
Bang YM, Park SR, Cho CP, Cho M, Park S (2020) Thermal and flow characteristics of a cylindrical superheater with circular fins. Appl Therm Eng 181
Dorao CA, Fernandino M (2018) Simple and general correlation for heat transfer during flow condensation inside plain pipes. Int J Heat Mass Transf 122:290–305
Hirbodi K, Yaghoubi M (2016) Flow structure of natural dehumidification over a horizontal finned-tube. Heat and Mass Transfer/Waerme- und Stoffuebertragung 52(8):1455–1468
Liu P, Kandasamy R, Ho JY, Wong TN (2020) An experimental investigation on the effects of air on filmwise condensation of PF-5060 dielectric fluid on plain and finned tube bundles. Int J Heat Mass Transf 162
Senthilkumar P, RajeshBabu S, Koodalingam B, Dharmaprabhakaran T (2019) Design and thermal analysis on circular fin. In: Materials Today: Proceedings, vol 33. Elsevier Ltd, pp 2901–2906
Bhuiyan AA, Sadrul Islam AKM (2016) Thermal and hydraulic performance of finned-tube heat exchangers under different flow ranges: a review on modeling and experiment
Çengel YA (2007) Heat Transfer: a practical approach, 3rd edn. McGraw-Hill Series in Mechanical Engineering, Boston [etc.]
He S, Zhou X, Li F, Huijun Wu, Chen Q, Lan Z (2019) Heat and mass transfer performance of wet air flowing around circular and elliptic tube in plate fin heat exchangers for air cooling. Heat and Mass Transfer/Waerme- und Stoffuebertragung 55(12):3661–3673
Karl Lindqvist and Erling Næss (2018) A validated CFD model of plain and serrated fin-tube bundles. Appl Therm Eng 143:72–79
Mon MS, Gross U (2004) Numerical study of fin-spacing effects in annular-finned tube heat exchangers. Int J Heat Mass Transf 47(8–9):1953–1964
Pongsoi P, Pikulkajorn S, Wang CC, Wongwises S (2012) Effect of number of tube rows on the air-side performance of crimped spiral fin-and-tube heat exchanger with a multipass parallel and counter cross-flow configuration. Int J Heat Mass Transf 55(4):1403–1411
Unger S, Krepper E, Beyer M, Hampel U (2020) Numerical optimization of a finned tube bundle heat exchanger arrangement for passive spent fuel pool cooling to ambient air. Nucl Eng Des 361
Zhang D, Jiangtao Yu, Wenxi Tian GHSu, Qiu S (2019) Heat transfer characteristics in super-low finned-tube bundles of moisture separator reheaters. Nucl Eng Des 341:368–376
Tokarski M, Ryfa A, Bulinski P, Rojczyk M, Ziarko K, Ostrowski Z, Nowak AJ (2021) Experimental analysis and development of an in-house CFD condensation hood model. Heat Mass Transf
Tokarski M, Ryfa A, Buliński P, Rojczyk M, Ziarko K, Ostrowski Z, Nowak AJ (2021) Development of a Condensation Model and a New Design of a Condensation Hood-Numerical and Experimental Study. Energies 14(5):1344
Refrigerating American Society of Heating and Air-Conditioning Engineers (2001) 2001 ASHRAE Handbook - Fundamentals, S.I. ed. edn. ASHRAE, Atlanta GA
Funding
The work of MT was supported by the Ministry of Science and Higher Education, Poland [grant AGH UST no 16.16.210.476] and NAWA Polish Returns no. 12.12.210.05020 (PPN/PPO/ 2019/1/00023/U/0001).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ryfa, A., Tokarski, M., Ostrowski, Z. et al. Influence of working conditions on the condensation efficiency of the prototype condensation hood. Heat Mass Transfer (2022). https://doi.org/10.1007/s00231-022-03304-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00231-022-03304-0