
Abstract
Comprehending the laser ablation mechanism is fundamental in determining how diverse laser parameters affect the quality of the ablation process. A finite difference model was developed in this study to investigate the ablation depth and temperature distribution in picosecond ablation process. The investigation involved conducting single-point laser experiments on bronze material using an ultrashort pulse laser with a pulse duration of 12 ps. The experiments were carried out with varying numbers of pulses, ranging from 1 to 80 pulses. The calculated depths of ablations were compared with experimental results. The variation of the ablation mechanism on the workpiece's surface during laser radiation was also investigated. The model established the laser-material interaction mechanisms under different incident pulses. The ionization temperature and ablated material temperature during laser processing are also determined. The results show that for the number of pulses higher than 10, the laser-material interaction changes from Multi-Photon Ionization to ablation, while in lower numbers, there are no effects of thermal damages adjacent to the laser points. The relationship between variations in the ablation depth and changes in the incidence angle was also investigated. As the incidence angle increases, the removal mechanism changes from MPI to the thermal.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
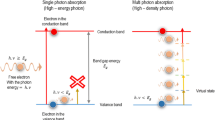
Ultrashort-pulse laser ablation is ideal for applications requiring intricate details and minimal thermal damage. In laser ablation, several parameters dictate the process's efficiency. Understanding the effect of these parameters is essential for balancing precision, material removal rate, and the quality of the machined surface. In laser ablation, damage initiation, depends on the pulse energy, whereas the onset of material removal is notably affected by the pulse duration [1,2,3]. In ultrashort pulse laser ablation, the traditional Fourier equation for material heating does not apply. Nevertheless, the surface temperature increases as the irradiation time and laser power density increase, reaching a peak value known as Tmax. This maximum temperature might surpass a phase transformation threshold within the pulse duration, tpulse [4]. A fraction of the laser's energy reaches the surface within the thermal relaxation time, concentrating within a thin layer of material without significant thermal diffusion, leading to electron excitation and subsequent electron heating [5]. A single pulse's energy, emitted in less than 10 picoseconds, results in material breakdown across a thin surface layer, causing atom ionization and typically transforming the material into an absorbing plasma state [6]. Ren et al. [7] used the electron heating model to simulate the impact of an ultrafast pulse on the ablation of a gold layer. Laser energy initially heats free electrons, reaching a peak temperature of 40000 K in about 100 femtoseconds, while the lattice temperature takes over 5 ps to increase. This results in lattice temperatures exceeding typical melting and boiling points, causing surface melting and subsequent evaporation. By 20 ps, the liquid gold reached 3880 K (above the nominal boiling point of 3127 K), and the solid part rose to 3840 K (surpassing the nominal melting point of 1336 K). Chen et al. [8] investigated the electron warming model's applicability for a gold foil. They observed a significant surface temperature increase up to 8000 K within one ps, sufficient for material sublimation without melting. The rapid rise in electron temperature within 0.3 ps after laser exposure resulted in the rapid acceleration of free electrons, surpassing the speed of sound and instigating a repulsion pressure among electrons reaching 1.24 GPa at a depth of 0.3 µm. This electron-induced pressure, coupled with material thermal expansion, resulted in the destruction of the workpiece. In ultrashort pulse Laser ablation, the laser power intensity (IL) differs from 108 to 1014 W/cm2, significantly impacting the dominant Multi-Photon Ionization (MPI) mechanism responsible for material removal [9]. The MPI leads to the generation of conduction electrons that absorb the laser energy while the lattice remains relatively cold. Consequently, describing heat conduction requires two separate heat flow equations—one for the electrons and another for the lattice—to account for their distinct thermal behaviors [10].
However, research in ultrashort pulse laser ablation of complex geometries faces several gaps, particularly regarding scenarios where the laser beam strikes surfaces at arbitrary angles. While laser parameters primarily control ablation when the beam hits perpendicularly, varying the angle changes the irradiated area and affects the applied laser fluence. [11, 12]. For instance, as an oblique laser processing, the conditioning of grinding wheels with various shapes [13,14,15,16,17,18,19], complicates maintaining a consistent angle between the laser and the surface. This deviation alters the ablation zone's shape and intensity distribution, potentially leading to increased melting rather than ablation. Understanding oblique irradiation is thus essential due to its significant impact on the conditioning process. A study on an aluminum sample revealed that varying the incident angle impacts the plume shielding state [20]. Changing the incidence angle directly impacts the impulse coupling coefficient, subsequently affecting plasma shielding. Specifically, an increase in incident angle results in a reduced impulse coupling coefficient and, as a result, diminishes plasma shielding [20]. Y. Miyasaka et al. [21] examined the correlation between ablation depth and incidence angle for both s and p-polarizations. In both cases, the rise in laser fluence at varying incidence angles corresponds to the ablation depth. However, for the s-polarization, unlike the p-polarization, an increase in incidence angle leads to shallower penetration depths. Similarly, in the s-polarization, there is also an increase in reflectivity with higher incidence angles. D. S. George et al. [22] conducted an investigation involving single laser pulses and varying incidence angles on a surface. The findings revealed that, under certain conditions, the ablation depth along the beam direction remains consistent regardless of the incidence angle. In a statistical optimization of processing parameters for the three-dimensional laser ablation, X. Wang et al. [23] illustrated that an increase in the incidence angle results in reduced ablation depths.
The literature lacks information on the bronze ablation when targeted by an ultrashort pulse laser at an oblique angle. Therefore, a fundamental investigation is needed to understand this process. This study aims to simulate ps single-point laser ablation of bronze using the Two-Temperature model, examining temperatures and laser-material interaction. A key focus is validating simulation results against experimental ablation depths. The simulation accounts for heat conduction in electrons and lattice. Results reveal that higher incidence angles reduce ionization temperature and ablation depths, with nearly half of depth due to material ionization and the rest to sublimation. A series of single-point ablation experiments were performed with four different incidence angles (0°, 30°, 50° and 60°) in a constant laser fluence (0.54 J/mm2) for a 12 ps pulse duration. The results indicate that the number of pulses directly influences the ablation depth. As the incidence angle increases, the ablation depth decreases. However, to evaluate the ablation process, the quality of ablation is also considered. The ablation quality decreases as the incidence angle increases to 60°, leading to smaller ablations and more significant thermal damages at this angle.
2 Experimental set-up
The laser employed was a Carbide-Model (CB3-40–0200-10-HB) solid-medium type from Light Conversion Company – Lithuania, with an irradiance wavelength of 1064nm. The laser quality control exhibited a nearly Gaussian intensity profile (M2 < 1.2), and the beam spot size (2w0) was 22 µm. This laser emits a picosecond pulse with a duration of 12 ps and a maximum average power of 40W. A fixed filtration frequency of 5 kHz (called here picking frequency (fP)) was specially selected for the single-point experiments, and the irradiation time (t) was accordingly adjusted to achieve the desired number of pulses (N.P). By adjusting the picking frequency, it is possible to limit the passage of the particular number of pulses coming from the laser generator. The nominal frequency (fn) is equal to 200 kHz for the used laser generator. It is necessary to highlight that adjusting the picking frequency does not influence the pulse energy; it only changes the number of pulses targeting the workpiece surface. The laser was integrated into a 5-axis machine (+ GF + LP400U) (Fig. 1-a), equipped with a pivoting axis as shown in Fig. 1-b. This configuration allows irradiation at varying incidence angles (Fig. 1-c). As depicted in Fig. 1-c, the laser spot is initially positioned above the workpiece at the nominal focus distance (F.D). Subsequently, when the workpiece is inclined at an angle α to achieve the intended incidence angle, the focused beam is correspondingly adjusted downward to maintain the nominal focal distance. The scanner is equipped with a F-theta lens of 100 mm. The focus distance after calibration was kept in focus. The used material is a bronze disc (Ø40 × 12 mm) from CuSn12 (Cu: 85–88%_ Sn: 11–13%_ Ni: to 2%_ Pb: to 0.7%_ P: to 0.6%) which was polished prior to the laser machining with a surface roughness Ra < 20 nm. A confocal microscopy (NanoFocus Mobile µsurf) (Fig. 1-d) was employed for visualizing and measuring ablation depth (Fig. 1 -e &f). Light microscopy (Keyence VHX-5000) was utilized to assess the upper surface of the ablated craters. Ablation depth was precisely measured by the confocal microscope after every ten scanning passes. All the experiments were conducted three times. The average value for each crater depth was recorded for further discussion. Overall, all measurements exhibited significantly low deviation, indicating a high level of repeatability in the process (Fig. 2).

(a) Experimental set-up, (b) Illustration of incidence angle and (c) confocal measurement (d) sample under confocal microscopy (e) a 3-D example of laser crater (f) an example of depth measurement

\({G}_{space}\) as a function of the distance from the centre of the laser beam
3 Theoretical background
The development of the simulation is based on the 2D analysis of the ablated crater to calculate the ablation depth and the workpiece temperature in single-point ablation. In this regard, the laser power intensity \({I}_{L}\), which is delivered to the surface, is computed based on the following equation [24]:
- IL:
-
laser power intensity [W/cm 2]
- Ipk:
-
Maximum laser power intensity [W/cm 2]
- Gspace:
-
Gaussian function for spatial laser beam shape
- Gtime:
-
Gaussian function for temporal laser beam shape
- Gmod:
-
Gaussian function for beam motion
The laser power intensity varies over the whole laser radius and during each pulse time. In this context, the Gaussian distribution model is applied to define the laser power intensity in time and space with functions \({G}_{space}\) (Gaussian function for the spatial laser beam shape) and \({G}_{time}\) (Gaussian function for the temporal laser beam shape), respectively.
Additionally, the movement of the laser beam does not need to be accounted for, denoted by Gmod (representing the Gaussian function for the beam motion), since the process is stationary. Consequently, Eq. (1) is redefined without the Gmod function for an individual pulse. The energy of a pulse, Ep, can be derived from the Gaussian factors presented in Eq. (1).
- El-pilse:
-
Pulse energy [J]
- ro:
-
The radius of the laser beam [cm]
- tp:
-
Pulse time [s]
- Ipk:
-
Maximum pulse intensity [W/cm2]
- r:
-
Radial component of the position vector [cm]
- θ:
-
Angular component of the position vector [rad]
Where r0 and \({t}_{p}\) are respectively beam radius and laser pulse time.
The term Gspace represents the Gaussian distribution, formulated as a function dependent on the laser beam radius \({r}_{0}\) and the distance from the laser beam centre, \(r\) [25]:
Figure 3 depicts the changes in the Gaussian distribution obtained from Eq. (3) as the distance from the beam's center increases. As shown in Fig. 2, the Gaussian function Gspace, representing the spatial laser beam shape, ranges from 0 to 1, rising as approaching the beam's center, indicating an elevation in laser power intensity. In Fig. 3, the Gspace value attains 10% of the maximum value at the periphery of the laser beam. Consequently, in Eq. (3), the laser power intensity at the edge of the beam corresponds to 10% of the intensity observed at the centre of the laser spot.

Gaussian function for temporal laser beam shape, \({G}_{time}\), as a function of laser radiation time, t
As the current study employs pulsed irradiation, the temporal variation in the laser beam energy is determined by the Gtime, and the Gspace. According to Paschotta [26], the laser's temporal intensity reaches its maximum at t = tmax. The Gtime defines how the pulse energy is delivered to the workpiece at different laser radiation times, t, concerning tmax and the pulse duration, tp.
The pulse duration was determined using the Full-Width Half-Maximum (FWHM) distribution, representing the width of the laser radiation with Gaussian values exceeding 50% of the maximum intensity. Consequently, the Gtime ranges from 0.5 to one over the pulse duration, causing a fluctuation in the laser power intensity, IL, of up to 50%.
By solving Eq. (2), it is possible to ascertain the maximum laser power intensity, \({I}_{pk}\), which is approximately 2.5 times the average laser power intensity, \({I}_{L-avg}\). The maximum laser power intensity, \({I}_{pk}\), at the laser centre point is reachable at \(t\)= 0.5 \({t}_{p}\).
The incidence angle (I.A) of the laser beam influences the radiation area, causing fluctuations in the laser power intensity. As the laser ablation progresses deeper, not only does the V-shape of the laser crater vary, but also, the angle of the laser beam on the surface increases (refer to Fig. 4).

(a) Variation of the ablated geometry as the depth increases. (b) The incidence angle,\(I.A\)
Therefore, unlike the beginning of laser radiation, the laser beam no longer maintains a perpendicular alignment with the ablated surface throughout the process. The adjustment in the laser incidence angle is accounted for by a coefficient, CI.A, derived from the geometry of the ablated crater. This coefficient is mathematically computed as detailed in the ongoing study.
- CI.A:
-
Coefficient of I.A
- AO:
-
Initial I.A in ae-L = 0 µm [ rad]
- ae-L:
-
Depth of the laser crater [µm]
- wL:
-
Width of laser crater [µm]
Eventually, the laser power intensity, IL, relative to the incident angle at each time increment, can be determined using the Eq. 6:
Following the computation of the laser power intensity, the quantity of volumetric energy absorbed by the surface is determined using Eq. (7) [9]:
- Eabs:
-
Volumetric absorbed laser energy by the material [J/ cm3]
- R:
-
Reflection coefficient
- L:
-
Maximum depth of laser diffusion [cm]
- Z:
-
Subsurface depth through the material [cm]
Fresnel's refraction formulas are employed to calculate the reflected coefficient, denoted as R, at the surface of the sample [27]. The quantity of reflected energy is contingent upon several factors, including the frequency of the incident energy, the incidence angle, the surface characteristics of the sample, and the material properties. The density of the lattice dislocation, the free electron temperature, and the free electron density increase with an enhancement of temperature. Hence, the absorption coefficient grows with a temperature elevation. The \(\alpha\) is related to \(T\) by an exponential function,\(\alpha = {\alpha }_{0} exp (T/{T}_{0})\). Here, \({T}_{0}\) changes with the wavelength [9, 28]. As the temperature increases, the density of the lattice dislocation, the free electron temperature, and the free electron density also increase. Consequently, the absorption coefficient experiences an increase due to this temperature enhancement. The relationship between the absorption coefficient (α) and temperature (T) is governed by an exponential function given by α = α0 × exp(T/T0), where α0 represents a constant. Clearly, the parameter T0 varies concerning the wavelength [5,6,7].
Moreover, the evaporation and heterogeneous melting of the target result in the creation of a plasma plume and molten droplets. These phenomena contribute to the reduction in the intensity of the radiated energy [29]. Furthermore, the values of the reflection coefficient, R, depend on various factors such as material properties, laser wavelength, and surface quality. Additionally, the maximum depth of laser diffusion, (L), is subject to alterations based on these factors.
Within a single pulse, since the temperature locally changes within 10 ps, the reactions, which directly depend on the diffusion of atoms, such as phase transformation or chemical oxidation, do not occur. However, during the ablation with several incident pulses, the chemical oxidation affects the reflectivity, melting and plasma formation.
The absorbed energy is initially directed towards heating free electrons, leading to the generation of photons. An atom undergoes ionization if a photon colliding with the atom possesses adequate energy to excite a valence electron to the conduction energy level. The energy (Ephoton) carried by a photon can be computed using the following expression:
- Ephotom:
-
Photon energy [J]
- h:
-
Planck constant (6.626 x 10 -34 Js)
- λ:
-
Laser wavelength [m]
- c:
-
Speed of light [m/s]
As expressed in Eq. (8), the photon energy exhibits an inverse relationship with the laser wavelength. This implies that atomic ionization occurs when the laser wavelength (λ), is shorter than a specific threshold value. Nevertheless, in cases where the photon density reaches a high level, atomic ionization resulting from MPI can occur even when the laser wavelength exceeds the threshold value. Upon activation of the MPI mechanism, a portion of the energy contributes to producing free electrons [30].
To generate free electrons, the elements within the material supply these electrons by imparting the necessary energy to promote valence electrons to the conduction band. Consequently, considering the density of free electrons, it becomes essential to calculate the volumetric energy required to produce these free electrons, a quantity supplied by the laser radiation on the material's surface:
- Nfree:
-
Density of free electrons [cm-3]
- Eg:
-
Energy for generating one mole of the free electrons [ J/mole]
- NA:
-
Avogadro constant (6.02 x 10 23 1/mole)
The energy necessary to generate one mole of free electrons, Eg, represents the energy required to transition one mole of valence electrons into the conduction band. In scenarios where the material comprises multiple chemical compounds, it becomes essential to consider the breaking energy associated with the weakest chemical bond. Consequently, it is expected that the component requiring the least energy to create one mole of free electrons would undergo ionization before the others.
According to the study of Brenk et al. [31], the plasma frequency is determined as a function of the density of free electrons, Nfree:
- fp:
-
Plasma frequency [rad/s]
- Nfree:
-
Free electron density [m -3]
- e:
-
The electron charge (-1.6 x 10 −19 C)
- me:
-
The electron mass (9.11 ×10 −31 kg )
- ϵo:
-
The dielectric constant of vacuum (8.85×10−12 F⋅m−1)
When the laser frequency matches the plasma frequency, the density of free electrons attains the critical value, Ncrt. At this critical density, the material can absorb the maximum amount of laser energy, and occurrences such as electron heating and the MPI mechanism become predominant. Based on the literature survey, this value, \({N}_{free}\), would be around 1 to 5 × 10–21 cm−3. Since the laser-free electron interaction happens locally in the material microstructures’ boundaries, the density of free electrons \({N}_{free}\) should reach the critical value at these boundaries. The material ablation requires the repulsive force among free electrons that surpasses the mechanical strength of the material. The repulsive tension, σ, generated by free electrons can be computed using the following equation [8]:
- ce0:
-
Initial Electron specific heat capacity (7 x 10 -4 J mole-1 K-2) [32]
- ρ:
-
electron density [ mole / cm3]
- Te:
-
Electron temperature [K]
- σ:
-
repulsive tension [N/cm2]
Initial simulations suggested that the peak temperature of free electrons should fall within the range of 1000 to 10,000 K. Additionally, upon reaching a density of free electrons of 4.5 × 1021 cm−3, the computed repulsive tension in Eq. (11) becomes sufficiently potent to cause damage to martensite phases of bronze in high temperatures [33]. Consequently, the critical density of free electrons in this particular study is determined to be 4.5 × 1021 cm−3.
In situations where the density of photons is insufficient, and the laser wavelength exceeds the threshold value, the heating of the lattice structure occurs instead of activating the MPI mechanism.
In this case, the Electron–phonon coupling volumetric energy, Eeph, is transferred to the material due to collisions between heated free electrons and the atomic structure. The mathematical calculation for the Eeph is provided by Eq. (18) [34]:
- Eeph:
-
Electron-phonon coupling volumetric energy [ J/ cm3]
- αK:
-
Electron-phonon coupling coefficient [J/ (cm3 K1)]
- Te:
-
Electron temperature [K]
- TI:
-
Lattice temperature [K]
The Electron–phonon coupling volumetric energy Eeph represents the energy utilized to heat the lattice at the depth reached by the laser. Equation 13 outlines the calculation regarding the lattice temperature increase [35]:
- CP:
-
Material specific heat capacity [J/(gr.K)]
- ρ:
-
Material density [gr/cm3]
- K:
-
Material heat conductivity [W/(cm.K)]
- TI:
-
Lattice temperature [K]
Finally, the volumetric quantity of energy contributing to the heating of electrons, Ehe, is derived by subtracting the energy utilized for heating the lattice (Eeph) and the energy consumed in generating free electrons (EeGen) from the volumetric absorbed laser energy by the material, represented by Eabs [24]:
Equation (15) describes the electron warming based on the volumetric energy dedicated to heating electrons, \({E}_{he}\) [35]:
- ce0:
-
Initial Electron specific heat capacity (7 x 10 -4 J mole-1 K-2) [32]
- ρe:
-
Electron density [ mole / cm3]
- Ke:
-
Electron heat conductivity (1.05 W/(m .K)) [32]
- Te:
-
Electron temperature [K]
The depth of material ionization is determined by the magnitude of the absorbed laser energy\(, {E}_{abs}\). Ionization of the material results in localized lattice damage and the ablation of the workpiece material, leading to the creation of a fresh workpiece surface. Subsequently, after each pulse, the volumetric absorbed laser energy decreases due to material ionization.
The revised volumetric absorbed laser energy within the material, \({E}_{abs}\), again leads to ionization until the value of \({E}_{abs}\), becomes less than the energy of generating free electrons, \({E}_{eGen}\). This process, coupled with the Gaussian distribution of laser energy across the spot area, results in a V-shaped ablation pattern, causing fluctuations in the incidence angle. Consequently, the laser power intensity, IL, decreases proportionally with the ablation depth.
4 Simulation procedure
The laser ablation process must be segmented into discrete time intervals. The actual laser power intensity and the absorbed laser energy are computed within each time step based on Eq. (6) and Eq. (7), respectively. The absorbed energy was determined using the electron warming model based on Eq. (14) and (15). Furthermore, Eq. (9) to (11) were utilized to analyse atomic ionization, repulsive stresses, and the potential activation of the MPI mechanism. The MPI mechanism is expected to initiate if the density of free electrons exceeds a specific threshold value, as described. The energy required to sustain the minimum density of free electrons in the absorption layer aligns with the threshold value essential for activating the MPI mechanism. If this energy falls short of reaching the threshold, its sole purpose is to heat the electrons rather than triggering the MPI mechanism. The MPI mechanism leads to changes in the density of free electrons. Consequently, at each time step involving MPI, it is crucial to update the free electron density, and other physical properties such as the temperature of the free electrons. Subsequently, Eq. (12) and (13) were employed to transfer the energy from electrons to atoms. The thermal gradient and temperature values within the free electrons and atoms after laser energy absorption were computed using numerical equations. This model adopted the finite difference method, specifically applying the Du Fort-Frankel formulation, to determine the temperatures of the electrons and the material:
- cp:
-
Material specific heat capacity
- ρ:
-
Material density
- K:
-
Material heat conductivity
- \({T}_{i j}^{n}\):
-
The temperature in node with row number i, column number j and in time step n
- ∆x:
-
Width of every element on the workpiece surface
- ∆y:
-
Depth of every element through the workpiece material
To achieve convergence for Eq. (16), selecting an appropriate time step (∆t) is crucial [36]. If material ablation for each node is expected, it is essential to modify the specific thermal capacity (cp) and thermal conductivity (K) values of the corresponding nodes. This modification aims to prevent the absorbed energy from increasing the temperature of the specific node and instead ensures its complete transfer to the nodes in the underlying layers. The thermophysical parameters used in the simulation are provided in Table 1.
Figure 5 shows that a 2D simulation carried out for the beam radius rather than the entire beam. The following considerations were made to determine the total simulation time based on the beam radius and its velocity. The workpiece was discretized into elements with widths (∆x = 0.22 µm) and lengths (∆y = 1.0 µm), as depicted in Fig. 5. The simulation specifically targeted the A-A cross-section, running parallel to the central laser beam axis, storing element data including temperature values and material properties in the corresponding matrices.

Mesh setup
The absorbed energy of each pulse is determined by considering both Gaussian and Incidence angle (I.A) factors, as described in Eq. (6). To preserve the stability of Eq. (16), different time increments are utilized for the radiation phase and the subsequent cooling steps. The material state and its physical properties, such as thermal capacity (cp) and thermal conductivity (K), undergo changes corresponding to temperature variations. Consequently, at each time step, the absorbed energy of the laser and the mechanism of laser-material interaction are evaluated.
Following this, it becomes essential to update the data for the elements, which includes adjusting the temperatures of both the lattice and electrons, as well as the thermal properties of the material and free electrons. Additionally, the densities of ions and free electrons need to be updated. Moreover, regarding the volume of ablated material, the geometry of the model is revised. A substantial fraction of the absorbed energy is dissipated through thermal conduction within the material during the cooling phase. In this regard, thermal conduction follows classical equations like Fourier conduction equations.
As shown in Fig. 6, in each time increment, a series of calculations involving the updated properties of the material and the applied laser are performed. This process includes computations related to Gaussian equations governing the laser beam profile, the determination of the laser incident angle, and the calculation of the practical laser power intensity. A comparison between the computed laser power intensity and a critical value has provided insights into the laser-material interaction mechanism. Subsequently, the ablation depths in the affected nodes were determined based on this interaction mechanism. In the simulation, it's imperative to compute the requisite laser power intensity, serving as a critical threshold. This threshold delineates the shift in the laser-material interaction mechanism from predominantly thermal to Multiphoton Ionization. In addition, the practical sublimation temperature should be determined in the thermal laser-material interaction mechanism.

The sequence for the simulation of laser ablation process
5 Validation of simulation results
In this section, the ablation depth values calculated through the simulation were compared to the corresponding experimental results, revealing a good agreement between the computed values and the experimental findings. The subsequent section provides the details of the temperatures derived from the simulation. Moreover, the simulation enables the calculation of variables that influence temperature values and the laser-material interaction mechanism. In the final part, the simulation extracted key factors, including the critical power intensity and the sublimation temperature.
6 Depth of laser ablations
As illustrated in Fig. 7, the comparison between the simulation and experiment of the laser ablation depths demonstrates a good alignment between the two sets of results. There is an error in predicting the depth of the laser crater for simulation results, which could be attributed to the dissipation of laser energy due to interactions with the plasma, the exchange of the energy during possible chemical reactions, and the absorption of laser energy through multiple reflections on the walls of deep laser crater. These factors affecting laser dissipation were not included in the simulation model, leading to the observed discrepancy in the depth predictions.

Comparison of ablation depth between experimental and simulation data in different pulses
As shown in Fig. 7, an exponential correlation exists between the number of pulses and the ablation depth. Based on the data presented in this figure, the minimum ablation depth achievable under the specified laser parameters is determined to be 0.53 µm for the bronze sample. Consequently, this value is established as the ablation threshold for the material as Fig. 8 shows the SEM image for N.P = 1. From SEM images, it is possible to see that for N.P = 1, only a surface melt is observed. Up to N.P = 10, the molten material remains inside the crater. As the N.P increases, the ablation mechanism changes to a thermal one so that the melt expulsion explicitly occurs. In this case, it is expected that the melting flows from the bottom of the crater towards the upper surface through the crater walls. As the molten material reaches the upper surface, it redeposits rapidly and forms the pile-ups.

SEM images of the single point experiments at different number of pulses
Figure 9 represents the removal depths resulting from the ionization. The corresponding critical laser intensity is equal to 1.6 × 1011 for the N.P = 10.

Simulation data for ionization depth
As the number of pulses rises, there is a proportional rise in ionization depth, while the radial distance stays consistently constant for all pulses. This occurrence is likely due to the exact energy deposition per pulse and the intricate interaction between the laser and the material.
Almost half of the total ablation depth comprises the ionization depth for pulses over 10 (Fig. 10). As seen, for N.P = 1 to 10, only ionization takes place, and therefore, no thermal process occurs. Thus, the total depth equals the ionization depth while the radial distance extends. After ionization, the material continues to endure high temperatures until it falls below the melting point. Throughout this phase, the edge of the ablation crater, particularly in areas near the workpiece’s top surface, undergoes radial enlargement.

Comparison between ionization depth and total ablation depth (simulation data)
7 Temperature variations
Besides the ablation depth, the simulation during the laser process allows for calculating sample temperatures. These temperature values serve as indicators, revealing which the workpiece sections are particularly susceptible to the thermal regime. Here, it is necessary to determine the mechanism of the laser-material interaction to compute the temperature values. Therefore, it is essential first to explore the factors that influence the mechanism, including the intensity of laser power.
The laser energy is influenced by several Gaussian factors, as shown in Eq. (6). The maximum radiation intensity of each pulse is calculated as \({I}_{pk}\) = 120 × 1011 W/cm2 by Eq. (2). Based on the specification of the used laser, the pulse energy, \({E}_{p}\), should be 200 µJ. Substituting the values of the pulse energy, \({E}_{p}\), the pulse time, \({t}_{p}\), and the laser spot radius, \({r}_{0}\), into Eq. (2) and considering Eq. (3) and (4), the maximum pulse intensity, \({I}_{pk}\) was calculated. It should be noted that minimum 70% input energy could be not absorbed due to reflection[38]. Additionally, factors like plasma formation could lead to even greater energy dissipation, reaching up to 90% [39].
An additional significant aspect is the incidence angle (I.A). As previously discussed, the I.A can be changed by increasing the depth of the laser ablation. Figure 4 shows the incidence angle variation as the ablation depth increases. According to Eq. (5), the laser power intensity would vary across different values of the incidence angle through the incidence angle coefficient \({C}_{I.A}\).
Figure 11 delivers the computed laser power intensity, \({I}_{L}\), based on Eq. (6) in different incidence angles. Due to the maximum concentration of laser energy at the beam's center, the incidence angle (I.A) significantly impacts the maximum laser power intensity at the center of the laser beam. Particularly, the maximum laser power intensity experiences a dramatic decrease from 1.2 × 1011 W/cm2 to 4 × 1010 W/cm2 when the incidence angle is increased from 0° to 60° (Fig. 11).

Effect of I.A on the laser power intensity, \({I}_{L}\), simulation data
A crucial pulse threshold defines the laser-material interaction mechanism, acting as a decisive border in transitioning to a thermal process. When N.P > 10, substantial laser energy is transferred to the lattice material. Upon this threshold, pure sublimation occurs, and beyond it, the initial signs of thermal damage become evident at the edges of laser craters. Also, it initiates melting at the bottom of the ablation crater. Consequently, thermal damages like annual rings would appear around the entrance of the ablation crater. Figure 12 represents the quality of ablated craters on the top surface in different numbers of pulses.

Experimental surface morphology at α = 0° for different pulses
With an increase in the number of pulses, the ablation depth also increases, as Fig. 7 shows. Consequently, this leads to a rise in the angle of incidence (I.A), a decrease in laser intensity, along with multiple occurrences of back reflection inside the laser crater. Hence, the size of the inner angular rings ceases to expand (after increasing N.P = 1 to 10) and remains consistent with an increase in the number of pulses, particularly noticeable when the number of pulses varies from 50 to 80.
Regarding the effect of the angle of incidence variation illustrated in Fig. 11, it induces a decline in the laser power intensity, dropping below the critical laser power intensity. Consequently, this transition favours the dominance of the thermal interaction mechanism over the MPI.
The elevation of electron temperature and the subsequent increase in free electron density, triggered by material ionization, generate repulsive forces, ultimately destroying the entire irradiated surface. At the sublimation temperature, a significant amount of ablated material undergoes direct transformation from the solid phase to the gas phase. The lattice temperature is sufficiently elevated during this process due to laser radiation, enabling material evaporation to occur at its maximum speed. Determining the sublimation temperature requires calculations in the non-equilibrium state specific to the experiments being conducted. For this purpose, the mathematical model was employed to solve for a defined laser input energy density. The examination of selected laser parameters revealed their indirect influence on both the ablation depth and angle of incidence, consequently affecting the laser intensity. This change in intensity can potentially shift the laser-material interaction from ionization mode to thermal mode. The experimental findings, specifically the measured depth of ablation, were incorporated into the mathematical model. Whenever the temperature at a particular node within the material reached the sublimation temperature, that node was classified as ablated material. The calculation of the sublimation temperature was performed. With this determined sublimation temperature, the depth of the laser crater was derived and compared against the corresponding experimental data for verification. Shifting the laser-material interaction towards the thermal mechanism causes a notable change in temperature in the surrounding region adjacent to the ablation point.
Figure 13 illustrates the variations in temperature for both free electrons and ablated material as a function of the radiation time. The temperature of free electrons is significantly affected by the angle of incidence. The free electron energy is transferred to the atomic lattice as thermal energy with relaxation time in the range of several picoseconds [24]. Consequently, this process leads to a temperature differential of approximately 12,000–30000 K between the material temperature and free electrons. Additionally, as previously noted, the laser power intensity (IL) decreases with an increase in the angle of Incidence. As a result, the energy is absorbed by electrons. The temperature of free electrons (Te) decreases so that the lattice absorbs energy from the free electrons first after several picoseconds (the relaxation time). Hence, in the case of single-pulse radiation, by comparing the temperatures of free electrons (dash lines) and the material (solid lines) as depicted in Fig. 13-a, it is observed that the discrepancy between the material and free electron temperatures decreases to approximately 13,000 K when the angle of Incidence reaches 60°. Figure 13-b shows that an increase in the incidence angle results in a corresponding rise in the material temperature. Compared to other angles, for the incidence angle of 60°, this temperature elevation initiates right from the start of the irradiation process.

Maximum electrons (a) and ablated material (b) temperatures on the workpiece during the radiation of a single pulse, simulation data
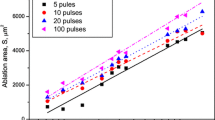
In experimental conditions, a similar behavior is anticipated when the workpiece is initially subjected to an incidence angle, as depicted in Fig. 1-c. As the incidence angle increases, the removal mechanism shifts towards thermal interaction. Figures 14, 15, and 16 represent the ablation quality for varying incidence angles across pulse numbers. Comparing the results of N.P = 1 for all three incidence angles (30°, 50°, & 60°), it is evident that the area affected by ablation is consistently expanding. For instance, at α = 60°, the affected area is nearly four times larger than at α = 0°. The shift from the MPI mechanism to thermal interaction becomes more pronounced with increased incidence angle. Similarly, following this trend, the overall ablation depth decreases as the incidence angle increases. Figure 17 summarizes the values of total ablation depth in different incidence angles and pulse numbers.

Experimental surface morphology at α = 30° for different pulses

Experimental surface morphology at α = 50° for different pulses

Experimental surface morphology at α = 60° for different pulses

Comparison of total ablation depth at four different incidence angles- experimental data
During the initial pulses up to 10, there appears to be no significant discrepancy in the ablation depth across all incidence angles, as indicated in Fig. 17. This suggests that until N.P = 10, the primary removal mechanism remains the MPI. The comparison of surface qualities illustrated in Fig. 14 supports this observation, where the diameter of the laser craters remains consistent from N.P = 1 to N.P = 10.
However, beyond the N.P = 10, a notable transformation occurs in the shape of the affected area, changing into an elongated ellipse. The edges of these affected areas highlight extensive thermal damage, characterized by temperatures below the material's melting point. This thermal effect, evident in Fig. 13-b for the increased incidence angles, confirms the presence of substantial thermal damage surrounding the edges of the affected regions.
In oblique laser ablation, it is not enough to consider the ablation depth itself as quantitative output because the ablation no longer occurs circularly. Hence, the affecting area is much larger than in the perpendicular ablation, where the incidence angle equals to α = 0°.
More than focusing on ablation depth for output assessment is needed in oblique laser irradiation. This is because the ablation does not occur in a circular ablation zone as in a perpendicular ablation. In oblique laser irradiation, the infringed affected area expands significantly, surpassing the size typically associated with perpendicular ablation. Figure 18 compares the ablated area and the corresponding cross-sections of the crater for N.P = 80 at different incidence angles: 0°, 30°, 50°, and 60°. It is observed that the ablated area increases and changes from circular to cordate in shape as the incidence angle increases. Therefore, relying only on ablation depth as an output does not fully provide a comprehensive understanding of laser ablation. Considering the affected area's altered shape and increased size, a categorization allows for a more quantified assessment, distinguishing between the zone where material removal is completely ablated (ablated area) and the region affected by thermal interaction.

Variation of ablated area (red dashed lines) and crater cross-section (red continues lines) with incidence angle for N.P = 80
To facilitate this objective, the affecting area by laser can be categorized into two distinct areas: (1) Ablated Area (A.A) (Fig. 19-a) where a complete ablation occurs, and (2) Heat-Affected Area (H.A.A) (Fig. 19-b) where, although further ablation ceases, thermal damage, including oxidation, extends beyond the ablated area.

(a) Illustration of Ablated Area (A.A.) – (b) Illustration of Heat Affected Area (H.A.A.) – (c) Effect of incidence angle on ablation area – (d) Effect of incidence angle on heat-affected area- experimental data
These two areas are quantified using light microscopy (Keyence VHX-5000) along with an image processing technique. The images are recorded from the top view of the lasered single points, where the incoming laser pulses interact with the surface of the workpiece, and then the affected areas are measured.
Figure 19-c and d show the values of Ablated Area (A.A) and Heat-Affected Area (H.A.A) for varying pulse numbers. With an increase in the incidence angle, there is a corresponding expansion in both ablated and heat-affected areas. These expansions notably contribute to expanding the irradiated areas and changing from the MPI mechanism to thermal interaction, which is especially evident at larger incidence angles, as shown in Fig. 14.
During the initial 10 pulses, the ablated area (A.A) for all incidence angles (as shown in Fig. 19-c) demonstrates gradual growth, followed by a consistent and relatively stable plateau. This trend is repeated in the heat-affected area (Fig. 19-d). The underlying cause is attributed to the dominance of the multi-photon ionization mechanism, which, previously explained, operates up to N.P = 10. Beyond this threshold, there is an exponential increase in the heat-affected area with an increase in the number of pulses. The highest values for the H.A.As are observed at α = 60°, where thermal interaction predominantly occurs, as supported by the observations in Fig. 16.
The transition from MPI to a thermal interaction mechanism is anticipated to cause material heating and thermal impact in the vicinity of the crater edges and the layers in contact with the underlying surface. This effect continues even after the end of the laser pulse duration. The molten material near these regions has sufficient time to raise the workpiece's temperature by transferring thermal energy as it undergoes solidification. Figure 20 indicates the simulated temperature distribution and the ablation topographies corresponding to various pulses at the incidence angle 0°.

Material temperature with different number of pulses- simulation data
At N.P = 1 and N.P = 5, no discernible thermal effect is detectable, with cold ablation being the predominant removal. However, with N.P = 20, the temperature rise primarily occurs in the periphery of the laser crater, where the laser power intensity is notably lower compared to the center of the laser beam. This results in a shallow temperature gradient near the laser crater on the workpiece surface, aligning with the experimental evidence shown in Fig. 12. As a result of the growing number of pulses, the crater shape changed from a parabolic shape to a V-shape (Fig. 20). In this case, the thermal interaction is dominant, and the material removal happens when the workpiece temperatures reach the sublimation temperature. Under steady-state conditions, the boiling point and melting point of bronze material remain unchanged; however, the sublimation point is typically estimated to be between 3200 and 3800 K. Due to a significantly higher heat transfer rate compared to steady-state conditions, the sublimation temperature is expected to rapidly approach this range. Consequently, a substantial contrast exists between the boiling point and sublimation point.
8 Conclusion
The current study delves into the simulation and experimental investigation of the laser ablation of the bronze. The experimental investigation involved a series of single-point experiments utilizing a 12 ps laser with varying incidence angles (α = 0°, 30°, 50° & 60°) and targeting pulses from N.P = 1 to 80 as a basis to determine where the ablation mechanism changes from MPI to the thermal mechanism. The measurement of ablation depths was carried out to assess the efficiency of the process. Following, the simulation results investigate the ablation depth, including the ionization temperatures and the corresponding ionization depths. The effect of the incidence angle on the ionization process is also investigated. In addition, the ablation quality was also investigated. The most significant conclusions deduced from this study can be summarized as follows:
In the single-point ablation process, the ablation depth also increases as the number of pulses increases. During the initial 10 pulses, the predominant removal mechanism involves multi-photon ionization, with no discernible evidence of thermal ablation. However, beyond this pulse count, the removal mechanism shifts to thermal, resulting in observable thermal damages. Nevertheless, it is notable that the ionization depth compromises nearly half of the final ablation depth.
The impact of the incidence angle on the removal mechanism was also explored. There is a significant disparity in the depth and quality of ablation between pulses at a 0° incidence angle and those at higher angles. With increasing incidence angles, the thermal mechanism becomes more prominent. In the periphery of the laser crater, where the laser intensity is significantly lower than at the center of the beam, the ionization temperature decreases, leading to more thermal damage. The laser intensity significantly decreases as the incidence angle increases, resulting in more thermal damage. The Heat Affected Area (H.A.A) parameter assesses the thermal damage caused by various incidence angles. As the incidence angle increases, the H.A.A exponentially increases.
References
Zahrani EG, Azarhoushang B, Wilde J, Zahedi A (2020) Ablation characteristics of picosecond laser single point drilling of Si3N4 under dry and water medium. Procedia CIRP 95:938
Herrmann R, Gerlach J, Campbell E (1998) Ultrashort pulse laser ablation of silicon: an MD simulation study 66:35
Soltani, B. Laser-assisted grinding of Silicon Nitride by picosecond laser.
Soltani B, Hojati F, Daneshi A, Azarhoushang B (2021) Simulation of the laser-material interaction of ultrashort pulse laser processing of silicon nitride workpieces and the key factors in the ablation process 114:3719
Nolte S et al (ed) (2016) Ultrashort pulse laser technology: Laser sources and applications, vol 195, Springer, Cham, Heidelberg, New York, Dordrecht, London
Liu X, Du D, Mourou G (1997) Laser ablation and micromachining with ultrashort laser pulses 33:1706
Ren Y, Chen JK, Zhang Y (2012) Modeling of ultrafast phase changes in metal films induced by an ultrashort laser pulse using a semi-classical two-temperature model 55:1620
Chen JK, Tzou DY, Beraun JE (2006) A semiclassical two-temperature model for ultrafast laser heating 49:307
Sugioka K, Meunier M, Piqué A (2010) Laser Precision Microfabrication. Springer, Berlin Heidelberg, Berlin, Heidelberg
Ossi PM (ed) (2018) Advances in the application of lasers in materials science, vol 274, Springer International Publishing, Cham
van Huynh T, Lee D (2023) The effect of incidence angle on the interaction of a pulse laser with ultra-high-performance concrete in the scabbling process 73:106726
Ghadiri Zahrani E, Azarhoushang B (2023) Investigation of NS-single-point laser ablation of bronze under different incidence angles and pulses. J Laser Appl 35(4)
Mukhopadhyay M, Kundu PK (2018) Laser dressing of grinding wheels - a review 11:167
Zahedi A Development and applications of laser generated microstructures on CBN grinding wheels. Dissertation, Shaker Verlag
Zhou W, Chen G, Pan H, Cao K et al (2022) Dual-laser dressing concave rectangular bronze-bonded diamond grinding wheels 123:108830
Deng H, Xu Z, Zhu P, Ying H (2019) Optimization of efficiency and uniformity of bond removal during laser sharpening 103:3087
Dai L, Chen G, Li M, Yuan S (2022) Efficient and precision dressing of arc-shaped diamond grinding wheel by laser dressing and electrical discharge dressing 125:108978
Azarhoushang B, Zahedi A (2017) Laser conditioning and structuring of grinding tools – a review. Adv. Manuf 5:35
Bahman A, Esmaeil G, Zahrani A, Zahedi H, Kitzig-Frank (2021) Innovatives Konzept für das Laserkonditionieren von Schleifwerkzeugen
Zhao X-T et al (2016) The influence of laser ablation plume at different laser incidence angle on the impulse coupling coefficient with metal target. J Appl Phys 120(21)
Miyasaka Y et al (2015) Derivation of effective penetration depth of femtosecond laser pulses in metal from ablation rate dependence on laser fluence, incidence angle, and polarization. Appl Phys Lett 106(1)
George DS, Onischenko A, Holmes AS (2004) On the angular dependence of focused laser ablation by nanosecond pulses in solgel and polymer materials 84:1680
Wang X, Duan J, Jiang M, Zhang F et al (2017) Investigation of processing parameters for three-dimensional laser ablation based on Taguchi method 93:2963
Dold CA (2013) Picosecond laser processing of diamond cutting edges. ETH Zurich
Eichler J, Eichler H-J (2006) Laser: Bauformen, Strahlführung. Springer-Verlag, Berlin Heidelberg, Berlin, Heidelberg, Anwendungen
Paschotta R (2008) Encyclopedia of laser physics and technology. Wiley-VCH, Weinheim
(2013) Handbook of advanced ceramics: materials, applications, processing, and properties, 2nd edn, Elsevier/Acad. Press, Amsterdam
Heller J et al (1999) Temperature dependence of the reflectivity of silicon with surface oxide at wavelengths of 633 and 1047 nm. Appl Phys Lett 75(1):43
Nedialkov NN et al (2012) Ablation of ceramics with ultraviolet, visible, and infrared nanosecond laser pulses. 703, SPIE
Lombardo S et al (2005) Dielectric breakdown mechanisms in gate oxides. J Appl Phys 98(12)
Koroleva ON, Demin MM, Mazhukin AV, Mazhukin VI (2021) Modeling of electronic and phonon thermal conductivity of silicon in a wide temperature range 1787:12026
Koroleva O, Mazhukin A (2017) Determination of thermal conductivity and heat capacity of silicon electron gas 40:99
Jabłońska M, Maciąg T, Nowak M, Rzychoń T et al (2019) Thermal and structural analysis of high-tin bronze of chemical composition corresponding to the composition of the singing bowl 137:735
Brenk O, Rethfeld B (2012) Electron dynamics in transparent materials under high-intensity laser irradiation 51:121810
Itina TE et al (2008) Ultra-short laser interaction with metals and optical multi-layer materials: transport phenomena and damage thresholds. High-Power Laser Ablation VII, Taos, NM, 70050N, SPIE
Hoffman JD (2001) Numerical methods for engineers and scientists, 2nd edn. CRC Press, Boca Raton, Fla
MakeltForm. https://www.makeitfrom.com/material-properties/EN-CC483K-CuSn12-C-Tin-Bronze.
Yang Z et al (2021) Modeling laser beam absorption of metal alloys at high temperatures for selective laser melting. Adv Eng Mater 23(9)
Benavides O, Lelio de la Cruz M (2013) Effects of plasma formation on reflection of laser light in ablation of metals in air. In: Progress in Electromagnetics Research Symposium at: Stockholm, 2013, PIERS Proceedings
Acknowledgements
The authors express their sincere thanks to +GF+ Machining Solutions GmbH for their invaluable support. In addition, thanks are extended for the use of FIB-SEM, funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation), within the program Major Research Instrumentation (Project number: 505067193) under GG91b and by the state of Baden-Württemberg, as well as by Hochschule Furtwangen University. Thanks also to our colleagues A. Filbert and A. M. F. Jahromi for helping in preparing the images.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception, design, experimentation, modelling, analysis and writing.
Corresponding author
Ethics declarations
Declarations
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ghadiri Zahrani, E., Soltani, B. & Azarhoushang, B. Investigation of laser-material interaction in picosecond single-point laser ablation of bronze. Int J Adv Manuf Technol (2024). https://doi.org/10.1007/s00170-024-13992-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00170-024-13992-z